JP4295090B2 - シートの背面成形方法 - Google Patents
シートの背面成形方法 Download PDFInfo
- Publication number
- JP4295090B2 JP4295090B2 JP2003516773A JP2003516773A JP4295090B2 JP 4295090 B2 JP4295090 B2 JP 4295090B2 JP 2003516773 A JP2003516773 A JP 2003516773A JP 2003516773 A JP2003516773 A JP 2003516773A JP 4295090 B2 JP4295090 B2 JP 4295090B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- wall
- mold cavity
- melt
- enters
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C45/14073—Positioning or centering articles in the mould using means being retractable during injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C45/14073—Positioning or centering articles in the mould using means being retractable during injection
- B29C2045/14081—Positioning or centering articles in the mould using means being retractable during injection centering means retracted by the injection pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C2045/14155—Positioning or centering articles in the mould using vacuum or suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C2045/14303—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure progressively transferring the insert from one mould wall to the other mould wall of the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14901—Coating a sheet-like insert smaller than the dimensions of the adjacent mould wall
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Finishing Walls (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
Claims (8)
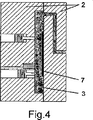
- 背面に印刷が施されたシートを、一方の壁(9)および当該一方の壁(9)に対向する他方の壁(5)を備えた金型キャビティ(1)を有する射出成形機において、熱可塑性樹脂で絵付成形する方法であって、シート(7)を射出成形金型(2)の金型キャビティ(1)内に、溶融した熱可塑性樹脂が入る前に、溶融物(3)のフロントと先に接触するシートのエッジ(4)が金型キャビティ(1)の当該他方の壁(5)に最初に当たるように配置し、シートの他の部分を当該他方の壁(5)から離した状態に保ち、シート(7)の当該他方の壁(5)から離れた部分(6)を、金型キャビティ(1)を進行する流入溶融物のフロントによって、当該他方の壁(5)に押し付けてシート(7)の前面を当該他方の壁(5)と接触させ、シート(7)の支持を同時に解除して、シート(7)の当該他の部分も金型キャビティ(1)の当該他方の壁(5)に当てられるようにすることを特徴とする方法。
- 溶融物(3)が金型キャビティ(1)に入る前に、溶融物(3)と先に接触するシートのエッジ(4)を金型キャビティ(1)の前記他方の壁(5)にデプレッサー(8)によって当て、溶融物が入るとデプレッサー(8)を前記一方の壁(9)へ引っ込めることを特徴とする、請求項1に記載の方法。
- シート材料が、ポリカーボネート、ポリウレタン、ポリエステル、ポリ塩化ビニルから選択される樹脂であることを特徴とする請求項1または請求項2に記載の方法。
- 熱可塑性樹脂が、ポリアミド、ポリエステル、ポリウレタン、スチレンコポリマー、ポリフェニレンオキサイド、ポリカーボネート、ポリエチレンスルフィド、ポリ塩化ビニル、ポリウレタン、または当該ポリマーの混合物から選択されることを特徴とする、請求項1〜3のいずれか1項に記載の方法。
- ポリカーボネートをシート材料として使用することを特徴とする、請求項3に記載の方法。
- ポリアミドまたはポリカーボネートを熱可塑性樹脂として使用することを特徴とする、請求項4または5に記載の方法。
- 溶融物(3)が入る前に、シートを、溶融物がキャビティ(1)に入るための導入口から遠い側の部分(6)にて、減圧下で焼結ブロック(10)を用いて保持して、前記他方の壁(5)と対向する金型キャビティ(1)の前記一方の壁(9)に当て、溶融物(3)のフロントが金型キャビティ(1)内を進行すると、離すことを特徴とする、請求項1〜6のいずれか1項に記載の方法。
- 溶融物が入る前に、シートを、金型キャビティ(1)内に進退可能な少なくとも1つの当り止め(11)を用いて、溶融物がキャビティ(1)に入るための導入口から遠い側のシート端部にて位置決めすることを特徴とする、請求項1〜7のいずれか1項に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10135816A DE10135816A1 (de) | 2001-07-23 | 2001-07-23 | Verfahren zum Hinterspritzen von Folien |
| PCT/EP2002/007666 WO2003011555A1 (de) | 2001-07-23 | 2002-07-10 | Verfahren zum hinterspritzen von folien |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004535959A JP2004535959A (ja) | 2004-12-02 |
| JP2004535959A5 JP2004535959A5 (ja) | 2006-01-05 |
| JP4295090B2 true JP4295090B2 (ja) | 2009-07-15 |
Family
ID=7692785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003516773A Expired - Fee Related JP4295090B2 (ja) | 2001-07-23 | 2002-07-10 | シートの背面成形方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7276197B2 (ja) |
| EP (1) | EP1412155B9 (ja) |
| JP (1) | JP4295090B2 (ja) |
| KR (1) | KR100876269B1 (ja) |
| CN (1) | CN100430204C (ja) |
| AT (1) | ATE435107T1 (ja) |
| BR (1) | BR0211339A (ja) |
| CA (1) | CA2454411C (ja) |
| DE (2) | DE10135816A1 (ja) |
| MX (1) | MXPA04000624A (ja) |
| TW (1) | TW587982B (ja) |
| WO (1) | WO2003011555A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10312610A1 (de) * | 2003-03-21 | 2004-09-30 | Bayer Ag | Verfahren zum Hinterspritzen von dekorierten Folien |
| DE10314032A1 (de) * | 2003-03-28 | 2004-10-21 | Braun Formenbau Gmbh | Werkzeugsystem sowie Verfahren zum Mehrkomponentenspritzgießen, insbesondere Zweikomponentenspritzgießen, von Kunststoffkörpern |
| WO2005058574A2 (de) * | 2003-12-16 | 2005-06-30 | Weidmann Plastics Technology Ag | Verfahren zum herstellen von spritzgussteilen, spritzgussvorrichtung zur durchführung des verfahrens sowie nach dem verfahren hergestelltes spritzgussteil |
| JP2006130870A (ja) * | 2004-11-09 | 2006-05-25 | Hitachi Housetec Co Ltd | 成形品の製造方法 |
| FR2884751B1 (fr) * | 2005-04-22 | 2007-07-20 | Europlastiques Soc Par Actions | Procede de pose d'un opercule pelable sur un objet fabrique par moulage d'injection de matiere plastique |
| DE102009021413B4 (de) * | 2009-05-14 | 2011-03-31 | Peguform Gmbh | Vorrichtung und Verfahren zur Herstellung eines eine Dekoroberfläche aufweisenden Bauteils |
| DE102012201875B4 (de) * | 2012-02-08 | 2020-12-10 | Rotho Kunststoff Ag | Verfahren zum Herstellen eines spritzgegossenen Kunststoffartikels |
| CN105121118B (zh) * | 2013-03-15 | 2017-10-31 | 巴斯夫欧洲公司 | 形成用于交通工具的椅背框架的方法 |
| DE102016226214A1 (de) * | 2016-12-23 | 2018-06-28 | Faurecia Innenraum Systeme Gmbh | Formwerkzeug und Verfahren zum Verformen und Hinterspritzen einer biegbaren Platte |
| KR20180131028A (ko) * | 2017-05-31 | 2018-12-10 | 현대자동차주식회사 | 기재와 표피재의 성형장치 및 성형방법 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK146709C (da) * | 1980-12-09 | 1984-05-21 | Eskesen Brdr As | Fremgangsmaade til fremstilling af sproejtestoebte plastemner med indstoebte folier med dekorative og/eller beskrivende tryk samt apparat til brug ved udoevelse af fremgangsmaaden |
| US5053179A (en) * | 1987-04-30 | 1991-10-01 | Sumitomo Chemical Company, Limited | Process for producing a multilayer molded article |
| JPH03243312A (ja) | 1990-02-21 | 1991-10-30 | Mitsubishi Plastics Ind Ltd | 金属複合材の成形方法 |
| FR2673886B1 (fr) | 1991-03-15 | 1995-03-24 | Ams Europ | Procede et dispositif de decoration d'une piece realisee par injection et piece decoree ainsi realisee. |
| EP0546234A1 (en) | 1991-12-12 | 1993-06-16 | Ab Cerbo | An arrangement in moulding tools intended for the injection moulding of a container while simultaneously affixing a label or the like thereto |
| NL1010605C2 (nl) | 1998-11-20 | 2000-05-23 | Schoeller Wavin Trepak B V | Door spuitgieten vervaardigde kunststof krat. |
| JP2001038766A (ja) | 1999-07-29 | 2001-02-13 | Toyota Autom Loom Works Ltd | 射出成形型のフィルム又はシート保持装置 |
-
2001
- 2001-07-23 DE DE10135816A patent/DE10135816A1/de not_active Withdrawn
-
2002
- 2002-07-10 CA CA2454411A patent/CA2454411C/en not_active Expired - Fee Related
- 2002-07-10 BR BR0211339-2A patent/BR0211339A/pt not_active Application Discontinuation
- 2002-07-10 KR KR1020047000992A patent/KR100876269B1/ko not_active IP Right Cessation
- 2002-07-10 WO PCT/EP2002/007666 patent/WO2003011555A1/de active Application Filing
- 2002-07-10 AT AT02751126T patent/ATE435107T1/de active
- 2002-07-10 MX MXPA04000624A patent/MXPA04000624A/es unknown
- 2002-07-10 JP JP2003516773A patent/JP4295090B2/ja not_active Expired - Fee Related
- 2002-07-10 EP EP02751126A patent/EP1412155B9/de not_active Expired - Lifetime
- 2002-07-10 CN CNB028147863A patent/CN100430204C/zh not_active Expired - Fee Related
- 2002-07-10 US US10/484,289 patent/US7276197B2/en not_active Expired - Lifetime
- 2002-07-10 DE DE50213652T patent/DE50213652D1/de not_active Expired - Lifetime
- 2002-07-22 TW TW091116208A patent/TW587982B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR20040017829A (ko) | 2004-02-27 |
| DE50213652D1 (de) | 2009-08-13 |
| BR0211339A (pt) | 2004-09-28 |
| MXPA04000624A (es) | 2004-06-25 |
| US20040169315A1 (en) | 2004-09-02 |
| CA2454411C (en) | 2010-12-21 |
| WO2003011555A1 (de) | 2003-02-13 |
| ATE435107T1 (de) | 2009-07-15 |
| EP1412155A1 (de) | 2004-04-28 |
| CA2454411A1 (en) | 2003-02-13 |
| TW587982B (en) | 2004-05-21 |
| JP2004535959A (ja) | 2004-12-02 |
| CN1535200A (zh) | 2004-10-06 |
| KR100876269B1 (ko) | 2008-12-26 |
| EP1412155B1 (de) | 2009-07-01 |
| US7276197B2 (en) | 2007-10-02 |
| CN100430204C (zh) | 2008-11-05 |
| DE10135816A1 (de) | 2003-02-06 |
| EP1412155B9 (de) | 2009-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3862283B2 (ja) | 絵柄付成形品製造装置及び絵柄付成形品製造方法 | |
| JP4295090B2 (ja) | シートの背面成形方法 | |
| JP3794797B2 (ja) | 射出成形同時絵付装置 | |
| JP4800403B2 (ja) | 突板インサート用フィルム及びその製造方法、突板インサート成形品の製造方法 | |
| JPH03202327A (ja) | 樹脂成形用金型面のクリーニング方法とこの方法に用いられるクリーニング用シート部材及び連続自動樹脂成形方法 | |
| WO2005058574A3 (de) | Verfahren zum herstellen von spritzgussteilen, spritzgussvorrichtung zur durchführung des verfahrens sowie nach dem verfahren hergestelltes spritzgussteil | |
| JP2000280295A (ja) | 成形同時加飾用金型と成形同時加飾品の製造方法 | |
| EP0549809A1 (en) | Method of manufacturing laminated molding | |
| JP2003324118A (ja) | 電子部品の樹脂封止成形方法及び金型 | |
| JP2967927B1 (ja) | インサート成形品の製造装置とインサート成形品の製造方法 | |
| JPH1170543A (ja) | 射出成形同時絵付方法及び装置 | |
| KR100516218B1 (ko) | 동시 커버링재 성형장치 및 성형방법 | |
| JPH06254866A (ja) | 金型クリーニング方法 | |
| JPH081719A (ja) | 加熱取出装置、射出成形同時加飾装置及びその方法 | |
| JP2011189524A (ja) | インモールド成形方法とその装置 | |
| JP4193298B2 (ja) | 射出成形用金型装置 | |
| JP3326039B2 (ja) | 樹脂成形品の連続成形装置 | |
| KR100516217B1 (ko) | 동시 커버링재 성형장치 및 성형방법 | |
| JP3762270B2 (ja) | 成形機及び成形方法 | |
| JPH03243310A (ja) | 金型面のクリーニング方法及び樹脂皮膜形成方法と、この方法に用いられる固化樹脂の剥離用部材、並びに、連続自動樹脂成形方法 | |
| JP4247050B2 (ja) | 連続フィルム及びインモールド転写成形方法 | |
| JPH10180798A (ja) | 射出成形同時絵付装置及び方法 | |
| JPH11277568A (ja) | クランプ装置とそれを用いたフィルムインサート成形品の製造方法 | |
| JP2001170960A (ja) | 射出成形同時加飾装置 | |
| JP3727120B2 (ja) | リリースフィルムを用いる樹脂モールド装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050614 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090310 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090409 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140417 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |