JP4286285B2 - 太陽電池の製造方法 - Google Patents
太陽電池の製造方法 Download PDFInfo
- Publication number
- JP4286285B2 JP4286285B2 JP2006511720A JP2006511720A JP4286285B2 JP 4286285 B2 JP4286285 B2 JP 4286285B2 JP 2006511720 A JP2006511720 A JP 2006511720A JP 2006511720 A JP2006511720 A JP 2006511720A JP 4286285 B2 JP4286285 B2 JP 4286285B2
- Authority
- JP
- Japan
- Prior art keywords
- cell
- heating
- flux
- manufacturing
- tab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 47
- 238000010438 heat treatment Methods 0.000 claims description 140
- 230000004907 flux Effects 0.000 claims description 86
- 238000000034 method Methods 0.000 claims description 41
- 238000005476 soldering Methods 0.000 claims description 26
- 230000008569 process Effects 0.000 claims description 19
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 238000009835 boiling Methods 0.000 claims description 5
- 230000004913 activation Effects 0.000 claims description 3
- 210000004027 cell Anatomy 0.000 description 258
- 239000000126 substance Substances 0.000 description 17
- 239000005416 organic matter Substances 0.000 description 13
- 229910000679 solder Inorganic materials 0.000 description 13
- 238000003825 pressing Methods 0.000 description 12
- 238000010248 power generation Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 8
- 238000001704 evaporation Methods 0.000 description 8
- 238000004140 cleaning Methods 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- 238000005406 washing Methods 0.000 description 6
- 230000008020 evaporation Effects 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 239000013078 crystal Substances 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000011889 copper foil Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000005341 toughened glass Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910021417 amorphous silicon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000011112 process operation Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/18—Processes or apparatus specially adapted for the manufacture or treatment of these devices or of parts thereof
- H01L31/1876—Particular processes or apparatus for batch treatment of the devices
- H01L31/188—Apparatus specially adapted for automatic interconnection of solar cells in a module
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Engineering & Computer Science (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Photovoltaic Devices (AREA)
Description
Claims (11)
- 複数のセルを接続部材により電気的に接続して太陽電池を製造する方法であって、
前記セルの表面にフラックスを塗布するフラックス塗布工程と、
前記フラックスが塗布された隣接する前記セルに渡って前記接続部材を配設するタブ配設工程と、
当該接続部材を前記セルに半田付けして接続するタブストリング工程と、
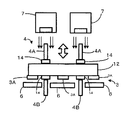
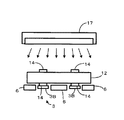
前記接続部材が接続された前記セルを加熱するセル加熱工程とを備え、
前記セル加熱工程において、セルに半田付けされた接続部材の熱を熱伝導によって搬送ベルトに伝えて逃がしながら前記セルを加熱することを特徴とする太陽電池の製造方法。 - 前記セル加熱工程における加熱温度は、前記フラックスの沸点の温度以上であることを特徴とする請求項1に記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は、前記フラックスの活性化温度以上であることを特徴とする請求項1に記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は+140℃以上+160℃以下であって、加熱時間は1分以上5分間以下であることを特徴とする請求項1乃至請求項3の何れかに記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は+150℃であって、加熱時間は3分間であることを特徴とする請求項4に記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は+160℃より高く、加熱時間は1分未満であることを特徴とする請求項1乃至請求項3の何れかに記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は+200℃以上であって、加熱時間は20秒未満であることを特徴とする請求項6に記載の太陽電池の製造方法。
- 前記セル加熱工程における加熱温度は+250℃以上であって、加熱時間は10秒未満であることを特徴とする請求項6又は請求項7に記載の太陽電池の製造方法。
- 前記セル加熱工程においては、前記セル全体を加熱することを特徴とする請求項1乃至請求項8の何れかに記載の太陽電池の製造方法。
- 前記セル加熱工程で前記搬送ベルトは前記接続部材部分と接触することを特徴とする請求項1乃至9の何れかに記載の太陽電池の製造方法。
- 前記セル加熱工程において、赤外線を照射して前記セルを加熱することを特徴とする請求項1乃至10の何れかに記載の太陽電池の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104786 | 2004-03-31 | ||
| JP2004104786 | 2004-03-31 | ||
| PCT/JP2005/006057 WO2005096396A1 (ja) | 2004-03-31 | 2005-03-30 | 太陽電池の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008297357A Division JP4568359B2 (ja) | 2004-03-31 | 2008-11-20 | 太陽電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2005096396A1 JPWO2005096396A1 (ja) | 2008-02-21 |
| JP4286285B2 true JP4286285B2 (ja) | 2009-06-24 |
Family
ID=35064084
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006511720A Expired - Fee Related JP4286285B2 (ja) | 2004-03-31 | 2005-03-30 | 太陽電池の製造方法 |
| JP2008297357A Expired - Fee Related JP4568359B2 (ja) | 2004-03-31 | 2008-11-20 | 太陽電池の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008297357A Expired - Fee Related JP4568359B2 (ja) | 2004-03-31 | 2008-11-20 | 太陽電池の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8759663B2 (ja) |
| EP (1) | EP1737048B1 (ja) |
| JP (2) | JP4286285B2 (ja) |
| CN (1) | CN1938865B (ja) |
| DE (1) | DE602005022299D1 (ja) |
| ES (1) | ES2345393T3 (ja) |
| WO (1) | WO2005096396A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1938865B (zh) * | 2004-03-31 | 2010-04-21 | 三洋电机株式会社 | 太阳能电池的制造方法 |
| JP2006147887A (ja) * | 2004-11-19 | 2006-06-08 | Nisshinbo Ind Inc | 太陽電池用タブリードのハンダ付け方法並びにそのための装置 |
| EP1734589B1 (en) | 2005-06-16 | 2019-12-18 | Panasonic Intellectual Property Management Co., Ltd. | Method for manufacturing photovoltaic module |
| JP2007208231A (ja) * | 2006-01-06 | 2007-08-16 | Nisshinbo Ind Inc | 太陽電池セルへのタブリードのハンダ付け方法 |
| JP2007273830A (ja) * | 2006-03-31 | 2007-10-18 | Sanyo Electric Co Ltd | 太陽電池装置の製造方法 |
| WO2009149211A2 (en) * | 2008-06-03 | 2009-12-10 | Vserv Technologies Corp | System for simultaneous tabbing and stringing of solar cells |
| KR101281266B1 (ko) * | 2009-06-03 | 2013-07-03 | 시바우라 메카트로닉스 가부시끼가이샤 | 반도체 셀의 리드선 접속 장치 및 접속 방법 |
| EP2273566A1 (de) * | 2009-06-30 | 2011-01-12 | Feintool Intellectual Property AG | Vorrichtung und Verfahren zum Lagefixieren eines Lötverbinders auf einer Solarzelle |
| US9186741B2 (en) * | 2009-09-11 | 2015-11-17 | Sunpower Corporation | Induction soldering of photovoltaic system components |
| JP5438449B2 (ja) * | 2009-09-25 | 2014-03-12 | 東レエンジニアリング株式会社 | 太陽電池モジュールの製造装置及びその製造方法 |
| JP5459841B2 (ja) * | 2009-12-11 | 2014-04-02 | 日本アビオニクス株式会社 | 太陽電池モジュールの接合方法および接合装置 |
| KR101134675B1 (ko) * | 2010-02-01 | 2012-04-09 | 주식회사 인라인메카닉스 | 태양광 모듈 생산 설비용 팔레트 무빙 시스템 |
| JP5442529B2 (ja) | 2010-05-10 | 2014-03-12 | 日東電工株式会社 | 光半導体素子封止用エポキシ樹脂組成物およびそれを用いた光半導体装置。 |
| KR101088046B1 (ko) * | 2010-06-17 | 2011-11-29 | 주식회사 인라인메카닉스 | 태양광 모듈 생산 설비용 스트링거 |
| JPWO2012001815A1 (ja) * | 2010-07-02 | 2013-08-22 | 三菱電機株式会社 | 太陽電池モジュール |
| JP5604236B2 (ja) * | 2010-09-07 | 2014-10-08 | デクセリアルズ株式会社 | 太陽電池モジュールの製造方法、太陽電池セルの接続装置、太陽電池モジュール |
| WO2012047269A1 (en) * | 2010-09-27 | 2012-04-12 | Banyan Energy, Inc. | Linear cell stringing |
| FR2977079B1 (fr) * | 2011-06-27 | 2013-07-26 | Commissariat Energie Atomique | Procede de traitement de cellules photovoltaiques a heterojonction pour ameliorer et stabiliser leur rendement |
| CN102544127B (zh) * | 2011-12-27 | 2014-04-23 | 鸿富锦精密工业(深圳)有限公司 | 太阳能供电装置及其太阳能电池 |
| JP5692103B2 (ja) * | 2012-01-24 | 2015-04-01 | 信越化学工業株式会社 | 太陽電池モジュール製造におけるフラックス塗布用具及び太陽電池モジュールの製造方法 |
| WO2013128569A1 (ja) * | 2012-02-28 | 2013-09-06 | 富士機械製造株式会社 | ストリング配線装置 |
| JP2013237059A (ja) * | 2012-05-14 | 2013-11-28 | Eco & Engineering Co Ltd | インターコネクタと太陽電池素子の接合装置及び接合方法 |
| JP5714080B2 (ja) * | 2013-11-21 | 2015-05-07 | 三菱電機株式会社 | 太陽電池モジュール |
| US9966487B2 (en) | 2015-12-14 | 2018-05-08 | Solarcity Corporation | Strain relief apparatus for solar modules |
| CN108110071B (zh) * | 2017-11-06 | 2019-02-22 | 珠海格力电器股份有限公司 | 光伏组件、光伏装置及光伏组件的制备方法 |
| US10490682B2 (en) | 2018-03-14 | 2019-11-26 | National Mechanical Group Corp. | Frame-less encapsulated photo-voltaic solar panel supporting solar cell modules encapsulated within multiple layers of optically-transparent epoxy-resin materials |
| DE102019111061A1 (de) * | 2019-04-29 | 2020-10-29 | Meyer Burger (Germany) Gmbh | Herstellungsverfahren von Silizium-Heterojunction-Solarzellen mit Stabilisierungsschritt und Fertigungslinienabschnitt für den Stabilisierungsschritt |
| CN110649125B (zh) * | 2019-09-26 | 2020-12-29 | 常州时创能源股份有限公司 | 电池串的搭接方法 |
| CN115548160A (zh) * | 2021-06-30 | 2022-12-30 | 晶科能源股份有限公司 | 光伏电池串返修装置及维修方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3833362A (en) * | 1970-09-18 | 1974-09-03 | Ppg Industries Inc | Electroconductive solder |
| US3833425A (en) * | 1972-02-23 | 1974-09-03 | Us Navy | Solar cell array |
| US4149665A (en) * | 1977-11-04 | 1979-04-17 | Nasa | Bonding machine for forming a solar array strip |
| US4542258A (en) * | 1982-05-28 | 1985-09-17 | Solarex Corporation | Bus bar interconnect for a solar cell |
| US4534502A (en) | 1983-02-14 | 1985-08-13 | Atlantic Richfield Company | Automatic solder machine |
| US5133810A (en) * | 1990-04-27 | 1992-07-28 | Sanyo Electric Co., Ltd. | Flexible photovoltaic device and manufacturing method thereof |
| US5074920A (en) * | 1990-09-24 | 1991-12-24 | Mobil Solar Energy Corporation | Photovoltaic cells with improved thermal stability |
| US5178685A (en) * | 1991-06-11 | 1993-01-12 | Mobil Solar Energy Corporation | Method for forming solar cell contacts and interconnecting solar cells |
| JP3142944B2 (ja) | 1992-02-18 | 2001-03-07 | 千住金属工業株式会社 | フラックス残渣からのイオン成分除去方法 |
| US5391235A (en) * | 1992-03-31 | 1995-02-21 | Canon Kabushiki Kaisha | Solar cell module and method of manufacturing the same |
| US5428249A (en) * | 1992-07-15 | 1995-06-27 | Canon Kabushiki Kaisha | Photovoltaic device with improved collector electrode |
| JPH06334203A (ja) | 1993-05-21 | 1994-12-02 | Canon Inc | 光発電素子の形成方法 |
| US5466302A (en) * | 1994-05-09 | 1995-11-14 | Regents Of The University Of California | Solar cell array interconnects |
| JP3548246B2 (ja) | 1994-11-04 | 2004-07-28 | キヤノン株式会社 | 光起電力素子及びその製造方法 |
| US5556791A (en) | 1995-01-03 | 1996-09-17 | Texas Instruments Incorporated | Method of making optically fused semiconductor powder for solar cells |
| JPH08222849A (ja) | 1995-02-14 | 1996-08-30 | Sony Corp | はんだ付け装置 |
| US6121542A (en) * | 1996-05-17 | 2000-09-19 | Canon Kabushiki Kaisha | Photovoltaic device |
| US6378200B1 (en) * | 1997-09-18 | 2002-04-30 | Motorola, Inc. | Dynamically reconfigurable assembly line for electronic products |
| JP4240587B2 (ja) * | 1998-07-03 | 2009-03-18 | 株式会社エヌ・ピー・シー | タブリードのはんだ付け装置 |
| US6451415B1 (en) * | 1998-08-19 | 2002-09-17 | The Trustees Of Princeton University | Organic photosensitive optoelectronic device with an exciton blocking layer |
| JP2001312910A (ja) * | 2000-04-28 | 2001-11-09 | Sanyo Electric Co Ltd | 太陽光採光装置 |
| US6423565B1 (en) * | 2000-05-30 | 2002-07-23 | Kurt L. Barth | Apparatus and processes for the massproduction of photovotaic modules |
| JP3712596B2 (ja) | 2000-07-03 | 2005-11-02 | リンナイ株式会社 | グリル |
| JP2002217434A (ja) * | 2001-01-19 | 2002-08-02 | Sharp Corp | 太陽電池、太陽電池用インターコネクターおよびストリング |
| US20030000568A1 (en) | 2001-06-15 | 2003-01-02 | Ase Americas, Inc. | Encapsulated photovoltaic modules and method of manufacturing same |
| JP3948946B2 (ja) | 2001-11-30 | 2007-07-25 | 三洋電機株式会社 | タブリードの半田付け方法と半田付け装置 |
| WO2003059570A1 (en) * | 2002-01-04 | 2003-07-24 | G.T. Equipment Technologies Inc. | Solar cell stringing machine |
| JP3761495B2 (ja) * | 2002-05-17 | 2006-03-29 | トヤマキカイ株式会社 | リードの溶着装置 |
| US20040016456A1 (en) * | 2002-07-25 | 2004-01-29 | Clean Venture 21 Corporation | Photovoltaic device and method for producing the same |
| US20070062574A1 (en) * | 2003-05-22 | 2007-03-22 | Neomax Materials Co., Ltd. | Electrode wire material and solar cell having connection lead wire formed of the wire material |
| JP2005072389A (ja) | 2003-08-26 | 2005-03-17 | Kyocera Corp | 太陽電池素子の製造方法および製造装置 |
| CN1938865B (zh) * | 2004-03-31 | 2010-04-21 | 三洋电机株式会社 | 太阳能电池的制造方法 |
| EP1734589B1 (en) * | 2005-06-16 | 2019-12-18 | Panasonic Intellectual Property Management Co., Ltd. | Method for manufacturing photovoltaic module |
| JP2009021288A (ja) * | 2007-07-10 | 2009-01-29 | Sanyo Electric Co Ltd | 太陽電池モジュール |
| US20090050190A1 (en) * | 2007-08-24 | 2009-02-26 | Sanyo Electric Co., Ltd. | Solar cell and solar cell module |
| JP5245622B2 (ja) | 2008-07-31 | 2013-07-24 | 富士通株式会社 | ノイズ検出装置及びノイズ検出方法 |
-
2005
- 2005-03-30 CN CN200580010048XA patent/CN1938865B/zh not_active Expired - Fee Related
- 2005-03-30 WO PCT/JP2005/006057 patent/WO2005096396A1/ja active Application Filing
- 2005-03-30 ES ES05721651T patent/ES2345393T3/es active Active
- 2005-03-30 DE DE602005022299T patent/DE602005022299D1/de active Active
- 2005-03-30 JP JP2006511720A patent/JP4286285B2/ja not_active Expired - Fee Related
- 2005-03-30 US US10/594,389 patent/US8759663B2/en not_active Expired - Fee Related
- 2005-03-30 EP EP05721651A patent/EP1737048B1/en not_active Not-in-force
-
2008
- 2008-11-20 JP JP2008297357A patent/JP4568359B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE602005022299D1 (de) | 2010-08-26 |
| WO2005096396A1 (ja) | 2005-10-13 |
| CN1938865A (zh) | 2007-03-28 |
| US8759663B2 (en) | 2014-06-24 |
| JP4568359B2 (ja) | 2010-10-27 |
| JPWO2005096396A1 (ja) | 2008-02-21 |
| JP2009049436A (ja) | 2009-03-05 |
| ES2345393T3 (es) | 2010-09-22 |
| CN1938865B (zh) | 2010-04-21 |
| US20070283995A1 (en) | 2007-12-13 |
| EP1737048B1 (en) | 2010-07-14 |
| EP1737048A4 (en) | 2008-01-16 |
| EP1737048A1 (en) | 2006-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4286285B2 (ja) | 太陽電池の製造方法 | |
| JP6201157B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP7300245B2 (ja) | 太陽電池、太陽電池モジュール及びその製造方法 | |
| KR102480652B1 (ko) | 실리콘 태양 전지의 접촉 그리드와 이미터층 사이의 옴 접촉 거동을 개선하는 방법 | |
| JP7303202B2 (ja) | シリコンソーラセルのコンタクトグリッドとエミッタレイヤ間のオーミックコンタクト挙動を改善する方法 | |
| JP5121365B2 (ja) | 太陽電池モジュールおよびその製造方法 | |
| JP2007294830A (ja) | 太陽電池モジュールの製造方法 | |
| JP2007273830A (ja) | 太陽電池装置の製造方法 | |
| JP2019016819A (ja) | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 | |
| JP5274326B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP6337903B2 (ja) | 太陽電池モジュールの製造方法及び太陽電池モジュールの製造装置 | |
| KR20100125987A (ko) | 태양전지 셀의 리본 부착용 가열 장치 | |
| JP5799252B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP6656424B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP4467466B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP5377101B2 (ja) | 太陽電池素子、太陽電池モジュールおよび太陽光発電装置 | |
| WO2013160458A1 (en) | A method of and a system and soldering station for electrically connecting an electrical contact terminal to an electrical contact patch of a photovoltaic device | |
| JP6535089B2 (ja) | 太陽電池モジュールの製造装置及び太陽電池モジュールの製造方法 | |
| KR20190082839A (ko) | 고광전변환효율 태양전지셀 및 고광전변환효율 태양전지셀의 제조방법 | |
| CN118431116A (zh) | 太阳能电池串的覆膜粘结装置及覆膜粘结方法 | |
| WO2012142249A2 (en) | Busing sub-assembly for photovoltaic modules | |
| JP2009194177A (ja) | 発電体、接続体及び接続体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090224 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090324 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4286285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140403 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |