JP2019016819A - 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 - Google Patents
太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 Download PDFInfo
- Publication number
- JP2019016819A JP2019016819A JP2018208089A JP2018208089A JP2019016819A JP 2019016819 A JP2019016819 A JP 2019016819A JP 2018208089 A JP2018208089 A JP 2018208089A JP 2018208089 A JP2018208089 A JP 2018208089A JP 2019016819 A JP2019016819 A JP 2019016819A
- Authority
- JP
- Japan
- Prior art keywords
- sealing material
- temperature
- heating
- light
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 38
- 238000010438 heat treatment Methods 0.000 claims abstract description 107
- 239000003566 sealing material Substances 0.000 claims abstract description 95
- 238000001816 cooling Methods 0.000 claims abstract description 57
- 230000001681 protective effect Effects 0.000 claims description 29
- 238000010030 laminating Methods 0.000 claims description 15
- 239000007822 coupling agent Substances 0.000 claims description 9
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 abstract description 2
- 230000005855 radiation Effects 0.000 abstract 1
- 229920005989 resin Polymers 0.000 description 29
- 239000011347 resin Substances 0.000 description 29
- 239000000758 substrate Substances 0.000 description 18
- 239000011521 glass Substances 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000004132 cross linking Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 229910021417 amorphous silicon Inorganic materials 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- NIXOWILDQLNWCW-UHFFFAOYSA-N Acrylic acid Chemical compound OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 239000012298 atmosphere Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 239000006087 Silane Coupling Agent Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 3
- 238000013021 overheating Methods 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 230000003595 spectral effect Effects 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 238000002161 passivation Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920005862 polyol Polymers 0.000 description 2
- 150000003077 polyols Chemical class 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 2
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- GPXJNWSHGFTCBW-UHFFFAOYSA-N Indium phosphide Chemical compound [In]#P GPXJNWSHGFTCBW-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 150000004645 aluminates Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 239000008393 encapsulating agent Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 229910003437 indium oxide Inorganic materials 0.000 description 1
- PJXISJQVUVHSOJ-UHFFFAOYSA-N indium(iii) oxide Chemical compound [O-2].[O-2].[O-2].[In+3].[In+3] PJXISJQVUVHSOJ-UHFFFAOYSA-N 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920006295 polythiol Polymers 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/18—Processes or apparatus specially adapted for the manufacture or treatment of these devices or of parts thereof
- H01L31/1876—Particular processes or apparatus for batch treatment of the devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/048—Encapsulation of modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10697—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer being cross-linked
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- B32B17/10871—Making laminated safety glass or glazing; Apparatus therefor by pressing in combination with particular heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10972—Degassing during the lamination
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Thermal Sciences (AREA)
- Photovoltaic Devices (AREA)
Abstract
【解決手段】太陽電池モジュール10の製造方法は、太陽電池セル11、封止材14、及び各保護部材を重ね合わせて加熱圧着することにより積層体16を作製する工程と、積層体16の全体を加熱し、加熱が終了した後に所定の温度に冷却する熱処理工程と、積層体16を構成する太陽電池セル11及び封止材14の温度が少なくとも熱処理工程における各々の最高到達温度を超えないように、最大ピーク波長が1500nm以下の光を積層体16の太陽電池セル11に照射して、当該セルの温度上昇により封止材14を加熱する光照射工程とを備える。
【選択図】図2
Description
実施形態において参照する図面は、模式的に記載されたものであり、図面に描画された構成要素の寸法比率などは、現物と異なる場合がある。具体的な寸法比率等は、以下の説明を参酌して判断されるべきである。
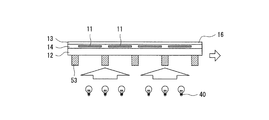
太陽電池モジュール10は、複数の太陽電池セル11と、太陽電池セル11の受光面側に設けられた第1保護部材12と、太陽電池セル11の裏面側に設けられた第2保護部材13とを備える。複数の太陽電池セル11は、第1保護部材12及び第2保護部材13により挟持され、各保護部材の間に充填された封止材14により封止されている。太陽電池モジュール10は、例えば隣り合う太陽電池セル11が導線15で接続されてなるストリングを複数有する。ストリングとは、列状に配置された複数の太陽電池セル11が導線15によって直列接続されたものである。
製造装置50は、ラミネート装置20(図2参照)と、加熱炉30と、冷却装置35と、光源40と、積層体16を搬送する搬送手段とを備える。ラミネート装置20は、太陽電池セル11、封止材14、及び保護部材を順に重ねて加熱圧着することにより積層体16を作製する。好適な搬送手段は、積層体16を連続搬送可能なコンベアであって、本実施形態ではベルトコンベア51を用いる。
Claims (10)
- 太陽電池セル、封止材、及び保護部材を重ね合わせて加熱圧着することにより積層体を作製する工程と、
前記積層体の全体を加熱し、加熱が終了した後に所定の温度に冷却する熱処理工程と、
前記積層体を構成する前記太陽電池セル及び前記封止材の温度が少なくとも前記熱処理工程における各々の最高到達温度を超えないように、LEDを用いて最大ピーク波長が400nm〜1200nm以下の光を前記積層体の前記太陽電池セルに照射して、当該セルの温度上昇により前記封止材を加熱する光照射工程と、
を備える太陽電池モジュールの製造方法。 - 前記熱処理工程は、
前記積層体の全体を加熱する加熱工程と、
前記加熱工程で加熱された前記積層体を冷却する冷却工程と、
を備える、請求項1に記載の太陽電池モジュールの製造方法。 - 前記加熱工程は、145℃〜180℃の温度範囲で前記積層体を加熱し、
前記冷却工程は、前記積層体を構成する前記太陽電池セル及び前記封止材の温度が140℃以下になるまで前記積層体を冷却する、請求項2に記載の太陽電池モジュールの製造方法。 - 前記熱処理工程では、経時的に加熱温度を低くする、請求項1に記載の太陽電池モジュールの製造方法。
- 前記封止材は、カップリング剤を含有する、請求項1〜4のいずれか1項に記載の太陽電池モジュールの製造方法。
- 太陽電池セル、封止材、及び保護部材を重ね合わせて加熱圧着することにより積層体を作製するラミネート装置と、
前記積層体の全体を加熱する加熱炉と、
前記加熱炉で熱処理された前記積層体を冷却する冷却装置と、
最大ピーク波長が400nm〜1200nm以下の光を、前記冷却装置で冷却された前記積層体の前記太陽電池セルに照射するLEDと、
前記積層体を搬送する搬送手段と、
を備える、太陽電池モジュールの製造装置。 - 前記加熱炉は、145℃〜180℃の温度範囲で前記積層体を加熱し、
前記冷却装置は、前記積層体を構成する前記太陽電池セル及び前記封止材の温度が140℃以下になるまで前記積層体を冷却する、請求項6に記載の太陽電池モジュールの製造装置。 - 前記搬送手段は、コンベアであり、
前記加熱炉は、前記コンベアに沿って配置され、前記コンベアの下流側ほど加熱温度が低く設定される、請求項6又は7項に記載の太陽電池モジュールの製造装置。 - 前記LEDは、1500nm以上の光の照射強度が最大ピークの1%以下、かつ1200nm以下の光の割合が99%以上である光を出力可能なLEDである、請求項6〜8のいずれか1項に記載の太陽電池モジュールの製造装置。
- 前記光を前記積層体の片側から前記太陽電池セルに照射して、当該セルの温度上昇により前記封止材を加熱する、請求項1〜5のいずれか1項に記載の太陽電池モジュールの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014218584 | 2014-10-27 | ||
| JP2014218584 | 2014-10-27 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016556187A Division JPWO2016067516A1 (ja) | 2014-10-27 | 2015-09-24 | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019016819A true JP2019016819A (ja) | 2019-01-31 |
| JP6709996B2 JP6709996B2 (ja) | 2020-06-17 |
Family
ID=55856886
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016556187A Pending JPWO2016067516A1 (ja) | 2014-10-27 | 2015-09-24 | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 |
| JP2018208089A Active JP6709996B2 (ja) | 2014-10-27 | 2018-11-05 | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016556187A Pending JPWO2016067516A1 (ja) | 2014-10-27 | 2015-09-24 | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170229605A1 (ja) |
| EP (1) | EP3214658A4 (ja) |
| JP (2) | JPWO2016067516A1 (ja) |
| CN (1) | CN107078173B (ja) |
| WO (1) | WO2016067516A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6535089B2 (ja) * | 2015-05-13 | 2019-06-26 | パナソニックIpマネジメント株式会社 | 太陽電池モジュールの製造装置及び太陽電池モジュールの製造方法 |
| US10411152B2 (en) * | 2016-06-27 | 2019-09-10 | Merlin Solar Technologies, Inc. | Solar cell bonding |
| JP2020161684A (ja) * | 2019-03-27 | 2020-10-01 | パナソニック株式会社 | 太陽電池モジュールの製造方法 |
| CN111735299A (zh) * | 2020-07-23 | 2020-10-02 | 苏州炳日科技有限公司 | 一种用于太阳能电池生产的固化钝化一体炉 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5916388A (ja) * | 1982-07-19 | 1984-01-27 | Matsushita Electric Ind Co Ltd | 太陽電池モジユ−ル |
| JPS6144741A (ja) * | 1984-08-10 | 1986-03-04 | Bridgestone Corp | 積層体の製造方法 |
| JP2002096388A (ja) * | 2000-09-26 | 2002-04-02 | Nisshinbo Ind Inc | ラミネート加工方法とそのための装置 |
| JP2008117926A (ja) * | 2006-11-02 | 2008-05-22 | Mitsui Chemicals Inc | 太陽電池モジュールの製造方法及び製造装置 |
| WO2012082943A1 (en) * | 2010-12-15 | 2012-06-21 | E. I. Du Pont De Nemours And Company | Method for fabricating a photovoltaic module using a fixture and using localized heating to heat areas of increased heating capability and module produced thereby |
| WO2015059875A1 (ja) * | 2013-10-24 | 2015-04-30 | パナソニックIpマネジメント株式会社 | 太陽電池モジュールの製造方法及び太陽電池モジュールの製造装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0969521A1 (de) * | 1998-07-03 | 2000-01-05 | ISOVOLTAÖsterreichische IsolierstoffwerkeAktiengesellschaft | Fotovoltaischer Modul sowie ein Verfahren zu dessen Herstellung |
| WO2005006451A1 (en) * | 2003-07-07 | 2005-01-20 | Dow Corning Corporation | Encapsulation of solar cells |
| US8158450B1 (en) * | 2006-05-05 | 2012-04-17 | Nanosolar, Inc. | Barrier films and high throughput manufacturing processes for photovoltaic devices |
| US20100101647A1 (en) * | 2008-10-24 | 2010-04-29 | E.I. Du Pont De Nemours And Company | Non-autoclave lamination process for manufacturing solar cell modules |
| US20100101646A1 (en) * | 2008-10-24 | 2010-04-29 | E. I. Du Pont De Nemours And Company | Non-autoclave lamination process for manufacturing solar cell modules |
| JP2011115987A (ja) * | 2009-12-01 | 2011-06-16 | Asahi Kasei E-Materials Corp | 太陽電池樹脂封止シート |
| JP2011119475A (ja) * | 2009-12-03 | 2011-06-16 | Asahi Kasei E-Materials Corp | 太陽電池モジュールの製造方法 |
| JP5755862B2 (ja) * | 2010-09-27 | 2015-07-29 | 株式会社ブリヂストン | 合わせガラスの製造方法 |
| US9190556B2 (en) * | 2012-05-21 | 2015-11-17 | Newsouth Innovations Pty Limited | Advanced hydrogenation of silicon solar cells |
| DE102012015439A1 (de) * | 2012-08-02 | 2014-02-06 | Institut Für Solarenergieforschung Gmbh | Verfahren und Vorrichtung zum Einlaminieren von Gegenständen, insbesondere von Solarzellen |
| WO2014206504A1 (de) * | 2013-06-26 | 2014-12-31 | Universität Konstanz | Verfahren und vorrichtung zum herstellen eines photovoltaikelements mit stabilisiertem wirkungsgrad |
| US10443941B2 (en) * | 2015-05-20 | 2019-10-15 | Illinois Tool Works Inc. | Light annealing in a cooling chamber of a firing furnace |
-
2015
- 2015-09-24 EP EP15854343.9A patent/EP3214658A4/en not_active Withdrawn
- 2015-09-24 CN CN201580058509.4A patent/CN107078173B/zh active Active
- 2015-09-24 JP JP2016556187A patent/JPWO2016067516A1/ja active Pending
- 2015-09-24 WO PCT/JP2015/004833 patent/WO2016067516A1/ja active Application Filing
-
2017
- 2017-04-25 US US15/496,218 patent/US20170229605A1/en not_active Abandoned
-
2018
- 2018-11-05 JP JP2018208089A patent/JP6709996B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5916388A (ja) * | 1982-07-19 | 1984-01-27 | Matsushita Electric Ind Co Ltd | 太陽電池モジユ−ル |
| JPS6144741A (ja) * | 1984-08-10 | 1986-03-04 | Bridgestone Corp | 積層体の製造方法 |
| JP2002096388A (ja) * | 2000-09-26 | 2002-04-02 | Nisshinbo Ind Inc | ラミネート加工方法とそのための装置 |
| JP2008117926A (ja) * | 2006-11-02 | 2008-05-22 | Mitsui Chemicals Inc | 太陽電池モジュールの製造方法及び製造装置 |
| WO2012082943A1 (en) * | 2010-12-15 | 2012-06-21 | E. I. Du Pont De Nemours And Company | Method for fabricating a photovoltaic module using a fixture and using localized heating to heat areas of increased heating capability and module produced thereby |
| WO2015059875A1 (ja) * | 2013-10-24 | 2015-04-30 | パナソニックIpマネジメント株式会社 | 太陽電池モジュールの製造方法及び太陽電池モジュールの製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6709996B2 (ja) | 2020-06-17 |
| EP3214658A4 (en) | 2017-10-25 |
| JPWO2016067516A1 (ja) | 2017-08-10 |
| US20170229605A1 (en) | 2017-08-10 |
| CN107078173A (zh) | 2017-08-18 |
| CN107078173B (zh) | 2020-06-09 |
| EP3214658A1 (en) | 2017-09-06 |
| WO2016067516A1 (ja) | 2016-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6709996B2 (ja) | 太陽電池モジュールの製造方法、及び太陽電池モジュールの製造装置 | |
| US10020412B2 (en) | Module assembly for thin solar cells | |
| KR101997921B1 (ko) | 태양전지 모듈 | |
| JP5121365B2 (ja) | 太陽電池モジュールおよびその製造方法 | |
| JPWO2005096396A1 (ja) | 太陽電池の製造方法 | |
| US9627567B2 (en) | Solar cell module manufacturing method and solar cell module manufacturing apparatus | |
| US9337378B2 (en) | System and method for photovoltaic device temperature control while conditioning a photovoltaic device | |
| US20170179333A1 (en) | Method of manufacturing solar cell | |
| TWI596791B (zh) | 太陽能電池模組 | |
| US20150114447A1 (en) | Junction box and photovoltaic module including the same | |
| KR101747344B1 (ko) | 태양전지 모듈 | |
| JP6535089B2 (ja) | 太陽電池モジュールの製造装置及び太陽電池モジュールの製造方法 | |
| TWI624956B (zh) | Solar battery module and manufacturing method thereof | |
| US20180182909A1 (en) | Solar cell module and method for manufacturing solar cell module | |
| EP2973748B1 (en) | System and method for photovoltaic device temperature control while conditioning a photovoltaic device | |
| WO2021095217A1 (ja) | 太陽電池パネル、太陽電池モジュール、太陽電池パネルの製造方法および太陽電池モジュールの製造方法 | |
| JP2016207891A (ja) | 太陽電池モジュールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200511 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6709996 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |