JP4037386B2 - ワークの側辺加工方法及び装置 - Google Patents
ワークの側辺加工方法及び装置 Download PDFInfo
- Publication number
- JP4037386B2 JP4037386B2 JP2004147164A JP2004147164A JP4037386B2 JP 4037386 B2 JP4037386 B2 JP 4037386B2 JP 2004147164 A JP2004147164 A JP 2004147164A JP 2004147164 A JP2004147164 A JP 2004147164A JP 4037386 B2 JP4037386 B2 JP 4037386B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- sides
- plate
- center plate
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Description
2 旋回装置
4 面取り砥石
5 ワーク
6 広狭装置
8 テーブル
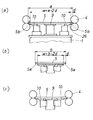
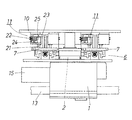
9 中心板
10 側辺板
10b 側辺
11 昇降装置
Claims (3)
- 旋回装置で支持されてワーク(5)の中心部を支持する中心板(9)と、この中心板の両側に位置して同期近接離隔する一対の側辺板(10)と、この中心板(9)及び一対の側辺板(10)を挟んで対向する工具(4)とを設け、ワーク(5)を前記一対の側辺板(10,10)で支持し、側辺板(10)の側辺(10b)と平行な方向に前記対向する工具(4)を相対移動させてワーク(5)の一方の対向両側辺の加工を行い、次にワーク(5)を中心板(9)のみで支持して当該中心板を90度旋回すると共に側辺板(10,10)をワーク(5)の縦横比に対応してそれぞれの側の工具に接近又は離隔する方向に移動し、その後ワーク(5)を前記一対の側辺板(10,10)で支持してワーク(5)の前記一方の対向両側辺と直交する第2の対向両側辺を加工する、ワークの側辺加工方法。
- 旋回装置(2)を備えた基台(1)と、
ワークの吸着手段を備えたテーブル(8)と、
このテーブルを挟んで対向する工具(4)とを備え、この工具の対向方向と直交する送り方向に前記基台を相対移動させることにより、前記テーブルに固定されたワーク(5)の両側辺を加工する側辺加工装置において、
前記テーブルが、前記旋回装置で支持された中心板(9)と、対向する前記工具のそれぞれの側に分割されて基台(1)上に前記旋回装置を介さないで配設された一対の側辺板(10)とを備え、この中心板及び一対の側辺板に前記吸着手段を備えさせると共に、前記一対の側辺板を中心板を挟んで同期近接離隔させる拡狭装置(6)と、中心板(9)によるワークの吸着を保持したまま側辺板(10)の吸着を開放する手段とを備えていることを特徴とする、側辺加工装置。 - 前記テーブルの中心板(9)と側辺板(10)とを相対昇降させる昇降装置(11)を備えている、請求項2記載の側辺加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004147164A JP4037386B2 (ja) | 2004-05-18 | 2004-05-18 | ワークの側辺加工方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004147164A JP4037386B2 (ja) | 2004-05-18 | 2004-05-18 | ワークの側辺加工方法及び装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007195636A Division JP2007276114A (ja) | 2007-07-27 | 2007-07-27 | ワークの側辺加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005329471A JP2005329471A (ja) | 2005-12-02 |
| JP4037386B2 true JP4037386B2 (ja) | 2008-01-23 |
Family
ID=35484451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004147164A Expired - Fee Related JP4037386B2 (ja) | 2004-05-18 | 2004-05-18 | ワークの側辺加工方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4037386B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150134722A (ko) * | 2014-05-22 | 2015-12-02 | 주식회사 에스에프에이 | 평면디스플레이용 면취 가공시스템 및 면취 가공방법 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101213017B1 (ko) * | 2004-09-03 | 2012-12-17 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 연마장치 및 연마방법 |
| JP2007098564A (ja) * | 2005-09-08 | 2007-04-19 | Shiraitekku:Kk | 研磨装置 |
| JP2007210043A (ja) * | 2006-02-07 | 2007-08-23 | Nakamura Tome Precision Ind Co Ltd | ワークの側辺加工装置 |
| JP4854337B2 (ja) * | 2006-03-07 | 2012-01-18 | コーニングジャパン株式会社 | 板材の加工装置とそれを備えた加工設備 |
| KR100725750B1 (ko) * | 2006-06-13 | 2007-06-08 | (주)미래컴퍼니 | 유리기판 지지용 테이블 |
| JP4969197B2 (ja) * | 2006-10-11 | 2012-07-04 | 中村留精密工業株式会社 | 板材の側辺加工装置 |
| JP5252702B2 (ja) * | 2008-09-24 | 2013-07-31 | 中村留精密工業株式会社 | ワークの側辺加工装置 |
| JP5712923B2 (ja) * | 2009-08-07 | 2015-05-07 | 坂東機工株式会社 | ガラス板の加工装置 |
| TWI562858B (en) * | 2009-12-16 | 2016-12-21 | Nakamura Tome Precision Ind | Side processing device of workpiece |
| CN102101258B (zh) * | 2009-12-18 | 2015-03-11 | 中村留精密工业株式会社 | 工件的侧边加工装置 |
| CN103273394B (zh) * | 2013-05-08 | 2015-11-25 | 深圳市华星光电技术有限公司 | 一种磨边机及其定盘装置 |
| CN105856017A (zh) * | 2015-01-20 | 2016-08-17 | 北京恒铭悦科技发展有限公司 | 用于磨边机的磨边装置 |
| CN205554727U (zh) | 2016-04-14 | 2016-09-07 | 日东电工株式会社 | 吸附部件、液晶单元吸附移动装置、及光学膜贴合生产线 |
| CN205555401U (zh) | 2016-04-14 | 2016-09-07 | 日东电工株式会社 | 吸附部件及液晶单元吸附旋转装置 |
| CN106926084A (zh) * | 2017-04-28 | 2017-07-07 | 京东方科技集团股份有限公司 | 玻璃边缘研磨设备 |
| CN107322709A (zh) * | 2017-06-05 | 2017-11-07 | 安徽东冠器械设备有限公司 | 一种高效的矩形板材加工控制系统 |
| CN111993206B (zh) * | 2020-08-19 | 2022-06-14 | 安徽荣程玻璃制品有限公司 | 一种用于玻璃加工的边角打磨装置 |
| CN112658866B (zh) * | 2020-12-18 | 2023-06-06 | 安徽普恒光学材料有限公司 | 一种用于ag玻璃亮边的抛光装置 |
-
2004
- 2004-05-18 JP JP2004147164A patent/JP4037386B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150134722A (ko) * | 2014-05-22 | 2015-12-02 | 주식회사 에스에프에이 | 평면디스플레이용 면취 가공시스템 및 면취 가공방법 |
| KR101712484B1 (ko) * | 2014-05-22 | 2017-03-07 | 주식회사 에스에프에이 | 평면디스플레이용 면취 가공시스템 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005329471A (ja) | 2005-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4037386B2 (ja) | ワークの側辺加工方法及び装置 | |
| JP2007210043A (ja) | ワークの側辺加工装置 | |
| JP2008093778A (ja) | 板材の側辺加工装置 | |
| WO2013118438A1 (ja) | 加工システム、ワーク加工方法及び制御方法 | |
| JP2006229179A (ja) | 基板の切断方法およびその装置 | |
| KR100890644B1 (ko) | 브이컷 가공이 가능한 다목적 조각기 | |
| KR20170009060A (ko) | 터닝 센터의 소재 교환 장치 | |
| JP2007276114A (ja) | ワークの側辺加工方法 | |
| JP4290611B2 (ja) | 側辺加工装置 | |
| JP5252702B2 (ja) | ワークの側辺加工装置 | |
| JP2017205838A (ja) | 板状基板の片面ポリッシング装置 | |
| WO2019090684A1 (zh) | 一种用于手机外壳的激光刻印装置 | |
| JP4401209B2 (ja) | ディスクの周縁研削装置 | |
| KR101133598B1 (ko) | 터치스크린패널용 유리가공장치 | |
| CN102101258B (zh) | 工件的侧边加工装置 | |
| US6932259B2 (en) | Brittle material breaking apparatus | |
| JP2005161492A (ja) | パレット交換装置 | |
| JP6514247B2 (ja) | 製造方法、ワーク保持装置および加工装置 | |
| JPH0523935A (ja) | レーザ複合加工装置 | |
| JP2003094132A (ja) | 板材加工機におけるワーク搬出方法及びその装置 | |
| JP5778792B2 (ja) | 加工システム及び制御方法 | |
| JPH08309586A (ja) | 熱切断加工装置 | |
| JPH06218648A (ja) | プリント基板穴明機における基板反転装置 | |
| CN217316460U (zh) | 一种激光切割机垫板 | |
| KR100478101B1 (ko) | 브이홈 가공기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070123 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20070123 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20070219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070727 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4037386 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101109 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131109 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |