JP4010643B2 - 加熱剥離型粘着シート - Google Patents
加熱剥離型粘着シート Download PDFInfo
- Publication number
- JP4010643B2 JP4010643B2 JP13112698A JP13112698A JP4010643B2 JP 4010643 B2 JP4010643 B2 JP 4010643B2 JP 13112698 A JP13112698 A JP 13112698A JP 13112698 A JP13112698 A JP 13112698A JP 4010643 B2 JP4010643 B2 JP 4010643B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- layer
- sensitive adhesive
- adhesive sheet
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Landscapes
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
【発明の属する技術分野】
本発明は、加熱により被着体から容易に剥離できる加熱剥離型粘着シートに関する。
【0002】
【従来の技術】
従来より、基材上に熱膨張性微小球などの発泡剤又は膨張剤を含む感圧粘着剤層を設けた加熱剥離型粘着シートが知られている(特公昭50−13878号公報、特公昭51−24534号公報、特開昭56−61468号公報、特開昭56−61469号公報、特開昭60−252681号公報など)。この加熱剥離型粘着シートは、接着性と使用後の剥離性とを両立させた粘着シートであり、加熱により発泡剤等を発泡又は膨張させることで接着力が低下し、被着体より容易に剥離できるという特徴を有する。そのため、各種部品の製造工程時における仮固定手段やリサイクル用ラベルなどとして用いられている。
【0003】
このような加熱剥離型粘着シートを加熱する手段として、熱風加熱、加熱板接触(ホットプレートなど)、赤外線加熱などが知られている。しかし、熱風加熱や加熱板接触による場合には、加熱体の形状的熱容量差に起因して部分的な加熱時間遅れが生じ、剥離に要する加熱均一時間が長く、効率が悪いという問題がある。また、熱風加熱の場合には、風速分布に起因する熱処理ムラの問題もある。さらに、従来の加熱剥離型粘着シートでは、赤外線で加熱しても、赤外線を効率的に吸収して発熱させる手段が採られていないため、剥離に時間を要する。
【0004】
【発明が解決しようとする課題】
したがって、本発明の目的は、赤外線加熱処理により短時間で接着強度を低下でき、被着体から効率よく剥離できる加熱剥離型粘着シートを提供することにある。
【0005】
【課題を解決するための手段】
本発明者らは、前記目的を達成するため鋭意検討した結果、粘着シートを構成する少なくとも1つの層に赤外線吸収性を付与すると、赤外線加熱により熱膨張性微小球を含む熱膨張性層が速やかに膨張して、前記粘着シートを被着体から極めて容易に剥離できることを見いだし、本発明を完成した。
【0006】
すなわち、本発明は、基材の少なくとも一方の面に、直接又は他の層を介して、熱膨張性微小球を含む熱膨張性層が設けられた加熱剥離型粘着シートであって、該粘着シートを構成する少なくとも1つの層に赤外線吸収性物質である濃色着色剤としての黒色着色剤又は青色乃至緑色着色剤を添加することにより赤外線吸収性が付与されている加熱剥離型粘着シートを提供する。さらに、基材の少なくとも一方の面に、直接又は他の層を介して、熱膨張性微小球を含む熱膨張性層が設けられた加熱剥離型粘着シートであって、該粘着シートを構成する少なくとも1つの層に赤外線吸収性物質である近赤外吸収色素を添加することにより赤外線吸収性が付与されている加熱剥離型粘着シートを提供する。
【0007】
なお、本明細書では、「赤外線」を、通常の赤外線(波長2500〜25000nm)だけでなく、近赤外線(波長700〜2500nm)及び遠赤外線(波長25000〜106nm)を含む意味に用いる。
【0008】
【発明の実施の形態】
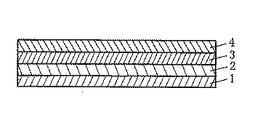
以下に、本発明の実施の形態を、必要に応じて図面を参照にしつつ、詳細に説明する。図1は、本発明の加熱剥離型粘着シートの一例を示す概略断面図である。
【0009】
この例では、基材1の一方の面に、ゴム状有機弾性層2を介して、熱膨張性粘着層3が設けられ、さらにその上にセパレータ4が積層されている。
【0010】
基材1は、熱膨張性粘着層3等の支持母体となるもので、一般にはプラスチックのフィルムやシートが用いられるが、紙、布、不織布、金属箔など、又はこれらとプラスチックとの積層体、プラスチックフィルム(又はシート)同士の積層体などの適宜な薄葉体を用いうる。基材1の厚さは、一般には500μm以下、好ましくは1〜300μm、さらに好ましくは5〜250μm程度であるが、これらに限定されない。基材1の表面は、慣用の表面処理、例えば、シリコーン系樹脂やフッ素系樹脂等の剥離剤などによるコーティング処理や、クロム酸処理、オゾン暴露、火炎暴露、高圧電撃暴露、イオン化放射線処理等の化学的又は物理的方法による酸化処理等が施されていてもよい。
【0011】
基材1には、低接着性基材及び強接着性基材が含まれる。低接着性基材としては、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂等の無極性ポリマーからなる基材、表面が前記剥離剤でコーティング処理された基材などが例示できる。また、強接着性基材としては、ポリエステルなどの極性の高いポリマー等からなる基材、表面が前記化学的又は物理的方法により酸化処理等が施された基材などが挙げられる。
【0012】
前記低接着性基材は、基材と基材上の層とが容易に剥離できる基材剥離型粘着シート用基材として用いられる。基材剥離型粘着シートは、例えば、1つの被着体aに貼り付けた後、基材を剥離して熱膨張性粘着層を被着体aに残し、この熱膨張性粘着層に他の被着体bを貼り合わせるといった仮止め接着剤として使用できる。この場合、接着状態を解除したいときには、加熱処理することにより容易に被着体a及びbを分離できる。一方、前記強接着性基材は、基材と基材上の層とが強接着した基材固着型粘着シート用基材として使用される。このような基材固着型粘着シートでは、接着時には被着体に予め設定した接着力で接着できると共に、接着状態を解除したいときには、加熱処理により容易に剥離又は分離できる。
【0013】
ゴム状有機弾性層2は、加熱剥離型粘着シートを被着体に接着する際に、前記粘着シートの表面を被着体の表面形状に良好に追従させて、接着面積を大きくするという機能と、前記粘着シートを被着体から加熱剥離する際に、熱膨張性層の加熱膨張を高度に(精度よく)コントロールし、熱膨張性層を厚さ方向へ優先的に且つ均一に膨張させるという機能とを有する。
【0014】
ゴム状有機弾性層2は、上記機能を具備させるため、例えば、ASTM D−2240に基づくD型シュアー硬度が、50以下、特に40以下の天然ゴム、合成ゴム又はゴム弾性を有する合成樹脂により形成することが好ましい。
【0015】
前記合成ゴム又はゴム弾性を有する合成樹脂としては、例えば、ニトリル系、ジエン系、アクリル系などの合成ゴム;ポリオレフィン系、ポリエステル系などの熱可塑性エラストマー;エチレン−酢酸ビニル共重合体、ポリウレタン、ポリブタジエン、軟質ポリ塩化ビニルなどのゴム弾性を有する合成樹脂などが挙げられる。なお、ポリ塩化ビニルなどのように本質的には硬質系ポリマーであっても、可塑剤や柔軟剤等の配合剤との組み合わせによりゴム弾性が発現しうる。このような組成物も、前記ゴム状有機弾性層の構成材料として使用できる。また、後述の粘着層(又は、熱膨張性粘着層)を構成する粘着剤等の粘着性物質を、ゴム状有機弾性層2の構成材料として使用することもできる。
【0016】
ゴム状有機弾性層2の厚さは、一般的には500μm以下(例えば、1〜500μm)、好ましくは3〜300μm、さらに好ましくは5〜150μm程度である。
【0017】
ゴム状有機弾性層2の形成は、例えば、前記天然ゴム、合成ゴム又はゴム弾性を有する合成樹脂などの弾性層形成材を含むコーティング液を基材1上に塗布する方式(コーティング法)、前記弾性層形成材からなるフィルム、又は予め熱膨張性粘着層3上に前記弾性層形成材からなる層を形成した積層フィルムを基材1と接着する方式(ドライラミネート法)、基材1の構成材料を含む樹脂組成物と前記弾性層形成材を含む樹脂組成物とを共押出しする方式(共押出し法)などの適宜な方式で行うことができる。
【0018】
ゴム状有機弾性層2は発泡した層であってもよい。発泡は、慣用の方法、例えば、機械的な撹拌による方法、反応生成ガスを利用する方法、発泡剤を使用する方法、可溶性物質を除去する方法、スプレーによる方法、シンタクチックフォームを形成する方法、焼結法などにより行うことができる。
【0019】
なお、ゴム状有機弾性層2を設けることなく、基材1に直接熱膨張性粘着層3を積層することもできる。
【0020】
熱膨張性粘着層3は、粘着性を付与するための粘着剤、及び熱膨張性を付与するための熱膨張性微小球を含んでいる。なお、本発明においては、前記粘着性と熱膨張性の2つの機能を分離させ、粘着性を有する粘着層と熱膨張性を示す熱膨張性層とを設けてもよい。例えば、基材の少なくとも一方の面に、直接又は他の層を介して、熱膨張性微小球を含む熱膨張性層と、粘着剤を含む粘着層とをこの順序で形成してもよい。本明細書では、特に明記しない限り、熱膨張性粘着層を熱膨張性層及び粘着層の何れの概念にも含めて説明する。
【0021】
前記粘着剤としては、慣用の接着剤を使用できるが、一般的には感圧接着剤が用いられる。好ましい粘着剤には、例えば、ゴム系粘着剤、アクリル系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、スチレン−ジエンブロック共重合体系粘着剤、これらの粘着剤に融点が約200℃以下の熱溶融性樹脂を配合したクリ−プ特性改良型粘着剤などが含まれる(例えば、特開昭56−61468号公報、特開昭61−174857号公報、特開昭63−17981号公報、特開昭56−13040号公報等参照)。粘着剤は、粘着性成分のほかに、架橋剤(例えば、ポリイソシアネート、アルキルエーテル化メラミン化合物など)、粘着付与剤(例えば、ロジン誘導体樹脂、ポリテルペン樹脂、石油樹脂、油溶性フェノール樹脂など)、可塑剤、充填剤、老化防止剤などの適宜な添加剤を含んでいてもよい。上記粘着剤は、単独で又は2種以上を組み合わせて使用できる。
【0022】
一般には、前記粘着剤として、天然ゴムや各種の合成ゴムをベースポリマーとしたゴム系粘着剤;(メタ)アクリル酸アルキルエステル(例えば、メチルエステル、エチルエステル、プロピルエステル、イソプロピルエステル、ブチルエステル、イソブチルエステル、s−ブチルエステル、t−ブチルエステル、ペンチルエステル、ヘキシルエステル、ヘプチルエステル、オクチルエステル、2−エチルヘキシルエステル、イソオクチルエステル、イソデシルエステル、ドデシルエステル、トリデシルエステル、ペンタデシルエステル、ヘキサデシルエステル、ヘプタデシルエステル、オクタデシルエステル、ノナデシルエステル、エイコシルエステルなどのC1-20アルキルエステルなど)の1種又は2種以上を単量体成分として用いたアクリル系重合体(単独重合体又は共重合体)をベースポリマーとするアクリル系粘着剤などが用いられる。
【0023】
なお、前記アクリル系重合体は、凝集力、耐熱性、架橋性などの改質を目的として、必要に応じて、前記(メタ)アクリル酸アルキルエステルと共重合可能な他の単量体成分に対応する単位を含んでいてもよい。このような単量体成分として、例えば、アクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、フマル酸、クロトン酸などのカルボキシル基含有モノマー;無水マレイン酸、無水イコタン酸などの酸無水物モノマー;(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、(メタ)アクリル酸ヒドロキシブチル、(メタ)アクリル酸ヒドロキシヘキシル、(メタ)アクリル酸ヒドロキシオクチル、(メタ)アクリル酸ヒドロキシデシル、(メタ)アクリル酸ヒドロキシラウリル、(4−ヒドロキシメチルシクロヘキシル)メチルメタクリレートなどのヒドロキシル基含有モノマー;スチレンスルホン酸、アリルスルホン酸、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート、(メタ)アクリロイルオキシナフタレンスルホン酸などのスルホン酸基含有モノマー;(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N−メチロールプロパン(メタ)アクリルアミドなどの(N−置換)アミド系モノマー;(メタ)アクリル酸アミノエチル、(メタ)アクリル酸N,N−ジメチルアミノエチル、(メタ)アクリル酸t−ブチルアミノエチルなどの(メタ)アクリル酸アミノアルキル系モノマー;(メタ)アクリル酸メトキシエチル、(メタ)アクリル酸エトキシエチルなどの(メタ)アクリル酸アルコキシアルキル系モノマー;N−シクロヘキシルマレイミド、N−イソプロピルマレイミド、N−ラウリルマレイミド、N−フェニルマレイミドなどのマレイミド系モノマー;N−メチルイタコンイミド、N−エチルイタコンイミド、N−ブチルイタコンイミド、N−オクチルイタコンイミド、N−2−エチルヘキシルイタコンイミド、N−シクロヘキシルイタコンイミド、N−ラウリルイタコンイミドなどのイタコンイミド系モノマー;N−(メタ)アクリロイルオキシメチレンスクシンイミド、N−(メタ)アクルロイル−6−オキシヘキサメチレンスクシンイミド、N−(メタ)アクリロイル−8−オキシオクタメチレンスクシンイミドなどのスクシンイミド系モノマー;酢酸ビニル、プロピオン酸ビニル、N−ビニルピロリドン、メチルビニルピロリドン、ビニルピリジン、ビニルピペリドン、ビニルピリミジン、ビニルピペラジン、ビニルピラジン、ビニルピロール、ビニルイミダゾール、ビニルオキサゾール、ビニルモルホリン、N−ビニルカルボン酸アミド類、スチレン、α−メチルスチレン、N−ビニルカプロラクタムなどのビニル系モノマー;アクリロニトリル、メタクリロニトリルなどのシアノアクリレートモノマー;(メタ)アクリル酸グリシジルなどのエポキシ基含有アクリル系モノマー;(メタ)アクリル酸ポリエチレングリコール、(メタ)アクリル酸ポリプロピレングリコール、(メタ)アクリル酸メトキシエチレングリコール、(メタ)アクリル酸メトキシポリプロピレングリコールなどのグリコール系アクリルエステルモノマー;(メタ)アクリル酸テトラヒドロフルフリル、フッ素(メタ)アクリレート、シリコーン(メタ)アクリレートなどの複素環、ハロゲン原子、ケイ素原子などを有するアクリル酸エステル系モノマー;ヘキサンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレートなどの多官能モノマー;イソプレン、ブタジエン、イソブチレンなどのオレフィン系モノマー;ビニルエーテルなどのビニルエーテル系モノマー等が挙げられる。これらの単量体成分は1種又は2種以上使用できる。
【0024】
なお、上記の例のように、粘着剤と熱膨張性微小球とが同一の層に含まれている場合には、加熱時の熱膨張性微小球の発泡及び/又は膨張をできるだけ拘束しない粘着剤を選択して使用するのが望ましい。また、加熱処理前の適度な接着力と加熱処理後の接着力の低下性のバランスの点から、より好ましい粘着剤は、動的弾性率が常温から150℃において5万〜1000万dyn/cm2の範囲にあるポリマーをベースとした感圧接着剤である。
【0025】
熱膨張性微小球としては、例えば、イソブタン、プロパン、ペンタンなどの加熱により容易にガス化して膨張する物質を、弾性を有する殻内に内包させた微小球であればよい。前記殻は、熱溶融性物質や熱膨張により破壊する物質で形成される場合が多い。前記殻を形成する物質として、例えば、塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホンなどが挙げられる。熱膨張性微小球は、慣用の方法、例えば、コアセルベーション法、界面重合法などにより製造できる。なお、熱膨張性微小球には、例えば、マイクロスフェア[商品名、松本油脂製薬(株)製]などの市販品もある。
【0026】
加熱処理により粘着剤を含む粘着層の接着力を効率よく低下させるため、体積膨張率が5倍以上、なかでも7倍以上、特に10倍以上となるまで破裂しない適度な強度を有する熱膨張性微小球が好ましい。熱膨張性微小球の平均粒径は、例えば1〜50μm程度である。
【0027】
熱膨張性微小球の使用量は、その種類によっても異なるが、熱膨張性粘着層3を形成するベースポリマー100重量部に対して、例えば1〜150重量部、好ましくは10〜130重量部、さらに好ましくは25〜100重量部である。なお、熱膨張性層と粘着層とを分離して形成する場合には、熱膨張性微小球の使用量は、熱膨張性層全体に対して、例えば10〜98重量%、好ましくは15〜95重量%程度である。
【0028】
熱膨張性粘着層3は、例えば、粘着剤、熱膨張性微小球を含むコーティング液を基材1又はゴム状有機弾性層2上に塗布する方式、適当なセパレータ(剥離紙など)上に前記コーティング液を塗布して熱膨張性粘着層を形成し、これを基材1又はゴム状有機弾性層2上に転写(移着)する方法など、慣用の方法により形成できる。
【0029】
熱膨張性層と粘着層とを分離して形成する場合には、熱膨張性層は、例えば、熱膨張性微小球と結合剤とを含むコーティング液を基材1又はゴム状有機弾性層2上に塗布することにより形成できる。前記結合剤としては、熱膨張性微小球の発泡及び/又は膨張を許容するゴム系、樹脂系などの高分子化合物が使用できる。また、粘着層は、粘着剤を含むコーティング液を用い、前記熱膨張性粘着層3に準じた方法により形成できる。
【0030】
熱膨張性粘着層3の厚さは、500μm以下、特に300μm以下であることが好ましい。厚さが過大であると、加熱処理後の剥離時に凝集破壊が生じて粘着剤が被着体に残存し、被着体が汚染されやすくなる。一方、粘着剤の厚さが過小では、加熱処理による熱膨張性粘着層3の変形度が小さく、接着力が円滑に低下しにくくなる。そのため、熱膨張性粘着層3の厚さは5μm以上、なかでも10μm以上、特に20μm以上であるのが好ましい。
【0031】
熱膨張性層と粘着層とを分離して形成する場合、熱膨張性層の厚さは、例えば3〜400μm、好ましくは5〜100μm程度であり、粘着層の厚さは、例えば0.1〜100μm、好ましくは0.5〜30μm程度である。
【0032】
セパレータ4としては、慣用の剥離紙などを使用できる。セパレータ4は、上記のように、基材1上に熱膨張性粘着層3などを転写する際の仮支持体として、また、熱膨張性粘着層3などの保護材として用いられる。セパレータ4は必ずしも設けなくてもよい。
【0033】
なお、ゴム状有機弾性層2、熱膨張性粘着層3(又は、熱膨張性層及び粘着層)は、基材1の片面のみならず、両面に形成することもできる。また、基材1の一方の面に熱膨張性粘着層3を設け、他方の面に熱膨張性微小球を含まない通常の接着層を設けることもできる。さらに、基材1とゴム状有機弾性層2との間、ゴム状有機弾性層2と熱膨張性粘着層3との間などに下塗り層、接着剤層などの中間層を設けてもよい。
【0034】
本発明の主たる特徴は、粘着シートを構成する少なくとも1つの層に赤外線吸収性が付与されている点にある。赤外線吸収性を付与する層として、例えば、前記基材1、熱膨張性粘着層3、熱膨張性層、粘着層、ゴム状有機弾性層2などが挙げられる。赤外線吸収性は、1つの層にのみ付与されていてもよく、複数の層に付与されていてもよい。
【0035】
赤外線吸収性は、粘着シートを構成する層に赤外線吸収性物質を添加することにより付与できる。なお、「添加」とは、層中に溶解又は分散している態様のほか、層の表面に被膜などとして存在する態様をも含む意味に用いる。赤外線吸収性物質としては、例えば、赤外領域の光線を吸収する濃色着色剤などが挙げられる。
【0036】
前記濃色着色剤として、例えば、黒色着色剤(例えば、カーボンブラックなどの顔料;アニリンブラック、サルファーブラックなどの染料)、青色乃至緑色着色剤(例えば、コバルトグリーン、コバルトブルー、プルシアンブルー、酸化クロム、ウルトラマリンなどの無機顔料、シアニンブルー、フタロシアニンブルー、フタロシアニングリーン、キナクリドンマゼンタなどの有機顔料などの顔料;ナフトールグリーン、マラカイトグリーン、メチレンブルー、インジゴ、インドアニリンなどの染料)などが例示される。
【0037】
赤外線吸収性を付与できる好ましい物質には、カーボンブラックなどの黒色着色剤、シアニン系色素、スクワリウム系色素、キノン系色素、フタロシアニン系色素(フタロシアニン、ナフタロシアニンなど)、金属ジチオール錯体系色素などの近赤外吸収色素などが含まれる。赤外線吸収性物質は、単独で又は2以上を組み合わせて使用できる。
【0038】
赤外線吸収性物質の各層への添加は、慣用の方法、例えば、層を形成する際に該層の形成材料中に前記赤外線吸収性物質を添加したり、層を形成後、その表面に赤外線吸収性物質を含むコーティング液を塗布したり、赤外線吸収性物質を含むインクを用いて印刷することにより行うことができる。なお、赤外線吸収性が付与された基材として、赤外線吸収性を有する着色剤を含む溶融樹脂組成物を成形して得られる練り込み着色基材、表面に前記着色剤による印刷が施された印刷着色基材などを使用できる。
【0039】
赤外線吸収性物質の添加量は、当該層に対して、例えば0.01〜50重量%、好ましくは0.05〜30重量%、さらに好ましくは0.1〜10重量%程度である。前記添加量が少なすぎると、所望の効果が得られにくく、逆に多すぎると、被着体や隣接する層に対する接着性が低下しやすい。
【0040】
粘着シートを構成する層には、熱伝導度の高い物質(熱伝導性物質)を添加してもよい。このような熱伝導性物質として、例えば、銅、鉄などの金属単体、及びこれらの金属を含む合金、グラファイトなどが挙げられる。熱伝導性物質は粉末状で用いられる場合が多い。熱伝導性物質は1種又は2種以上使用できる。熱伝導性物質の添加量は、当該層に対して、例えば0.01〜50重量%、好ましくは0.05〜30重量%、さらに好ましくは0.1〜10重量%程度である。赤外線吸収性物質と共に前記熱伝導性物質を用いると(特に、両者を同一層又は隣接層に添加すると)、粘着シートの加熱剥離性が著しく向上する。
【0041】
本発明の加熱剥離型粘着シートでは、熱膨張性微小球を含む熱膨張性層が設けられていると共に、粘着シートを構成する少なくとも1つの層に赤外線吸収性が付与されているため、被着体に貼着した粘着シートを剥離する際、赤外線照射という簡易な手段により粘着シートの熱膨張性微小球を含む熱膨張性層を加熱することにより、熱膨張性微小球が速やかに応答性よく発泡及び/又は膨張し、前記熱膨張性層が体積変化して、被着体との接着面積ひいては接着強度が大幅に低下する。そのため、粘着シートを被着体から極めて効率よく、しかも糊残りを生じさせることなく剥離させることができる。
【0042】
また、基材と熱膨張性との間にゴム状有機弾性層が設けられた加熱剥離型粘着シートでは、粘着シートを被着体に接着する際には、ゴム状有機弾性層の弾性により、粘着シートの表面が被着体の表面形状に良好に追従して大きな接着面積が得られ、接着強度を高めることができると共に、加熱剥離させる際には、熱膨張性層の膨張(体積変化)を精度よくコントロールでき、厚さ方向に優先して且つ均一に膨張させることができ、剥離が一層容易となる。
【0043】
本発明の加熱剥離型粘着シートは、被着体を所定期間接着すると共に、接着目的を達成した後には、その接着状態を解除することが要求される又は望まれる用途に好適に使用される。このような用途の具体例としては、異なる材質からなる2以上の部品からなるリサイクルを目的とした接着複合物(例えば、ポリマー製部品と、金属製部品、繊維又は紙とが接着された物品)の形成;各種の電気装置、電子装置、ディスプレイ装置等の組立工程における部品搬送用、仮止め用等のキャリアテープ、借り止め材又は固定材;金属板、プラスチック板、ガラス板等の汚染損傷防止を目的とした表面保護材又はマスキング材などが挙げられる。
【0044】
本発明の加熱剥離型粘着シートを被着体に貼り付けた後、被着体から剥離するには、前記粘着シートに赤外線を照射し、赤外線吸収性物質等を介して熱膨張性層を加熱する。光源には、ガスマントル、グローバー燈、ネルンストランプ、特に近赤外域ではタングステン電球、遠赤外域では電流で加熱した白金リボン、石英水銀燈などが用いられる。照射条件は、被着体の表面状態や熱膨張性微小球の種類等による接着面積の減少性、基材や被着体の耐熱性、赤外線吸収性物質の種類等を考慮して適宜設定できる。通常、適切な光源及び出力を選択すれば、赤外線照射後、数秒以内に粘着シートの接着力が低下する。なお、赤外線照射以外の加熱方法によっても、前記粘着シートを剥離させることができる。この場合の一般的な剥離条件は、例えば、加熱温度90〜250℃程度、加熱時間1〜90秒間(ホットプレートなど)又は5〜15分間程度(熱風乾燥機など)である。上記加熱により、熱膨張性粘着層(又は熱膨張性層)中の熱膨張性微小球が発泡及び/又は膨張して、前記層が膨張変形し、粘着シートの接着力が低下ないし喪失するため、被着体から容易に剥離できる。なお、加熱処理は使用目的に応じて適宜な段階で行うことができる。
【0045】
【発明の効果】
本発明の加熱剥離型粘着シートによれば、赤外線加熱処理により、応答性よく短時間で接着強度を低下でき、被着体から効率よく剥離できる。
また、基材と熱膨張性層の間にゴム状有機弾性層を設けた場合には、被着体に対する接着強度を高めることができると共に、加熱剥離する際には、一層剥離が容易となる。
【0046】
【実施例】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により何ら限定されるものではない。
【0047】
実施例1
アクリル系粘着剤組成物100重量部(固形分)に、黒色顔料(DYMIC SZ7721 BLACK)1重量部、及び熱膨張性微小球(マツモトマイクロスフェア F−50D)30重量部を混合し、得られた混合液を厚さ50μmのポリエステルフィルム(基材)の片面に塗布し、乾燥させ、厚さ35μmのアクリル系粘着層を形成し、加熱剥離型粘着シートを得た。
なお、前記アクリル系粘着剤組成物は、アクリル酸2−エチルヘキシル−アクリル酸エチル−メチルメタクリレート(30重量部−70重量部−5重量部)からなるアクリル系共重合体A100重量部のトルエン溶液に、ロジンフェノール系樹脂10重量部、ポリウレタン系架橋剤1.5重量部を配合して調製した。
【0048】
実施例2
基材として、ポリエステルフィルムに代えて、厚さ50μmの黒色上質紙を用いた以外は、実施例1と同様の操作を行い、加熱剥離型粘着シートを得た。
【0049】
実施例3
アクリル酸ブチル−アクリル酸ビニル−アクリル酸(100重量部−5重量部−3重量部)からなるアクリル系共重合体B100重量部のトルエン溶液に、テルペン系樹脂25重量部と、ポリウレタン系架橋剤3重量部を配合してアクリル系樹脂組成物を得た。このアクリル系樹脂組成物を、厚さ38μmの緑色印刷ポリエステルフィルム(3回塗り)の片面(印刷面側)に塗布し、乾燥させて、厚さ35μmのゴム状有機弾性層を形成した。なお、前記印刷では、緑色着色剤として、NB−300(T2)No.5(大日精化工業(株))を用いた。緑色着色剤の使用量は、基材(ポリエステルフィルム及び印刷層)に対して、3.7g/m2であった。
一方、前記アクリル系共重合体B100重量部、実施例1と同様の熱膨張性微小球50重量部及びポリウレタン系架橋剤5重量部を配合して、アクリル系粘着剤組成物を調製し、これをセパレータ上に塗布し、乾燥させて、厚さ40μmのアクリル系粘着層を形成した。次いで、このアクリル系粘着層を前記ゴム状有機弾性層の上に移着し、加熱剥離型粘着シートを得た。
【0050】
比較例1
黒色顔料を添加しなかった点以外は、実施例1と同様の操作を行い、加熱剥離型粘着シートを得た。
【0051】
比較例2
基材として、ポリエステルフィルムに代えて、厚さ50μmの白色上質紙を用いた以外は、比較例1と同様の操作を行い、加熱剥離型粘着シートを得た。
【0052】
比較例3
基材として、緑色印刷ポリエステルフィルムに代えて、厚さ38μmの透明ポリエステルフィルムを用いた以外は、実施例3と同様の操作を行い、加熱剥離型粘着シートを得た。
【0053】
評価試験
実施例及び比較例で得た加熱剥離型粘着シート(幅20mm)を、それぞれ、厚さ25μmのポリエステルフィルム(東レ製、ルミラーS−10)に接着し、JIS Z 0237に準じた測定方法により、赤外線照射前における180度ピール接着力(gf/20mm)(剥離速度300mm/分、23℃)と、赤外線照射開始後、前記180度ピール接着力が5gf/20mmにまで低下するのに要した時間(秒)とを求めた。赤外線照射条件は下記の通りである。
光源 :近赤外線ランプ(980W×3灯)
波長 :1.2〜1.5μm(1200〜1500nm)
照射距離:120mm
室温 :23℃
照射方向:粘着シートの基材側から照射
結果を表1に示す。なお、実施例及び比較例の何れの場合も、加熱後の剥離において、上記ポリエステルフィルム面に糊残りは認められなかった。
【0054】
【表1】

【図面の簡単な説明】
【図1】本発明の加熱剥離型粘着シートの一例を示す概略断面図である。
【符号の説明】
1 基材
2 ゴム状有機弾性層
3 熱膨張性粘着層
4 セパレータ
Claims (6)
- 基材の少なくとも一方の面に、直接又は他の層を介して、熱膨張性微小球を含む熱膨張性層が設けられた加熱剥離型粘着シートであって、該粘着シートを構成する少なくとも1つの層に赤外線吸収性物質である濃色着色剤としての黒色着色剤又は青色乃至緑色着色剤を添加することにより赤外線吸収性が付与されている加熱剥離型粘着シート。
- 基材の少なくとも一方の面に、直接又は他の層を介して、熱膨張性微小球を含む熱膨張性層が設けられた加熱剥離型粘着シートであって、該粘着シートを構成する少なくとも1つの層に赤外線吸収性物質である近赤外吸収色素を添加することにより赤外線吸収性が付与されている加熱剥離型粘着シート。
- 基材及び熱膨張性層から選択された少なくとも1層に、該層に対して0.01〜50重量%の赤外線吸収性物質を添加することにより赤外線吸収性が付与されている請求項1又は2記載の加熱剥離型粘着シート。
- 基材と熱膨張性層との間にゴム状有機弾性層を有する請求項1〜3何れかの項に記載の加熱剥離型粘着シート。
- ゴム状有機弾性層に赤外線吸収性物質を添加することにより赤外線吸収性が付与されている請求項4記載の加熱剥離型粘着シート。
- ゴム状有機弾性層が粘着性物質で構成されている請求項4又は5記載の加熱剥離型粘着シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13112698A JP4010643B2 (ja) | 1998-04-23 | 1998-04-23 | 加熱剥離型粘着シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP13112698A JP4010643B2 (ja) | 1998-04-23 | 1998-04-23 | 加熱剥離型粘着シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11302610A JPH11302610A (ja) | 1999-11-02 |
| JP4010643B2 true JP4010643B2 (ja) | 2007-11-21 |
Family
ID=15050600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP13112698A Expired - Lifetime JP4010643B2 (ja) | 1998-04-23 | 1998-04-23 | 加熱剥離型粘着シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4010643B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3594853B2 (ja) | 1999-11-08 | 2004-12-02 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP3641217B2 (ja) | 2000-03-31 | 2005-04-20 | Tdk株式会社 | チップ状電子部品における端部電極形成方法及び装置 |
| JP4651805B2 (ja) * | 2000-11-08 | 2011-03-16 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP2004300231A (ja) | 2003-03-31 | 2004-10-28 | Nitto Denko Corp | 熱剥離性両面粘着シート、被着体の加工方法および電子部品 |
| PL1608717T3 (pl) † | 2003-04-01 | 2010-09-30 | De Bonding Ltd | Sposób i urządzenie do spajania i oddzielania powierzchni interfejsu adhezyjnego |
| JP5689336B2 (ja) * | 2011-03-03 | 2015-03-25 | 日東電工株式会社 | 加熱剥離型粘着シート |
| JP2013159743A (ja) * | 2012-02-07 | 2013-08-19 | Nitto Denko Corp | 粘着剤積層物の剥離方法およびそれに用いる粘着剤層 |
| US10894904B2 (en) | 2013-04-15 | 2021-01-19 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet and pressure sensitive adhesive composition |
| JP6223836B2 (ja) | 2013-04-15 | 2017-11-01 | 日東電工株式会社 | 粘着剤組成物および粘着シート |
| KR20170021912A (ko) | 2014-06-11 | 2017-02-28 | 닛토덴코 가부시키가이샤 | 점착 시트 |
| JP6690130B2 (ja) * | 2015-04-03 | 2020-04-28 | Dic株式会社 | 粘着テープ、物品、物品の解体方法、電子機器及び電子機器の解体方法 |
| EP3822056B1 (en) * | 2019-11-18 | 2024-05-08 | Heraeus Noblelight Ltd. | System for treatment of a multi-layered cushioning product and operating method for a system for expanding a multi-layered cushioning product |
-
1998
- 1998-04-23 JP JP13112698A patent/JP4010643B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11302610A (ja) | 1999-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4651805B2 (ja) | 加熱剥離型粘着シート | |
| JP4588021B2 (ja) | 加熱剥離型粘着シートおよび該加熱剥離型粘着シートを用いた被着体の加工方法 | |
| JP3594853B2 (ja) | 加熱剥離型粘着シート | |
| JP4588022B2 (ja) | 加熱剥離型粘着シートおよび該加熱剥離型粘着シートを用いた被着体の加工方法 | |
| JP5689336B2 (ja) | 加熱剥離型粘着シート | |
| JP3853247B2 (ja) | 電子部品用加熱剥離型粘着シートおよび電子部品の加工方法並びに電子部品 | |
| JP2001323228A (ja) | 加熱剥離型粘着シート | |
| JP2000248240A (ja) | 加熱剥離型粘着シート | |
| JPH11302614A (ja) | 加熱剥離型粘着シート | |
| JP2010039472A (ja) | 電子ペーパーの製造方法、及び電子ペーパー形成工程用両面粘着テープ | |
| JPH11166164A (ja) | 加熱剥離型粘着シート | |
| JP2008115272A (ja) | 熱剥離性両面粘着シート及び被加工体の加工方法 | |
| JP4010643B2 (ja) | 加熱剥離型粘着シート | |
| JP2009035635A (ja) | 非汚染性熱剥離型粘着シート | |
| CN104293224A (zh) | 热剥离型粘合带及电子部件的切断方法 | |
| JP2005023286A (ja) | 通気性熱剥離型粘着シート | |
| JP2006152308A (ja) | 電子部品の切断方法 | |
| JP2005255829A (ja) | 加熱剥離型粘着シートおよび被着体の加工方法 | |
| JP4711783B2 (ja) | 紫外線硬化型加熱剥離性粘着シート及び切断片の分別回収方法 | |
| JP4947921B2 (ja) | 加熱剥離型粘着シートおよび該加熱剥離型粘着シートを用いた被着体の加工方法 | |
| JP2006160872A (ja) | 熱剥離型粘着シート及び電子部品、回路基板 | |
| JP3804805B2 (ja) | 加熱剥離型粘着シート | |
| JP2005314708A (ja) | 加熱剥離型粘着シート | |
| JP2007177210A (ja) | 加熱剥離型粘着シートおよびこの加熱剥離型粘着シートを用いた半導体チップの製造方法 | |
| JP2003160767A (ja) | 熱変色性加熱剥離型粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070626 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070904 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070904 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100914 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130914 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160914 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |