JP3756872B2 - 成形品の判別条件設定方法 - Google Patents
成形品の判別条件設定方法 Download PDFInfo
- Publication number
- JP3756872B2 JP3756872B2 JP2002323746A JP2002323746A JP3756872B2 JP 3756872 B2 JP3756872 B2 JP 3756872B2 JP 2002323746 A JP2002323746 A JP 2002323746A JP 2002323746 A JP2002323746 A JP 2002323746A JP 3756872 B2 JP3756872 B2 JP 3756872B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- molded product
- data
- screen
- display
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/768—Detecting defective moulding conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C2045/7606—Controlling or regulating the display unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7604—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76066—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7611—Velocity
- B29C2945/7612—Velocity rotational movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76163—Errors, malfunctioning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7619—Injection unit barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7621—Injection unit nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76344—Phase or stage of measurement
- B29C2945/76381—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76933—The operating conditions are corrected immediately, during the same phase or cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76939—Using stored or historical data sets
- B29C2945/76943—Using stored or historical data sets compare with thresholds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76929—Controlling method
- B29C2945/76983—Using fuzzy logic
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、成形品の良否を判別するための判別条件を設定する際に用いて好適な成形品の判別条件設定方法に関する。
【0002】
【従来の技術】
一般に、射出成形機による成形品の生産においては、成形品に対する判別条件を予め設定し、この判別条件を用いて、成形された成形品に対する良否判別を行っている。
【0003】
従来、このような判別条件は自動で設定されることも多く、設定に際しては、初期段階における所定数のショットにより得られる成形データを収集し、収集した成形データから中心値を求めるとともに、この中心値に対して上下所定幅の監視範囲(良品範囲)を設定していた(例えば、特開平2−106315号公報,特開2002−79560号公報,特許第2545465号公報等参照)。
【特許文献1】
特開平2−106315号公報
【特許文献2】
特開2002−79560号公報
【特許文献3】
特許第2545465号公報
【0004】
【発明が解決しようとする課題】
ところで、成形品に対する判別条件を設定する場合、設定の前提となる成形データは、最良品が多数を占めるよりも、むしろ良品がある程度の分布をもって適度にバラついた方が、さほど品質を要求されない成形品などでは、歩留まりを高めて良好な生産を行える場合も少なくない。
【0005】
しかし、自動で判別条件を設定する従来の方法は、判別条件を設定する上で望ましい成形データを収集するという観点は何ら考慮されておらず、単にデータ値が安定化したということで収集を行っていたため、的確な判別条件を設定しにくいとともに、微調整に時間を取られるなど、設定作業に係わる工数増加により自動化のメリットを十分に享受できない難点もあった。
【0006】
本発明は、このような従来の技術に存在する課題を解決したものであり、的確な判別条件を容易に設定できるとともに、微調整の排除又は容易化により設定作業に係わる工数低減を図ることができる成形品の判別条件設定方法の提供を目的とする。
【0007】
【課題を解決するための手段及び実施の形態】
本発明に係る成形品の判別条件設定方法は、成形品の良否を判別するための判別条件を設定するに際し、所定回数の成形を行うことにより、成形品の良否を判別可能な一又は二以上のモニタ項目(Ra,Rb,Rc…)に係わる成形データDa…,Db…,Dc…をそれぞれ検出し、かつ各モニタ項目(Ra…)に係わる成形データDa…のそれぞれの分布状態をディスプレイ2の画面Vaに表示するとともに、この表示に対して任意のサンプリング範囲Zsを指定し、このサンプリング範囲Zsの成形データDa…から成形品に対する判別条件を自動で設定処理するようにしたことを特徴とする。
【0008】
この場合、好適な実施の態様により、成形データDa…は、ドット,バー等を用いて画面Vaに時系列的にプロット表示することが望ましい。また、判別条件には、サンプリング範囲Zsにおける成形データDa…を平均して得る基準値Xsを設定することができる。一方、モニタ項目(Ra…)には、少なくとも射出充填時間,スクリュ指定位置通過時間,計量回転数,サイクル時間,加熱筒及び射出ノズル温度の一又は二以上を含ませることができる。
【0009】
【実施例】
次に、本発明に係る好適な実施例を挙げ、図面に基づき詳細に説明する。
【0010】
まず、本実施例に係る判別条件設定方法を実施できる射出成形機Mの構成について、図2及び図3を参照して説明する。
【0011】
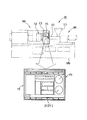
図2中、仮想線で示すMは射出成形機であり、機台Mbと、この機台Mb上に設置された射出装置Mi及び型締装置Mcを備える。射出装置Miは、加熱筒10を備え、この加熱筒10の前端に図に現れない射出ノズルを有するとともに、加熱筒10の後部には材料を供給するホッパ11を備える。一方、型締装置Mcには可動型と固定型からなる金型12を備える。また、機台Mb上には側面パネル13を起設し、この側面パネル13にディスプレイユニット15を配設する。このディスプレイユニット15は、タッチパネル2tを付設したカラー液晶ディスプレイ等のディスプレイ2を備え、このディスプレイユニット15は、機台Mbに内蔵したコントローラ20(図3)に接続する。
【0012】
図3は、コントローラ20のブロック系統図を示す。21はCPUであり、このCPU21には内部バス22を介してチップセット23を接続する。また、チップセット23には、PCIバス等のローカルバスを用いたバスライン24を接続してHMI(ヒューマン・マシン・インタフェース)制御系を構成する。このため、バスライン24には、RAM,ROM等の各種メモリ類を総括する内部メモリ25を接続する。さらに、バスライン24には、表示インタフェース26を介して上述したディスプレイユニット15を接続するとともに、入出力インターフェイス27を介してメモリカード等の記憶メディア28に対する読出及び書込を行うドライブユニット29を接続する。
【0013】
一方、チップセット23には、バスライン24と同様のバスライン30を接続してPLC(プログラマブル・ロジック・コントローラ)制御系を構成する。このため、バスライン30には、スイッチ等の切換データDiをCPU21に付与し、かつCPU21から得る制御指令データDoを対応するアクチュエータに付与する入出力インターフェイス31を接続するとともに、各種センサの検出信号Siを、アナログ−ディジタル変換してCPU21に付与し、かつCPU21から得る制御指令データをディジタル−アナログ変換して得た制御信号Soを対応するアクチュエータに付与する入出力インターフェイス32を接続する。これにより、所定のフィードバック制御系及びオープンループ制御系が構成される。
【0014】
したがって、前述した内部メモリ25には、PLCプログラムとHMIプログラムを格納するとともに、各種処理プログラムを格納する。なお、PLCプログラムは、射出成形機Mにおける各種工程のシーケンス動作や射出成形機Mの監視等を実現するためのソフトウェアであり、HMIプログラムは、射出成形機Mの動作パラメータの設定及び表示,射出成形機Mの動作監視データの表示等を実現するためのソフトウェアである。これらのソフトウェアは、コントローラ20を搭載する射出成形機Mの固有アーキテクチャとして構築され、特に、本実施例に係る成形品の判別条件設定方法の処理を実行することができる。
【0015】
次に、本実施例に係る判別条件設定方法について、図1〜図5を参照して説明する。
【0016】
まず、本実施例に係る判別条件設定方法に用いるトレンド画面Vaについて説明する。図1はディスプレイ2に表示されるトレンド画面Vaを示す。このトレンド画面Vaには、上段と下段に、各種画面Va…を切換える画面項目毎に設けた複数の画面切換キーK1,K2,K3…を表示する。この画面切換キーK1…は、使用頻度の高さを考慮してランク分けされ、上段に、型開閉画面切換キーK1,エジェクタ画面切換キーK2,射出・計量画面切換キーK3,温度画面切換キーK4,モニタ画面切換キーK5,主要条件画面切換キーK6,条件切換画面切換キーK7を有する成形機の動作条件の設定に係わる第一のグループGaを横一列に配するとともに、下段に、これ以外となる段取り画面切換キーK8,工程監視画面切換キーK9,生産情報画面切換キーK10,波形画面切換キーK11,統計画面切換キーK12,トレンド画面切換キーK13を有する第二のグループGbを横一列に配する。
【0017】
各画面切換キーK1…は、トレンド画面Vaを他の画面に切換えた場合でも同様に表示される。例えば、図2は、工程監視画面切換キーK9を選択した場合の工程監視画面Vbの概要を示すが、各画面切換キーK1…は、図1に示したトレンド画面Vaと同じ位置に同じ形状で表示される。なお、図1に表示される第二のグループGbは、第一階層が表示された状態であるが、画面右端の階層画面切換キーKcをタッチすることにより、第二階層における履歴画面切換キー,プログラム画面切換キー,信号レコーダ画面切換キー,診断画面切換キー等が、画面切換キーK8〜K13と入れ替わる形で同様に表示される。また、コントローラ20は、画面切換キーK1…の配列をユーザサイドで任意に変更できる配列変更機能及び変更後の配列を記憶する配列記憶機能を備えている。これにより、ユーザ自身が使い勝手を考慮して画面切換キーK1…の配列(順番)を任意に変更することができる。このようなレイアウト表示により、各画面切換キーK1…に表示される名称表示を変更する場合でも、ソフトウェアにより容易に対処でき、変更に伴う工数の削減及びコストダウンを図れるとともに、各画面切換キーK1…に対する視認性及び操作性を高めることができる。
【0018】
そして、上段の画面切換キーK1…と下段の画面切換キーK8…の間には、トレンド画面Vaの主要部分を表示する。主要部分に係るトレンド画面Vaは、横方向に並んだ八つのトレンド表示部3a,3b,3c,3d,3e,3f,3g,3hを有する。各トレンド表示部3a…は、最上位の位置に、成形品の良否を判別可能なモニタ項目を表示したモニタ項目表示部Ra,Rb,Rc,Rd,Re,Rf,Rg,Rhを有し、モニタ項目表示部Raには射出充填時間,モニタ項目表示部Rbにはスクリュ指定位置通過時間.モニタ項目表示部Rcには計量回転数,モニタ項目表示部Rdにはサイクル時間,モニタ項目表示部Reには射出ノズルの温度,モニタ項目表示部Rfには加熱筒10の前部温度,モニタ項目表示部Rgには加熱筒10の中部温度,モニタ項目表示部Rhには加熱筒10の後部温度をそれぞれ表示する。
【0019】
一つのトレンド表示部3aは、モニタ項目表示部Raに加え、この下側に、中心値表示部5a,現在値表示部6a,データ表示部7a,レンジ表示部8aを上から順次配してなる。データ表示部7aは、ショット毎に得られる成形データDa…を、ドット(図4参照)を用いて時系列的にプロット表示する。したがって、データ表示部7aの横方向は成形データDaの大きさ(時間)となり、縦方向はショット数となる。実施例のデータ表示部7aに表示されるショット数は250回であるが、残りのショット数は図4に仮想線7sで示すように隠れた状態になるため、スクロールバー51(スクロールボタン52u,52d)を用いてスクロール表示することができる。他のトレンド表示部3b〜3hも横軸の目盛が異なる他は、トレンド表示部3aと同様に表示される。
【0020】
次に、本実施例に係る判別条件設定方法の処理手順について、各図を参照しつつ図5に示すフローチャートに従って説明する。
【0021】
今、射出成形機Mは、必要な成形条件の設定が終了し、ある程度の良品が得れる状態にあるものとする。この状態で射出成形機Mを連続稼働させて成形を行う(ステップS1)。この場合、試し成形であってもよいし本成形であってもよい。そして、成形動作中における各モニタ項目(Ra…)に係わる成形データDa…をそれぞれ検出するとともに(ステップS2)、図4に示すように、得られた成形データDa…を各データ表示部7a…にそれぞれドットによりプロット表示する(ステップS3)。なお、図4は、便宜上、データ表示部7a〜7dに係わる成形データDa…,Db…,Dc…,Dd…のみを表示し、他のデータ表示部7e〜7hに係わる表示は省略した。
【0022】
一方、オペレータは各データ表示部7a…を観察し、判別条件を設定するに適した状態になっているか否かを判断する。適した状態にあると判断したなら、判別条件を設定するための成形データDa…を得るサンプリング範囲Zsをショット列に対して指定する(ステップS4,S5)。この場合、各成形データDa…はドットによりそれぞれ順次プロット表示されるため、オペレータは、各分布状態を視覚的に見ることができ、特に、図1に示すように、各モニタ項目(Ra…)の全部に係わる分布状態を一目で観察できる。したがって、オペレータは、個々のモニタ項目(Ra…)における時間的な変化等に加え、各モニタ項目(Ra…)間における相対的な影響等を考慮し、判別条件を設定するに最も相応しい思われる任意の範囲を指定する。なお、必要によりスクロールバー51(スクロールボタン52u,52d)を用いてスクロールさせ、スクロールにより表示される範囲を指定してもよい。指定の際には、サンプリング範囲Zsの上限及び下限を規定する任意の二個所をタッチすればよい。これにより、図1に示すように、タッチした二個所の内側の色が変わることによって、サンプリング範囲Zsが表示される(ステップS6)。
【0023】
この後、開始キーをタッチすれば、判別条件の自動設定処理が行われる(ステップS7)。まず、コントローラ20は、サンプリング範囲Zsにおける成形データDa…の平均値を演算し、この平均値を基準値とする(ステップS8)。この場合、モニタ項目(Ra)の成形データDa…の値をX1,X2,X3…Xnとし、nをショット数とすれば、基準値Xsは、Xs=(X1+X2+X3+…+Xn)/nにより求めことができる。この基準値Xsは各モニタ項目(Ra,Rb,Rc…)毎に求める。
【0024】
また、コントローラ20は、サンプリング範囲Zsにおける成形データDa…の標準偏差Esに調整係数Kiを乗じて得る監視幅Cwを演算する(ステップS9)。この場合、監視幅Cwは、Cw=Es・Ki、即ち、Es2={(X12+X22+X32+…+Xn2)/n}−Xs2/nの平方根にKiを乗じて求めることができる。なお、この監視幅Cwは、サンプリング範囲Zsにおける成形データDa…の標準偏差Esをサンプリング範囲Zsにおける成形データDa…の平均値(基準値Xs)により除した変動係数Uに、調整係数Kjを乗じて求めることもできる。即ち、監視幅Cwは、Cw=U・Kj=(Es/Xs)・Kjにより求めることもできる。いずれの場合も、調整係数Ki,Kjは、各モニタ項目(Ra…)毎に最適な値を設定する。そして、この監視幅Cwは各モニタ項目(Ra,Rb,Rc…)毎に求める。一方、得られた基準値Xsと監視幅Cwは、判別条件として内部メモリ25に設定する(ステップS10)。この場合、正規の設定としてもよいし、必要により仮設定とし、以後の成形において微調整を行ってもよい。
【0025】
このような本実施例に係る判別条件設定方法によれば、所定回数の成形を行うことにより、成形品の良否を判別可能な複数のモニタ項目(Ra…)に係わる成形データDa…をそれぞれ検出し、かつ各モニタ項目(Ra…)に係わる成形データDa…をそれぞれ分布状態が視覚的に判るようにディスプレイ2のトレンド画面Vaに表示、即ち、ドットを用いて時系列的にプロット表示するとともに、この表示に対して任意のサンプリング範囲Zsを指定し、このサンプリング範囲Zsの成形データDa…から成形品に対する基準値Xs及び監視幅Cw(判別条件)を自動で設定処理するようにしたため、オペレータは、的確な判別条件を容易に設定できるとともに、加えて微調整の排除又は容易化により設定作業に係わる工数低減を図ることができる。
【0026】
以上、実施例について詳細に説明したが、本発明はこのような実施例に限定されるものではなく、細部の構成,配置,数量,手法等において、本発明の要旨を逸脱しない範囲で任意に変更,追加,削除することができる。例えば、成形データDa…はドットを用いてプロット表示した場合を示したが、バー等を用いてプロット表示してもよいし、必要により数値で表示する場合を排除するものではない。また、判別条件(基準値Xs及び監視幅Cw)は、必要により他の方式により演算する場合を排除するものではない。さらに、モニタ項目(Ra…)は、例示のモニタ項目(Ra…)の一部を用いてもよいし、他のモニタ項目を追加してもよい。
【0027】
【発明の効果】
このように、本発明に係る成形品の判別条件設定方法は、所定回数の成形を行うことにより、成形品の良否を判別可能な一又は二以上のモニタ項目に係わる成形データをそれぞれ検出し、かつ各モニタ項目に係わる成形データのそれぞれの分布状態をディスプレイの画面に表示するとともに、この表示に対して任意のサンプリング範囲を指定し、このサンプリング範囲の成形データから成形品に対する判別条件を自動で設定処理するようにしたため、次のような顕著な効果を奏する。
【0028】
(1) オペレータは、的確な判別条件を容易に設定できるとともに、微調整の排除又は容易化により設定作業に係わる工数低減を図ることができる。
【0029】
(2) 好適な実施の態様により、成形データを、ドット等を用いて画面に時系列的にプロット表示すれば、分布状態を一目で観察でき、オペレータは、個々のモニタ項目における時間的な変化等に加え、各モニタ項目間における相対的な影響等を考慮し、判別条件を設定するに最も相応しい思われる範囲を任意に指定することができる。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係る判別条件設定方法に用いるトレンド画面であってサンプリング範囲を指定した後のトレンド画面図、
【図2】同判別条件設定方法の実施に用いる射出成形機の概要図、
【図3】同射出成形機に備えるコントローラの機能ブロック図、
【図4】同判別条件設定方法に用いるトレンド画面の一部であってサンプリング範囲を指定する前のトレンド画面図、
【図5】同判別条件設定方法の処理手順を示すフローチャート、
【符号の説明】
2 ディスプレイ
Ra… モニタ項目表示部(モニタ項目)
Da… 成形データ
Va トレンド画面(画面)
Zs サンプリング範囲
Claims (4)
- 成形品の良否を判別するための判別条件を設定する成形品の判別条件設定方法において、所定回数の成形を行うことにより、成形品の良否を判別可能な一又は二以上のモニタ項目に係わる成形データをそれぞれ検出し、かつ各モニタ項目に係わる成形データのそれぞれの分布状態をディスプレイの画面に表示するとともに、この表示に対して任意のサンプリング範囲を指定し、このサンプリング範囲の成形データから成形品に対する判別条件を自動で設定処理することを特徴とする成形品の判別条件設定方法。
- 前記成形データは、ドット,バー等を用いて前記画面に時系列的にプロット表示することを特徴とする請求項1記載の成形品の判別条件設定方法。
- 前記判別条件は、前記サンプリング範囲における成形データを平均して得る基準値であることを特徴とする請求項1記載の成形品の判別条件設定方法。
- 前記モニタ項目には、少なくとも射出充填時間,スクリュ指定位置通過時間,計量回転数,サイクル時間,加熱筒及び射出ノズル温度の一又は二以上を含むことを特徴とする請求項1記載の成形品の判別条件設定方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002323746A JP3756872B2 (ja) | 2002-11-07 | 2002-11-07 | 成形品の判別条件設定方法 |
| US10/701,609 US6915182B2 (en) | 2002-11-07 | 2003-11-06 | Method for setting determination conditions used for determining whether molded product is non-defective or defective |
| CNB2003101148934A CN1290686C (zh) | 2002-11-07 | 2003-11-07 | 成形品的判别条件设置方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002323746A JP3756872B2 (ja) | 2002-11-07 | 2002-11-07 | 成形品の判別条件設定方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004155089A JP2004155089A (ja) | 2004-06-03 |
| JP2004155089A5 JP2004155089A5 (ja) | 2005-04-21 |
| JP3756872B2 true JP3756872B2 (ja) | 2006-03-15 |
Family
ID=32211918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002323746A Expired - Lifetime JP3756872B2 (ja) | 2002-11-07 | 2002-11-07 | 成形品の判別条件設定方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6915182B2 (ja) |
| JP (1) | JP3756872B2 (ja) |
| CN (1) | CN1290686C (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006021470A (ja) * | 2004-07-09 | 2006-01-26 | Fanuc Ltd | 射出成形機のモニタリング装置及びモニタリング方法 |
| DE102004051106A1 (de) * | 2004-10-19 | 2006-04-27 | Demag Ergotech Gmbh | Kunststoffverarbeitende Maschine |
| JP4364828B2 (ja) * | 2005-04-11 | 2009-11-18 | 住友重機械工業株式会社 | 成形機監視装置、方法及びプログラム |
| DE102005052725B3 (de) * | 2005-11-04 | 2007-06-06 | Dr. Boy Gmbh & Co. Kg | Bedienelement für eine Spritzgießmaschine |
| DE102006044589A1 (de) | 2006-09-19 | 2008-03-27 | Kautex Maschinenbau Gmbh | Steuerung für eine Maschine mit mehreren Funktionseinheiten, insbesondere Steuerung für eine Blasformmaschine |
| JP4681569B2 (ja) * | 2007-02-09 | 2011-05-11 | 日精樹脂工業株式会社 | 成形機のデータ表示方法 |
| US7840306B2 (en) | 2007-08-23 | 2010-11-23 | Husky Injection Molding Systems Ltd. | Molding-system set-up based on molded-part attribute |
| JP5558039B2 (ja) * | 2008-08-29 | 2014-07-23 | 住友重機械工業株式会社 | 成形条件設定装置、成形条件設定方法及び成形条件設定画面 |
| CN101770217A (zh) * | 2008-12-30 | 2010-07-07 | 鸿富锦精密工业(深圳)有限公司 | 数控成型机显示控制系统及方法 |
| JP5184421B2 (ja) * | 2009-03-31 | 2013-04-17 | 住友重機械工業株式会社 | 補機操作制御装置及び補機操作制御方法 |
| CN102449645B (zh) * | 2009-05-29 | 2016-09-28 | 株式会社村田制作所 | 产品检查装置及产品检查方法 |
| JP5287985B2 (ja) * | 2009-05-29 | 2013-09-11 | 株式会社村田製作所 | 製品選別装置、製品選別方法及びコンピュータプログラム |
| AT513664B1 (de) * | 2012-11-26 | 2015-10-15 | Engel Austria Gmbh | Bedieneinheit für eine Spritzgießmaschine |
| JP2014226890A (ja) * | 2013-05-24 | 2014-12-08 | 東洋機械金属株式会社 | 成形診断装置 |
| JP6294268B2 (ja) * | 2015-07-31 | 2018-03-14 | ファナック株式会社 | 射出成形機の異常診断装置 |
| JP6904866B2 (ja) * | 2016-10-31 | 2021-07-21 | 住友重機械工業株式会社 | 射出成形品の分別装置、および射出成形システム |
| JP6800798B2 (ja) * | 2017-03-31 | 2020-12-16 | 住友重機械工業株式会社 | 射出成形機、および射出成形用情報処理装置 |
| JP6922793B2 (ja) * | 2018-03-12 | 2021-08-18 | オムロン株式会社 | 制御装置、制御方法、および制御プログラム |
| DE102018107233A1 (de) * | 2018-03-27 | 2019-10-02 | Kraussmaffei Technologies Gmbh | Verfahren zur automatischen Prozessüberwachung und Prozessdiagnose eines stückbasierten Prozesses (batch-Fertigung), insbesondere eines Spritzgießprozesses und eine den Prozess durchführende Maschine oder ein den Prozess durchführender Maschinenpark |
| JP7488638B2 (ja) * | 2019-10-04 | 2024-05-22 | 株式会社日本製鋼所 | 操作量決定装置、成形装置システム、成形機、コンピュータプログラム、操作量決定方法及び状態表示装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2862881B2 (ja) | 1988-10-14 | 1999-03-03 | ファナック株式会社 | 成形品の良否判別基準値自動設定方法及び装置 |
| JP2545465Y2 (ja) | 1990-09-28 | 1997-08-25 | 株式会社上野鉄工所 | ワーク搬送装置 |
| JP2543793B2 (ja) * | 1991-07-23 | 1996-10-16 | 日精樹脂工業株式会社 | 射出成形機群のデ―タ収集方法及び装置 |
| JPH0825216B2 (ja) * | 1991-12-11 | 1996-03-13 | 日精樹脂工業株式会社 | 成形条件設定方法 |
| JP3161921B2 (ja) * | 1994-10-27 | 2001-04-25 | ファナック株式会社 | 製品品質影響要因解析方法と装置及び成形条件調整方法、製品良否判別項目選択方法 |
| JP3041412B2 (ja) * | 1997-03-10 | 2000-05-15 | 日精樹脂工業株式会社 | 射出成形機のタッチパネル付表示装置 |
| JP2001315179A (ja) * | 2000-05-10 | 2001-11-13 | Nissei Plastics Ind Co | 射出成形機の入力装置 |
| JP2001334560A (ja) * | 2000-05-25 | 2001-12-04 | Nissei Plastics Ind Co | 射出成形用表示装置における速度・圧力の表示方法 |
| JP3546951B2 (ja) | 2000-09-08 | 2004-07-28 | 住友重機械工業株式会社 | 射出成形機の製品良否判別方法 |
-
2002
- 2002-11-07 JP JP2002323746A patent/JP3756872B2/ja not_active Expired - Lifetime
-
2003
- 2003-11-06 US US10/701,609 patent/US6915182B2/en not_active Expired - Lifetime
- 2003-11-07 CN CNB2003101148934A patent/CN1290686C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20040093115A1 (en) | 2004-05-13 |
| CN1290686C (zh) | 2006-12-20 |
| US6915182B2 (en) | 2005-07-05 |
| JP2004155089A (ja) | 2004-06-03 |
| CN1498740A (zh) | 2004-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3756872B2 (ja) | 成形品の判別条件設定方法 | |
| US20060235568A1 (en) | Display controller for injection molding machine | |
| JP4474369B2 (ja) | 成形機のデータ表示方法及び装置 | |
| JP3967655B2 (ja) | 射出成形機の表示装置及び射出成形機 | |
| JP3781716B2 (ja) | 射出成形機の段取り支援方法 | |
| JP2013014106A (ja) | 射出成形機の設定データ管理方法 | |
| JP3688164B2 (ja) | 射出成形機の表示装置 | |
| EP1142687B1 (en) | Method for determining molding characteristic and injection molding machine | |
| JP3781718B2 (ja) | 射出成形機のデータ表示方法 | |
| JP3733102B2 (ja) | 射出成形機のゲージ表示方法 | |
| JP2006247874A (ja) | 射出成形用波形表示方法及び装置 | |
| JP3243333B2 (ja) | 射出延伸吹込成形装置 | |
| JP3756870B2 (ja) | 射出成形機の動作スイッチ表示方法 | |
| JP3881612B2 (ja) | 射出成形機の表示装置 | |
| JP4008365B2 (ja) | 射出成形機の表示方法 | |
| JP3756871B2 (ja) | 射出成形機の電源遮断方法 | |
| JP3881613B2 (ja) | 射出成形機の波形表示方法 | |
| JP3806393B2 (ja) | 射出成形機の表示装置 | |
| JP4681569B2 (ja) | 成形機のデータ表示方法 | |
| JP2004148593A (ja) | 電動射出成形機の表示装置 | |
| JP3733103B2 (ja) | 射出成形機の異常解除装置 | |
| JP3733104B2 (ja) | 射出成形機の設定値表示方法 | |
| JPS6317018A (ja) | 温度表示付射出成形機 | |
| JPH07241894A (ja) | 射出成形機の設定値変更操作方法 | |
| JPS6351119A (ja) | 成形条件設定容易な射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040611 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051222 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3756872 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120106 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |