JP3722258B2 - 打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 - Google Patents
打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 Download PDFInfo
- Publication number
- JP3722258B2 JP3722258B2 JP27132998A JP27132998A JP3722258B2 JP 3722258 B2 JP3722258 B2 JP 3722258B2 JP 27132998 A JP27132998 A JP 27132998A JP 27132998 A JP27132998 A JP 27132998A JP 3722258 B2 JP3722258 B2 JP 3722258B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- punching
- gripping
- members
- gripping member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2614—Means for mounting the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F2210/00—Perforating, punching, cutting-out, stamping-out, severing by means other than cutting of specific products
- B26F2210/08—Perforating, punching, cutting-out, stamping-out, severing by means other than cutting of specific products of ceramic green sheets, printed circuit boards and the like
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0044—Mechanical working of the substrate, e.g. drilling or punching
- H05K3/005—Punching of holes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9428—Shear-type male tool
- Y10T83/943—Multiple punchings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9457—Joint or connection
- Y10T83/9473—For rectilinearly reciprocating tool
- Y10T83/9476—Tool is single element with continuous cutting edge [e.g., punch, etc.]
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
【発明の属する技術分野】
本発明は、シート状の被加工物に孔明け加工を施すための打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法に関する。
【0002】
【従来の技術】
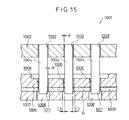
従来から、シート状の被加工物に複数の孔を打抜き加工により画成するために打抜き加工用パンチ装置が使用されている。この打抜き加工用パンチ装置は、金属板等に放電加工により複数の長尺の孔部1003を画成し(図14A参照)、さらに、ワイヤ放電加工により前記孔部1003を精密に仕上げてパンチホルダ1002を製造する(図14B参照)。そして、図15に示すように、前記パンチホルダ1002に画成された孔部1003に長尺のほぼ矩形断面をもつパンチ部材1004が挿入され、接着剤等により該パンチ部材1004の根部を前記パンチホルダ1002に固着して構成されている。また、前記パンチ部材1004は打抜き加工用パンチ装置に設けられたストリッパ1005の長尺の孔部1006に摺動自在に挿通され、さらに、ダイ1007に画成された長尺の孔部1008に挿通される。
【0003】
このように構成される打抜き加工用パンチ装置1001を用いて、例えば、グリーンシートのような被加工物1009に複数の長尺の孔部1011を穿設するとき、該被加工物1009は前記ダイ1007上に載置され、パンチ部材1004およびストリッパ1005が下降すると、先ずストリッパ1005の下面が被加工物1009の上面に当接し、次にパンチ部材1004が下降して被加工物1009に孔明け加工を施す。
【0004】
【発明が解決しようとする課題】
しかしながら、上記の従来の打抜き加工用パンチ装置1001では、パンチ部材1004を孔部1003に挿入するために該孔部1003を前記パンチ部材1004の寸法より僅かに大きく画成する必要がある。このため、パンチ部材1004とパンチホルダ1002の孔部1003を形成する壁部との間に僅かな隙間Aが生じ、各パンチ部材1004の位置精度を向上させることが困難である。
【0005】
一方、ストリッパ1005に画成された孔部1006についても前記パンチ部材1004の矩形寸法より僅かに大きく形成されているため、パンチ部材1004と孔部1006の壁部との間に隙間Bがあり、前記パンチ部材1004の位置精度の誤差が前記隙間Bの範囲内で許容される結果となる。したがって、この打抜き加工用パンチ装置1001で孔明け加工された被加工物1009の孔部1011の位置精度および形状精度が低下するという問題があった。しかも、パンチ部材1004が挿通されるストリッパ1005に偏荷重がかかり、パンチ部材1004およびストリッパ1005が欠損する懸念があった。
【0006】
また、ダイ1007の孔部1008は、パンチ部材1004の矩形寸法やパンチホルダ1002に対するパンチ部材1004の位置に誤差がある場合でもパンチ部材1004を確実に挿通するように、該パンチ部材1004の矩形寸法より大きく形成され、さらにパンチ部材1004間のピッチが小さい場合、孔部1008と隣接する孔部1008との間隙部分が狭くなる。したがって、パンチ部材1004とダイ1007の孔部1008を形成する壁部との間に生じる隙間C1と隙間C2の大きさに相違があると、隙間Aに起因して、被加工物1009の非パンチ部分Dに倒れ(図15中、左右方向への変形)が発生し、形状不良となる問題があった。
【0007】
またさらに、それぞれのパンチ部材1004は、図15中、上下方向に長尺状に形成されているにも拘わらず、その一端側がパンチホルダ1002によって支持されているだけであるため、打ち抜きの際にパンチ部材1004にかかる荷重によって当該パンチ部材1004が変形したり、座屈により欠損する懸念がある。
【0008】
さらにまた、破損等によりパンチ部材1004を交換する場合、固化した接着剤をリュータ等で削る等の作業が必要となるが、その際、パンチ部材1004のピッチが小さく、例えば、0.6mm以下のピッチで該パンチ部材1004が配設されている場合、交換を必要とするパンチ部材1004のみを着脱する作業には高度な技術が要求され、さらに、全てのパンチ部材1004を再びストリッパ1005の孔部1006に挿通させる作業が煩雑である等の不具合が露呈する。
【0009】
本発明は前記の種々の課題を解決するためになされたものであり、パンチ部材の位置精度を向上することにより、被加工物に画成される孔部の位置精度および形状精度が向上し、またパンチ部材の剛性を向上することが可能で、しかも、ストリッパに偏荷重がかかることを防止するとともにパンチ部材の交換を容易に行うことが可能な打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
前記の目的を達成するために、本発明は、被加工物にパンチ部材を用いて孔明け加工を施すための打抜き加工用パンチ装置において、
上型に固着されたパンチホルダと、
下型に固着されたダイと、
前記パンチホルダに着脱可能に複数係着された把持部材と、
複数の前記把持部材ごとに複数係着された前記パンチ部材とを有することを特徴とする。
【0011】
これにより、パンチホルダにパンチ部材を1つずつ個別に組み付ける必要がなく、組付誤差がないため、パンチ部材の位置精度が向上し、被加工物に画成された孔部の位置精度および形状精度を向上させることができ、さらに、ピン形状等の細長いパンチ部材でもその剛性が高くなることから折れや欠損等の発生を減少させることが可能となり、好適である。
【0012】
また、本発明に係る打抜き加工用パンチ装置において、前記把持部材と前記パンチ部材とが単一の素材により一体的に形成されることが好適である。
【0013】
これにより、把持部材にパンチ部材を別々に製作して両者を組み付ける必要がなくなることから、製作工程が簡略化され、また、組み付けに伴うパンチ部材の位置精度の不良を生じることがなく、さらに、パンチ部材の剛性を一層高めることができる。
【0014】
また、本発明に係る打抜き加工用パンチ装置において、前記把持部材は矩形状断面を有し、前記矩形状断面の少なくとも対向する2つの側壁に複数の溝部が形成され、前記パンチホルダは前記把持部材に対応して矩形断面の孔部が画成され、前記把持部材と前記パンチホルダとが前記把持部材の側壁の溝部間の桟部と前記パンチホルダの孔部の側壁とを摺接し隙間を有して嵌合されることが好適である。この場合、前記把持部材の側壁の桟部を円弧状に形成すると一層好適であり、また、該桟部の円弧状の頂部を平坦化して形成してもよい。
【0015】
これにより、パンチ部材が一体的に設けられた把持部材をパンチホルダの孔部に嵌合する際に、接合面の隙間に多量の接着剤を含むことができ、また把持部材側の接合面の面積が大きいことから、接合後の接着剤の膨張効果も加わって、把持部材とパンチホルダとの接着力を高めることができ、把持部材とパンチホルダの溝の平坦化された面同士を接合する場合に比べて接着性が良好である。
【0016】
また、本発明に係る被加工物にパンチ部材を用いて孔明け加工を施すための打抜き加工用パンチ装置において、前記把持部材は2以上の保持部材に分割して形成され、分割面において接合する2つの保持部材のうちの1つの保持部材の接合面に断面三角形状の溝が複数形成されるとともに他の1つの保持部材の接合面は平坦化して形成され、
前記パンチ部材はピン形状に形成され、
複数の前記パンチ部材の一端部を前記分割面に画成される孔部に挿入することが好適である。
【0017】
これにより、把持部材およびパンチ部材を、個別に、高精度でかつ容易に形成することができる。
【0018】
また、本発明に係る打抜き加工用パンチ装置の製造方法は、
前記把持部材とパンチ部材の素材として1つの角柱材を用い、
前記角柱材の対向する2つの側壁に任意の間隔をおいて平行に複数の長溝部を加工し、
該長溝部間に形成される桟部の頂部を円弧状に加工し、
前記2つの側壁の長溝部と連通するようにもう1つの側壁に任意の深さの長溝部を加工し、
これにより、複数の長溝部と該長溝部間に形成される円弧状の桟部とが対向する2つの側壁に設けられた把持部材と、断面が長尺な矩形状であってその両端に円弧部が設けられた複数のパンチ部材とを同時的に形成し、
一方、前記パンチホルダに矩形状断面の孔部を複数画成し、
前記把持部材と前記パンチホルダとが前記把持部材の側壁の桟部と前記パンチホルダの孔部の側壁とを摺接し隙間を有して嵌合される方法を用いると好適である。この場合、さらに、前記把持部材の側壁に形成される桟部の円弧状の頂部と前記パンチ部材の両端の円弧部とを平坦化して形成してもよい。また、角柱材の側壁に平行な複数の円弧状の桟部を加工形成することによって、角柱材の側壁に平行な複数の長溝部を加工形成する工程(図7B参照)を省略してもよい。
【0019】
これにより、把持部材とパンチ部材を一体的に製作する際の作業工程を一層簡略化することができて、好適である。
また、本発明に係る打抜き加工用パンチは、パンチホルダに着脱可能に複数係着される把持部材と、複数の前記把持部材ごとに複数係着されたパンチ部材とを有し、前記把持部材と前記パンチ部材とが単一の素材により一体的に形成され、前記把持部材は、矩形状断面を有し、前記矩形状断面の少なくとも対向する2つの側壁に複数の溝部が形成されていることを特徴とする。
また、本発明に係る打抜き加工用パンチの製造方法は、2つの側壁の長溝部と連通するようにもう1つの側壁に任意の深さの長溝部を加工し、これにより、複数の長溝部と該長溝部間に形成される円弧状の桟部とが対向する2つの側壁に設けられた把持部材と、断面が長尺な矩形状であってその両端に円弧部が設けられた複数のパンチ部材とを同時的に形成することを特徴とする。
【0020】
【発明の実施の形態】
本発明に係る打抜き加工用パンチ装置について、その製造方法との関連で好適な実施の形態を挙げ、添付の図面を参照しながら以下詳細に説明する。
【0021】
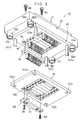
図1において、参照符号10は、本発明の第1の実施の形態に係る打抜き加工用パンチ装置を示す。この打抜き加工用パンチ装置10は、図1、図2に示すように、下型取付部材12を備え、該下型取付部材12には孔部14a〜14dが画成されると共に、該孔部14a〜14dより内側に孔部16が画成される。前記下型取付部材12の上部には板状の下型18が固着され、該下型18には前記孔部14a〜14dと同径且つ同軸的に連通する孔部20a〜20dが画成される。前記孔部20a〜20dより内側には段部22を有する孔部24が前記孔部16に連通するように画成される。前記下型18の隅角部近傍には上方に延在してメインポスト26a〜26dが立設される。
【0022】
前記下型18の上部には板状のダイ固定プレート28が固着され、該ダイ固定プレート28の隅角部近傍には前記孔部20a〜20dと同径且つ同軸的に連通する孔部30a〜30dが画成される。前記ダイ固定プレート28の上部には凹部32が画成され、該凹部32を形成する底部には前記孔部24に連通する孔部34が画成される。前記凹部32には直方体形状に形成された複数のダイ36が嵌合し(図2参照)、該ダイ36はねじ38によって前記ダイ固定プレート28に固着される。それぞれのダイ36には、後述するように、被加工物であるシート材に画成される長尺の孔部に対応した複数の長尺の孔部40が画成されている。
【0023】
前記打抜き加工用パンチ装置10には、図1、図3に示すように、前記下型取付部材12に接近離間可能に上型取付部材42が設けられ、該上型取付部材42には複数の凹部44と、該凹部44よりさらに内側に複数の孔部46が画成される。前記上型取付部材42の下部には上型48が固着され、該上型48には前記凹部44と同径且つ同軸的に連通する孔部50が画成され、また、段部52を有する複数の孔部54が前記孔部46に連通して画成される。前記上型48の隅角部近傍には下方に突出するメインポストガイド58a〜58dが形成され、該メインポストガイド58a〜58dの孔部60a〜60dには前記メインポスト26a〜26dが挿通される。
【0024】
前記上型48の下部にはパンチホルダ固定プレート62が固着される。該パンチホルダ固定プレート62には前記孔部50に連通し、該孔部50より小径な孔部64が画成され、該孔部64には円柱部材66が摺動自在に挿通される。前記円柱部材66の上部には外方に突出したフランジ部68がねじ70によって固着され、該フランジ部68は前記孔部50の内部をその軸線方向に変位自在であり、当該フランジ部68が前記パンチホルダ固定プレート62の上面に当接することにより、前記円柱部材66は抜け止めされる。前記フランジ部68の上部にはばね部材72の一端部が当接し、該ばね部材72の他端部は前記凹部44を形成する天井部位に当接し、従って、前記円柱部材66は前記ばね部材72によって下方に付勢されている。
【0025】
前記パンチホルダ固定プレート62の下部には図1、図3に示すように、矩形状の凹部82が画成され、該凹部82を形成する天井部位には前記孔部54に連通する孔部84が画成される。前記凹部82には直方体形状に形成された複数のパンチホルダ86が嵌合し、該パンチホルダ86は前記孔部84に挿通されるねじ88で前記パンチホルダ固定プレート62に固着される。
【0026】
前記パンチホルダ86には、図4に示すように、複数の長孔部90が画成され、それぞれの長孔部90には打抜きパンチ92が挿入固着される。該打抜きパンチ92は、把持部材94とパンチ部材96とが一体的に設けられており、該把持部材94は長尺な矩形状であってその長手方向の側壁に複数の長溝部93と該長溝部93の間の円弧状の桟部95とが形成され、該パンチ部材96は断面が長尺矩形形状でその長手方向の両端に円弧部97が形成されている。それぞれのパンチ部材96は、前記把持部材94の下面からダイ36に向かって突出する。
【0027】
この場合、図5に示す第1の変形例のように、把持部材94の側壁の桟部95の参照符号109で示す円弧状の頂部の先端を平坦化して形成してもよい。また、図6に示す第2の変形例のように把持部材94の側壁は平坦化して設け、パンチ部材96は複数のピン形状としてもよい。
【0028】
また、前記パンチ部材96の前記把持部材94から突出する長さを短く形成すると、該パンチ部材96の剛性が向上して当該パンチ部材96が変形したり座屈する懸念が減少し、一方、前記長さを長く形成すると、摩耗したパンチ部材96を再び使用するための研削回数を増加することができ、当該パンチ部材96の寿命が長くなる。
【0029】
前記パンチホルダ固定プレート62の下方には、図1、図3に示すように、ストリッパ固定プレート98が配設され、該ストリッパ固定プレート98の上面は前記円柱部材66にねじ100で固着される。また、前記パンチホルダ固定プレート62の下部には、前記ストリッパ固定プレート98の隅角部近傍の孔部103を貫通して下方に延在するサブポスト102a〜102dが設けられる。従って、ストリッパ固定プレート98はパンチホルダ固定プレート62に対して接近離間自在に支持される。前記サブポスト102a〜102dの下部は、図1に示すように、前記孔部14a〜14d、20a〜20d、30a〜30dに摺動自在に挿通される。このため、前記上型48が前記下型18に接近、離間する方向に変位する際、前記メインポスト26a〜26d、サブポスト102a〜102dによって前記下型18と上型48の位置ずれが防止される。
【0030】
前記ストリッパ固定プレート98の下部には凹部104が画成され、該凹部104を形成する壁部105には直方体形状に形成された複数のストリッパ106が嵌合し、該ストリッパ106はねじ108によって前記ストリッパ固定プレート98に固着される。前記ストリッパ106には前記パンチ部材96が摺動自在に挿通される複数の長孔部110が画成される。前記ストリッパ106の上面には、前記長孔部110の孔明け加工を容易にするため、図示しない加工用工具が進入する凹部111が画成される。
【0031】
本発明の第1の実施の形態に係る打抜き加工用パンチ装置10は、基本的には以上のように構成されるものであり、次に、その製造プロセスについて説明する。
【0032】
先ず、図7A〜図7Dを参照して、把持部材94とパンチ部材96の製作方法を説明する。
【0033】
図7Aに示すように、一般超硬材料の如き素材を図示しない平面研削盤を用いて6面平面研削加工を施し長尺な直方体99に形成する。次に、図7Bに示すように、直方体99の対向する2つの側壁に断面が矩形状の長溝部101を形成する。さらに、図7Cに示すように、前記側壁の長溝部101間の突起部分を、図示しないNC加工機を用いて断面が円弧状の桟部95に形成する。
【0034】
さらに、図7Dに示すように、前記2つの側壁の長溝部101と連通するようにもう1つの側壁に所定深さの長溝部107を形成する。これにより、2つの側壁に複数の長溝部93と長溝部93間に形成される桟部95とを有する把持部材94と、複数の断面が長尺な矩形状であってその両端に円弧部97を有するパンチ部材96とが一体的に形成される。
【0035】
従来、打抜きパンチは高い硬度と靭性を兼ね備えた超微粒超硬材料で形成され、砥石等により切削してパンチ部材96を形成することにより製造されるが、グリーンシートの如き軟質な被加工物の場合、打抜き荷重が小さく、且つ摩耗も少ないので、本実施の形態で示すように、一般超硬材料を放電加工処理して形成された打抜きパンチ92を用いて孔明け加工を施すことができる。
【0036】
このとき、上記のように把持部材94とパンチ部材96とを一体的に形成することから、打ち抜きパンチ92の製作工程を簡略化することができる。また、平面研削盤を用いることにより加工精度の高い平坦面をもつ直方体99が形成され、さらに、NC加工機を用いることにより加工精度の高い円弧状の桟部95が把持部材94の側壁に形成される。この場合、NC加工機を用いて前記側壁の長溝部93間の桟部95を断面が円弧状に形成するかわりに、平面研削加工された平坦部を一部残してNC加工機を用いて研削し、図5の第1の変形例の円弧状の頂部が平坦な桟部95を形成してもよい。この一部残された平坦部は、予め、精度の出しやすい平面研削加工によって形成されるため、NC加工機によって形成する場合に比べ、高い平坦度を得ることができる。
【0037】
なお、製作工程中、素材に6面平面研削加工を施した段階(図7A参照)および直方体99の側壁に長溝部101を形成した段階(図7B参照)で、それぞれパンチホルダ86の長孔部90に打ち抜きパンチ92を挿入して嵌合精度を確認する中間検査を行う(図4参照)。中間検査の際に嵌合精度の不良が確認された場合は手直しのための再加工を行うため、形状が不良なままにその後の製作工程に進む無駄がない。
【0038】
一方、図6に示す第2の変形例のピン形状のパンチ部材96を設ける場合は、ワイヤ放電加工等を施すことにより、離間間隔の狭くあるいは直径の小さいパンチ部材96を高い精度で製造することができる。
【0039】
このようにして製造された打抜きパンチ92はパンチホルダ86の長孔部90に挿入、嵌合され、把持部材94の部位が接着剤等により固着される。
【0040】
このとき、パンチホルダ86の長孔部90の側壁と接合される把持部材94の側壁を平坦な平面とすると、嵌合精度を高くするために加工精度を上げる必要があり、また、嵌合精度を高くしても接着剤が接合面の僅かな隙間にしか入り込まないことから接着強度が不良となって、良好な嵌合状態を得ることができず、後述するパンチ時に接着部が剥離して打ち抜きパンチ92の抜け落ちを生じる等の問題がある。この場合、嵌合する際に圧入や焼きばめすることも考えられるが、そのときに生じた応力が残留し歪みを生じる原因となって好ましくない。
【0041】
これに対して、図8に示す本発明の第1の実施の形態および図9に示す第1の変形例のように嵌合する際の接合面に十分な隙間113を設けることにより、この隙間113の箇所に多量の接着剤を含むことができ、また、把持部材94側の接合面の面積が大きいことから、接合後の接着剤の膨張効果も加わって、高い接着力が得られる。
【0042】
このとき、把持部材94の側壁の桟部95の頂部は6面平面研削加工により高精度に加工形成された図8中参照符号115で示す直線部あるいは図9中参照符号109で示す平坦部が残っており、それらの部分とパンチホルダ86の長孔部の側壁とが線または面で摺接することから、嵌合精度が良好である。
【0043】
次いで、図3に示すように、パンチホルダ86をパンチホルダ固定プレート62の凹部82に装着し、ねじ88で固着する。そして、図1に示すように、ストリッパ106の孔部110にパンチ部材96を挿通させ、ストリッパ106をストリッパ固定プレート98にねじ108で固着する。
【0044】
次に、以上のような構成の打抜き加工用パンチ装置の動作、特に、第2の変形例に係る打抜き加工用パンチ装置92(図6参照)を使用したときの動作について説明する。先ず、図1に示すように、ダイ36の上に、セラミックグリーンシート等のシート材120を載置する。
【0045】
次に、図示しない駆動源の作用下に上型取付部材42が下降すると、図10に示すように、ストリッパ106の下面がシート材120の上面に当接し、図1に示すばね部材72の弾発力によりシート材120がストリッパ106に押圧され、該シート材120の位置決めがなされると共に、その位置ずれが阻止される。
【0046】
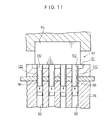
さらに上型取付部材42が下降すると、ばね部材72が縮退し、図11に示すように、パンチ部材96の先端部がストリッパ106の孔部110から突出し、シート材120に長孔部122が画成される。
【0047】
このとき、パンチ部材96が把持部材94と一体的に形成されており、また、把持部材94がパンチホルダ86に高精度で嵌合されていることから、パンチ部材の位置精度が向上する。これにより、シート材120に画成される長孔部122の位置精度および形状精度が向上し、また、シート材120の孔部122と隣接する孔部122との間は、ダイ36によって好適に支持され、シート材120が傾斜したり割れたりすることが防止される。さらに、パンチ部材の剛性も向上することから、ストリッパに偏荷重がかかることをがない。
【0048】
次いで、前記図示しない駆動源を反対方向へと付勢すると、上型取付部材42が上昇し、シート材120からパンチ部材96、ストリッパ106が離脱して孔明け加工が施されたシート材120が得られる。
【0049】
パンチ部材96が破損したり、摩耗して交換が必要になった場合、交換が必要なパンチ部材96を含む打抜きパンチ92をパンチホルダ86の長孔部90から取り外す。次に、交換用の打抜きパンチ92の把持部材94を前記長孔部90に挿入して固着する。そして、ストリッパ106の孔部110にパンチ部材96を挿通させる。このとき、それぞれのパンチ部材96の位置精度が高いため、前記孔部110にパンチ部材96を挿通させることが容易である。
【0050】
次に、本発明の第2の実施の形態に係る打抜き加工用パンチ装置について、その製造プロセスとの関係で説明する。以下、第1の実施の形態の打抜き加工用パンチ装置10と異なる箇所について説明し、図中、前記第1の実施の形態と同一の構成要素には同一の参照符号を付してその詳細な説明を省略する。
【0051】
図12に示すように、本実施の形態では、打抜きパンチ92は複数に分割されて形成された把持部材94によってパンチ部材96を挟持して形成される。すなわち、把持部材94とパンチ部材96とは、この実施の形態では分離構成されている。このとき使用される把持部材94は、把持部材94の中心に位置し、長尺状に形成された第1の保持部材114を備え、該第1の保持部材114の長手方向に沿った両側部は平坦部115a、115bとして形成される。
【0052】
それぞれの平坦部115a、115bには長尺状に形成された一組の第2の保持部材116a、116bが配設され、該第2の保持部材116a、116bの長尺な壁面には該第2の保持部材116a、116bの長手方向に対して直交して複数の溝部124が互いに平行に画成される。該溝部124の断面はほぼV字状に形成される。
【0053】
前記第1の保持部材114の底部には凹部117が画成され、一方、前記第2の保持部材116a、116bには凹部118a、118bが画成され、前記凹部117と前記凹部118a、118bとによって室123が形成される。
【0054】
以上のように形成された把持部材94に複数のパンチ部材96を固着する場合には、固定治具130を使用する。この固定治具130は前記第1の保持部材114の上部に載置され、且つ直方体形状に形成された第1の治具132と、前記第2の保持部材116a、116bの上部に載置され、且つ前記溝部124に連通する断面V字状の溝部136が画成された第2の治具134a、134bとを有する。前記第1の治具132の上部には該第1の治具132を把持するための棒部材135a、135bが固着されている。
【0055】
前記把持部材94に複数のパンチ部材96を固着するには、先ず、第1の保持部材114の上部に第1の治具132を載置する。このとき、第1の保持部材114と第2の保持部材116a、116bとは分離している。次に、第2の保持部材116a、116bの上部に第2の治具134a、134bを載置すると、溝部124と溝部136とが連通する。次いで、前記溝部124と溝部136にパンチ部材96を配設する。
【0056】
そして、第2の保持部材116a、116bで第1の保持部材114を、第2の治具134a、134bで第1の治具132を挟持すると、図13に示すように複数のパンチ部材96は前記溝部124、136を形成する壁部と第1の保持部材114、第2の治具134a、134bの壁部によって挟持されて互いに平行に位置決めされる。
【0057】
このとき、パンチ部材96は前記溝部124、136を形成する壁部と第1の保持部材114、第2治具の壁部とによって挟持され、高い位置精度で位置決めされる。そして、図12に示すように、室123に接着剤を充填する。該接着剤が固化すると、第1の保持部材114、第2の保持部材116a、116bによってパンチ部材96が高い精度で固着され、打抜きパンチ92が製造される。
【0058】
このようにして打抜きパンチ92を製造すると、例えば、パンチ部材96の直径が0.3mm以下の微細なパンチであっても、パンチ部材96を高精度にパンチホルダ86に固着することができる。また、1つの把持部材94にパンチ部材96が複数並列されるため、1つの打抜き加工用パンチ装置に必要な打抜きパンチ92の数を任意に選択することができる。
【0059】
次いで、第1の実施の形態と同様に、図4に示すように、打抜きパンチ92をパンチホルダ86の長孔部90に挿入する(打抜きパンチ92とパンチホルダ86を除く他の構成要素は第1の実施形態と第2の実施形態とで同じあり、以下、第1の実施形態の図および参照符号を用いて説明する)。
【0060】
そして、図3に示すように、パンチホルダ86をパンチホルダ固定プレート62の凹部82に装着し、ねじ88で固着する。次に、図1に示すように、ストリッパ106の孔部110にパンチ部材96を挿通させ、ストリッパ106をストリッパ固定プレート98にねじ108で固着する。以上により、打抜き加工用パンチ装置が得られる。
【0061】
前記第2の実施の形態に係る打抜き加工用パンチ装置では、前記パンチ部材96は断面円形に形成されているが、断面長楕円形等、他の形状でもよく、また、把持部材94は前記複数のパンチ部材96の間を連結するように形成されてもよい。
【0062】
【発明の効果】
本発明に係る打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法によれば、以下のような効果ならびに利点が得られる。
【0063】
パンチ部材はパンチホルダから突出して形成された把持部材によって支持されているために剛性が向上し、該パンチ部材が変形したり座屈する懸念が減少する。
【0064】
それぞれのパンチ部材の位置精度が高く、被加工物に高精度な孔明け加工を施すことができる。さらに、ストリッパに偏荷重がかかることを防止することができるため、パンチ部材の破損が減少する。パンチ部材の交換が必要になった場合、複数のパンチ部材が設けられた打抜きパンチを交換するため、微細なパンチ部材を交換する必要がなく、隣接するパンチ部材の相互の位置精度が高いため、ストリッパの孔部にパンチ部材を挿通させることが容易であり、交換に必要な工程を短縮することが可能である。
【0065】
パンチ部材と把持部材とを単一の素材により一体的に形成することから、パンチ部材の剛性を一層高めることができる等の上記効果とともに製作工程が簡略化される効果を得ることができる。
【0066】
把持部材の側壁に溝部を設けて、隙間を有してパンチホルダと嵌合させることから、その隙間に多量の接着剤を含有することができ、接着面の接着強度が高いという効果を得ることができる。
【0067】
1つの把持部材に少なくとも2つパンチ部材を並列に配設ことにより、打抜き加工用パンチ装置に必要な打抜きパンチの数を任意に選択することができる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る打抜き加工用パンチ装置を示す縦断面図である。
【図2】図1の打抜き加工用パンチ装置の下型を示す分解斜視図である。
【図3】図1の打抜き加工用パンチ装置の上型を示す分解斜視図である。
【図4】図1の打抜き加工用パンチ装置に使用される打抜きパンチを示す斜視図である。
【図5】打ち抜きパンチの第1の変形例を示す斜視図である。
【図6】打ち抜きパンチの第2の変形例を示す斜視図である。
【図7】本発明の第1の実施の形態に係る打ち抜きパンチの製作工程を説明するための図であり、図7Aは、素材を加工して直方体を形成する工程を示し、図7Bは、直方体を加工してその側壁に長溝部を形成する工程を示し、図7Cは、長溝部間の突起部分を加工して円弧状の桟部を形成する工程を示し、図7Dは、最終的に把持部材とパンチ部材とを一体的に形成する工程を示す。
【図8】本発明の第1の実施の形態に係る打ち抜きパンチとパンチホルダとの嵌合状態を説明するための打ち抜きパンチ側から見た平面図である。
【図9】本発明の第1の実施の形態の変形例に係る打ち抜きパンチとパンチホルダとの嵌合状態を説明するための打ち抜きパンチ側から見た平面図である。
【図10】図1の打抜き加工用パンチ装置の使用方法を示し、ストリッパがシート材に当接した状態の一部拡大断面図である。
【図11】図1の打抜き加工用パンチ装置の使用方法を示し、シート材に孔明け加工が施された状態の一部拡大断面図である。
【図12】本発明の第2の実施の形態に係る打抜き加工用パンチ装置に使用される打抜きパンチおよびパンチ部材の固定治具を示す斜視図である。
【図13】図12の打抜きパンチおよび固定治具を示す一部拡大平面図である。
【図14】従来技術に係る打抜きパンチに使用されるパンチホルダを示し、図14Aは、パンチホルダに孔部が画成された状態の一部拡大概略縦断面図であり、図14Bは、ワイヤ放電加工によって孔部を仕上げている状態を説明するための一部拡大概略断面図である。
【図15】従来技術に係る打抜きパンチを示す一部拡大概略縦断面図である。
【符号の説明】
10…打抜き加工用パンチ装置 18…下型
36…ダイ 48…上型
86…パンチホルダ 90…長孔部
92…打抜きパンチ 93…長溝部
94…把持部材 95…桟部
96…パンチ部材 106…ストリッパ
114、116a、116b…保持部材
120…シート材 130…固定治具
Claims (5)
- 被加工物にパンチ部材を用いて孔明け加工を施すための打抜き加工用パンチ装置において、
上型に固着されたパンチホルダと、
下型に固着されたダイと、
前記パンチホルダに着脱可能に複数係着された把持部材と、
複数の前記把持部材ごとに複数係着された前記パンチ部材とを有し、
前記把持部材と前記パンチ部材とが単一の素材により一体的に形成され、
前記把持部材は、矩形状断面を有し、前記矩形状断面の少なくとも対向する2つの側壁に複数の溝部が形成され、
前記パンチホルダは、前記把持部材に対応して矩形断面の孔部が画成され、
前記把持部材と前記パンチホルダとが前記把持部材の側壁の溝部間の桟部と前記パンチホルダの孔部の側壁とを摺接し隙間を有して嵌合されることを特徴とする打抜き加工用パンチ装置。 - 請求項1記載の装置において、
前記把持部材の側壁の桟部が円弧状に形成されることを特徴とする打抜き加工用パンチ装置。 - 請求項1記載の装置において、
前記把持部材の側壁の桟部が円弧状の頂部を平坦化して形成されることを特徴とする打抜き加工用パンチ装置。 - パンチホルダに着脱可能に複数係着される把持部材と、
複数の前記把持部材ごとに複数係着されたパンチ部材とを有し、
前記把持部材と前記パンチ部材とが単一の素材により一体的に形成され、
前記把持部材は、矩形状断面を有し、前記矩形状断面の少なくとも対向する2つの側壁に複数の溝部が形成されていることを特徴とする打抜き加工用パンチ。 - パンチホルダに着脱可能に複数係着される把持部材と、
複数の前記把持部材ごとに複数係着されたパンチ部材とを有し、
前記把持部材と前記パンチ部材とが単一の素材により一体的に形成され、
前記把持部材は、矩形状断面を有し、前記矩形状断面の少なくとも対向する2つの側壁に複数の溝部が形成されていることを特徴とする打抜き加工用パンチの製造方法であって、
前記把持部材とパンチ部材の素材として1つの角柱材を用い、
前記角柱材の対向する2つの側壁に任意の間隔をおいて平行に複数の長溝部を加工し、
該長溝部間に形成される桟部の頂部を円弧状に加工し、
前記2つの側壁の長溝部と連通するようにもう1つの側壁に任意の深さの長溝部を加工し、
これにより、複数の長溝部と該長溝部間に形成される円弧状の桟部とが対向する2つの側壁に設けられた把持部材と、断面が長尺な矩形状であってその両端に円弧部が設けられた複数のパンチ部材とを同時的に形成することを特徴とする打抜き加工用パンチの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27132998A JP3722258B2 (ja) | 1998-09-25 | 1998-09-25 | 打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 |
| DE69904134T DE69904134T2 (de) | 1998-09-25 | 1999-09-22 | Stanzvorrichtung und Verfahren zu ihrer Herstellung |
| EP99307490A EP0993885B1 (en) | 1998-09-25 | 1999-09-22 | Punching apparatus for stamping and method for producing the same |
| US09/401,227 US6408728B1 (en) | 1998-09-25 | 1999-09-22 | Punching apparatus for stamping and method for producing the same |
| US10/143,370 US20020129677A1 (en) | 1998-09-25 | 2002-05-10 | Punching apparatus for stamping and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27132998A JP3722258B2 (ja) | 1998-09-25 | 1998-09-25 | 打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000094398A JP2000094398A (ja) | 2000-04-04 |
| JP3722258B2 true JP3722258B2 (ja) | 2005-11-30 |
Family
ID=17498544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27132998A Expired - Fee Related JP3722258B2 (ja) | 1998-09-25 | 1998-09-25 | 打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6408728B1 (ja) |
| EP (1) | EP0993885B1 (ja) |
| JP (1) | JP3722258B2 (ja) |
| DE (1) | DE69904134T2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230124371A (ko) * | 2022-02-18 | 2023-08-25 | 주식회사 에이치와이티씨 | 타발 장치 |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2804360B1 (fr) * | 2000-01-27 | 2002-05-17 | Lamirel | Ensemble de support de poincons, procede de fabrication et appareil en faisant usage |
| DE10016079A1 (de) | 2000-03-31 | 2001-10-04 | Alstom Power Nv | Verfahren zum Entfernen von Kohlendioxid aus dem Abgas einer Gasturbinenanlage sowie Vorrichtung zur Durchführung des Verfahrens |
| US6769339B2 (en) * | 2001-06-25 | 2004-08-03 | General Binding Corporation | Die set pin retainer |
| JP4133005B2 (ja) * | 2002-06-13 | 2008-08-13 | 株式会社アマダ | パンチプレス用金型 |
| JP3757965B2 (ja) * | 2002-08-23 | 2006-03-22 | セイコーエプソン株式会社 | 微細穴の穿設加工方法およびそれを用いた液体噴射ヘッドの製造方法ならびに液体噴射ヘッドの製造装置 |
| BE1015113A3 (nl) * | 2002-09-17 | 2004-10-05 | Artilat Nv | Verbeterde bovenmatras. |
| JP2005205579A (ja) * | 2004-01-26 | 2005-08-04 | Iwasaki:Kk | 遊戯機材における板材の孔成形装置 |
| FR2889978B1 (fr) * | 2005-08-31 | 2008-10-17 | Adiapress Sarl | Dispositif de montage de poincons avec insert notamment pour machine utilisant la transformation de l'energie adiabetique |
| US9221092B2 (en) | 2006-09-01 | 2015-12-29 | Standard Lifters, Inc. | Guided keeper assembly and method for metal forming dies |
| US7730757B2 (en) * | 2006-09-01 | 2010-06-08 | Standard Lifters, Llc | Guided keeper assembly and method for metal forming dies |
| US8074486B1 (en) | 2011-05-24 | 2011-12-13 | Standard Lifters, Inc. | Guided keeper assembly and method for metal forming dies |
| EP1993335B1 (de) * | 2007-05-14 | 2012-03-14 | Groz-Beckert KG | Stanzeinrichtung mit Wechselstempel und variablem Stanzmuster |
| KR101295337B1 (ko) * | 2009-01-22 | 2013-08-12 | 오일레스고교 가부시키가이샤 | 박판 금속의 구멍 뚫기 장치 및 그 방법 |
| JP5321807B2 (ja) * | 2009-01-26 | 2013-10-23 | セイコーエプソン株式会社 | フィルターの製造方法及び液体噴射ヘッドの製造方法並びに液体噴射装置の製造方法 |
| KR200450649Y1 (ko) * | 2009-05-14 | 2010-12-30 | 김기덕 | 캐리어테이프 타공 금형보조판 결합구조 |
| US8616038B2 (en) | 2010-06-02 | 2013-12-31 | Standard Lifters, Inc. | Two-piece guide pin and method |
| US9272321B2 (en) | 2010-06-14 | 2016-03-01 | Standard Lifters, Inc. | Guided keeper and method for metal forming dies |
| KR101003887B1 (ko) * | 2010-07-16 | 2010-12-30 | 백성호 | 샤프트 방식을 이용한 고속 타발금형 |
| US8910502B2 (en) | 2010-09-07 | 2014-12-16 | Standard Lifters, Inc. | Guided keeper and method for metal forming dies |
| US8919178B2 (en) | 2010-09-07 | 2014-12-30 | Standard Lifters, Inc. | Guided keeper and method for metal forming dies |
| US9248491B2 (en) | 2011-02-21 | 2016-02-02 | Standard Lifters, Inc. | Guided keeper assembly and method for metal forming dies |
| US20170312932A1 (en) * | 2011-11-09 | 2017-11-02 | Emilio Carlos Lopez Perez | Universal perforation system for installation on a binding machine |
| CA2860274A1 (en) * | 2011-12-23 | 2013-06-27 | Ontario Die International Inc. | Apparatus and methods for perforating leather using perforation tiles |
| US8939005B2 (en) | 2012-03-15 | 2015-01-27 | Standard Lifters, Inc. | Guide pin assembly for metal forming dies and method |
| JP5794220B2 (ja) * | 2012-12-14 | 2015-10-14 | 株式会社村田製作所 | キャリアテープ製造用金型およびキャリアテープの製造方法 |
| WO2015077585A1 (en) | 2013-11-22 | 2015-05-28 | Standard Lifters, Inc. | Guide pin head |
| KR20160023156A (ko) * | 2014-08-21 | 2016-03-03 | 삼성전자주식회사 | 전자소자의 패키징 시스템 및 패키징 방법 |
| US10954984B2 (en) | 2016-11-30 | 2021-03-23 | Standard Lifters, Inc. | Collar and shaft assembly |
| CN109382866A (zh) * | 2017-08-10 | 2019-02-26 | 江苏凯尔生物识别科技有限公司 | 冲孔设备 |
| DE102019110165A1 (de) * | 2018-10-22 | 2020-04-23 | Ehrt Maschinenbau Gmbh | Abstreifer für eine Abstreifereinrichtung eines Stanzwerkzeugs |
| US10987745B2 (en) | 2019-01-25 | 2021-04-27 | Snap-On Incorporated | Method of manufacturing socket punches |
| CN112338049A (zh) * | 2019-08-08 | 2021-02-09 | 杜桂森 | 一种护栏板安装孔冲压模具 |
| US11344943B2 (en) | 2019-09-05 | 2022-05-31 | Standard Lifters, Inc. | Modular guided keeper base |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US713526A (en) * | 1902-05-19 | 1902-11-11 | Edwin Ball Stimpson | Perforating-machine. |
| US833265A (en) * | 1906-04-25 | 1906-10-16 | Walter S Van Emon | Punch. |
| US1383673A (en) * | 1920-05-12 | 1921-07-05 | George P Thomas | Punching-machine |
| US1897437A (en) * | 1929-06-12 | 1933-02-14 | Munro Thomas | Perforating device |
| US3103845A (en) | 1959-04-07 | 1963-09-17 | Porter Prec Products | Demountable retainer for punch and die sets |
| US3100411A (en) | 1959-04-22 | 1963-08-13 | Carrick Prec Tools Ltd | Press tools |
| US3083604A (en) * | 1959-07-07 | 1963-04-02 | Teletype Corp | Guide and retaining means for punch mechanism |
| US3077135A (en) | 1960-02-29 | 1963-02-12 | Henn Harry Walther | Close center slot perforating device |
| US3392617A (en) * | 1966-03-02 | 1968-07-16 | Henn Harry Walther | Punch assembly for perforating materials |
| CH515566A (de) * | 1969-07-11 | 1971-11-15 | Ball Karlheinz | Verfahren und Vorrichtung zum Herstellen bedruckter und kodierter Kleinlochkarten |
| US3727506A (en) * | 1971-05-06 | 1973-04-17 | D Taylor | Microtome blade holder |
| US3797352A (en) * | 1973-01-26 | 1974-03-19 | Dayton Progress Corp | Apparatus for keying and locking elements to their retainers |
| DK152266B (da) * | 1985-07-01 | 1988-02-15 | Gyproc Ab | Fremgangsmaade og vaerktoej til hulning af gipsplader |
| US4742746A (en) * | 1986-04-17 | 1988-05-10 | Amp Incorporated | Reworking and sizing of flat conductor cable |
| DE3720777C2 (de) * | 1987-06-24 | 1993-10-07 | Behrens Ag C | Revolverschneidpresse |
| JP2738781B2 (ja) * | 1991-01-28 | 1998-04-08 | 和彦 加藤 | 微細プレス加工用金型 |
| US5740712A (en) * | 1992-05-27 | 1998-04-21 | Acco-Rexel Group Services Plc. | Punching devices |
| US5452635A (en) | 1993-09-13 | 1995-09-26 | Integrated Packaging Assembly Corporation | Apparatus for integrated circuit lead-frame punching |
| US6047623A (en) * | 1996-03-05 | 2000-04-11 | Performance Design, Inc. | Hole punch quick-change die assembly with pin strap and positioning system |
-
1998
- 1998-09-25 JP JP27132998A patent/JP3722258B2/ja not_active Expired - Fee Related
-
1999
- 1999-09-22 EP EP99307490A patent/EP0993885B1/en not_active Expired - Lifetime
- 1999-09-22 DE DE69904134T patent/DE69904134T2/de not_active Expired - Lifetime
- 1999-09-22 US US09/401,227 patent/US6408728B1/en not_active Expired - Fee Related
-
2002
- 2002-05-10 US US10/143,370 patent/US20020129677A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230124371A (ko) * | 2022-02-18 | 2023-08-25 | 주식회사 에이치와이티씨 | 타발 장치 |
| KR102593545B1 (ko) * | 2022-02-18 | 2023-10-25 | 주식회사 에이치와이티씨 | 타발 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69904134T2 (de) | 2003-07-10 |
| EP0993885A1 (en) | 2000-04-19 |
| US20020129677A1 (en) | 2002-09-19 |
| US6408728B1 (en) | 2002-06-25 |
| DE69904134D1 (de) | 2003-01-09 |
| JP2000094398A (ja) | 2000-04-04 |
| EP0993885B1 (en) | 2002-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3722258B2 (ja) | 打抜き加工用パンチ装置、打抜き加工用パンチおよび打抜き加工用パンチの製造方法 | |
| KR20120111766A (ko) | 탭 아이씨 절단용 금형 제조 방법 | |
| CN106992138B (zh) | 使用板状治具加工多个长方形的被加工物的加工方法 | |
| US20020162437A1 (en) | Stripping device for die cutting machine | |
| JP4236721B2 (ja) | 自動位置決め方法及び装置 | |
| JP2009214146A (ja) | プレス金型及びその製造方法 | |
| JP2609214B2 (ja) | 回路基板分割方法と回路基板分割用金型 | |
| JP2714556B2 (ja) | 回路基板分割用金型駆動方法と回路基板分割装置 | |
| JP4408362B2 (ja) | 多連パンチの研削用ジグ及びパンチ金型並びに研削方法 | |
| KR100587470B1 (ko) | 캐리어테이프 가공 금형장치 | |
| KR100298514B1 (ko) | 마이크로비지에이의싱귤레이션금형 | |
| KR102321345B1 (ko) | 좁은 홀 제조 장치 및 방법 | |
| JPH03207600A (ja) | 順送りプレス抜金型 | |
| CN113369353B (zh) | 冲压模具的组装方法及冲压模具 | |
| JP3543547B2 (ja) | プレス型 | |
| JP2669763B2 (ja) | リードフレームのタイバー切断装置 | |
| KR100503047B1 (ko) | 프레스 금형 | |
| JP2003001594A (ja) | 加工装置およびプリント基板加工機 | |
| KR200360763Y1 (ko) | 캐리어테이프 가공 금형장치 | |
| JP3543691B2 (ja) | パンチプレス金型 | |
| JPH06230710A (ja) | クリーニングブレードの製造方法 | |
| JP3759744B1 (ja) | 母板加工用金型、加工板の製造方法及び製品板の製造方法 | |
| KR20040080119A (ko) | 박판 홀 가공용 치공구 장치 | |
| JP2975581B2 (ja) | 順送りプレス抜金型 | |
| JP2001277187A (ja) | 打抜機のストリッピング装置のメス型及び下ピン。 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050307 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050405 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050610 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050907 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130922 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |