JP3704502B2 - 粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 - Google Patents
粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 Download PDFInfo
- Publication number
- JP3704502B2 JP3704502B2 JP2002006514A JP2002006514A JP3704502B2 JP 3704502 B2 JP3704502 B2 JP 3704502B2 JP 2002006514 A JP2002006514 A JP 2002006514A JP 2002006514 A JP2002006514 A JP 2002006514A JP 3704502 B2 JP3704502 B2 JP 3704502B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive sheet
- pressure
- sensitive adhesive
- release paper
- acf
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H26/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms
- B65H26/02—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to presence of irregularities in running webs
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/16—Advancing webs by web-gripping means, e.g. grippers, clips
- B65H20/18—Advancing webs by web-gripping means, e.g. grippers, clips to effect step-by-step advancement of web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/0013—Article or web delivery apparatus incorporating cutting or line-perforating devices and applying the article or the web by adhesive to a surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/16—Irregularities, e.g. protuberances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/50—Timing
- B65H2513/51—Sequence of process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P80/00—Climate change mitigation technologies for sector-wide applications
- Y02P80/30—Reducing waste in manufacturing processes; Calculations of released waste quantities
Description
【発明の属する技術分野】
本発明は、液晶パネル等のディスプレイパネルに、実装部品の固定用の粘着シートを貼り付ける粘着シート貼付け装置、粘着シート貼付方法、部品実装機、及びこれを用いたディスプレイパネルの製造方法に関する。
【0002】
【従来の技術】
従来より、液晶パネル等のディスプレイパネルに、実装部品の固定用の粘着シートを貼り付けて、この粘着シートに実装部品を圧着させる部品実装機が知られている。例えば、液晶パネルに離型紙付きのACF(異方性導電フィルム)を貼り付け、ACFの離型紙を剥離した後、ACFにTCP(薄型LSIパッケージ)を圧着させて、液晶パネルにTCPを実装する電子部品実装機がある。
【0003】
図12は、従来のACF貼付装置の工程図を示している。ステージ100と対向するようにヘッド101が配置されている。ヘッド101は、加圧面101aを備えている。ACF102の供給側には、リール104が配置されている。リール104には離型紙付のACF102が巻回されている。ACF102は、供給ローラ105a〜105dを経て、ステージ100上に供給される。
【0004】
図12(a)は、ACF貼り付け動作における初期状態を示しており、ACF102の先端部がカッター108の位置にある。図13(b)の工程では、フィードチャック107によって、ACF102がステージ100上に所定長さ引き出されている。この引き出しは、フィードチャック107のチャック部が、離型紙103を挟み込んだ状態で、フィードチャック107を矢印a方向に移動させて行なう。
【0005】
図12(b)のように、ACF102が1回の貼り付けに必要な所定長さ(以下、「1貼り付け単位」という。)だけ引き出された状態で、カッタ108により、ACF102が、離型紙103を残してカットされる。カット後は、カッター108はステージ100上から退避する。この状態で、ステージ100上に基板が供給される。
【0006】
図12(c)は、ヘッド101によって、基板110上に1貼り付け単位のACF102を押圧している状態を示している。この状態では、加圧面101aが所定温度に加熱された状態で、ACF102を介して、基板110を押圧し、基板110にACF102が貼り付けられ、ヘッド101は上昇する。
【0007】
この後、シートロック109が離型紙103を挟んで保持した状態で、フィードチャック107を開いた状態で、ACF102の供給側に移動させて、基板110に貼り付けたACF102から離型紙103を剥離する。この剥離後は、図12(b)、(c)に示した工程を繰り返すことにより、基板110の残りの貼り付け箇所に、順次1貼り付け単位のACF102の貼り付けを行う。基板110に対するすべてのACF貼り付けが終了すると、基板110は次工程へと搬送される。
【0008】
ここで、ACF102はリール104に巻き付けられているが、1つのリールで、できるだけ多くのACFを供給するため、複数の連続したACFを接合したACFが巻き付けられたリールを用いる場合がある。このようなリールを用いれば、ACF同士の接合部に継ぎ目が形成されることになるが、1つのリールに巻回されたACFの長さが長くなるので、リール交換の回数が省けることになる。
【0009】
また、複数の連続したACFを接合していないリールを用いる場合、又は複数の連続したACFを継ぎ目により接合したリールを用いる場合、いずれの場合においても、一つのリールにおけるACFの最終位置には、終端マークが形成されており、この終端マークが現われると、このリールにおいてACFがなくなったことを確認できる。
【0010】
【発明が解決しようとする課題】
しかしながら前記のような従来のACF貼付け装置では、以下のような問題があった。継ぎ目付きのACFを巻回したリールを用いた場合は、継ぎ目を含む部分は、基板への貼り付けに用いることができない。このため、継ぎ目が表れると、生産をいったん中止し、継ぎ目を含む部分を剥離する必要がある。
【0011】
継ぎ目が生産の終了時に表れる設定であれば、装置が稼動停止している間を利用して、継ぎ目を含む部分を剥離し、図12(a)に示したような初期状態に設定すれば、稼動率の低下は抑えることができる。しかし、継ぎ目がいつ現れるかは、貼り付け長さや、リールの種類によって異なり、継ぎ目が生産の終了時に表れる設定ができない場合がほとんどである。このため、継ぎ目が現れると生産途中でACF貼付装置を一旦停止させる必要があった。
【0012】
この場合、継ぎ目を含むACFを離型紙から剥離することになるが、この剥離部分に1貼り付け単位以上の貼り付け長さが残っている場合が多く、継ぎ目までのACFのうち使用できる限界まで基板に貼り付けて使用することなく、必要以上に無駄に剥離する場合が多く、材料ロスが発生するという問題があった。
【0013】
また、継ぎ目が現れた後において、ACFの継ぎ目部分を剥離する一連の動作は、手作業によるため、準備作業に時間がかかるという問題があった。
【0014】
また、終端マークを設けたACFを設けた場合、終端マークを確認した場合において、終端マークまでのACFのうち使用できる限界まで基板に貼り付けて使用することなく材料が無駄になる場合が多いという問題があった。
【0015】
本発明は、前記のような従来の問題を解決するものであり、生産性に優れ、かつ材料ロスも低減できる粘着シート貼付装置、部品実装機、及びこれを用いたディスプレイパネルの製造方法を提供することを目的とする。
【0016】
【課題を解決するための手段】
前記目的を達成するために、本発明の粘着シート貼付装置は、長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付装置であって、前記粘着シートは、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成されており、前記粘着シート貼付装置は、前記粘着シートを前記対象物上に送る送り手段と、前記粘着シートのうち貼り付けに必要な長さ分を切断する切断手段と、前記対象物に前記切断した粘着シートを貼り付ける貼り付け手段と、前記接合部又は終端部を検出する検出手段と、少なくとも前記送り手段、切断手段、及び貼り付け手段の動作を制御する制御手段とを備え、前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする。
本発明の別の粘着シート貼付装置は、長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付装置であって、前記粘着シートは、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成されており、前記粘着シート貼付装置は、前記粘着シートから剥離した離型紙を保持した状態で移動して、前記粘着シートを前記対象物上に送る送り手段と、前記送られた粘着シートのうち貼り付けに必要な長さ分を切断する切断手段と、前記対象物に前記切断した粘着シートを貼り付ける貼り付け手段と、前記接合部又は終端部を検出する検出手段と、少なくとも前記送り手段、切断手段、及び貼り付け手段の動作を制御する制御手段とを備え、前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする。
【0017】
前記のような粘着シート貼付装置によれば、継ぎ目の検出手段を備えているので、1回分の粘着シートの貼り付け長さや、リールの種類に関係なく、検出手段が継ぎ目を検出して、確実に送り手段の移動が停止することになる。このため、継ぎ目を含んだ粘着シートを対象物に貼り付けることを、確実に防止できる。さらに、継ぎ目までの間の粘着シートを有効利用できるので、材料ロスを抑えることができる。
【0018】
また、前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記粘着シートのうち、前記離型紙の排出側の端面と、前記接合部又は終端部までの間に、前記対象物への1回分の貼り付けに必要な長さが確保されているか否かを判断し、
確保されていると判断した場合は、前記1回分の貼り付け長さの粘着シートを前記対象物に貼り付けるまで、前記送り手段及び前記貼り付け手段の動作を継続させ、
確保されていないと判断した場合は、前記送り手段の移動を停止させることが好ましい。
【0019】
また、前記対象物の前記粘着シートの貼り付け箇所は、2箇所以上であり、前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記粘着シートのうち、前記離型紙の排出側の端面と、前記接合部又は終端部までの間に、前記対象物の一つ分の貼り付けに必要な長さが確保されているか否かを判断し、
確保されていると判断した場合は、前記対象物の一つ分の粘着シートの貼り付け箇所のすべてに、前記粘着シートを貼り付けるまで、前記送り手段及び前記貼り付け手段の動作を継続させ、
確保されていないと判断した場合は、前記送り手段の移動を停止させることが好ましい。前記のような粘着シート貼付装置によれば、対象物への貼り付け途中で、対象物を放置することによる貼り付け済の粘着シートの劣化を防止することができる。また、粘着シート貼付装置内に基板が残存しないため、装置停止後の手作業を行ない易く、作業性も向上する。
【0020】
また、前記制御手段は、前記検出手段が前記接合部を検出したときは、前記接合部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで、前記送り手段を移動させ、前記切断手段で前記粘着シートを切断することが好ましい。前記のような粘着シート貼付装置によれば、継ぎ目のスキップ作業を自動化しているので、初期状態の設定までの人手による手作業を軽減できることになる。
【0021】
また、前記対象物が載置される基台を備え、前記貼り付け手段は、前記基台上に載置された前記対象物を、前記対象物上に送られた粘着シートを介して押圧する加圧手段を備えていることが好ましい。
【0022】
また、捨て打ち基台をさらに備えており、前記制御手段は、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させた後、前記切断手段により、前記粘着シートを切断させ、前記捨て打ち基台に、前記粘着シートを貼り付けることが好ましい。
また、前記基台上への移動と、前記基台からの退避とが可能な捨て打ち基台をさらに備えており、前記制御手段は、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させた後、前記切断手段により、前記粘着シートを切断させ、前記捨て打ち基台を前記基台上へ移動させ、前記加圧手段により、前記捨て打ち基台に、前記粘着シートを貼り付けることが好ましい。前記のような粘着シート貼付装置によれば、継ぎ目検出後、初期状態に設定するまでの間の、人手による手作業をなくしており、稼動率がより向上することになる。
【0023】
また、前記捨て打ち基台には、離型紙が貼り付けられており、前記粘着シートを前記離型紙上に貼り付けることが好ましい。前記のような粘着シート貼付装置によれば、前記捨て打ち基台から粘着シートを剥離する作業が容易になる。
【0024】
また、前記捨て打ち基台に、前記粘着シートが所定枚数貼り付けられると通知する通知手段を備えていることが好ましい。前記のような粘着シート貼付装置によれば、粘着シートが捨て打ち基台から剥離しないまま放置されることを防止できる。
【0025】
また、前記捨て打ち基台は、可動手段により回動可能な支持手段に取り付けられており、前記支持手段の回動により、前記基台上への移動と、前記基台からの退避とが可能であることが好ましい。前記のような粘着シート貼付装置によれば、簡単な構造で、捨て打ち基台を基台上に確実に載置することができる。
【0026】
次に、本発明の部品実装機は、前記各粘着シート貼付装置を用いた部品実装機であって、前記粘着シート貼付装置によって対象物に貼り付けられた前記粘着シートに実装部品を固定することを特徴とする。前記のような部品実装機によれば、前記各粘着シート貼付装置を用いているので、生産性に優れ、かつ材料ロスも低減できる。
【0027】
また、本発明のディスプレイパネルの製造方法は、前記各粘着シート貼付装置を用いたディスプレイパネルの製造方法であって、前記対象物がディスプレイパネルで、前記粘着シートが異方性導電フィルムであることを特徴とする。前記のようなディスプレイパネルの製造方法によれば、前記各粘着シート貼付装置を用いているので、生産性に優れ、かつ材料ロスも低減できる。
【0028】
次に、本発明の粘着シート貼付方法は、長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付方法であって、前記粘着シートとして、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成された粘着シートを供給し、前記粘着シートから剥離した離型紙を送り手段により保持して移動させて前記粘着シートを送り、前記送られた粘着シートのうち、貼り付けに必要な長さ分を切断手段により切断し、前記対象物に前記切断した粘着シートを貼り付手段により貼り付け、前記接合部又は終端部を検出手段により検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする。
本発明の別の粘着シート貼付方法は、長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付方法であって、前記粘着シートとして、長手方向に連続した粘着シートの端部同士を継いだ接合部が形成された粘着シートを供給し、前記粘着シートから剥離した離型紙を送り手段により移動させて前記粘着シートを送り、前記送られた粘着シートのうち、貼り付けに必要な長さ分を切断手段により切断し、前記対象物に前記切断した粘着シートを貼り付手段により貼り付け、前記接合部を検出手段により検出したときは、前記接合部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させ、前記切断手段により前記粘着シートを切断させ、捨て打ち基台に前記粘着シートを貼り付けた後、前記貼り付け手段の動作を再開させることを特徴とする。
【0029】
前記のような粘着シート貼付方法によれば、継ぎ目の検出手段を備えているので、1回分の粘着シートの貼り付け長さや、リールの種類に関係なく、検出手段が継ぎ目を検出して、確実に送り手段の移動が停止することになる。このため、継ぎ目を含んだ粘着シートを対象物に貼り付けることを、確実に防止できる。さらに、継ぎ目までの間の粘着シートを有効利用できるので、材料ロスを抑えることができる。
【0030】
【発明の実施の形態】
以下、本発明の一実施形態について図面を参照しながら説明する。以下の各実施形態における粘着シート貼付け装置は、ACF貼付装置の例である。
【0031】
(実施の形態1)
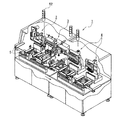
図1は、本発明の一実施形態に係る部品実装機の斜視図を示している。本図に示した部品実装機1は、貼り付け対象物である液晶パネルにACFを貼り付け、実装部品であるTCPを実装する装置である。部品実装機1は、ACF貼付装置2を含んでおり、ACF貼付装置2によって、液晶パネルにACFが貼り付けられ、ACFの離型紙が剥離される。以後、TCP仮圧着部3によって、実装部品であるTCPが液晶パネルに仮圧着され、TCP本圧着部4を経て、液晶パネルにTCPが実装される
搬送アーム5は、液晶パネルを搬送するためのものである。装置外から搬送アーム5に受け渡された液晶パネルは、各部2〜4での作業が完了すると、順次隣接する搬送アーム5に受け渡されながら矢印方向に搬送される。
【0032】
図2は、図1に示したACF貼付装置2の拡大斜視図を示している。基台であるステージ6と対向するように加圧手段であるヘッド7が配置されている。ステージ6には、貼り付け対象物である液晶パネルが載置される。ACF8の供給側には、リール9が配置されている。リール9には離型紙の付いたACFが巻き付けられている。
【0033】
本実施形態では、リール9に巻回されているACFは、連続した少なくとも2つのACFの端部同士が接合されたものである。図3に、本実施形態に用いたACFの要部平面図を示している。図3(a)に示したように、ACF8には接合部である継ぎ目18が形成されている。この継ぎ目18は、本図に示したように、ACF8の端部同士をテープ状のもので継いで接合したものである。継ぎ目18は、検出手段である継ぎ目センサ11によって検出される。
【0034】
また、図3(b)に示したように、ACF8には終端部である終端マーク31が形成されている。終端マーク31は、リール9におけるACF8の使用限度すなわち終端位置の目安となるものである。この終端マーク31は、ACF8に赤色等のマークを施し、視覚的に認識できるようにしたものである。終端マーク31は、検出手段である終端センサによって検出される。本実施形態では、継ぎ目センサ11が終端センサとしても機能するものであり、継ぎ目18及び終端マーク31のいずれをも検出できる。ただし、この構成に限るものではなく、継ぎ目センサ、終端センサをそれぞれ別個に設けた構成でもよい。
【0035】
ACF8は、切断手段であるカッターによって所定長さにカットされる。本図の状態では、カッターはヘッド7の奥側に退避している。離型紙15を挟み込んだ送り手段であるフィードチャック10の移動により、ACF8は、リール9から送り出される。以下この動作を「フィード」という。
【0036】
ACF8は、供給ローラ13a〜13dを経て、ステージ7上に供給される。また、ACF8の貼り付けが終わり、ACF8から剥離した離型紙15は、排出ローラ14を経て排出される。
【0037】
本実施形態は、制御部を備えており、前記のフィードチャック10、カッター、及びヘッド7の動作はこの制御部で制御される。また、制御部には、継ぎ目センサ11の検出信号も入力される。
【0038】
以下、図4〜6の工程図を参照しながら、本発明の一実施形態に係るACF貼付装置について説明する。各図は、図2に示したACF貼付装置2を簡略化して図示したものである。
【0039】
図4(a)は、ACF貼り付け動作における初期状態を示している。ACF8の先端8aは、カッター16のカット位置にある。図4(b)の工程では、フィードチャック10が矢印a方向(ACF8の供給側方向)に移動している。この移動は、フィードチャック10の保持手段であるチャック部10aが開いた状態で行われる。本図は、フィードチャック10の移動完了状態を示しており、この後に、フィードチャック10は、チャック部10aを閉じ、チャック部10aは離型紙15を挟み込んで保持する。
【0040】
図4(c)の状態は、離型紙15を保持したフィードチャック10が、矢印b方向(離型紙15の排出側方向)に移動して、ACF8をステージ6上に1回の貼り付けに必要な所定長さ(以下、「1貼り付け単位」という。)だけフィードした後の状態である。
【0041】
図5(d)は、ACF8のカット工程を示している。カッタ16のカット機構16aが、ACF8を挟み込み、カット機構16aの刃先がACF8の厚さ方向に切り込んで、ACF8はカットされる。このカットは、ACF8のみであり、離型紙15はカットすることなく残すように設定されている。ACF8のカット後は、カッター16は、ヘッド7と干渉しない位置まで退避する。
【0042】
図5(e)は、加圧工程を示している。カッター16の退避後、ステージ6上には、基板17が搬送されている。本図の状態では、ヘッド7の加圧面7aが所定の温度に加熱された状態で、ACF8を介して、基板17を押圧し、基板17上に1貼り付け単位のACF8が貼り付けられることになる。
【0043】
図5(f)に示したように、ACF8の貼り付け後は、ヘッド7は上昇(ステージ7から遠ざかる方向に移動)する。この後、保持手段であるシートロック12が離型紙15を挟んで保持した状態で、フィードチャック10を開いてACF8の供給側に移動させて、基板17に貼り付けたACF8から離型紙15を剥離する。この剥離によって、基板17への1貼り付け単位のACF8bの貼り付けが完了することになる。この後は、基板17は次工程へとは搬送される。次に、図4(c)に示した次の1貼り付け単位のACF貼り付けのためのフィードチャック10のフィードに戻り、前記の各工程を繰り返して、ステージ6上に順次搬送される各基板17に、ACF8を貼り付けて行くことになる。
【0044】
なお、本実施形態では、1枚の基板17におけるACF8の貼り付け箇所が1箇所の例で説明しているが、図7に示すように、1枚の基板17におけるACF8の貼り付け箇所が複数の場合もある。この場合は、ヘッド7の加圧面7aの大きさも、各1貼り付け単位のACF8を加圧できる程度の大きさとなり、1貼り付け単位のACF8の貼り付けが完了する毎に、基板の位置をスライド又は回転させて、次の1貼り付け単位のACF8の貼り付け工程に移行する。
【0045】
ここで、本実施形態では、継ぎ目付きACFが巻回されたリール9を用いているので、フィードチャック10のフィードを繰り返しているうちに、リール9から継ぎ目が現れてくることになる。図6(g)は、フィードチャック10の移動中に、継ぎ目18が継ぎ目センサ11の配置位置に達した状態を示している。この状態で、継ぎ目センサ11は継ぎ目18を検知することになる。
【0046】
本実施形態は、継ぎ目18を検知した後も、継ぎ目18までの間のACF8のうち、使用できる限界まで使用するように貼り付け動作を継続する実施形態である。
【0047】
本実施形態では、カッター16のカット位置からの継ぎ目センサ11までの長さL1が、制御部に登録されている。また、本実施形態では、基板上に貼り付ける各1貼り付け単位のACF8のシート長さが毎回異なる場合も想定している。ただし、毎回の貼り付け長さが同一であっても、もちろんよい。継ぎ目センサ11が継ぎ目18を検出すると、制御部は、離型紙15の排出側の端面と継ぎ目18との間のACF8に、次の1貼り付け単位分が残っているかを演算する。
【0048】
この演算は、基板へ貼り付けるシートの各貼り付分の貼り付け長さをあらかじめ入力しておけば可能となる。ここで、次の1貼り付け単位の長さをLとすると、ACF8は、すでにカット位置から長さL2分だけフィードされているので、あと長さ(L−L2)分だけフィードすれば、次の1貼り付け単位の長さLがフィードされることになる。
【0049】
この場合、長さL1に、長さ(L−L2)分の長さが残っているか否かを、下記の式(1)を満足するか否かにより判断する。式(1)を満足していれば、次の1貼り付け単位の長さLが確保されていることになるので、制御部は次の1貼り付け単位のシート貼り付けが可能と判断し、次の1貼り付け単位の貼り付けに移行させる。式(1)を満足していなければ、次の1貼り付け単位のシート貼り付け長さLが確保されていないことになるので、制御部は次の1貼り付け単位のシート貼り付けはできないと判断し、装置の動作を停止させる。
【0050】
なお、長さL2は、フィードチャック10の移動開始から、移動停止までの間の駆動モータのパルス数に基いて制御部で算出できる。
【0051】
式(1) L1−(L−L2)≧0
式(1)を満足していれば、次の1貼り付け単位のシート貼り付けを行うことになるが、この1貼り付け単位のシート貼り付け長さを除いたACF8の残り長さ(カッター16のカット位置から継ぎ目18までの長さ)をL3とすると、制御部は、L3=L1−(L−L2)を記憶する。このL3のデータを用い、さらに次の1貼り付け単位をLとすると、以下の式(2)を満足するか否かで、さらに次の1貼り付け単位(長さL)の貼り付けが可能か否かを判断する。
【0052】
式(2) L3−L≧0
以後は1貼り付け単位のACF8を貼り付ける毎に、前記L3をその時点のACF残り長さに更新し、以下の式(2)を満足するか否かで、次の1貼り付け単位の貼り付けが可能か否かを判断する。
【0053】
したがって、制御部は、継ぎ目センサ11が継ぎ目18を検知すると、継ぎ目18までに貼り付け可能な1貼り付け単位の数分のACF8の貼り付けを実行させ、その1貼り付け単位の数分の貼り付け完了後に、装置の動作を停止させる。
【0054】
図6(h)は、動作停止前における最終分のACF4のカット工程を示している。この後、カッター16が退避し、基板が供給されると、図5(e)の工程と同様に、ヘッド7の加圧面7aが所定温度に加熱された状態で、ACF8を介して、基板17を押圧し、基板17に最後の1貼り付け単位のACF8が貼り付けられることになる。その後、図6(i)に示したように、ヘッド7は上昇し、フィードチャック10の剥離動作により、離型紙15を剥離した後、本図の状態で、装置を一旦停止させる。その後は人手により、継ぎ目18がカッター16の位置より搬出側になるように、ACF8をフィードしてACF8を離型紙15を残してカットした後、カット位置までACF8を離型紙15から剥離する。このことにより、カット位置が、新たにACF8の先端となる。これら作業を経て、装置を図4(a)に示したような初期状態にする。
【0055】
本実施形態によれば、継ぎ目センサ11を備えているので、1貼り付け単位の大きさや、リールの種類に関係なく、継ぎ目センサ11が継ぎ目18を検出して、確実にフィードチャック10の移動が停止することになる。このため、継ぎ目を含んだACF8を基板17に貼り付けることを、確実に防止できる。
【0056】
また、フィードチャック10の移動停止後、初期状態の設定までに、人手による手作業が必要になるが、引き続き同じリールが使えるので、リール交換回数は少なくなり、リール交換の作業負担は小さくなる。このことに加えて、継ぎ目18までの間のACF8を有効利用できるので、材料ロスを抑えることができる。
【0057】
なお、本実施形態には、実施形態1と同様に、ACFの終端マークを検出するものにも適用できる。この場合も、終端マークまでのACFに、次の1貼り付け単位が確保できなくなるまで、貼り付け動作を継続し、次の1貼り付け単位を確保できなくなった時点で貼り付け動作を停止する。
【0058】
また、前記実施形態では、継ぎ目により接合されたACFが巻回されたリールを用いた例で説明したが、前記のような終端マークを検出する構成は、継ぎ目のない1本のACFが巻回されたリールにも適用できる。この場合も終端マークを含んだACFを基板に貼り付けることを確実に防止することができ、かつ終端マークまでの間のACFを有効利用できる。
【0059】
(実施の形態2)
前記実施形態1は、次の1貼り付け単位が確保できるか否かを判断する例で説明したが、これに限るものではなく、次の基板の1枚分に貼り付けるすべてのACFの貼り付け長さを合計した長さが確保できるか否かを判断するものであってもよい。
【0060】
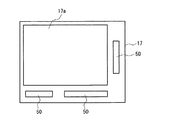
この実施形態について、図7を参照しながら説明する。図7は、基板の一例に係る平面図を示している。基板17上には、液晶パネル17aが搭載されている。50は、液晶パネル17aを動作させるためのICが装着される箇所、すなわちACFを貼り付ける箇所である。本図の例では、ACFをそれぞれ1貼り付け単位が異なる合計3箇所に貼り付けることになる。
【0061】
本実施形態では、ACFの継ぎ目18を検出すると、継ぎ目18までのACFに、現在ACFを貼り付け中の基板17の1枚分に貼り付けるだけのACFが確保できるかを判断する。現在ACFを貼り付け中の基板17の1枚分にへの貼り付け長さが確保できている場合は、貼り付けを続行する。また搬入されてきた次の基板17の1枚分のACFの貼り付け長さ(図7の場合は3箇所に相当する長さ)が、継ぎ目18までに確保できるかを判断する。次の基板17の1枚分のACFの貼り付け長さが確保できると判断した場合は、貼り付けを続行する。
【0062】
これら判断は、次の基板17に貼り付けるACFの合計長さをLとして、式(1)、式(2)を適用すればよい。この場合、次の基板17に必要なACFの長さ分が確保できなくなった時点で、貼り付け動作を停止させる。このようにすると、1貼り付け単位毎に判断する場合に比べて、ACFの有効利用という点では劣るが、基板17への貼り付け途中で装置の動作が停止することを避けることができる。このことにより、基板17への貼り付け途中で、基板17を放置することによる貼り付け済のACFの劣化を防止することができる。また、ACF貼付装置内に基板17が残存しないため、装置停止後の手作業を行ない易く、作業性も向上する。
【0063】
(実施の形態3)
図8は、実施形態3に係るACF貼付装置の工程図を示している。本実施形態は、図6(h)のように、最終分のACF8のカット工程を行ない、最終分のACF8を基板に貼り付けるまでの工程は、前記実施形態1と同様である。本実施形態は、継ぎ目18を検出した場合には、継ぎ目18のスキップ(空送り)を自動で行なう実施形態である。
【0064】
図8(a)の状態は、継ぎ目センサ11により継ぎ目18を検出した後に、最終分の1貼り付け単位のACF8のシート貼り付けを行なった後の状態である。フィードチャック10は、チャック部10aを開いた状態で、矢印a方向に移動した後に、カッター16の手前で停止しており、チャック部10aは、離型紙15を挟み込んで保持している。説明の便宜上、本図では、継ぎ目センサ11と継ぎ目18とが近接しているが、本図の状態は継ぎ目センサ11が継ぎ目18を検知した後、貼り付け可能な1貼り付け単位の数分のACF8の貼り付けを完了した後の状態とする。図8(b)は、フィードチャック10が矢印b方向にフィード動作のための移動を行い、ACF8の継ぎ目18がカッター16に対して搬出側まで移動している。
【0065】
ここで、図8(a)のように、継ぎ目18からカット位置までのACF8の長さをL3とすると、L3は、L1(図6(g))から継ぎ目検出後の最初の1回目のACF8の引き出し長さを差し引き、さらに貼り付け可能な1貼り付け単位の数分の貼り付け長さを差し引いた残りの長さである。この残りの長さの算出方法については、実施形態1と同様である。
【0066】
したがって、フィードチャック10を、長さL3より大きい距離だけ、矢印b方向に移動させると、継ぎ目18は、カット位置に対して離型紙15の排出側に移動していることになる。この送り量L3は、実施形態1で説明したように、制御部で算出可能である。
【0067】
図8(c)は、カット工程を示しており、スキップが完了した状態で、離型紙15を残して、ACF8をカットする。カット後、装置の動作を停止させ、カット位置までのACF8を離型紙15から人手により剥離して、初期状態へ戻す。
【0068】
前記の説明は、継ぎ目18を検出した場合の動作の説明であるが、制御部は検出したのが、継ぎ目18、終端マーク31のいずれであるかを判断可能である。継ぎ目18を検出したと判断したときは、前記のような継ぎ目18のスキップ動作を行なう。しかしながら、制御部は、終端マーク31を検出したと判断したときは、実施形態1で説明したように、終端マーク31までのACFを用いて、可能な限りの貼り付けを行った後に、装置を停止させる制御を行なう。すなわち、この場合は、終端マーク31のスキップは行なわないことになる。
【0069】
本実施形態は、前記実施形態1と同様に、継ぎ目18までの間のACF8を有効利用できるので、材料ロスを抑えることができる。このことに加えて、継ぎ目18のスキップ作業を自動化しているので、初期状態の設定までの人手による手作業を軽減できることになる。
【0070】
(実施の形態4)
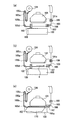
図9、10は、実施形態4に係るACF貼付装置の工程図を示している。本実施形態は、前記実施形態3の図8(c)に示したカット工程までの工程は、実施形態3と同様である。前記実施形態3では、初期状態に設定するためのACF8から離型紙15を剥離する作業を人手により行なうものであったが、実施形態4は、この剥離作業も自動で行なう実施形態である。図9(a)は、継ぎ目をスキップした後の状態を示している。本図の状態では、ステージ6上に、捨打ちステージ19が移動している。
【0071】
ここで、捨打ちステージ19の基本動作について、図11を参照しながら説明する。図11は、図2に示したACF貼付装置の要部拡大図である。捨打ちステージ19は、支持手段であるアーム23に取付けられている。アーム23は、シャフト21に継手24を介して取付けられている。シャフト21は、可動手段であるシリンダ20によって伸縮可能である。
【0072】
捨打ちステージ19は、シリンダ20によるシャフト21の伸縮により、回動軸25を中心として回動可能である。このことにより、捨打ちステージ19は、ステージ6上に移動させることも、ヘッド7の押圧時にヘッド7と干渉しない位置に退避させることも可能となる。
【0073】
また、捨打ちステージ19を、ステージ6上に配置した場合は、ヘッド7を下降させ、捨打ちステージ19に当接すると、ヘッド7が下降するにつれて、アーム23も下降し、それにつれてスプリング22が圧縮され、最終的には、ヘッド7が捨打ちステージ19を押圧することになる。
【0074】
この構成により、捨打ちステージ19をアーム23により回動させる動作だけで、捨打ちステージ19のステージ6上への設置、及び捨打ちステージ19のステージ6上からの退避を速やかに行なうことができる。しかもこのような単純な動作のみにもかかわらず、捨打ちステージ19をステージ6上に確実に載置することができる。
【0075】
図9(b)のように、ヘッド7を下降させると、前記のように、捨打ちステージ19は、ヘッド7により押圧され、ヘッド7と捨打ちステージ19との間にあるACF8は、捨打ちステージ19上に貼り付けられることになる。
【0076】
図10(a)の状態では、ヘッド7は上昇しており、この状態で、フィードチャック10を、チャック部10aを開いた状態で、矢印b方向に移動させることにより、ACF8から離型紙15を剥離する。本図は、離型紙15の剥離後の状態を示している。図10(b)の状態では、捨打ちステージ19は退避しており、この状態で次のACFのシートを貼り付ける動作をするための、初期状態になっている。以後は、前記の工程を繰り返せば、再び前記のような自動化された貼り付け工程を続行できることになる。
【0077】
捨打ちステージ19にACF8が、所定枚数貼り付けられると、その貼り付けられたACF8は作業者により、捨打ちステージ19から剥離され、粘性を取り除くため、捨打ちステージ19上の清掃が行われる。また、捨打ちステージ19にあらかじめ離型紙を貼り付けておき、その上にACF8を貼り付けるようにすれば、剥離作業が容易になる。
【0078】
また、制御部は、この捨て打ちをしたACF8、又は離型紙の剥離が必要であることを判断し、操作画面(図示せず)上、又は図1に示すシグナルタワー52により、作業者に通知する。剥離が必要であることの判断は、例えば捨て打ち回数をカウントし、あらかじめ設定した所定回数の捨て打ち回数に達したときに、剥離が必要であると判断する。
【0079】
また、捨て打ちされたACF8の厚み、粘度センサで検出した粘度、及び捨て打ち回数の情報を総合的に判断して通知するものでもよい。捨打ちステージ19のACF8又は離型紙の剥離作業については、そのタイミングを作業者に知らせるので、剥離しないまま放置されることはない。したがって、許容条件を外れた状態でヘッドが捨て打ち加圧を行なうことによる品質上の問題を防ぐとともに、剥離が必要なときに速やかに剥離作業がされるので、生産効率も向上する。
【0080】
本実施形態は、前記実施形態3と同様に、スキップ作業を自動化している。このことに加えて、捨打ちステージ19に捨て打ちしたACF8、又はあらかじめ捨打ちステージ19に貼り付けておいた離型紙の剥離作業を除けば、継ぎ目検出後の、人手による手作業をなくしている。すなわち、本実施形態は、継ぎ目検出後の、継ぎ目のスキップ及びそのスキップ部分のACF8からの離型紙の剥離の一連の動作を自動化しており、前記各実施形態に比べ、稼動率がより向上することになる。
【0081】
ここで、スキップした部分のACF8を捨て打ちする理由は、ACF8の継ぎ目を含む部分をスキップしたとしても、ヘッド7で1貼り付け単位以上のスキップした部分も含む所定長さを加圧して貼り付けてしまうことを避けるためと、捨て打ちすることにより、スキップ部分をフィードチャック10やシートロック12が挟持することを避けるためである。仮に、スキップ部分をフィードチャック10やシートロック12が挟持したとすると、フィードチャック10やシートロック12にACF8が付着する可能性があり、付着した場合には正しいフィードができなくなる可能性がある。
【0082】
なお、前記実施形態1〜4では、継ぎ目センサ11をステージ6からある程度離して配置した構成について説明した。このような構成にしているのは、ステージ6やヘッド7との干渉がなくなることと、継ぎ目センサ11の検出位置をACF8側への配置(継ぎ目を検出し易い配置)することが容易となるためである。
【0083】
レイアウト上、可能であれば、継ぎ目センサ11をカッター16の近傍に配置してもよい。この場合は、継ぎ目18を検出した時点で、ACF8には1回分の貼り付け長さを確保できる長さが残らない設定も可能である。この構成によれば、継ぎ目18の検出後は、貼り付け工程が不要となり、引き続きスキップ工程に移行できる。
【0084】
また、前記実施形態では、ACFをリールに巻回した状態から供給する例で説明したが、これに限るものではなく、フィード可能なようにACFが収納されていればよく、他の形態で収納したACFを供給するものでもよい。
【0085】
また、前記実施形態ではACFの例で説明したが、これに限らず離型紙付粘着シートであれば同様の効果が得られる。また、実装対象物が液晶パネルの例で説明したが、これに限らず、プラズマディスプレイ等のディスプレイパネルについても同様の効果が得られる。
【0086】
【発明の効果】
以上のように本発明によれば、継ぎ目の検出手段を備えているので、1回分の粘着シートの貼り付け長さや、リールの種類に関係なく、検出手段が継ぎ目を検出して、確実に送り手段の移動が停止することになる。このため、継ぎ目を含んだ粘着シートを対象物に貼り付けることを、確実に防止できる。
【0087】
また、継ぎ目までの間の粘着シートを有効利用できるので、材料ロスを抑えることができる。さらに、継ぎ目検出後、初期状態に設定するまでの間の、人手による手作業を自動化することにより、稼動率がより向上する。
【図面の簡単な説明】
【図1】本発明の一実施形態に係る部品実装機の斜視図
【図2】本発明の一実施形態に係るACF貼付装置の斜視図
【図3】本発明の実施形態用いるACFの要部断面図
【図4】本発明の実施形態1に係るACF貼付装置の工程図
【図5】本発明の実施形態1に係るACF貼付装置の工程図
【図6】本発明の実施形態2に係るACF貼付装置の工程図
【図7】ACFの貼り付け箇所が複数の基板の一例の平面図
【図8】本発明の実施形態3に係るACF貼付装置の工程図
【図9】本発明の実施形態4に係るACF貼付装置の工程図
【図10】本発明の実施形態4に係るACF貼付装置の工程図
【図11】本発明の一実施形態に係るACF貼付装置の要部斜視図
【図12】従来のACF貼付装置の一例に係る工程図
【符号の説明】
1 部品実装機
2 ACF貼付装置
6 ステージ
7 ヘッド
7a 加圧面
8 ACF
9 リール
10 フィードチャック
11 継ぎ目センサ
12 シートロック
10 ヘッド
11 カッタ
12 ロックチャック
15 離型紙
16 カッター
17 基板
18 継ぎ目
19 捨て打ちステージ
31 終端部
Claims (15)
- 長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付装置であって、
前記粘着シートは、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成されており、
前記粘着シート貼付装置は、
前記粘着シートを前記対象物上に送る送り手段と、
前記粘着シートのうち貼り付けに必要な長さ分を切断する切断手段と、
前記対象物に前記切断した粘着シートを貼り付ける貼り付け手段と、前記接合部又は終端部を検出する検出手段と、
少なくとも前記送り手段、切断手段、及び貼り付け手段の動作を制御する制御手段とを備え、
前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする粘着シート貼付装置。 - 長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付装置であって、
前記粘着シートは、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成されており、
前記粘着シート貼付装置は、
前記粘着シートから剥離した離型紙を保持した状態で移動して、前記粘着シートを前記対象物上に送る送り手段と、
前記送られた粘着シートのうち貼り付けに必要な長さ分を切断する切断手段と、
前記対象物に前記切断した粘着シートを貼り付ける貼り付け手段と、前記接合部又は終端部を検出する検出手段と、
少なくとも前記送り手段、切断手段、及び貼り付け手段の動作を制御する制御手段とを備え、
前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする粘着シート貼付装置。 - 前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記粘着シートのうち、前記離型紙の排出側の端面と、前記接合部又は終端部までの間に、前記対象物への1回分の貼り付けに必要な長さが確保されているか否かを判断し、
確保されていると判断した場合は、前記1回分の貼り付け長さの粘着シートを前記対象物に貼り付けるまで、前記送り手段及び前記貼り付け手段の動作を継続させ、
確保されていないと判断した場合は、前記送り手段の移動を停止させる請求項1又は2に記載の粘着シート貼付装置。 - 前記対象物の前記粘着シートの貼り付け箇所は、2箇所以上であり、前記制御手段は、前記検出手段が前記接合部又は終端部を検出したときは、前記粘着シートのうち、前記離型紙の排出側の端面と、前記接合部又は終端部までの間に、前記対象物の一つ分の貼り付けに必要な長さが確保されているか否かを判断し、
確保されていると判断した場合は、前記対象物の一つ分の粘着シートの貼り付け箇所のすべてに、前記粘着シートを貼り付けるまで、前記送り手段及び前記貼り付け手段の動作を継続させ、
確保されていないと判断した場合は、前記送り手段の移動を停止させる請求項1又は2に記載の粘着シート貼付装置。 - 前記制御手段は、前記検出手段が前記接合部を検出したときは、前記接合部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで、前記送り手段を移動させ、前記切断手段で前記粘着シートを切断する請求項1又は2に記載の粘着シート貼付装置。
- 前記対象物が載置される基台を備え、前記貼り付け手段は、前記基台上に載置された前記対象物を、前記対象物上に送られた粘着シートを介して押圧する加圧手段を備えている請求項1から5のいずれかに記載の粘着シート貼付装置。
- 捨て打ち基台をさらに備えており、
前記制御手段は、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させた後、
前記切断手段により、前記粘着シートを切断させ、前記捨て打ち基台に、前記粘着シートを貼り付ける請求項6に記載の粘着シート貼付装置。 - 前記基台上への移動と、前記基台からの退避とが可能な捨て打ち基台をさらに備えており、
前記制御手段は、前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させた後、
前記切断手段により、前記粘着シートを切断させ、前記捨て打ち基台を前記基台上へ移動させ、前記加圧手段により、前記捨て打ち基台に、前記粘着シートを貼り付ける請求項6に記載の粘着シート貼付装置。 - 前記捨て打ち基台には、離型紙が貼り付けられており、前記粘着シートを前記離型紙上に貼り付ける請求項7又は8に記載の粘着シート貼付装置。
- 前記捨て打ち基台に、前記粘着シートが所定枚数貼り付けられると通知する通知手段を備えている請求項7又は8に記載の粘着シート貼付装置。
- 前記捨て打ち基台は、可動手段により回動可能な支持手段に取り付けられており、前記支持手段の回動により、前記基台上への移動と、前記基台からの退避とが可能である請求項7又は8に記載の粘着シート貼付装置。
- 請求項1から11のいずれかに記載の粘着シート貼付装置を用いた部品実装機であって、前記粘着シート貼付装置によって対象物に貼り付けられた前記粘着シートに実装部品を固定することを特徴とする部品実装機。
- 請求項1から11のいずれかに記載の粘着シート貼付装置を用いたディスプレイパネルの製造方法であって、前記対象物がディスプレイパネルで、前記粘着シートが異方性導電フィルムであることを特徴とするディスプレイパネルの製造方法。
- 長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付方法であって、
前記粘着シートとして、長手方向に連続した粘着シートの端部同士を継いだ接合部、及び長手方向の供給の終端位置を表す終端部のうち少なくともいずれかが形成された粘着シートを供給し、
前記粘着シートから剥離した離型紙を送り手段により保持して移動させて前記粘着シートを送り、
前記送られた粘着シートのうち、貼り付けに必要な長さ分を切断手段により切断し、前記対象物に前記切断した粘着シートを貼り付手段により貼り付け、
前記接合部又は終端部を検出手段により検出したときは、前記接合部又は終端部までの貼り付け可能な長さ分の粘着シートの貼り付けを行なった後に、前記送り手段及び前記貼り付け手段の動作を停止させることを特徴とする粘着シート貼付方法。 - 長手方向に連続して供給された離型紙付き粘着シートを対象物に貼り付けて、前記粘着シートから剥離した離型紙を排出する粘着シート貼付方法であって、
前記粘着シートとして、長手方向に連続した粘着シートの端部同士を継いだ接合部が形成された粘着シートを供給し、
前記粘着シートから剥離した離型紙を送り手段により移動させて前記粘着シートを送り、
前記送られた粘着シートのうち、貼り付けに必要な長さ分を切断手段により切断し、前記対象物に前記切断した粘着シートを貼り付手段により貼り付け、
前記接合部を検出手段により検出したときは、前記接合部までの貼り付け可能な長さ分 の粘着シートの貼り付けを行なった後に、
前記接合部の位置が、前記切断手段の切断位置に対して、前記離型紙の排出側になるまで前記送り手段を移動させ、
前記切断手段により前記粘着シートを切断させ、捨て打ち基台に前記粘着シートを貼り付けた後、
前記貼り付け手段の動作を再開させることを特徴とする粘着シート貼付方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002006514A JP3704502B2 (ja) | 2002-01-15 | 2002-01-15 | 粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 |
| CNB038015196A CN100355048C (zh) | 2002-01-15 | 2003-01-14 | 胶粘层附着装置和方法、元件粘贴装置及显示面板生产方法 |
| KR1020047003830A KR100644848B1 (ko) | 2002-01-15 | 2003-01-14 | 점착 시트 부착 장치, 점착 시트 부착 방법, 부품 실장기,및 디스플레이 패널의 제조 방법 |
| PCT/JP2003/000188 WO2003060988A1 (fr) | 2002-01-15 | 2003-01-14 | Dispositif d'application de feuille adhesive, procede d'application de feuille adhesive, dispositif de montage de composants et procede de production d'ecran d'affichage |
| US10/486,147 US7285175B2 (en) | 2002-01-15 | 2003-01-14 | Adhesive sheet stamping device, adhesive sheet stamping method |
| TW092100652A TW200301946A (en) | 2002-01-15 | 2003-01-14 | Adhesive sheet stamping device, adhesive sheet stamping method, part mounting machine, and display panel manufacturing method |
| KR1020067014126A KR100729486B1 (ko) | 2002-01-15 | 2003-01-14 | 점착 시트 부착 장치, 점착 시트 부착 방법, 부품 실장기,및 디스플레이 패널의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002006514A JP3704502B2 (ja) | 2002-01-15 | 2002-01-15 | 粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003209143A JP2003209143A (ja) | 2003-07-25 |
| JP2003209143A5 JP2003209143A5 (ja) | 2005-08-11 |
| JP3704502B2 true JP3704502B2 (ja) | 2005-10-12 |
Family
ID=19191241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002006514A Expired - Lifetime JP3704502B2 (ja) | 2002-01-15 | 2002-01-15 | 粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7285175B2 (ja) |
| JP (1) | JP3704502B2 (ja) |
| KR (2) | KR100644848B1 (ja) |
| CN (1) | CN100355048C (ja) |
| TW (1) | TW200301946A (ja) |
| WO (1) | WO2003060988A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7815766B2 (en) | 2006-09-28 | 2010-10-19 | Panasonic Corporation | Apparatus and method for applying adhesive sheet |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100441069C (zh) * | 2005-01-21 | 2008-12-03 | 财团法人工业技术研究院 | 电子元件安装及安装方法 |
| WO2006098876A2 (en) | 2005-03-11 | 2006-09-21 | The Trustees Of Boston College | Microstructures, microdevices and related methods |
| JP4708896B2 (ja) * | 2005-07-20 | 2011-06-22 | 芝浦メカトロニクス株式会社 | 粘着性テープの貼着装置及び貼着方法 |
| KR100688973B1 (ko) * | 2006-02-14 | 2007-03-08 | 삼성전자주식회사 | 전도성 접착소재 가압장치 |
| KR100788463B1 (ko) * | 2006-12-30 | 2007-12-24 | (주)세스텍 | 엘시디-인쇄회로기판 접합용 본 압착장치의 시트 공급기 |
| JP4952476B2 (ja) * | 2007-09-25 | 2012-06-13 | パナソニック株式会社 | 電子部品実装システム |
| KR100892026B1 (ko) | 2007-11-26 | 2009-04-07 | 제일모직주식회사 | 가압착 공정에서의 생산성이 향상된 이방 전도성 필름 |
| JP5266582B2 (ja) * | 2008-12-26 | 2013-08-21 | Nltテクノロジー株式会社 | Acf貼付装置及び表示装置の製造方法 |
| JP2010192840A (ja) * | 2009-02-20 | 2010-09-02 | Shibaura Mechatronics Corp | 粘着テープの貼着装置 |
| JP5190024B2 (ja) * | 2009-05-27 | 2013-04-24 | 株式会社日立ハイテクノロジーズ | Acf貼付装置およびフラットパネルディスプレイの製造装置 |
| CN101840081A (zh) * | 2010-04-13 | 2010-09-22 | 苏州凯蒂亚半导体制造设备有限公司 | 一种异方性导电膜贴附机台 |
| CN104914595B (zh) * | 2014-03-10 | 2018-01-09 | 旭东机械工业股份有限公司 | 基板压制机构 |
| CN103895897B (zh) * | 2014-04-02 | 2016-04-27 | 广州市广达精密机械有限公司 | 一种精密贴合机 |
| JP6577915B2 (ja) * | 2015-07-07 | 2019-09-18 | 芝浦メカトロニクス株式会社 | 粘着テープの貼着装置 |
| CN108858451B (zh) * | 2018-06-29 | 2024-03-22 | 武汉东海敏实汽车零部件有限公司 | 汽车门框内水切自动冲切线 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5437749A (en) * | 1993-10-04 | 1995-08-01 | Marquip, Inc. | Splice synchronization system |
| JPH07270742A (ja) * | 1994-03-30 | 1995-10-20 | Matsushita Electric Ind Co Ltd | テープ圧着装置 |
| KR100285171B1 (ko) * | 1994-09-30 | 2001-03-15 | 모리시타 요이찌 | 테이프 접착장치 및 방법 |
| JP3206331B2 (ja) | 1994-10-06 | 2001-09-10 | 松下電器産業株式会社 | 異方性導電テープの貼着装置及び異方性導電テープの貼着方法 |
| JP3271537B2 (ja) * | 1996-12-13 | 2002-04-02 | 松下電器産業株式会社 | 異方性導電材の貼り付け方法 |
| JP2940537B1 (ja) * | 1998-02-25 | 1999-08-25 | 日本精機株式会社 | 包装装置 |
| JP2000357859A (ja) * | 1999-06-14 | 2000-12-26 | Seiko Epson Corp | 導電膜貼着装置及び導電膜貼着方法 |
| US6520080B1 (en) * | 2000-12-15 | 2003-02-18 | Roll Systems, Inc. | System and method for utilizing web from a roll having splices |
| JP2003012222A (ja) * | 2001-06-27 | 2003-01-15 | Shibaura Mechatronics Corp | 粘着テープの貼付装置及び貼付方法 |
| JP4587624B2 (ja) * | 2001-09-27 | 2010-11-24 | 芝浦メカトロニクス株式会社 | テープ部材の切り込み形成装置および切り込み形成方法、ならびにテープ部材の貼着装置および貼着方法 |
| US6868883B2 (en) * | 2002-07-01 | 2005-03-22 | National Gypsum Properties, Llc | Apparatus and method for reducing wallboard waste during manufacture |
-
2002
- 2002-01-15 JP JP2002006514A patent/JP3704502B2/ja not_active Expired - Lifetime
-
2003
- 2003-01-14 TW TW092100652A patent/TW200301946A/zh not_active IP Right Cessation
- 2003-01-14 KR KR1020047003830A patent/KR100644848B1/ko active IP Right Grant
- 2003-01-14 CN CNB038015196A patent/CN100355048C/zh not_active Expired - Lifetime
- 2003-01-14 WO PCT/JP2003/000188 patent/WO2003060988A1/ja active Application Filing
- 2003-01-14 US US10/486,147 patent/US7285175B2/en not_active Expired - Lifetime
- 2003-01-14 KR KR1020067014126A patent/KR100729486B1/ko active IP Right Grant
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7815766B2 (en) | 2006-09-28 | 2010-10-19 | Panasonic Corporation | Apparatus and method for applying adhesive sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100729486B1 (ko) | 2007-06-15 |
| WO2003060988A1 (fr) | 2003-07-24 |
| US20050260341A1 (en) | 2005-11-24 |
| TWI293486B (ja) | 2008-02-11 |
| KR100644848B1 (ko) | 2006-11-10 |
| CN1592961A (zh) | 2005-03-09 |
| US7285175B2 (en) | 2007-10-23 |
| JP2003209143A (ja) | 2003-07-25 |
| KR20040035794A (ko) | 2004-04-29 |
| KR20060086459A (ko) | 2006-07-31 |
| TW200301946A (en) | 2003-07-16 |
| CN100355048C (zh) | 2007-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3704502B2 (ja) | 粘着シート貼付装置、粘着シート貼付方法、部品実装機、及びディスププレイパネルの製造方法。 | |
| KR100947149B1 (ko) | 점착 시트 첩부 장치 및 첩부 방법 | |
| KR101195810B1 (ko) | 점착성 테이프의 접착 장치 | |
| JP3823783B2 (ja) | 両面テープの貼付け装置および貼付け方法 | |
| JP5315273B2 (ja) | Fpdモジュールの組立装置 | |
| JPH10240148A (ja) | 異方性導電フィルム貼付方法及び装置 | |
| JP3271537B2 (ja) | 異方性導電材の貼り付け方法 | |
| JP3588273B2 (ja) | フィルム貼付方法 | |
| WO2007141966A1 (ja) | 電子部品の実装装置 | |
| JP4870010B2 (ja) | 粘着シート貼付装置及び貼付方法 | |
| JP4616521B2 (ja) | 異方性導電体貼り付け装置および異方性導電体貼り付け方法 | |
| JP2006186151A (ja) | テープ剥離方法と装置 | |
| JP3648933B2 (ja) | 異方性導電材の貼着方法 | |
| JPH10180991A (ja) | スクリーン裏拭き装置 | |
| JP2955398B2 (ja) | 離型紙剥離装置及び離型紙剥離方法 | |
| JP4716312B2 (ja) | マスキングテープの剥離方法および剥離装置 | |
| JP5231176B2 (ja) | 異方導電膜貼付装置 | |
| JP4082390B2 (ja) | 異方性導電材の貼着装置および貼着方法 | |
| JP4031661B2 (ja) | 接続部材貼付装置 | |
| JP6184791B2 (ja) | 粘着テープの貼着装置及び貼着方法 | |
| JPH0425584A (ja) | 接着剤層の転写方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050117 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20050617 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20050706 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3704502 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090729 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090729 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100729 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110729 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110729 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120729 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120729 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130729 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |