JP3617188B2 - はんだ付方法 - Google Patents
はんだ付方法 Download PDFInfo
- Publication number
- JP3617188B2 JP3617188B2 JP12757296A JP12757296A JP3617188B2 JP 3617188 B2 JP3617188 B2 JP 3617188B2 JP 12757296 A JP12757296 A JP 12757296A JP 12757296 A JP12757296 A JP 12757296A JP 3617188 B2 JP3617188 B2 JP 3617188B2
- Authority
- JP
- Japan
- Prior art keywords
- solder
- gas
- reducing gas
- bonded
- hydrogen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Landscapes
- Wire Bonding (AREA)
Description
【発明の属する技術分野】
この発明は、電子部品などをはんだで電気的に、機械的にはんだ付けするフラックスレスはんだ付方法に関する。
【0002】
【従来の技術】
リード付きの電子部品などは、はんだ濡れ性を向上させるフラックスを使用してはんだ付けする。ベアチップなどのようにフラックスのハロゲン系元素がチップと反応して有害なときには、水素、窒素の混合雰囲気を満たしたコンベア形トンネル炉を使用するフラックスレス水素還元炉方式が使用される。フラックスレス水素還元炉は、出入口を窒素ガスのガスカーテンで閉じたトンネル炉の内部を還元性ガスで充満させて中央部にヒータなどの加熱装置を配置する。ヒートシンクである銅板とベアチップとからなる被接合物をはんだと共に治具に置いてコンベアでトンネル炉内を搬送させる。
【0003】
【発明が解決しようとする課題】
コンベア形トンネル炉の水素還元炉法によるフラックスレスはんだ付法では、次の問題点が有る。
(1)被接合物を還元しようとする還元性ガスが存在するトンネル炉内の部位に到達するのに時間がかかるため、還元用均熱領域を長く取る必要性が有り、トンネル炉の長さが大きくなり設置面積の増大を招く。
【0004】
(2)良好なはんだ接合性を維持するためにトンネル炉内の残留酸素濃度を低下させる必要があるが、そのために大量の水素、窒素ガスが必要となる。更に、炉の出入り口は大気に解放されているので、使用時でも未使用時でも炉心の酸化を防ぐための窒素ガスのガスカーテンを流し続ける必要があり、ランニングコストが非常に高い。
【0005】
(3)コンベア形トンネル炉が巨大で炉内の温度やガス雰囲気の安定に時間がかかるために、電源投入から生産開始までに時間がかかる。
この発明の課題は、炉を小形にし、窒素ガスカーテンがなくて水素、窒素ガスの使用量を低下させ、生産開始時間を短縮できるフラックスレスはんだ付装置及びこれを使用するはんだ付方法を提供することにある。
【0006】
【課題を解決するための手段】
この発明のはんだ付方法は、はんだと共に被接合物を置いた処理槽の内部を、初めに真空排気してから還元性ガスを供給し、次にはんだと被接合物との表面の酸化膜を還元性ガスで還元するようなはんだ溶融温度より低い温度で保ち、その後に被接合物をはんだの溶融温度以上に加熱し、はんだの溶融後に被接合物を冷却するものである。
【0007】
このはんだ付方法によれば、処理槽の内部は、還元性ガスを供給するときに真空になっているから、到達する残留酸素濃度が極めて低い。また、還元性ガスの無駄な消費がないし空気中の酸素と水素などの還元性ガスの化学反応が少ない。はんだの溶融温度以上に加熱するときに被接合物は還元性ガスの雰囲気に存在するから、はんだと被接合物との表面の酸化膜が還元性ガスで還元されると共に、はんだは被接合物の間で溶融する。冷却すれば、はんだ付け接合が完了する。
【0008】
さらに、還元性ガスを供給する工程と被接合物をはんだの溶融温度以上に加熱する工程との間に、はんだと被接合物との表面の酸化膜を還元性ガスで還元するようなはんだ溶融温度より低い温度で保つ工程を挿入することにより、はんだを溶融する前に、これより低い温度で被接合物は還元性ガスに曝されるので、はんだと被接合物との表面の酸化膜の還元は充分に進行してはんだ付が確実であり、はんだの種類によっては有効である。
【0009】
さらに、真空排気と還元性ガスの供給とを複数回実施することにより、処理槽の内部の残留酸素濃度が更に低下するので、酸化膜の還元が確実になる。
さらに、被接合物をはんだの溶融温度以上に加熱したときに、処理槽の内部を一旦、真空排気することにより、はんだの溶融中に被接合物は真空状態に保たれるので、はんだ接合界面に泡となって残存する吸着ガスが脱泡効果により除去される。このため、接合部分に占めるはんだ未接合部分、いわゆる、はんだボイドを大幅に削減し、例えば、チップとヒートシンクである銅板との熱伝達が向上する。
【0010】
【発明の実施の形態】
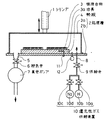
図1は実施例1の装置の断面図である。図において、シリンダ1で開閉可能で気密であり、上蓋2aとベース2bとからなる処理槽2の内部に、被接合物3のための置台と加熱装置とを兼ねてシーズヒータを埋め込んだカーボン製の熱板4を配置する。被接合物3は、ニッケルめっきされた銅板に高温はんだでトランジスタやダイオードなどの半導体ベアチップをはんだ接合しようとするものであり、多数の被接合物3は黒鉛の治具3aの上に載せられて熱板4の上に置かれる。ベース2bに排気管5と排気弁6とを介して真空ポンプ7を、供給管8と供給弁9とを介して還元性ガス供給装置10を接続する。還元性ガス供給装置10は、並列接続の水素ガス弁10a及び水素ガスボンベ10b並びに窒素ガス弁10c及び窒素ガスボンベ10dからなる。熱板4には温度計11が埋め込まれ、処理槽2には圧力計12が接続される。真空ポンプ7には図示しない水素ガス燃焼装置などの除害装置を接続して大気に開放するとよい。
【0011】
このはんだ付装置を使用するはんだ付方法の工程を説明する。
〔工程1〕シリンダ1で処理槽2の上蓋2aを上昇させてから、非加熱状態の熱板4の上に黒鉛製の治具3aを介して予備組みされた被接合物3とはんだとを置く。
〔工程2〕シリンダ1で上蓋2aを下降させた後に、排気弁6を開いて真空ポンプ7を起動する。このとき、供給弁9は閉じておくことが必要である。
〔工程3〕処理槽2を、真空排気して所定の真空圧力に到達してから、排気弁6を閉じて供給弁9を開くと共に、水素ガス弁10aと窒素ガス弁10cを開き、水素と窒素との混合ガスなどからなる還元性ガスを処理槽2に供給する。処理槽2の内部は、還元性ガスを供給するときに真空になっているから、到達する残留酸素濃度が極めて低い。また、還元性ガスの無駄な消費がないし空気中の酸素と水素などの還元性ガスの化学反応が少なくて安全である。
〔工程4〕必要によって、真空排気と還元性ガスの供給とを複数回実施すると、処理槽2の内部の残留酸素濃度が更に低下するので、酸化膜の還元が確実になる。
〔工程5〕還元性ガスの供給で圧力計12の示す処理槽2の内部の圧力が大気圧程度になったときに、供給弁9を閉じると共に、水素ガス弁10aと窒素ガス弁10cを閉じ、還元性ガスの処理槽2への供給を停止する。
〔工程6〕熱板4を加熱し、はんだと被接合物3との表面の酸化膜を還元性ガスで還元するようなはんだ溶融温度より低い温度で保つ。そうすると、はんだを溶融する前に、これより低い温度で被接合物3は還元性ガスに曝されるので、はんだと被接合物3との表面の酸化膜の還元は充分に進行してはんだ付が確実である。この工程は、はんだの種類によっては、はんだの溶融工程と同時にして省略してもよい。水素は還元性があり、窒素は不活性ガスの一種で水素の爆発の危険を低下させるし、ヘリウムより安価である。
〔工程7〕その後に熱板4をさらに加熱し、被接合物3をはんだの溶融温度以上に加熱し、はんだを溶融させる。
〔工程8〕はんだの溶融状態で、排気弁6を開いて真空ポンプ7を駆動して処理槽2の内部を一旦、真空排気すると、はんだの溶融中に被接合物3は真空状態に保たれるので、はんだ接合界面に泡となって残存する吸着ガスが脱泡効果により除去される。このため、接合部分に占めるはんだ未接合部分、いわゆる、はんだボイドを大幅に削減し、例えば、チップと銅板との熱伝達が向上する。
〔工程9〕熱板4の加熱を停止し、被接合物3を冷却してはんだ付接合を完了する。
〔工程10〕このとき、水素ガスか、水素と窒素との混合ガスのような冷却効率のよいガスを処理槽2に供給すれば、被接合物3の冷却時間が短縮される。水素は物性的に冷却効率がよく、窒素は不活性ガスの一種で水素の爆発の危険を低下させるし、ヘリウムより安価である。
〔工程11〕熱板4が所定の温度まで冷却したら、排気弁6を開いて真空ポンプ7を駆動して処理槽2の内部を排気する。
〔工程12〕所定の圧力まで排気が終わったら、排気弁6を閉じて真空ポンプ7を停止させ、供給弁9と窒素ガス弁10cとを開いて窒素ガスのみを処理槽2へ供給する。
〔工程13〕処理槽2の内部が大気圧になった後に、供給弁9を閉じてから、シリンダ1により上蓋2aを上昇させ、はんだ付接合の完了した被接合物3を取り出す。
【0012】
実施例1のはんだ付装置及びこれを使用するはんだ付方法によれば、フラックスレス用の炉を小形にし、窒素ガスカーテンがなくて水素、窒素ガスの使用量を低下させ、生産開始時間を短縮できる。従来のコンベア形トンネル炉は10m前後の長さがあったが、実施例1のはんだ付装置の処理槽は400mm程度と大幅に小さくなった。
【0013】
【発明の効果】
この発明のはんだ付方法によれば、真空パージ法になって到達する残留酸素濃度が極めて低いという効果があり、また、一度、還元温度で被接合物を還元性ガスに曝すので、酸化膜の還元は充分に進行してはんだ付が確実であるという効果がある。
【図面の簡単な説明】
【図1】実施例1の装置の断面図
【符号の説明】
1 シリンダ 2 処理槽
2a 上蓋 2b ベース
3 被接合物 4 熱板
5 排気管 6 排気弁
7 真空ポンプ 8 供給管
9 供給弁 10 還元性ガス供給装置
10a 水素ガス弁 10b 水素ガスボンベ
10c 窒素ガス弁 10d 窒素ガスボンベ
11 温度計 12 圧力計
Claims (3)
- はんだと共に被接合物を置いた処理槽の内部を、初めに真空排気してから還元性ガスを供給し、次にはんだと被接合物との表面の酸化膜を還元性ガスで還元するようなはんだ溶融温度より低い温度で保ち、その後に被接合物をはんだの溶融温度以上に加熱し、はんだの溶融後に被接合物を冷却することを特徴とするはんだ付方法。
- 請求項1記載のはんだ付方法において、真空排気と還元性ガスの供給とを複数回実施することを特徴とするはんだ付方法。
- 請求項1記載のはんだ付方法において、被接合物をはんだの溶融温度以上に加熱したときに、処理槽の内部を一旦、真空排気することを特徴とするはんだ付方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12757296A JP3617188B2 (ja) | 1996-05-23 | 1996-05-23 | はんだ付方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12757296A JP3617188B2 (ja) | 1996-05-23 | 1996-05-23 | はんだ付方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09314322A JPH09314322A (ja) | 1997-12-09 |
| JP3617188B2 true JP3617188B2 (ja) | 2005-02-02 |
Family
ID=14963372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12757296A Expired - Lifetime JP3617188B2 (ja) | 1996-05-23 | 1996-05-23 | はんだ付方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3617188B2 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003078058A (ja) * | 2001-08-31 | 2003-03-14 | Kinseki Ltd | 電子部品の封止方法 |
| US6776330B2 (en) * | 2001-09-10 | 2004-08-17 | Air Products And Chemicals, Inc. | Hydrogen fluxless soldering by electron attachment |
| JPWO2007013445A1 (ja) * | 2005-07-25 | 2009-02-05 | 東京エレクトロン株式会社 | 金属部材の処理方法及び金属部材の処理装置 |
| JP2007180447A (ja) * | 2005-12-28 | 2007-07-12 | Toyota Industries Corp | 半田付け方法、半田付け装置、及び半導体装置の製造方法 |
| JP5868614B2 (ja) * | 2011-05-30 | 2016-02-24 | 有限会社ヨコタテクニカ | 半田付け装置 |
| JP6077376B2 (ja) * | 2013-04-19 | 2017-02-08 | 昭和電工株式会社 | ろう付け方法及びろう付け装置 |
| JP2015009262A (ja) * | 2013-07-01 | 2015-01-19 | 三菱電機株式会社 | リフロー装置 |
| CN105408046B (zh) | 2013-07-23 | 2017-07-21 | 千住金属工业株式会社 | 软钎焊装置和真空软钎焊方法 |
| WO2015097796A1 (ja) | 2013-12-25 | 2015-07-02 | 千住金属工業株式会社 | 真空はんだ処理装置及びその制御方法 |
| JP6350041B2 (ja) * | 2014-07-02 | 2018-07-04 | 富士電機株式会社 | 熱処理装置 |
| JP2015123503A (ja) * | 2014-08-21 | 2015-07-06 | 千住金属工業株式会社 | 真空はんだ処理装置及びその制御方法 |
| JP6149827B2 (ja) | 2014-09-02 | 2017-06-21 | 千住金属工業株式会社 | 真空処理装置、その制御方法、真空はんだ処理装置及びその制御方法 |
| JP6575112B2 (ja) * | 2015-04-02 | 2019-09-18 | 富士電機機器制御株式会社 | 熱処理装置 |
| CN108994411B (zh) * | 2018-08-06 | 2021-07-02 | 北京新雷能科技股份有限公司 | 一种负压可控气氛焊接系统 |
| CN110634774B (zh) * | 2019-09-05 | 2021-09-24 | 凌顶世纪科技成都有限公司 | 一种真空加热台 |
| CN117086429A (zh) * | 2023-10-18 | 2023-11-21 | 苏州申翰智能机器人有限公司 | 一种基于半导体基材的回流焊装置及其操作工艺 |
-
1996
- 1996-05-23 JP JP12757296A patent/JP3617188B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09314322A (ja) | 1997-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3617188B2 (ja) | はんだ付方法 | |
| KR101707577B1 (ko) | 가열 용융 처리 장치 및 가열 용융 처리 방법 | |
| US20130175323A1 (en) | Serial thermal linear processor arrangement | |
| JP4275806B2 (ja) | 半導体素子の実装方法 | |
| JP2007180458A (ja) | 半田付け方法及び半導体モジュールの製造方法並びに半田付け装置 | |
| EP0145975B1 (en) | Apparatus and method for heating objects eg chips during soldering, to and maintaining them at a desired temperature | |
| KR20090005488A (ko) | 리플로우 장치 및 방법 | |
| JP2007296526A (ja) | 金属構造物を製造するための方法 | |
| JP2008182120A (ja) | 半田付け方法、半田付け装置、及び半導体装置の製造方法 | |
| US8274161B2 (en) | Flux-free chip to substrate joint serial linear thermal processor arrangement | |
| US8252678B2 (en) | Flux-free chip to wafer joint serial thermal processor arrangement | |
| US7306133B2 (en) | System for fabricating an integrated circuit package on a printed circuit board | |
| JP2000013005A (ja) | ワークの熱圧着装置 | |
| EP0243621B1 (en) | Bonding method and apparatus | |
| JP2014157858A (ja) | 半導体装置の製造方法 | |
| JP3753524B2 (ja) | 電子部品の製造方法 | |
| JP3454154B2 (ja) | ワークの熱圧着装置および熱圧着方法 | |
| JP2003260586A (ja) | 還元式はんだ接合装置 | |
| JP2009095873A (ja) | 半田付け装置、半田付け方法及び電子機器の製造方法 | |
| JPS62124073A (ja) | 温風による半田溶解装置 | |
| JPH10193166A (ja) | 半田付け装置及び半田付け方法 | |
| JP2004358542A (ja) | リフロー炉およびリフロー炉の温度制御方法 | |
| JP2008284557A (ja) | 加熱冷却装置 | |
| US4805831A (en) | Bonding method | |
| JPH10202362A (ja) | はんだ付方法及びはんだ付装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040803 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041101 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071119 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081119 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081119 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081119 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101119 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111119 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111119 Year of fee payment: 7 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111119 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121119 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131119 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |