JP3576014B2 - 放電加工方法及び装置 - Google Patents
放電加工方法及び装置 Download PDFInfo
- Publication number
- JP3576014B2 JP3576014B2 JP33347598A JP33347598A JP3576014B2 JP 3576014 B2 JP3576014 B2 JP 3576014B2 JP 33347598 A JP33347598 A JP 33347598A JP 33347598 A JP33347598 A JP 33347598A JP 3576014 B2 JP3576014 B2 JP 3576014B2
- Authority
- JP
- Japan
- Prior art keywords
- time
- machining
- electric discharge
- measurement
- pulse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/04—Apparatus for supplying current to working gap; Electric circuits specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/06—Control of the travel curve of the relative movement between electrode and workpiece
- B23H7/065—Electric circuits specially adapted therefor
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
【発明の属する技術分野】
本発明は、加工電極による工作物の精密放電加工方法及び装置に関し、特に、加工電極と工作物とが互いに精密加工距離をおいており、平滑仕上げパルスが対応する精密放電加工機と共に、制御されたプロセスの工作物に供給される放電加工方法及び装置に関する。
【0002】
【従来の技術】
キャビティー放電加工やワイヤ放電加工のような放電加工(EDM)は、すでに、Ra<0.1μmの優れた表面特性と、1μm以下の深さの表面傷とを有する技術状態にある。そのような加工は、1A程度の電流強度でメガHzのオーダの単極性パルス又は双極性パルスを発生することができる発生器を必要としている。
【0003】
交流パルス用のこの種の発生器は、ドイツ特許出願公開第 40 11 752号(A1)に記載されている。20μmまでの共振ギャップ幅と30MHzの交流電流周波数とを有する振動共振回路は、ワイヤ放電加工の間中新規な共振加工を許す目的で提供される。しかし、ワイヤ電極の干渉自己制御効果が関係しており、輪郭の真実性にスパーク・ギャップ幅(20μm)のオーダのエラーを生じる。この課題は、100kHzを越える周波数の仕上げパルスですでに作業をしている放電加工の分野において既知である。ワイヤ電極の輪郭エラーの補正とトラブルなしのサーボ機構にもかかわらず、シャープな外側輪郭がまるめられ、内側角部が材料超過になる。そのような精密切断が繰り返されるほど、品質がより低下する。また、縦の輪郭が材料超過のゾーンにおいて凸面状に膨出し、材料不足のゾーンにおいて凹面状にへこむ。
【0004】
付加的に発生した周期的パルスの間、放電加工のスパーク・ギャップの電気抵抗値を測定電流源により決定し、サーボ・ドライブ、リンス洗浄機及び発生器をそれにより制御することができることは既知である(スイス特許第650 433号)。
【0005】
このプロセスは、電気抵抗値から空洞浸食放電加工の間中放電の集中と共に、汚染の程度を決定し、より高い切断の遂行を監督なしに達成するような値に基準信号でプロセスを制御する作業を有する。
【0006】
しかし、電極振動のパルス衝撃係数を決定しかつそれで精密加工を改良することは、スイス特許第650 433号以外に提案されていない。試験パルスを用いる種々の異なった測定方法は既知であるが、それらは前記のスイス特許第650 433号の技術以上に本発明の目的及び精神からさらに逸脱する。
【0007】
放電加工の間に生じるワイヤの振動を抑制するために、そのような振動を検出することは知られている(特開平9−248717号、特開昭63−216631号、特開昭63−229227号、特開昭63−312020号)。
【0008】
【解決しようとする課題】
本発明の目的は、高い表面特性に加えて非常に精密な加工となるように、低い電流強度及び高い周波数の非常に短いパルスを用いて既知の放電加工プロセスを改良することにある。
【0009】
【解決手段、作用及び効果】
上記目的は、加工電極と工作物とが互いに精密加工距離をおいておりかつ平滑仕上げパルスが制御されるプロセスの工作物に供給される、加工電極により工作物を放電加工する方法において、平滑仕上げパルスを加工時間の間スパーク・ギャップに供給しかつ測定源を少なくとも中断時間の間に前記スパーク・ギャップに提供して加工を断続的に行い、前記中断時間の間に加工電極が工作物に接触しているときのスパーク・ギャップ電圧を測定し、測定したスパーク・ギャップ電圧からパルス衝撃係数を電極が工作物に接触している間の測定時間の一部として決定し、少なくとも決定したパルス衝撃計数から、前記前進システムを制御する第1のガイド量及び前記加工時間を制御する第2のガイド量の少なくとも一方を含む制御信号をプロセスの制御のために引き出すことを含む、ことにより解決される。
【0010】
上記目的は、また、加工電極と工作物とが互いに精密加工距離をおいておりかつ平滑仕上げパルスが制御されたプロセスの工作物に供給される、加工電極による工作物の放電加工をする装置において、平滑仕上げパルスが加工時間の間スパーク・ギャップに供給されかつ測定源が少なくとも中断時間の間に前記スパーク・ギャップに供給されて加工が断続的に行われ、前記中断時間の間に加工電極が工作物に接触しているときのスパーク・ギャップ電圧が測定され、測定されたスパーク・ギャップ電圧からパルス衝撃係数を加工電極が工作物に接触している間の測定時間の一部として決定され、少なくとも決定したパルス衝撃計数から、前記前進システムを制御する第1のガイド量及び前記加工時間を制御する第2のガイド量の少なくとも一方を含む制御信号をプロセスの制御のために引き出す、ことによっても解決される。
【0011】
本発明は、次のような利点を有する。高い表面精度及び高い鋭さを工作物に確実に与えるように、放電加工が改良される。先鋭なワイヤで仕上げ切断をする場合には、1μmより優れた縦プロファイル及び角部エラーが達成される。直径寸法が100μmから10μmの精密ワイヤで切断する場合には、高い切断性能であるにもかかわらず、重要なより先鋭性が達成される。精密な電極で穿孔加工及び型彫り加工をする場合には、ミクロン・オーダの精密さになる。放電加工が大きい表面の型彫り電極でも充分に促進され、表面特性及び形状の真実性が改良される。
【0012】
本発明の利点は、特に、加工が周期的に断続され、電極の振動状態が例えばパルス衝撃係数をとおして記録かつ安定化され、ほぼ100kHz以上のパルス周波数で電極の干渉自己制御効果が解決される、という事実に続く。動作の断続すなわち中断により、加工プロセスがミクロン・オーダに制御することができる。精密なワイヤ電極及び型彫り電極は、特に干渉自己制御効果の影響を受けやすい場合、精密さにおける妥協なしに、最大に負荷させることができる。本発明にしたがえば、大きい面積の型彫り加工電極での放電加工は、能率的及び精密に処理することができる。プロセス値、すなわち特有作業用の全ての調整パラメータは、相互依存をもはや考慮する必要がないから、より短時間で決定することができる。
【0013】
さらに、有利さとの比較において付加的な投資が制限され、既存の機器に後付けすることができる。
【0014】
前記測定時間を前記中断時間と同期させ、前記測定時間の開始を遅延時間だけ遅延させてもよい。
【0015】
決定したパルス衝撃係数と第1の基準値とから第1のガイド量を測定モジュールにおいて発生させ、その第1のガイド量を前進システムの制御のためにサーボ制御器に供給してもよい。また、決定したパルス衝撃係数が前記第1の基準値を超えているときは前進速度を下げ、前記パルス衝撃係数が前記第1の基準値より小さいときは前進速度を上げてもよい。
【0016】
決定したパルス衝撃係数と第2の基準値とから第2のガイド量を測定モュールにおいて発生させ、その第2の基準値で加工時間の持続時間を制御してもよい。
【0017】
決定したパルス衝撃係数が前記第2の基準値より小さいときは加工時間の持続時間を短くし、前記パルス衝撃係数が前記第2の基準値より大きいときは前記加工時間の持続時間を長くしてもよい。
【0018】
測定源は電圧制限と電流源特性とを有することができる。
【0019】
前記測定源の電流源特性は10mAから600mAまでの間で調整可能であり、前記測定源の電圧制限は1Vから100Vまでの間で調整可能とすることができる。
【0020】
前記スパーク・ギャップ信号は調整可能の制限値と測定モジュールにおいて比較され、前記制限値は前記測定源の設定電圧制限より小さく、比較した結果はフィルタにおいて隣り合う前記測定時間の間で不変に維持されてもよい。
【0021】
前記測定源の出力信号は前記中断時間から中断時間まで交互に正負に若しくは正又は負に設定されてもよい。
【0022】
加工時間は、制御の介在なしに30m秒であり、また前記第2のガイド量によるパルス衝撃係数の減少につれて直線的に減少されてもよい。前記中断時間は1m秒であり、遅延時間は200μ秒であってもよい。
【0023】
前記中断時間は1m秒であり、遅延時間は200μ秒であってもよい。また、前記中断時間は200μ秒であり、遅延時間はゼロであり、前記測定時間は前記中断時間に等しくすることができる。
【0024】
前記発生器は、10μ秒からび20μ秒までの間の持続時間と、10Aから500mAまでの間の電流振幅と、100kHzから25MHzまでの間のパルス周波数とを有する単極性パルス又は双極性パルスを発生し、また加工時間信号を受けてその時間の間だけパルスを発生するために励起入力を有することができる。
【0025】
放電加工装置は、さらに、前記仕上げパルスを加工時間の間だけ周期的に発生する発生器と、中断時間信号に依存して中断時間の間に測定パルスを発生する測定源と、測定時間の間に電極振動のパルス衝撃係数をスパーク・ギャップ信号から決定する測定モジュールとを含み、前記測定モジュールは、前記パルス衝撃係数の関数として前進システムを制御すべく又は加工時間の持続時間を制御すべく第1及び第2のガイド量を有していてもよい。
【0026】
前記発生器、前記測定源又は前記測定モジュールは制御可能の励起入力を備えることができる。
【0027】
前記測定源は、調整可能の電圧制限回路、パルス中断回路又は随意の極性反転器を備える調整可能の電流源からなってもよい。
【0028】
前記測定モジュールは前記スパーク・ギャップ信号と調整可能の制限値とを受ける比較器を含み、前記比較器の出力は測前記定時間の間平均値を形成すべく低域フィルタにスイッチング装置を介して供給され、前記スイッチング装置は、前記測定時間の間は導通状態になり、隣り合う前記測定時間の間の期間は非導通状態になってもよい。
【0029】
前記発生器は加工時間信号を変調入力に受けるC級増幅器から構成されており、変調深さはそのとき100%であってもよい。
【0030】
前記発生器は半ブリッジ回路構成の少なくとも2つのスイッチング素子と非並列接続の少なくとも2つのダイオードとからなり、前記スイッチング素子は前記加工時間信号の入力で非導通状態に変えられてもよい。
【0031】
前記発生器は、調整可能の負荷抵抗器、調整可能のインダクタンス及び調整可能のキャパしタンスからなる少なくとも1つの要素を有する直列接続回路を含むことができる。
【0032】
前記要素は、インダクタンスとキャパシタンスとにより決定される共振周波数が発生器運転周波数の近くになるように調整されてもよい。
【0033】
前記要素はインダクタンスとキャパシタンスとにより決定される共振周波数が発生器の運転周波数の数倍となるように調整され、前記負荷抵抗器は共振振動が発生器の個々のパルスの間中本質的に低下するように調整されてもよい。
【0034】
前記インダクタンスはゼロに調整され、前記キャパシタンス及び前記負荷抵抗器の値はそれらの時定数が発生器の単一パルスの持続時間より大きくなるように調整されてもよい。
【0035】
本発明の他の利点及びその具体例は、図面を参照する以下の好ましい実施例の説明から明らかとなろう。
【0036】
【発明の実施の形態】
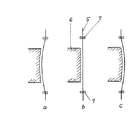
先ず図3を参照して、従来技術に従うワイヤ切断機(すなわち、ワイヤカット放電加工機)による精密カッティングの中の干渉自己制御効果について説明する。3つのシナリオa,b,cは、工作物6,電極5及び上下のガイド・ヘッド7を通して縦断面の形に示されている。コメントすなわち制御情報は、ほぼ100kHz以上のパルス周波数を使用して、型彫り加工、外形加工(輪郭加工)、穴あけ加工等の彫り下げ電極を用いる他の放電加工と同様に供給される。ワイヤと彫り下げ電極とは、本発明においては用語”加工電極”として参照する。
【0037】
1回以上のプレカットをされた工作物6をRa=0.1μmの要求表面特性に仕上げるものとする。工作物6と電極5とは、精密加工空間として参照する非常に制限された空間を介して対向される。工作物の表面加工は、いわゆる仕上げパルス(すなわち、精密パルス)を用いてスパーク・ギャップにおいて行われる。工作物の外形(すなわち、輪郭)は一定のサーボ速度で普通のトレースをされる。
【0038】
シナリオaは、材料が過度に多量に切除された形のエラーがプレカットにより生じたゾーン又は工作物6の外側角部の加工状態を示す。ここで興味のあることは、放電加工がオープン電流の結果としてゾーンにおいて中断されないで、予期するように高安定に維持されることである。凹面にへこんだ縦プロファイルから、電極5が増大した静電力に起因する公知の樽型振動、すなわち電極が音楽機器の振動スプリングのように、縦軸線に対し対称的に偏向される振動を実行することによるものと考えられる。しかし、これは、第1の箇所においては放電加工の不安定さがワイヤ電極の振動周波数において確立され、第2の箇所においては工作物に対し15μmに完全かつ平滑にゆがめられるドイツ特許出願公開第2 826270号A1の光学的なワイヤ位置センサで証明されているので、あてにならない。既知のワイヤ振動は、これまで2μm以上を測定したことがない。
【0039】
シナリオbは、プレカットにより左後方にエラーを生じない輪郭の1ラインの加工状態を示す。この場合だけが従来技術において精密さのために許容し得る結果となる。
【0040】
シナリオcは、プレカット・エラーの結果、工作物6の材料が過度に残った輪郭すなわち内側角部の加工状態を示す。電極5は、工作物6からほぼ10μmゆがめられている。通常のサーボシステムにおいては、材料が過剰であるにもかかわらず、パルスのわずかに大きいオープン回路の割合(予期されるように、増大する短絡回路の割合の代わりに)が見いだされるので、ラインの輪郭に関する前進速度が(減少される代わりに)さらに増大される。これは、さらに、エラーを増大させる。
【0041】
全ての3つのシナリオにおいては、安定した放電加工が行われているから、ますます大きなエラーを防止するために入手し得る情報はない。
【0042】
この予期し得ない調子は、電極の干渉自己制御効果により説明し得るだけである。ワイヤ電極の静電力がスパーク・ギャップに逆比例して増大し、ゼロに等しいスパーク・ギャップで直ちに消えると想定するとき、シナリオaのメカニズムは直ちに明らかになる。すなわち、精密加工のために大きな測定可能のスパーク・ギャップを推定するとき、ドイツ特許出願公開第4 011 752号A1に記載されているような20μmではなく、1から2μmに到達する。大きな静電力のために、工作物の全高さにわたるワイヤ電極は、電食が行われかつ反力が生じる理想的なスパーク・ギャップにまで工作物に向けて引き寄せられる。これに対し、シナリオcにおいては、スパーク放電の反発浸食力は予め抑制する(シナリオaにおいても現れるが、引き寄せ静電力に比べて小さい)。これは、望まない自己制御効果のためのもっともらしい説明にすぎない。
【0043】
本発明においては、浸食パルスは周期的に中断(すなわち、遮断)され、加工電極5はどれほどの材料が除去されるかについて測定位相で周期的に走査される。測定位相の間、電極はより小さい歪み力(すなわち、偏向力)の結果としてマイクロ・オーダの及びより小さい振動を生じる。走査は、電極及び工作物間の電圧を通して測定位相の間中行われる。反発力が低下するように制限された測定電流が浸食放電に導入され、また典型的には10VDCの制限された測定電圧が非常に小さい偏向力を発生するにすぎないから、望まない自己制御効果は効果的に抑制される。小さい電圧であるほど非常に小さい力となるように、静電力が電圧に二次的に依存することは知られている。
【0044】
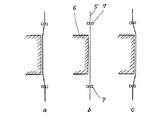
図4は、本発明による好ましい結果を示す。図3に比べ、外側角部、ライン及び内側角部は、図示してはいないが、パルス衝撃係数が異なる3つの走査信号で運転された最終精密カットである。これは、パルス衝撃係数用の基準値から及び測定したパルス衝撃係数から発振器1用のガイド値GCを発生するため、及びサーボ制御器8用のガイド値SCを発生するために、パルス衝撃係数用の基準値が請求項3及び又は5に従うプロセスのために要求される、ということを意味する。パルス衝撃係数は、加工電極5が工作物6と接触している間に測定時間の関数として規定される。
【0045】
平均パルス衝撃係数のための基準値は、図4のaにおいては10%、図4のbにおいては50%、図4のcにおいては90%を要求される。実験では、この範囲以上の調整が再現可能に供給され、再現可能のゆがみは、例えば、50mmの加工物高さで、ケースa(10%)においては工作物に向けて1μmであり、ケースc(90%)においては工作物から離れる方向へ1μmである。これは、極微小範囲において高精密加工用の大きな可能性を直接的に示唆する。興味深いことには、通常の測定手段で記録可能の膨らみ(又は、へこみ)は、ケースa,cのいずれにおいても検出されなかった。これは所望の自己制御効果のためであり、そのような範囲において電極5は工作物の全高さにわたって平行に変位される。
【0046】
さらに、プレカットに起因する現存の輪郭エラーは除去され、外側角部及び内側角部は1μm以下のエラーに完全に再現される。
【0047】
本発明に従うワイヤ切断機(すなわち、ワイヤカット放電加工機)のための基本的な概念を図1に示す。しかし、原理は、型彫り加工のようなキャビティー・シンキングや穴開け加工機等、他の放電加工機による加工にも等しく適用することができる。単なる相違は、サーボ制御器8にあり、一般にZ軸線にだけ作用し、下部ガイド・ヘッド7が存在しないことである。スパーク・ギャップ信号Fは、図示の例では下部ガイド・ヘッド7から得ているが、上部ガイド・ヘッド7から得てもよいし、電極5から直接得てもよい。
【0048】
多くの構成要素は、それらが本発明を理解する上で不可欠のものではないので、図1に示されていない。
【0049】
発振器1は、調整値を高級制御システム(図示せず)から制御接続器9を介して受け、加工の間発生器2を周期的かつ間欠的に励起させるための制御信号(図1に符号Tで示す信号)を発生器2に供給する。他の制御信号(図1に符号Pで示す信号)は、測定源3を加工時と加工時との間すなわち中断時間Pの間に周期的に励起させるために測定源3に供給される。
【0050】
第3の制御信号(図1に符号Mで示す信号)は、測定時間の間のスパーク・ギャップ信号の平均値を算出するように、発振器1から測定モジュール4に供給される。
【0051】
発生器2、測定源3及び測定モジュール4は、上部及び下部ガイド・ヘッド7を介して電極5及び工作物6に接続されている。
【0052】
サーボ制御器8は、駆動軸線X,Y及び/又は付加的な駆動軸線Z,U,V,A,B,Cにわたる前進運動を実行させる。
【0053】
発生器2に関しては、ドイツ国ニュルメンブルグにおける1996年5月のProceedings of Power Convention Conference(77〜84頁)に詳細に記載されている。このC級設計の高周波増幅器は、1200ワットの出力で84%以上の効率を有する。13MH以上の運転周波数は、100%の変調深さで変調入力J1を介して所望のように変調することができる。これは、運転周波数が、処理時間すなわち加工時間Tの間パケットに解放することができ、また中断時間Pの間ブロックすることができる、ということを意味する。この増幅器は、より小電力用に非常に容易に寸法付けることができる。例えば、1つの実現性は、供給電圧(300VDC)をより低い値に向けて変更して、ほぼ30VDCに低下させることである。
【0054】
測定源3は、工作物の接触(短絡)及び非接触(開放)を測定することにより、中断時間の間に電極振動を識別するように作用する。誘電体の汚染物質が精密加工の間、スパーク・ギャップに存在して、電気伝導力が干渉信号として現れるから、電流源特性は測定源3のために提供される。これは、スパーク・ギャップの高導電性が測定源3の電圧遮断を生じないように電流源を調整することができる、という利点を有する。負荷抵抗器を備える単純な電圧源は、長方形のU−I特性のためにそれらの妨害に対してより高い感度を呈する。
【0055】
測定源の極性を加工タスクに調整してもよいし、その代わりにさらに変更してもよい。アルミニウム、チタン等で製作された工作物は、誘電性の水において、高い負の電極電圧のもとで酸化物層を形成して測定に逆に作用する傾向を有する。正の電極電圧はこの種の問題を生じない。
【0056】
それゆえに、測定源3は、中断時間Pの間中測定パルスを両極方向に処理しかつ発生器2の随意の両極性電圧パルスを両極方向に分離すなわち絶縁することができるスイッチング要素を出力に有している。既知のトランジスタ・ダイオード回路は、ブリッジ構成、反並列的又は反直列的において、前記のために好適である。
【0057】
測定の目的のために中断時間での加工は、必ずしも電力損失をともなわない。平均電力は電極を負荷するための解決を与え、時間の損失は、例えば、発生器2の電流パルスを増大させることにより修正することができる。例えば、直径200μmの電極を用いて鋼鉄に微細な穴を放電加工により形成する場合、既存のプロセスの穿孔速度を3倍にすることは本発明に従うプロセスにより達成された。同じ時間であれば、さらに優れた形状の真実性及び再現性を得ることができる。
【0058】
一方、図1の測定モジュール4は、スパーク・ギャップ信号Fを連続して受ける。しかし、スパーク・ギャップ信号Fと制限値G(以下にさらに説明する。)からの比較結果が測定時間Mの間に評価され、平均化される。この課題は、複数のCMOS要素と低域フィルタとで解決することができる。電極振動のパルス衝撃係数が時間離散の平均値であるので、平均値の形成は、例えば、電極5が測定時間Mの時間窓において工作物に接触している間、すなわち、スパーク・ギャップ電圧が制限値G以下のとき、クロックパルスを計数することにより、測定時間Mの時間窓において単にデジタル的に遂行し得え、確立されたフィルタリング時間後の輪郭状態の説明をすることができる。
【0059】
対応する回路は、点火時間の決定から、例えばドイツ特許出願公告第2 250 872 号により、当業者に最もよく知られている。
【0060】
加工プロセスは、(閉アクション・ループを備える)制御に基づいて遂行される。この目的のために、サーボ制御器8用のガイド量SC及びしたがって前進速度と、発振器1用のガイド量GC及びしたがって測定時間Mとを発生するための第1及び第2の基準値が制限値Gに加えて測定モジュール4にさらに入力される。この2つの基準値は、プロセスのパルス衝撃係数を発生すべきとき、すなわち測定時間の何%で電極5が工作物6と平均的に接触するかを決定する。決定したパルス衝撃係数が第1又は第2の基準値を超えると、電極5の平均速度は低下され、加工時間Tは増大される。2つの基準値は、測定時間Mと前進速度との制御干渉がそれらの結果に加わる場合、等しい値に設定することができる。異なる基準値では、より無感応の制御干渉は、より敏感な制御干渉が飽和又は過渡偏差のためにその基準値でパルス衝撃係数をもはや維持しないときだけ、その効果を遂行する。安定性の基準は、当然考慮されねばならないが、制御技術における当業者によく知られている。パルス衝撃係数の定義は、0%のためには開回路を維持し、100%のためには閉回路をすなわち電極5と工作物6との接触を維持する離脱点として一定不変に使用される。
【0061】
この決定を変更し得ることは明らかである。
【0062】
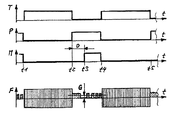
図2は、加工時間Tの信号、中断時間Pの信号、測定時間Mの信号及びスパーク・ギャップ信号Fを時間の関数として示す。加工時間は、t1からt2までと、t4からt5までであり、第2の制御量GCを通して可能の限り短縮されている。この時間の間、発生器2は接続され、測定源3は切り離される。
【0063】
中断時間はt2からt4までであり、発生器2は時間Dの間切り離され、電極5は測定源3により要求された振動状態に振動すべき時間を有する。この場合静電力が非常に小さいから、振動幅も非常に小さくなる。
【0064】
測定時間はt3とt4との間であり、測定時間Mの何%でスパーク・ギャップ信号Fが制限値G以下になるかを評価する。制限値は、概算で測定源3の電圧の2分の1に設定される。この時間の間、正規の振動が数kHzの範囲で達成される。この周波数は、電極2の重量及び弾力性に依存する。同様に、広い範囲のシンキング電極は精密加工状態の間振動される。曲げ力、せん断力及び捻り力の結果、等しい合成振動モードが生じる。これまでは電極の対称的な黒化パターンは異なる洗浄状態に起因するものと考えられていたが、実験では本発明のプロセスを使用している間それが現れず、そのような黒化パターンが消滅していた。これは、これらの振動が微量に制御することができるということを確実に示す。実験における加工時間は、伝統的な従来方法より充分に短くなった。
【0065】
上記の代わりにt2からt3までの遅延時間Dは、加工時間後に直ちに開始される測定時間Mに適用してもよい。測定時間は、典型的には200μm継続し、また中断時間Pほどに長い。次いで情報は、わずかに変形された形に現れるが、同じ方法を精密に評価される。平均値上、測定時間Mの間、電圧が制限値Gを越えるほど、電極は工作物から離される。この種の測定は、より適度な精密さで高い切断力を望むとき、興味を引くことができる。
【0066】
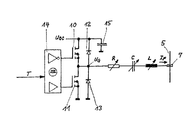
図5は、半ブリッジ技術を用いた発生器2の他の実施例を示す。
【0067】
MOSFETのような2つの半導体スイッチ10,11は、制御回路14から逆位相の制御パルスを受ける。制御回路14は、調整可能の発振器を備えており、また加工時間信号Tを受けて加工時間T外で半導体スイッチ10,11を閉鎖する。非並列のダイオード12,13は、過剰電圧及び逆動作に対して、直列出力回路R,L,Cが不正確な調整の間、半導体スイッチ10,11を保護する。
【0068】
図6は図5に従う発生器の異なる3つの動作を示し、直列出力回路R,L,Cの調整を対応させることにより単に引き起こされる。上の曲線は、ブリッジの中心点での発生器電圧UGを示す。長方形の振動は、キャパシタ15で緩衝される調整可能の供給電圧UDCの振幅に現れる。長方形振動の持続時間は、制御回路14の発振器の調整に依存する。下方の曲線は、スパーク・ギャップが点火されたときに電極5を介してガイドヘッド7に現れるスパーク・ギャップ電流IFを示す。工作物6は、供給電圧UDCの安定したグランド電位に接続される。
【0069】
ケースaは直列出力回路R,L,Cの理想的な調整の状態のときを示す。キャパシタC及びインダクタンスLから形成される発振回路の共振周波数は、発生器電圧UGの振動周波数に正確に対応する。負荷抵抗器Rは、短絡回路とされており、またこれでないとき、電流の振幅の減少を生じる。インダクタンスLは、必要ならば、放電回路の漏洩インダクタンスから構成することができる。C級の高周波増幅器は、ケースaに従う方法においてだけ動作する。
【0070】
ケースbは、クラッド・エラーを示す。キャパシタCとインダクタンスLから形成される発振回路は、例えば制御回路14の発振器に設定された周波数より6倍高い共振周波数に設定されている。発振器電圧UG及びスパーク・ギャップ電流IF間の逆位相状態を回避するために、負荷抵抗器Rは、電流の振幅が発生器パルスUGの持続時間にしたがって本質的に衰退するように、調整することができる。ほぼ25MHzにまでの放電周波数を発生することは比較的簡単な手段で可能である。スパーク・ギャップ電流IFの発振振幅は、非並列のダイオード12,13を介してキャパシタ15に供給され、そこにエネルギーが一時的に蓄えられる。
【0071】
ケースcは、3種類の動作を示す。インダクタンスLはできるだけ閉じるようにゼロに設定され、時定数は負荷抵抗器R及びキャパシタCから形成され、発生器電圧UGのパルス幅より大きい。スパーク・ギャップ電流IFの振幅は、調整可能の供給電圧UDC及び負荷抵抗器Rの調整により広い制限を越えて決定することができる。キャパシタCが常に直列に接続されているので、スパークギャップ電流IFの直流成分は効果的に抑圧される。
【0072】
上記の説明は、発生器2の種々の調整可能性と利点の証明である。
【0073】
本発明は、上記実施例に限定されない。本発明は、その趣旨を逸脱しない限り、種々変更することができる。
【図面の簡単な説明】
【図1】ワイヤ切断機における本発明の基本的概念を示す図である。
【図2】図1における最重要信号のタイムチャートの一実施例を示す図である。
【図3】従来のワイヤ切断機による精密切断により生じる3種の状態を示す図である。
【図4】本発明に従うワイヤ切断機による精密切断により生じる3種の状態を示す図である。
【図5】発生器の有利な変形例を示す図である。
【図6】図5の発生器における異なる3種の動作例を示す図であって、発生器電圧UG及びスパーク・ギャップ電流IFを示す。
【符号の説明】
1 発振器
2 発生器
3 測定源
4 測定モジュール
5 ワイヤ電極
6 工作物
7 ガイド
8 サーボ制御器
9 制御接続器
10,11 トランジスタ(MOSFET)
12,13 ダイオード
14 制御回路
15 キャパシタ
R 負荷抵抗器
C キャパシタ
L インダクタンス
Claims (25)
- 加工電極と工作物とが互いに精密加工距離をおいておりかつ平滑仕上げパルスが制御されるプロセスの工作物に供給される、加工電極により工作物を放電加工する方法であって、平滑仕上げパルスを加工時間の間スパーク・ギャップに供給しかつ測定源を少なくとも中断時間の間に前記スパーク・ギャップに提供して加工を断続的に行い、前記中断時間の間に加工電極が工作物に接触しているときのスパーク・ギャップ電圧を測定し、測定したスパーク・ギャップ電圧からパルス衝撃係数を電極が工作物に接触している間の測定時間の一部として決定し、決定したパルス衝撃計数を用いて、前進システムを制御する第1のガイド量及び前記加工時間を制御する第2のガイド量の少なくとも一方を含む制御信号をプロセスの制御のために引き出すことを含む、放電加工方法。
- 前記測定時間を前記中断時間と同期させ、前記測定時間の開始を遅延時間だけ遅延させる、請求項1に記載の放電加工方法。
- 決定したパルス衝撃係数と第1の基準値とから第1のガイド量を測定モジュールにおいて発生させ、その第1のガイド量を前進システムの制御のためにサーボ制御器に供給する、請求項1又2に記載の放電加工方法。
- 決定したパルス衝撃係数が前記第1の基準値を超えているときは前進速度を下げ、前記パルス衝撃係数が前記第1の基準値より小さいときは前進速度を上げる、請求項1に記載の放電加工方法。
- 決定したパルス衝撃係数と第2の基準値とから第2のガイド量を測定モジュールにおいて発生させ、その第2の基準値で加工時間の持続時間を制御する、請求項1から4のいずれか1項に記載の放電加工方法。
- 決定したパルス衝撃係数が前記第2の基準値より小さいときは加工時間の持続時間を短くし、前記パルス衝撃係数が前記第2の基準値より大きいときは前記加工時間の持続時間を長くする、請求項5に記載の放電加工方法。
- 測定源は電圧制限と電流源特性とを有する、請求項1から6のいずれか1項に記載の放電加工方法。
- 前記測定源の電流源特性は10mAから600mAまでの間で調整可能であり、前記測定源の電圧制限は1Vから100Vまでの間で調整可能である、請求項7に記載の放電加工方法。
- 前記スパーク・ギャップ信号は調整可能の制限値と測定モジュールにおいて比較され、前記制限値は前記測定時間の間に評価される、請求項7又は8に記載の放電加工方法。
- 前記測定源の出力信号が前記中断時間から中断時間まで交互に正負に若しくは正又は負に設定される、請求項1から9のいずれか1項に記載の放電加工方法。
- 加工時間は、制御の介在なしに30m秒であり、また前記第2のガイド量によるパルス衝撃係数の減少につれて直線的に減少する、請求項1から10のいずれか1項に記載の放電加工方法。
- 前記中断時間は1m秒であり、遅延時間は200μ秒である、請求項11に記載の放電加工方法。
- 前記中断時間は200μ秒であり、遅延時間はゼロであり、前記測定時間は前記中断時間に等しい、請求項1から12のいずれか1項に記載の放電加工方法。
- 前記平滑仕上げパルスの発生器は、10μ秒からび20μ秒までの間の持続時間と、10Aから500mAまでの間の電流振幅と、100kHzから25MHzまでの間のパルス周波数とを有する単極性パルス又は双極性パルスを発生し、また加工時間信号を受けてその時間の間だけパルスを発生するために励起入力を有する、請求項1から13のいずれか1項に記載の放電加工方法。
- 加工電極と工作物とが互いに精密加工距離をおいておりかつ平滑仕上げパルスが制御されたプロセスの工作物に供給される、加工電極による工作物の放電加工をする装置であって、平滑仕上げパルスが加工時間の間スパーク・ギャップに供給されかつ測定源が少なくとも中断時間の間に前記スパーク・ギャップに供給されて加工が断続的に行われ、前記中断時間の間に加工電極が工作物に接触しているときのスパーク・ギャップ電圧が測定され、測定されたスパーク・ギャップ電圧からパルス衝撃係数を加工電極が工作物に接触している間の測定時間の一部として決定され、少なくとも決定したパルス衝撃計数から、前進システムを制御する第1のガイド量及び前記加工時間を制御する第2のガイド量の少なくとも一方を含む制御信号をプロセスの制御のために引き出すことを含む、放電加工装置。
- 前記仕上げパルスを加工時間の間だけ周期的に発生する発生器と、
中断時間信号に依存して中断時間の間に測定パルスを発生する前記測定源と、
測定時間の間に電極振動のパルス衝撃係数をスパーク・ギャップ信号から決定する測定モジュールとを含み、
前記測定モジュールは、前記パルス衝撃係数の関数として前記前進システムを制御すべく又は加工時間の持続時間を制御すべく第1及び第2のガイド量を有する、請求項15に記載の放電加工装置。 - 前記発生器、前記測定源又は前記測定モジュールは制御可能の励起入力を備える、請求項16に記載の放電加工装置。
- 前記測定源は、調整可能の電圧制限回路、パルス中断回路又は随意の極性反転器を備える調整可能の電流源からなる、請求項15,16又は17に記載の放電加工装置。
- 前記測定モジュールは前記スパーク・ギャップ信号と調整可能の制限値とを受ける比較器を含み、前記比較器の出力は前記測定時間の間平均値を形成すべく低域フィルタにスイッチング装置を介して供給され、前記スイッチング装置は、前記測定時間の間は導通状態になり、隣り合う前記測定時間の間の期間は非導通状態になる、請求項16又は17に記載の放電加工装置。
- 前記発生器は加工時間信号を変調入力に受けるC級増幅器から構成されており、変調深さはそのとき100%である、請求項16又は17に記載の放電加工装置。
- 前記発生器は半ブリッジ回路構成の少なくとも2つのスイッチング素子と非並列接続の少なくとも2つのダイオードとからなり、前記両スイッチング素子は前記加工時間信号の入力で非導通状態に変えられる、請求項16,17又は20に記載の放電加工装置。
- 前記発生器は、調整可能の負荷抵抗器、調整可能のインダクタンス及び調整可能のキャパシタンスからなる少なくとも1つの要素を有する直列接続回路を含む、請求項16,17,20又は21に記載の放電加工装置。
- 前記要素は、インダクタンスとキャパシタンスとにより決定される共振周波数が発生器運転周波数の近くになるように調整される、請求項22に記載の放電加工装置。
- 前記要素はインダクタンスとキャパシタンスとにより決定される共振周波数が発生器の運転周波数の数倍となるように調整され、前記負荷抵抗器は共振振動が発生器の個々のパルスの間中本質的に低下するように調整される、請求項22に記載の放電加工装置。
- 前記インダクタンスはゼロに調整され、前記キャパシタンス及び前記負荷抵抗器の値はそれらの時定数が発生器の単一パルスの持続時間より大きくなるように調整される、請求項22に記載の放電加工装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19753812A DE19753812C2 (de) | 1997-12-04 | 1997-12-04 | Verfahren und Vorrichtung zum funkenerosiven Feinbearbeiten |
| DE19753812.6 | 1997-12-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11221717A JPH11221717A (ja) | 1999-08-17 |
| JP3576014B2 true JP3576014B2 (ja) | 2004-10-13 |
Family
ID=7850734
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33347598A Expired - Lifetime JP3576014B2 (ja) | 1997-12-04 | 1998-11-25 | 放電加工方法及び装置 |
| JP2000524099A Expired - Lifetime JP3571293B2 (ja) | 1997-12-04 | 1998-12-04 | ワークピースの放電加工方法及び放電加工装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000524099A Expired - Lifetime JP3571293B2 (ja) | 1997-12-04 | 1998-12-04 | ワークピースの放電加工方法及び放電加工装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6252191B1 (ja) |
| EP (2) | EP0920943B1 (ja) |
| JP (2) | JP3576014B2 (ja) |
| DE (2) | DE19753812C2 (ja) |
| ES (2) | ES2207782T3 (ja) |
| WO (1) | WO1999029460A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3996812B2 (ja) * | 2002-08-06 | 2007-10-24 | ファナック株式会社 | ワイヤカット放電加工機のワイヤ接触・非接触境界位置検出装置 |
| US7038158B2 (en) * | 2002-08-30 | 2006-05-02 | Mitsubishi Denki Kabushiki Kaisha | Wire electrical discharge machining apparatus |
| ES2315440T3 (es) * | 2003-04-02 | 2009-04-01 | Agie Sa | Aparato y metodo para mecanizado por electroerosion. |
| EP1886755B1 (en) * | 2006-08-11 | 2013-01-02 | Agie Charmilles SA | Device and method for high frequency electrical discharge machining |
| CH697126A5 (fr) | 2007-07-27 | 2008-05-15 | Charmilles Technologies | Procédé et dispositif destinés à réguler la puissance d'usinage en électroérosion. |
| WO2010010927A1 (ja) * | 2008-07-24 | 2010-01-28 | 三菱電機株式会社 | 放電加工装置、放電加工方法および半導体基板の製造方法 |
| EP2213400B1 (en) | 2009-01-29 | 2013-06-12 | Agie Charmilles SA | Wire electric discharge machining method and apparatus |
| JP2012526718A (ja) * | 2009-05-14 | 2012-11-01 | ピコドリル エスアー | 基板の端部を滑らかにし且つ/或いは斜角付けする方法 |
| CN102470469B (zh) * | 2009-07-07 | 2014-04-02 | 三菱电机株式会社 | 线电极放电加工装置 |
| JP5307696B2 (ja) * | 2009-11-19 | 2013-10-02 | 株式会社ソディック | ワイヤカット放電加工方法およびワイヤカット放電加工装置 |
| JP2011255440A (ja) * | 2010-06-07 | 2011-12-22 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| JP2012045633A (ja) * | 2010-08-24 | 2012-03-08 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| ES2461969T3 (es) | 2011-03-22 | 2014-05-21 | Agie Charmilles Sa | Procedimiento y dispositivo para la transmisión digital de datos |
| US20150053650A1 (en) | 2012-04-12 | 2015-02-26 | Mitsubishi Electric Corporation | Wire discharge machining apparatus and manufacturing method for semiconductor wafers using the same |
| JP6230481B2 (ja) * | 2014-05-15 | 2017-11-15 | 三菱電機株式会社 | マルチワイヤ放電加工装置 |
| JP6219785B2 (ja) * | 2014-06-23 | 2017-10-25 | ファナック株式会社 | 断線修復手段を備えたワイヤ放電加工機 |
| EP3023186A1 (en) * | 2014-11-19 | 2016-05-25 | Fanuc Corporation | Wire electric discharge machine having corner shape correcting function |
| US20170266744A1 (en) * | 2015-10-30 | 2017-09-21 | Mitsubishi Electric Corporation | Wire electric discharge machine, control method of control device of wire electric discharge machine, and positioning method |
| JP6360212B1 (ja) * | 2017-01-31 | 2018-07-18 | ファナック株式会社 | ワイヤ放電加工機 |
| US11483002B2 (en) | 2017-02-23 | 2022-10-25 | General Electric Company | System and methods for electric discharge machining |
| JP7010872B2 (ja) * | 2019-03-27 | 2022-01-26 | ファナック株式会社 | ワイヤ放電加工機および端面位置決定方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE790316A (fr) * | 1972-08-17 | 1973-02-15 | Agie Ag Ind Elektronik | Procede et installation pour l'usinage par electro-erosion d'une electrode de piece |
| US4021635A (en) * | 1975-12-29 | 1977-05-03 | Cincinnati Milacron, Inc. | Apparatus for controlling tool feed mechanism on an EDM machine |
| US3988560A (en) * | 1975-12-29 | 1976-10-26 | Cincinnati Milacron, Inc. | Method and apparatus for controlling generation of machining pulses in EDM power supply |
| US4236057A (en) * | 1976-12-14 | 1980-11-25 | Inoue-Japax Research Incorporated | Apparatus for detecting gap conditions in EDM processes with monitoring pulses |
| JPS54109698A (en) | 1978-02-17 | 1979-08-28 | Inoue Japax Res Inc | Method and device for wire-cut electric discharge processing |
| CH625447A5 (ja) | 1978-03-06 | 1981-09-30 | Agie Ag Ind Elektronik | |
| CH620620A5 (ja) | 1978-05-29 | 1980-12-15 | Charmilles Sa Ateliers | |
| CH630829A5 (fr) * | 1979-05-08 | 1982-07-15 | Charmilles Sa Ateliers | Procede pour usiner par etincelage erosif. |
| JPS57114328A (en) * | 1980-12-29 | 1982-07-16 | Fanuc Ltd | Method for measuring deflection of wire electrode |
| CH650433A5 (en) * | 1981-04-14 | 1985-07-31 | Exnii Metallorezh Stankov | Method and apparatus for the automatic control of an electrical discharge machining operation |
| JPS60135127A (ja) * | 1983-12-23 | 1985-07-18 | Fanuc Ltd | 放電加工機の位置出し用電源装置 |
| CH657553A5 (en) * | 1984-07-17 | 1986-09-15 | Charmilles Technologies | Method and device for determining the deflection of an electrical-discharge cutting wire |
| CH665374A5 (fr) * | 1985-03-28 | 1988-05-13 | Charmilles Technologies | Procede et dispositif pour la determination de la fleche d'un fil a decouper par electroerosion. |
| JPS63216631A (ja) * | 1987-03-04 | 1988-09-08 | Inoue Japax Res Inc | ワイヤカツト放電加工装置 |
| JPS63229227A (ja) * | 1987-03-17 | 1988-09-26 | Inoue Japax Res Inc | ワイヤカツト放電加工装置 |
| JPS63267121A (ja) * | 1987-04-22 | 1988-11-04 | Amada Co Ltd | ワイヤ−カツト放電加工装置 |
| JP2714789B2 (ja) * | 1987-06-10 | 1998-02-16 | 三菱電機株式会社 | 放電加工装置 |
| JPH02160423A (ja) * | 1988-12-09 | 1990-06-20 | Mitsubishi Electric Corp | ワイヤ放電加工装置の位置決め方法 |
| US5149931A (en) * | 1989-04-11 | 1992-09-22 | Mitsubishi Denki K.K. | Power source for electric discharge machining |
| JP2999010B2 (ja) * | 1991-04-26 | 2000-01-17 | 株式会社放電精密加工研究所 | ワイヤカット放電加工機 |
| JP2722867B2 (ja) * | 1991-07-01 | 1998-03-09 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP3540474B2 (ja) * | 1995-11-11 | 2004-07-07 | 株式会社ソディック | ワイヤ放電加工装置の基準接触位置の位置決め方法及びその装置 |
| DE19547480C2 (de) * | 1995-12-19 | 2001-10-04 | Agie Sa | Verfahren und Vorrichtung zum Drahterodieren |
| JP3739473B2 (ja) * | 1996-03-12 | 2006-01-25 | 三菱電機株式会社 | ワイヤ放電加工機の制御装置 |
| JP3390652B2 (ja) * | 1998-02-10 | 2003-03-24 | 株式会社ソディック | 放電加工装置 |
-
1997
- 1997-12-04 DE DE19753812A patent/DE19753812C2/de not_active Expired - Lifetime
-
1998
- 1998-11-25 JP JP33347598A patent/JP3576014B2/ja not_active Expired - Lifetime
- 1998-12-04 EP EP98123180A patent/EP0920943B1/de not_active Expired - Lifetime
- 1998-12-04 ES ES98123180T patent/ES2207782T3/es not_active Expired - Lifetime
- 1998-12-04 US US09/206,026 patent/US6252191B1/en not_active Expired - Lifetime
- 1998-12-04 DE DE59800723T patent/DE59800723D1/de not_active Expired - Lifetime
- 1998-12-04 ES ES98964485T patent/ES2158706T3/es not_active Expired - Lifetime
- 1998-12-04 JP JP2000524099A patent/JP3571293B2/ja not_active Expired - Lifetime
- 1998-12-04 EP EP98964485A patent/EP0963272B1/de not_active Expired - Lifetime
- 1998-12-04 WO PCT/EP1998/007889 patent/WO1999029460A1/de active IP Right Grant
-
1999
- 1999-11-30 US US09/451,578 patent/US6320151B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11221717A (ja) | 1999-08-17 |
| EP0920943B1 (de) | 2003-09-17 |
| EP0920943A2 (de) | 1999-06-09 |
| ES2207782T3 (es) | 2004-06-01 |
| US6252191B1 (en) | 2001-06-26 |
| EP0963272A1 (de) | 1999-12-15 |
| DE19753812C2 (de) | 2000-05-18 |
| EP0920943A3 (de) | 2002-04-17 |
| JP2001525259A (ja) | 2001-12-11 |
| DE19753812A1 (de) | 1999-06-10 |
| US6320151B1 (en) | 2001-11-20 |
| ES2158706T3 (es) | 2001-09-01 |
| DE59800723D1 (de) | 2001-06-21 |
| JP3571293B2 (ja) | 2004-09-29 |
| WO1999029460A1 (de) | 1999-06-17 |
| EP0963272B1 (de) | 2001-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3576014B2 (ja) | 放電加工方法及び装置 | |
| JP2692510B2 (ja) | 放電加工装置 | |
| US4695696A (en) | Electric discharge machine with control of the machining pulse's current value in accordance with the delay time | |
| JPH04304924A (ja) | 加工電流制御方法及び加工電流制御装置 | |
| EP0124625B1 (en) | Electric discharge machining control circuit | |
| JP3842279B2 (ja) | ワイヤ放電加工機 | |
| US6930273B2 (en) | Power supply unit for wire electrical discharge machining and method of wire electrical discharge machining | |
| JP3645957B2 (ja) | 放電加工方法及び装置 | |
| EP0134679B1 (en) | An electroerosive machining method and apparatus | |
| JP3627084B2 (ja) | 放電加工機の電源装置 | |
| JP5734158B2 (ja) | レーザ加工機用電源装置 | |
| JP3252622B2 (ja) | ワイヤ放電加工機の加工電源制御装置 | |
| JPS61260923A (ja) | 放電加工用電源 | |
| RU2140834C1 (ru) | Способ электроискрового легирования и устройство для его осуществления | |
| JP2626666B2 (ja) | 放電加工方法 | |
| WO2001094067A1 (fr) | Alimentation electrique pour usinage par etincelage | |
| JP2547365B2 (ja) | 放電加工電源装置 | |
| US4719327A (en) | Electrical discharge machining power supply | |
| JPH059209B2 (ja) | ||
| JP2984664B2 (ja) | 放電加工装置 | |
| JPH089125B2 (ja) | 放電加工用電源装置 | |
| SU1484515A1 (ru) | Способ электроэрозионного легировани | |
| JPS63267122A (ja) | ワイヤカツト放電加工装置 | |
| RU2164844C1 (ru) | Способ и устройство для электроискрового легирования | |
| JPS6052889B2 (ja) | 放電加工用電源装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040615 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040706 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080716 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090716 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100716 Year of fee payment: 6 |