JP2021080098A - リール部材、接着フィルム巻装体 - Google Patents
リール部材、接着フィルム巻装体 Download PDFInfo
- Publication number
- JP2021080098A JP2021080098A JP2019211806A JP2019211806A JP2021080098A JP 2021080098 A JP2021080098 A JP 2021080098A JP 2019211806 A JP2019211806 A JP 2019211806A JP 2019211806 A JP2019211806 A JP 2019211806A JP 2021080098 A JP2021080098 A JP 2021080098A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive film
- rib
- reel
- film
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/14—Kinds or types of circular or polygonal cross-section with two end flanges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/14—Kinds or types of circular or polygonal cross-section with two end flanges
- B65H75/145—Reinforcement or protection arrangements for the peripheral edge of the flanges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/37—Tapes
- B65H2701/377—Adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/002—Hand-held or table apparatus
Landscapes
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
Description
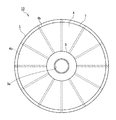
本技術が適用されたリール部材1を、図1、図2に示す。図1はリール部材1の一実施形態を示す正面図であり、図2はリール部材1の断面図である。リール部材1は、テープ状の接着フィルム2が巻回される巻芯3と、巻芯3の両側に設けられた一対のリールフランジ4を備える。また、リール部材1は、リールフランジ4の内側面4aに、当該内側面4aより突出し、当該リールフランジ4の中心側から周縁側にかけて延在する複数のリブ5が形成されている。
巻芯3は、円筒形状をなし、後述する接着フィルム2の幅よりも若干大きい幅を有する。また、巻芯3は、中心部にリール部材1を回転駆動する図示しない回転装置が挿通する挿通口3aが形成されている。そして、巻芯3は、両側は一対のリールフランジ4が接続され、リールフランジ4と一体に回転される。
一対のリールフランジ4は、巻芯3に接着フィルム2が多重に巻回された巻装フィルム7を支持するものであり、例えばプラスチック材料を用いて円盤状に形成されている。また、リールフランジ4は、後述するリブ5が外面から視認できる程度に透過性があることが好ましい。また、リールフランジ4は、巻装フィルム7と接する面に、静電処理を施すようにしてもよい。静電処理を施す方法としては、例えば、ポリチオフェン等の化合物を塗布する方法が挙げられる。なお、リールフランジ4の直径は巻芯3の直径や接着フィルム2の長さ等に応じて適宜設計することができ、特に制限はないが、一例として90〜300mmとすることができる。
図1に示すように、リールフランジ4の内側面4aには、リールフランジ4の中心側から周縁側にかけて延在する複数のリブ5が設けられている。より具体的には、リブ5は、内側面4aにおける巻芯3との接合部から周縁部4bにかけて直線状に延在し、例えば30°の等間隔をもって12本ずつ設けられている。なお、リブ5の長さはリールフランジ4の直径や巻芯3の直径等に応じて適宜設計することができる。リブ5の長さはフランジの内面(接着フィルムが巻き取られる面)において巻芯まで到達していることが、接着フィルムの巻き回しが開始から終了まで同条件で行うことができることから好ましく、一例として、(フランジの直径−巻芯の直径)/2とすることができる。巻芯近傍までリブが存在していれば、同様の効果を得ることができる。また、後述するように、リブが巻芯を貫通して巻芯の内側まで存在していてもよく、その場合は、上式に、巻芯の径の2〜45%を加算した長さとすることができる。リブ5の長さはフランジと巻芯の径の組み合わせによって定まり、リブ5の長さはフランジの半径未満になるが、一例として、25〜135mmとすることができる。
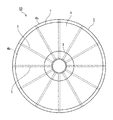
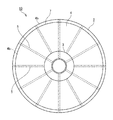
図5に示すように、各リブ5は、巻芯3と対向する位置まで延在して形成してもよい。これにより、リブ5が一体形成されるリールフランジ4全体、もしくはリール部材1全体の加工性や再現性、歩留まりが高まる効果が期待できる。すなわち、リールフランジ4の成形時に金型に溶融した樹脂を流し込む、またはその後に金型から取り出す際などに、巻芯3と対向する位置まで延在するリブとして、一定量の樹脂が存在することで、作業性が増し、リールフランジ4の形状を安定化させることができる。その他、樹脂成形の制約を取り除き、金型の設計自由度を高める効果も期待できる。
巻芯3と一対のリールフランジ4の材質は、例えば、熱可塑性樹脂等が挙げられる。ここで、熱可塑性樹脂としては、汎用樹脂の他、汎用エンプラ、スーパーエンプラ等が挙げられる。熱可塑性樹脂は、結晶性であっても、非結晶性であってもよい。汎用樹脂の例としては、ポリエチレン、ポリプロピレン、ポリスチレン等が挙げられる。汎用エンプラの例としては、ポリカーボネート、ポリアミド等が挙げられる。スーパーエンプラの例としては、ポリイミド、ポリアミドイミド等が挙げられる。寸歩精度を再現性よく得られる点からは、非結晶性樹脂が好ましい。また、経済性の観点から、汎用樹脂を用いることが好ましい。
接着フィルム巻装体10は、上述したリール部材1と、接着フィルム2が巻芯3に巻回されてなる巻装フィルム7を備える。
巻芯3に巻回される接着フィルム2は、図8に示すように、ベースフィルム11と、ベースフィルム11に支持された絶縁性バインダーからなる接着剤層12とを有する。
接着フィルム2は、上述した各バインダー樹脂成分及び必要に応じて含有されるフィラーと混合させたバインダー樹脂組成物を塗布法によりベースフィルム11上に成膜し、乾燥させることにより製造することができる。なお、フィラーは、バインダー樹脂成分をベースフィルム11上に成膜した後に設けてもよい。また、接着フィルム2は、ベースフィルム11と反対側の面にさらに剥離フィルムが設けられていてもよい。
なお、接着フィルム巻装体10における接着剤層12の貼り付きや脱落を防止するリブ5の寸法設計は、接着剤層12の粘着力(タック)によっても影響され得る。すなわち、タックが大きい場合、巻装フィルム7において接着フィルム2のズレは生じ難く、脱落を抑制するリブ高さHの許容範囲は広がる。一方、タックが大きいと、接着剤層12がリブと接触することによって起きる貼り付きやブロッキングのリスクは高まるため、リブ頂部幅W1やリブ本数の許容範囲は狭まる。
Claims (9)
- 接着フィルムが巻回される巻芯と、
上記巻芯の両側に設けられた一対のリールフランジを備え、
上記リールフランジの内側面には、当該内側面より突出し、当該リールフランジの中心側から周縁側にかけて延在する複数のリブが形成され、
上記リブは、断面視において、上記接着フィルムと接触する頂部の幅が上記内側面と接する基部の幅よりも狭い
リール部材。 - 上記リブは、高さが0.01mmより大きく0.1mm未満である、請求項1記載のリール部材。
- 上記リブは、上記基部から上記頂部にかけて傾斜面を有し、該傾斜面の傾斜角度は2°以上45°以下である、請求項1又は2に記載のリール部材。
- 上記リブの頂部幅が0.10mm以上、0.80mm以下である請求項1〜3のいずれか1項に記載のリール部材。
- 上記リブは、上記巻芯と対向する位置まで延在するものを含む請求項1〜4のいずれか1項に記載のリール部材。
- 上記巻芯と対向する位置まで延在するリブは、リブの総数よりも少ない請求項5記載のリール部材。
- テープ状の接着フィルムが巻回される巻芯と、上記巻芯の両側に設けられた一対のリールフランジを有するリール部材と、
上記接着フィルムが上記巻芯に巻回されてなる巻装フィルムを備え、
上記リール部材は、上記請求項1〜6のいずれかに記載のリール部材である、
接着フィルム巻装体。 - 上記接着フィルムは、幅が0.6mm以下である請求項7記載の接着フィルム巻装体。
- 上記接着フィルムが350m以上巻回される請求項7又は8に記載の接着フィルム巻装体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019211806A JP7595411B2 (ja) | 2019-11-22 | 2019-11-22 | リール部材、接着フィルム巻装体 |
| KR1020247035972A KR20240160239A (ko) | 2019-11-22 | 2020-11-18 | 릴 부재, 접착 필름 권장체 |
| TW109140212A TWI874492B (zh) | 2019-11-22 | 2020-11-18 | 捲盤構件、接著膜捲裝體 |
| PCT/JP2020/042932 WO2021100741A1 (ja) | 2019-11-22 | 2020-11-18 | リール部材、接着フィルム巻装体 |
| US17/777,534 US12441580B2 (en) | 2019-11-22 | 2020-11-18 | Reel member and adhesive film winding body |
| CN202080080149.9A CN114728754A (zh) | 2019-11-22 | 2020-11-18 | 卷轴部件、粘接膜卷绕安装体 |
| KR1020227016915A KR102724799B1 (ko) | 2019-11-22 | 2020-11-18 | 릴 부재, 접착 필름 권장체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019211806A JP7595411B2 (ja) | 2019-11-22 | 2019-11-22 | リール部材、接着フィルム巻装体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021080098A true JP2021080098A (ja) | 2021-05-27 |
| JP2021080098A5 JP2021080098A5 (ja) | 2023-05-22 |
| JP7595411B2 JP7595411B2 (ja) | 2024-12-06 |
Family
ID=75964142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019211806A Active JP7595411B2 (ja) | 2019-11-22 | 2019-11-22 | リール部材、接着フィルム巻装体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12441580B2 (ja) |
| JP (1) | JP7595411B2 (ja) |
| KR (2) | KR20240160239A (ja) |
| CN (1) | CN114728754A (ja) |
| TW (1) | TWI874492B (ja) |
| WO (1) | WO2021100741A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026058622A1 (ja) * | 2024-09-13 | 2026-03-19 | デクセリアルズ株式会社 | リール部材、接着フィルム巻装体 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI767131B (zh) | 2018-07-18 | 2022-06-11 | 日商美克司股份有限公司 | 捆束用帶 |
| JP7325706B2 (ja) * | 2018-07-18 | 2023-08-15 | マックス株式会社 | 結束用テープ、結束方法、テープ巻き付け体及びリール |
| US20240299856A1 (en) * | 2023-03-10 | 2024-09-12 | Nelson Companies One, LLC | Balloon weight and ribbon assembly with adhesive film peel-assist feature |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007148593A1 (ja) * | 2006-06-21 | 2007-12-27 | Hitachi Chemical Company, Ltd. | リール |
| WO2011118503A1 (ja) * | 2010-03-23 | 2011-09-29 | 日立化成工業株式会社 | 接着テープ用リール |
| WO2017026404A1 (ja) * | 2015-08-10 | 2017-02-16 | デクセリアルズ株式会社 | リール部材、フィルム収容体、及びリール部材の製造方法 |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US851366A (en) * | 1906-11-01 | 1907-04-23 | Frank Mossberg | Reel. |
| US962654A (en) * | 1909-06-14 | 1910-06-28 | Frank Mossberg Company | Reel. |
| US1341817A (en) * | 1919-09-15 | 1920-06-01 | Mossberg Pressed Steel Corp | Reel or beam |
| US1658009A (en) * | 1926-05-10 | 1928-01-31 | Crocker Wheeler Electric Mfg C | Sheet-metal spool |
| US1981138A (en) * | 1927-10-11 | 1934-11-20 | Western Electric Co | Reel |
| US1981139A (en) * | 1928-06-26 | 1934-11-20 | Western Electric Co | Reel |
| US2266903A (en) * | 1939-10-12 | 1941-12-23 | Nat Standard Co | Wire reel |
| US2465573A (en) * | 1947-03-07 | 1949-03-29 | Charles W Hayner | Spool |
| US2985402A (en) * | 1958-02-26 | 1961-05-23 | True Temper Corp | Spool construction |
| US3099414A (en) * | 1961-02-27 | 1963-07-30 | Thomas S Kuika | Tape reel having friction reducing means |
| US3462097A (en) * | 1967-03-17 | 1969-08-19 | Dare Products Inc | Unitary spool assembly |
| DE2016320B2 (de) * | 1970-04-06 | 1971-06-03 | Mittelrheimsche Metallgießerei, Heinnch Beyer KG, 5470 Andernach | Kabelspule |
| FR2252757A5 (ja) * | 1973-11-23 | 1975-06-20 | Stoquelet Michel | |
| US3966139A (en) * | 1974-08-19 | 1976-06-29 | Owens-Corning Fiberglas Corporation | Textile serving spool |
| JPH023475Y2 (ja) * | 1985-03-08 | 1990-01-26 | ||
| US4997142A (en) * | 1989-04-28 | 1991-03-05 | Grant Plastics, Inc. | Plastic reel |
| US5474254A (en) * | 1994-11-08 | 1995-12-12 | Faulkner Fabricators, Inc. | Spool and method of making same |
| CN1152383C (zh) * | 1996-05-30 | 2004-06-02 | 可隆株式会社 | 用于缠绕感光膜的卷筒 |
| US6450441B2 (en) * | 1998-02-13 | 2002-09-17 | C. Robert Ripplinger | Twin sheet flanges for spools and reels |
| US6598825B2 (en) * | 1998-02-13 | 2003-07-29 | C. Robert Ripplinger | Simultaneous-access surfaces for reel-flange fasteners |
| US6003807A (en) * | 1998-02-13 | 1999-12-21 | Ripplinger; C. Robert | Corrugated, fracture-controlling flanges for spools and reels |
| US6435451B1 (en) * | 2000-10-19 | 2002-08-20 | Storage Technology Corporation | Compliant tape reel flanges |
| US6612474B2 (en) * | 2000-12-22 | 2003-09-02 | Kumud Shah | Hand-held tape dispenser with brake mechanism |
| US20040124305A1 (en) * | 2002-12-30 | 2004-07-01 | Harrison Huang | Tape dispenser with capacity of preventing tape being drawn back |
| US20040226857A1 (en) * | 2003-05-15 | 2004-11-18 | Wright Lance Cole | Apparatus to minimize paper particulate from paper based carrier tape reel |
| US7170130B2 (en) | 2004-08-11 | 2007-01-30 | Spansion Llc | Memory cell with reduced DIBL and Vss resistance |
| CN102070048B (zh) * | 2006-06-21 | 2016-02-03 | 日立化成株式会社 | 带的卷绕方法 |
| US7300017B1 (en) * | 2006-08-22 | 2007-11-27 | Tokusen Kogyo Co., Ltd. | Reel for metal linear material |
| KR101940349B1 (ko) * | 2011-07-08 | 2019-01-18 | 히타치가세이가부시끼가이샤 | 접착 테이프용 릴, 권중체, 곤포물, 릴의 접착 테이프를 권회하기 위한 접착 테이프용 릴로서의 용도, 및 접착 테이프용 릴의 제조 방법 |
| JP5930274B2 (ja) * | 2011-12-05 | 2016-06-08 | デクセリアルズ株式会社 | リール部材及びフィルム収容体 |
| JP5897942B2 (ja) | 2012-03-15 | 2016-04-06 | デクセリアルズ株式会社 | リール部材、フィルム巻回方法、フィルム巻き出し方法 |
| JP5982159B2 (ja) * | 2012-04-06 | 2016-08-31 | デクセリアルズ株式会社 | リール部材、接着フィルムの巻回方法、接着フィルムの巻き出し方法 |
| JP5905351B2 (ja) * | 2012-07-04 | 2016-04-20 | デクセリアルズ株式会社 | リール部材及びフィルム収容体 |
| US20150197409A1 (en) * | 2014-01-13 | 2015-07-16 | Domenico Caldieri | Reel/spool with handle and locating/stabilizing bump apparatus and a method thereof |
| US9637346B2 (en) * | 2014-05-15 | 2017-05-02 | Carris Reels, Inc. | Reels with slitted flanges |
| JP2016160027A (ja) | 2015-02-27 | 2016-09-05 | デクセリアルズ株式会社 | 接着フィルム用リール及びこれに使用される連結体 |
| JP2017137188A (ja) | 2016-02-05 | 2017-08-10 | デクセリアルズ株式会社 | フィルム巻装体のはみ出し試験方法 |
| US10501277B2 (en) * | 2016-11-01 | 2019-12-10 | Kitaru Innovations Inc. | Brake assembly for a tape dispenser |
| US10544002B2 (en) * | 2016-11-01 | 2020-01-28 | Kitaru Innovations Inc. | Brake assembly for a tape dispenser |
| US10494217B2 (en) * | 2016-11-01 | 2019-12-03 | Kitaru Innovations, Inc. | Brake assembly for a tape dispenser |
| US10544003B2 (en) * | 2016-11-01 | 2020-01-28 | Kitaru Innovations Inc. | Brake assembly for a tape dispenser |
| US10584012B2 (en) * | 2018-03-09 | 2020-03-10 | Axjo Plastic Aktiebolag | Two-part and stackable cable spool arrangement |
| US11535482B1 (en) * | 2021-02-01 | 2022-12-27 | James F. C. Swanson | Bungee spool |
-
2019
- 2019-11-22 JP JP2019211806A patent/JP7595411B2/ja active Active
-
2020
- 2020-11-18 US US17/777,534 patent/US12441580B2/en active Active
- 2020-11-18 CN CN202080080149.9A patent/CN114728754A/zh active Pending
- 2020-11-18 WO PCT/JP2020/042932 patent/WO2021100741A1/ja not_active Ceased
- 2020-11-18 KR KR1020247035972A patent/KR20240160239A/ko active Pending
- 2020-11-18 KR KR1020227016915A patent/KR102724799B1/ko active Active
- 2020-11-18 TW TW109140212A patent/TWI874492B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007148593A1 (ja) * | 2006-06-21 | 2007-12-27 | Hitachi Chemical Company, Ltd. | リール |
| WO2011118503A1 (ja) * | 2010-03-23 | 2011-09-29 | 日立化成工業株式会社 | 接着テープ用リール |
| WO2017026404A1 (ja) * | 2015-08-10 | 2017-02-16 | デクセリアルズ株式会社 | リール部材、フィルム収容体、及びリール部材の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026058622A1 (ja) * | 2024-09-13 | 2026-03-19 | デクセリアルズ株式会社 | リール部材、接着フィルム巻装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230339720A1 (en) | 2023-10-26 |
| KR20220082910A (ko) | 2022-06-17 |
| TWI874492B (zh) | 2025-03-01 |
| KR102724799B1 (ko) | 2024-10-31 |
| CN114728754A (zh) | 2022-07-08 |
| JP7595411B2 (ja) | 2024-12-06 |
| WO2021100741A1 (ja) | 2021-05-27 |
| US12441580B2 (en) | 2025-10-14 |
| KR20240160239A (ko) | 2024-11-08 |
| TW202138277A (zh) | 2021-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021100741A1 (ja) | リール部材、接着フィルム巻装体 | |
| RU2759664C1 (ru) | Способ изготовления гибкой волоконно-оптической ленты и лента | |
| KR101240155B1 (ko) | 도전 입자 배치 시트 및 이방성 도전 필름 | |
| CN1264941C (zh) | 剥离膜以及使用剥离膜的粘合膜 | |
| CN100425424C (zh) | 光膜及其制造方法和偏光镜片 | |
| WO2021161815A1 (ja) | 接着フィルム製造装置及びリール体 | |
| WO2007141899A1 (ja) | ポリカーボネート樹脂フィルムおよびその製造方法 | |
| JP2022076616A (ja) | リール体、リール体の製造方法、及び物品の製造方法 | |
| WO2021161814A1 (ja) | 接着フィルム製造装置及び接着フィルム製造方法 | |
| KR20170102350A (ko) | 릴체, 필름 연결체, 필름 권취 장착체 및 필름 연결체의 제조 방법 | |
| JPH04333457A (ja) | 蛇行防止用ガイド付きシームレスベルト | |
| JP6693161B2 (ja) | フィルム連結体、フィルム巻装体、リール体、及びフィルム連結体の製造方法 | |
| JP4271962B2 (ja) | チップ搬送体のスペーサのベース用フィルム | |
| WO2026058622A1 (ja) | リール部材、接着フィルム巻装体 | |
| JP7443690B2 (ja) | 接着テープ用リール | |
| TWI902762B (zh) | 擠製成形裝置、薄膜之製造系統、及薄膜之製造方法 | |
| HK1241838B (zh) | 卷筒体、薄膜连结体、薄膜卷装体及薄膜连结体的制造方法 | |
| KR20230106199A (ko) | 이방도전성 접착필름이 권취된 릴체 | |
| CN108778648B (zh) | 粘接膜的切割方法、粘接膜和卷装体 | |
| TW202227271A (zh) | 薄膜之製造方法 | |
| JP2009060124A (ja) | チップ搬送体のスペーサのベース用フィルム | |
| KR20140132004A (ko) | 접착 필름의 부착 방법 및 접착 필름 부착 장치 | |
| NZ766575B2 (en) | A method for producing a flexible optical fiber ribbon and said ribbon. | |
| JP2004074572A (ja) | フィルム熱処理装置 | |
| JP2013142823A (ja) | 光反射防止物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231121 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240618 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240930 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7595411 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |