JP2019016518A - 保護膜形成装置 - Google Patents
保護膜形成装置 Download PDFInfo
- Publication number
- JP2019016518A JP2019016518A JP2017133158A JP2017133158A JP2019016518A JP 2019016518 A JP2019016518 A JP 2019016518A JP 2017133158 A JP2017133158 A JP 2017133158A JP 2017133158 A JP2017133158 A JP 2017133158A JP 2019016518 A JP2019016518 A JP 2019016518A
- Authority
- JP
- Japan
- Prior art keywords
- jig
- substrate
- unit
- plate
- protective film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Abstract
Description
前記治具を保持する保持具と、前記治具に保持された前記基板を、前記成形板に対して引き離す方向に移動させる剥離具と、を有していてもよい。
本実施形態に係る保護膜形成装置は、図1及び図2(a)〜(d)に示すように、接着剤Rを介在させて成形板Gと基板Sとを貼り合わせ、基板Sを接着剤Rとともに成形板Gから剥離することにより、基板S上に接着剤Rからなる保護膜Pを成形する装置である。なお、図1は、成形板Gと基板Sとの上面から見た位置関係を示す模式図であり、図2(a)、(b)は、成形板Gと基板Sとの貼り合わせ手順を示す模式図、図2(c)、(d)は、成形板Gと基板Sとの剥離手順を示す模式図である。図2において、左側の列は正面図、右側の列は右側面図である。
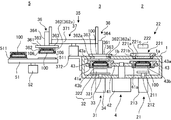
図3は、保護膜形成装置を上面から見た模式図である。図4は、図3の矢視A−A方向から見た模式断面図である。なお、本明細書において、方向や位置関係を説明するのに「上」や「下」と称する場合があるが、「上」や「下」とは、保護膜形成装置における位置関係をいうものであり、保護膜形成装置が設置された際の位置関係や方向を指すものではない。また、図4、図10、図12における治具100は、それぞれの位置に治具100が存在する場合を図示するために記載したに過ぎず、図示した位置に常に存在するとは限らない。
(治具)
治具100の構成を、図5及び図6を参照して説明する。図5(a)は治具100の上面から見た模式図、図5(b)は治具100の右側面から見た模式図、図6(a)は治具100の正面から見た模式図、図6(b)は図5(a)の矢視B−B方向から見た模式断面図である。
真空チャンバ1は、図4に示すように、内部を真空状態とすることが可能な容器である。真空チャンバ1には、不図示の排気装置が設けられ、この排気装置により内部に真空状態が形成される。つまり、真空チャンバ1の内部は、真空室を構成する。真空室は、真空チャンバ1内部の円筒形状の密閉空間である。
搬送部4は、真空チャンバ1内に設けられ、一対の治具100を搭載する回転体41を有し、治具100を貼合部2と剥離部3との間で搬送する装置である。つまり、搬送部4は、治具100を真空チャンバ1に出し入れする位置と貼合部2による貼合位置とを搬送することができる。回転体41は、水平な回転面に沿って回転する円形の板状の回転テーブルである。回転体41には、一対のホルダ孔41aが形成されている。一対のホルダ孔41aは、回転体41の回転中心を挟んで並設され、各々が開口1a、1bに対応する位置に形成された矩形の孔である。
貼合部2は、圧着部21及び硬化部22を有する。圧着部21は、治具100に保持された成形板Gに対して基板Sを圧着する機構であり、基板Sに塗布された接着剤Rを成形板Gに押し付けて成形する機構でもある。圧着部21は、押圧板211、ロッド212及び駆動源213を有する。押圧板211は、ホルダ43に下方から垂直方向に進入することにより、治具100を押し上げて、真空チャンバ1の天井側の窓部221に成形板Gを押し当てるとともに、基板Sを弾性部材104の付勢力に抗して成形板Gに圧着させる部材である。
剥離部3は、押上部31、受渡部35を有する。押上部31は、ホルダ43及び治具100を真空チャンバ1の開口1bに向けて進退駆動させる機構である。押上部31は、押上体32、ロッド33及び駆動源34を有する。押上体32は、突出部321及び拡張部322を有する。突出部321は、ホルダ43の下方から垂直方向に進入することにより、治具100の底部を押し上げて、治具100の上部を開口1bまで進入させる部材である。
搬出入部5は、真空チャンバ1と併設されている。搬出入部5は、回転テーブル51、モータ52を有する。回転テーブル51は、円形の板状体である。回転テーブル51には、一対の載置台511が形成されている。載置台511は、回転テーブル51の回転中心を挟んで並設し、治具100が載置される矩形の台である。載置台511は、回転テーブル51の回動により、作業員が基板Sを治具100に着脱する着脱位置と、保持部36の保持板361の下方に来る受渡位置との間を移動する。載置台511には、把持機構362によって治具100が把持可能となるように、治具100の位置を規制して位置決めする溝、突起等が設けられている。モータ52は、回転テーブル51に駆動力を与え、円形の中心を軸として回転させる駆動源である。
制御装置6は、上記の保護膜形成装置の各部の動作の制御を行う装置である(図3参照)。制御装置6は、例えば、専用の電子回路若しくは所定のプログラムで動作するコンピュータ等によって構成できる。制御装置6には、各部の制御内容がプログラムされており、PLCやCPUなどの処理装置により実行される。
本実施形態に係る保護膜形成装置の動作について、上記の図面に加えて、図9〜図20を参照して説明する。なお、図9に示すように、真空チャンバ1の開口1bは、ホルダ43によって封止されており、押上体32の拡張部322がホルダ43の内部の開口43bを封止しているので、真空チャンバ1内は気密に保たれている。そして、真空チャンバ1内は、排気装置により真空状態となっている。
まず、真空チャンバ1内への治具100の搬入について説明する。図3及び図4に示すように、搬出入部5の回転テーブル51上に設けられた載置台511には、治具100が、ベース板101を下側にして載置されている。そして、図5に示すように、予め作業員の作業により、成形板Gが成形板支持部材103に支持され、表面に接着剤Rが塗布された基板Sが基台102に載置されているものとする。このため、成形板Gが上側となり、基板Sが下側となる。なお、接着剤Rの塗布は、例えば、基板Sを治具100にセットする前に、スクリーン印刷方式等の塗布装置によって、塗布領域S1内に均一な厚みで塗布する。
次に、圧着部21が接着剤Rを介して基板Sと成形板Gとを貼り合わせる。すなわち、駆動源213によって押圧板211が上昇する。この上昇過程で、図15に示すように、治具100がホルダ43から押し上げられて、成形板支持部材103が固定部材221bと当接し、成形板Gが透過部材221cに到達する。すなわち、成形板Gが透過部材221cと面接触する。
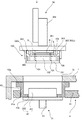
保護膜Pの形成後、搬送部4は、貼り合わせる動作が完了した治具100を剥離部3に戻す。つまり、回転体41を回転させて、開口1bの直下に治具100を移動させる(図12、図18参照)。この状態で、駆動源34が押上体32の上昇を開始すると、図19に示すように、押上体32の突出部321が、ホルダ43の下方の開口43bから進入して治具100の底部を押し上げるので、治具100の上部が開口1bに向かって侵入する。引き続き押上体32が上昇することにより、ホルダ43の底の厚みと、突出部321と拡張部322の段差との差分だけ遅れて、拡張部322がホルダ43の下面に当接するので、このタイミングから治具100と一緒にホルダ43が上昇し始める。そして、図20に示すように、ホルダ43の上部が開口1bの周縁の真空チャンバ1の天井に当接して上昇が停止する。これにより、ホルダ43によって開口1bが封止されるとともに、拡張部322によってホルダ43の内側の開口43bが封止される。開口1b、保持板361、ホルダ43及び拡張部322によって封止される密閉空間は、排気装置によるベントにより、大気圧状態となる。
まず、開口1b、保持板361、ホルダ43及び拡張部322によって封止される密閉空間であるロードロック室は、排気装置によって大気圧にされる。この状態で、図21に示すように、昇降機構364が保持板361を上昇させることにより、保持部36を開口1bから離脱させる。把持機構362によって把持された治具100は、ホルダ43から持ち上げられて離脱して、真空チャンバ1から取り出される。なお、このとき、ホルダ43が開口1bを封止しており、押上部31の拡張部322がホルダ43の内部の孔を封止しているので、真空チャンバ1内は気密に保たれる。つまり、真空チャンバ1内は真空に維持される。
搬出入部5は、モータ52を作動させることにより回転テーブル51を回動させて、着脱位置に治具100を移動させる。この着脱位置において、作業者は、保護膜Pが形成された基板Sを取り外す。
本実施形態は、接着剤Rを介して成形板Gと基板Sとを圧着することにより、接着剤Sからなる保護膜Pを形成する保護膜形成装置であって、成形板Gと基板Sとを、互いに離隔した離隔位置と、接着剤Rを介して圧着される圧着位置との間で相対移動可能に保持する治具100と、治具100に保持された成形板Gと基板Sとを、圧着位置に相対移動させることにより貼り合わせる貼合部2と、治具100に保持され、貼合部2により貼り合わされた成形板Gと基板Sとを、離隔位置に相対移動させることにより剥離する剥離部3と、複数の治具100を支持し、いずれかの治具100に保持された成形板Gと基板Sとの貼合部2による貼り合わせと、他のいずれかの治具100に保持された成形板Gと基板Sとの剥離部3による剥離とを並行して実行可能となるように、治具100の貼合部2への搬送と貼合部2から剥離部3への搬送とを実行する搬送部4と、を有する。
本発明は、上記の実施形態に限定されるものではなく、下記に示す他の実施形態も包含する。また、本発明は、上記の実施形態及び下記の他の実施形態を全て又はいずれかを組み合わせた形態も包含する。さらに、これらの実施形態を発明の範囲を逸脱しない範囲で、種々の省略や置き換え、変更を行うことができ、その変形も本発明に含まれる。
(6)上記の実施形態では、単一の搬送部4が、治具100の貼合部2への搬送と、貼合部2から剥離部3への搬送とを行うものしたが、それぞれを個別の搬送部を用いて行うようにしても良い。すなわち、治具100の貼合部2への搬送を第1の搬送部を用いて行い、治具100の貼合部2から剥離部3への搬送を第1の搬送部とは異なる第2の搬送部を用いて行うようにしても良い。
1a、1b 開口
2 貼合部
21 圧着部
211 押圧板
212 ロッド
213 駆動源
22 硬化部
221 窓部
221a 環状ブロック
221b 固定部材
221c 透過部材
222 照射部
3 剥離部
31 押上部
32 押上体
321 突出部
322 拡張部
33 ロッド
34 駆動源
35 受渡部
36 保持部
361 保持板
362 把持機構
362a 保持具
362b スライダ
362c バネ
362d カムフォロア
362e 傾斜カム
363 剥離具
363a 付勢板
363b ロッド
364 昇降機構
37 搬送機構
371 アーム
372 モータ
4 搬送部
41 回転体
41a ホルダ孔
42 モータ
43 ホルダ
43a フランジ
43b 開口
5 搬出入部
51 回転テーブル
511 載置台
52 モータ
6 制御装置
100 治具
101 ベース板
102 基台
103 成形板支持部材
104 弾性部材
105 ガイド
G 成形板
H 孔
N 爪
P 保護膜
R 接着剤
S 基板
S1 塗布領域
S2 未塗布領域
Claims (7)
- 接着剤を介して成形板と基板とを圧着することにより、前記接着剤からなる保護膜を形成する保護膜形成装置であって、
前記成形板と前記基板とを、互いに離隔した離隔位置と、接着剤を介して圧着される圧着位置との間で相対移動可能に保持する治具と、
前記治具に保持された前記成形板と前記基板とを、前記圧着位置に相対移動させることにより貼り合わせる貼合部と、
前記治具に保持され、前記貼合部により貼り合わされた前記成形板と前記基板とを、前記離隔位置に相対移動させることにより剥離する剥離部と、
複数の前記治具を支持し、いずれかの治具に保持された成形板と基板との前記貼合部による貼り合わせと、他のいずれかの治具に保持された成形板と基板との前記剥離部による剥離とを並行して実行可能となるように、前記治具の前記貼合部への搬送と前記貼合部から前記剥離部への搬送とを実行する搬送部と、
を有することを特徴とする保護膜形成装置。 - 前記貼合部は、圧着された前記成形板と前記基板との間の前記接着剤を硬化させる硬化部を有することを特徴とする請求項1記載の保護膜形成装置。
- 前記治具は、
前記基板が載置される基台と、
前記基台に対向するように、且つ、平面視で前記基台上の基板からはみ出すように設けられた前記成形板を支持する成形板支持部材と、
前記成形板支持部材を、前記基台から離隔する位置に弾性支持する弾性部材と、
を有することを特徴とする請求項1又は請求項2記載の保護膜形成装置。 - 前記弾性部材は、前記保護膜の前記成形板に対する接着力よりも大きい弾性力を有することを特徴とする請求項3記載の保護膜形成装置。
- 前記剥離部は、
前記治具を前記搬送部に受け渡す受渡装置を有し、
前記受渡装置は、
前記治具を保持する保持具と、
前記治具に保持された前記基板を、前記成形板に対して引き離す方向に移動させる剥離具と、
を有することを特徴とする請求項1乃至4のいずれかに記載の保護膜形成装置。 - 前記剥離部は、
前記保持具と前記剥離具とを
前記治具との間で相対移動させる移動機構を有することを特徴とする請求項5記載の保護膜形成装置。 - 内部に減圧可能な真空室が構成され、前記真空室内に前記搬送部及び前記貼合部を備える真空チャンバを有し、
前記搬送部は、
前記真空チャンバ内で、前記真空チャンバに前記治具を出し入れする位置と前記貼合部による貼り合わせを行う貼合位置とで前記治具を搬送可能な回転体と、
前記治具を保持し、前記回転体に対して、前記回転体の回転面に直交する方向に相対移動可能に支持されるホルダと、
を有し、
前記真空チャンバには、前記治具を出し入れする位置に対応し、前記剥離部が前記受渡装置によって前記搬送部との間で前記治具の受け渡しを行うための開口が設けられ、
前記受渡装置は、
前記保持具と前記剥離具を有する保持板と、
前記ホルダを前記真空チャンバの前記開口に向けて進退駆動させる押上部と、
を有し、
前記治具の受け渡しの際には、前記押上部によって前記ホルダが、前記開口の周囲の前記真空チャンバの内壁に当接することで、前記真空チャンバ内と外部との気密を保ち、前記治具の搬送時および前記基板の貼り合わせの際には、前記保持板が前記開口の周囲の真空チャンバの外面に当接することで、真空チャンバ内と外部との気密を保つことを特徴とする請求項6記載の保護膜形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017133158A JP6959776B2 (ja) | 2017-07-06 | 2017-07-06 | 保護膜形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017133158A JP6959776B2 (ja) | 2017-07-06 | 2017-07-06 | 保護膜形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019016518A true JP2019016518A (ja) | 2019-01-31 |
| JP6959776B2 JP6959776B2 (ja) | 2021-11-05 |
Family
ID=65358470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017133158A Active JP6959776B2 (ja) | 2017-07-06 | 2017-07-06 | 保護膜形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6959776B2 (ja) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6310349A (ja) * | 1986-06-30 | 1988-01-16 | Konica Corp | 光デイスクの製造方法 |
| JPH07256671A (ja) * | 1994-03-25 | 1995-10-09 | C I Kasei Co Ltd | 成型用合成樹脂シートとメンブレンプレス成型方法 |
| JPH07314461A (ja) * | 1994-05-27 | 1995-12-05 | Olympus Optical Co Ltd | 複合型光学素子の離型方法および装置 |
| JPH0886993A (ja) * | 1994-07-18 | 1996-04-02 | Sharp Corp | 基板搬送用治具及びそれを用いた液晶表示素子の製造方法 |
| JP2001089013A (ja) * | 1999-09-20 | 2001-04-03 | Canon Inc | シート部材の貼り付け方法及び貼り付け装置 |
| JP2004152455A (ja) * | 2002-11-01 | 2004-05-27 | Matsushita Electric Ind Co Ltd | 光ディスクとその製造方法及び製造装置 |
| JP2008153243A (ja) * | 2008-03-14 | 2008-07-03 | Seiko Epson Corp | 表示装置 |
| JP2008251790A (ja) * | 2007-03-30 | 2008-10-16 | Matsushita Electric Ind Co Ltd | 基板搬送用治具、部品実装方法、及び部品実装装置 |
| JP2009245498A (ja) * | 2008-03-31 | 2009-10-22 | Shibaura Mechatronics Corp | 転写装置及び転写方法 |
| JP2012182442A (ja) * | 2011-02-07 | 2012-09-20 | Hitachi High-Technologies Corp | 表示パネルモジュール組立装置、及び異方性導電材搬送装置 |
| US20130027640A1 (en) * | 2010-06-01 | 2013-01-31 | Snu R&Db Foundation | Liquid crystal display device, method for manufacturing the same and method for manufacturing substrate for alignment of liquid crystal |
| JP2017100403A (ja) * | 2015-12-03 | 2017-06-08 | 東京応化工業株式会社 | 積層体の製造方法、及び、その利用 |
-
2017
- 2017-07-06 JP JP2017133158A patent/JP6959776B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6310349A (ja) * | 1986-06-30 | 1988-01-16 | Konica Corp | 光デイスクの製造方法 |
| JPH07256671A (ja) * | 1994-03-25 | 1995-10-09 | C I Kasei Co Ltd | 成型用合成樹脂シートとメンブレンプレス成型方法 |
| JPH07314461A (ja) * | 1994-05-27 | 1995-12-05 | Olympus Optical Co Ltd | 複合型光学素子の離型方法および装置 |
| JPH0886993A (ja) * | 1994-07-18 | 1996-04-02 | Sharp Corp | 基板搬送用治具及びそれを用いた液晶表示素子の製造方法 |
| JP2001089013A (ja) * | 1999-09-20 | 2001-04-03 | Canon Inc | シート部材の貼り付け方法及び貼り付け装置 |
| JP2004152455A (ja) * | 2002-11-01 | 2004-05-27 | Matsushita Electric Ind Co Ltd | 光ディスクとその製造方法及び製造装置 |
| JP2008251790A (ja) * | 2007-03-30 | 2008-10-16 | Matsushita Electric Ind Co Ltd | 基板搬送用治具、部品実装方法、及び部品実装装置 |
| JP2008153243A (ja) * | 2008-03-14 | 2008-07-03 | Seiko Epson Corp | 表示装置 |
| JP2009245498A (ja) * | 2008-03-31 | 2009-10-22 | Shibaura Mechatronics Corp | 転写装置及び転写方法 |
| US20130027640A1 (en) * | 2010-06-01 | 2013-01-31 | Snu R&Db Foundation | Liquid crystal display device, method for manufacturing the same and method for manufacturing substrate for alignment of liquid crystal |
| JP2012182442A (ja) * | 2011-02-07 | 2012-09-20 | Hitachi High-Technologies Corp | 表示パネルモジュール組立装置、及び異方性導電材搬送装置 |
| JP2017100403A (ja) * | 2015-12-03 | 2017-06-08 | 東京応化工業株式会社 | 積層体の製造方法、及び、その利用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6959776B2 (ja) | 2021-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5439583B2 (ja) | 一時的なウェハーボンディング及びデボンディングのための改善された装置 | |
| JP2016106404A (ja) | 一時的にボンディングされたウエハをデボンディングするための改善された装置と方法 | |
| JPH1164811A (ja) | 液晶表示素子の製造方法およびその装置 | |
| JP2010080087A (ja) | 平面表示装置の製造方法、平面表示装置の製造装置及び平面表示装置 | |
| KR102450309B1 (ko) | 웨이퍼의 가공 방법 | |
| KR101288989B1 (ko) | 기판 처리 장치 및 기판 이송 방법 | |
| CN115592257A (zh) | 一种从激光改质后的晶体上剥离晶片的机械剥离装置 | |
| JP6235907B2 (ja) | 基板貼合装置、表示装置用部材の製造装置及び表示装置用部材の製造方法 | |
| KR102339362B1 (ko) | 웨이퍼 디본딩 유닛 및 이를 포함하는 웨이퍼 분리 장치 | |
| KR20190116056A (ko) | 기판 처리 시스템, 기판 처리 방법 및 기억 매체 | |
| TW201509680A (zh) | 剝離裝置及剝離方法 | |
| JP2010219219A (ja) | 電子部品剥離装置及び電子部品剥離方法 | |
| JP7194228B2 (ja) | 保護膜形成装置 | |
| JP2019016518A (ja) | 保護膜形成装置 | |
| KR20210018090A (ko) | 보호 부재 형성 방법 및 보호 부재 형성 장치 | |
| KR102114027B1 (ko) | 합착장치 | |
| JP2015187648A (ja) | 貼合方法および貼合装置 | |
| CN108962809B (zh) | 基板处理装置以及基板保持部的制造方法 | |
| WO2015087763A1 (ja) | 封止シート貼付け方法 | |
| KR101718283B1 (ko) | 접합부재 제조장치 및 접합부재의 제조방법 | |
| JP2019082693A (ja) | 基板組立装置とそのテーブル構造 | |
| KR101369724B1 (ko) | 유기물 증착방법 | |
| JP2005045109A (ja) | 半導体ウェーハ移し替え装置 | |
| KR102312389B1 (ko) | 웨이퍼 디본딩 유닛 및 이를 포함하는 웨이퍼 분리 장치 | |
| WO2022230184A1 (ja) | 転写装置及び転写方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210329 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211008 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6959776 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |