JP2017197823A - 溶融金属めっき設備及び方法 - Google Patents
溶融金属めっき設備及び方法 Download PDFInfo
- Publication number
- JP2017197823A JP2017197823A JP2016090081A JP2016090081A JP2017197823A JP 2017197823 A JP2017197823 A JP 2017197823A JP 2016090081 A JP2016090081 A JP 2016090081A JP 2016090081 A JP2016090081 A JP 2016090081A JP 2017197823 A JP2017197823 A JP 2017197823A
- Authority
- JP
- Japan
- Prior art keywords
- strip
- molten metal
- plate
- metal plating
- width direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 88
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 88
- 238000007747 plating Methods 0.000 title claims abstract description 65
- 238000000034 method Methods 0.000 title claims abstract description 11
- 238000006073 displacement reaction Methods 0.000 claims description 24
- 238000013016 damping Methods 0.000 claims description 21
- 238000001514 detection method Methods 0.000 claims description 14
- 238000007664 blowing Methods 0.000 claims description 5
- 238000009792 diffusion process Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
- C23C2/20—Strips; Plates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/16—Removing excess of molten coatings; Controlling or regulating the coating thickness using fluids under pressure, e.g. air knives
- C23C2/18—Removing excess of molten coatings from elongated material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
Abstract
Description
帯板を溶融金属浴に案内した後、上方に案内することにより、前記帯板に溶融金属のめっきを施す溶融金属めっき設備において、
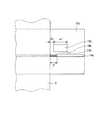
上方に案内された前記帯板の表面側と裏面側に相対向して配置され、前記帯板の板幅方向に広がると共に、前記帯板内の第1の衝突点に向けて、第1の気流を吹き付ける1対のワイピングノズルと、
前記ワイピングノズルより上方かつ前記帯板より板幅方向外側の両側方の各々において、前記帯板の板幅方向外側の延長面の表面側と裏面側に相対向して配置され、前記延長面内かつ前記第1の衝突点より下方の第2の衝突点に向けて、第2の気流を吹き付ける1対の外側ノズルとを有する
ことを特徴とする。
帯板を溶融金属浴に案内した後、上方に案内することにより、前記帯板に溶融金属のめっきを施す溶融金属めっき方法において、
上方に案内された前記帯板の表面側と裏面側に相対向して配置された1対のワイピングノズルを用いて、前記帯板の板幅方向に広がると共に、前記帯板内の第1の衝突点に向けて、第1の気流を吹き付け、
前記ワイピングノズルより上方かつ前記帯板より板幅方向外側の両側方の各々において、前記帯板の板幅方向外側の延長面の表面側と裏面側に相対向して配置された1対の外側ノズルを用いて、前記延長面内かつ前記第1の衝突点より下方の第2の衝突点に向けて、第2の気流を吹き付ける
ことを特徴とする。
本実施例の溶融金属めっき設備は、図10及び図11に示した従来の溶融金属めっき設備を前提とする。即ち、図1に示すように、基本的に、シンクロール11と1対のワイピングノズル12a、12bを有している。シンクロール11は、従来と同様に、亜鉛などからなる溶融金属浴Mm内に設けられ、連続する帯板Sを案内するものである。また、1対のワイピングノズル12a、12bも、従来と同様に、溶融金属浴Mmから出て上方へ案内された帯板Sの表面側と裏面側に相対向して配置されている。そして、1対のワイピングノズル12a、12bは、ガスジェットの気流Ea、Ebを吹き付けて、帯板Sに付着した溶融金属の余剰分を除去するものである。なお、ここでは、図10及び図11に示した従来の溶融金属めっき設備と同様の構成には、同じ符号を付している。
本実施例の溶融金属めっき設備は、上記実施例1に示した溶融金属めっき設備を前提とする。そのため、ここでは、図1〜図5に示した実施例1の溶融金属めっき設備と同様の構成には、同じ符号を付し、重複する構成については、その説明を省略する。
本実施例の溶融金属めっき設備も、上記実施例1に示した溶融金属めっき設備を前提とする。そのため、ここでも、図1〜図5に示した実施例1の溶融金属めっき設備と同様の構成には、同じ符号を付し、重複する構成については、その説明を省略する。
本実施例の溶融金属めっき設備は、上記実施例2に示した溶融金属めっき設備を前提とし、更に、上記実施例3に示した構成を追加したものである。そのため、ここでは、図5〜図8に示した実施例2及び実施例3の溶融金属めっき設備と同様の構成には、同じ符号を付し、重複する構成については、その説明を省略する。
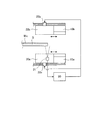
12a、12b ワイピングノズル
15a、15b 外側ノズル
20 制御装置
21 板端検出センサ
22a、22b 駆動装置
30a、30b 制振装置
31a、31b 電磁石
32a、32b 変位センサ
Claims (5)
- 帯板を溶融金属浴に案内した後、上方に案内することにより、前記帯板に溶融金属のめっきを施す溶融金属めっき設備において、
上方に案内された前記帯板の表面側と裏面側に相対向して配置され、前記帯板の板幅方向に広がると共に、前記帯板内の第1の衝突点に向けて、第1の気流を吹き付ける1対のワイピングノズルと、
前記ワイピングノズルより上方かつ前記帯板より板幅方向外側の両側方の各々において、前記帯板の板幅方向外側の延長面の表面側と裏面側に相対向して配置され、前記延長面内かつ前記第1の衝突点より下方の第2の衝突点に向けて、第2の気流を吹き付ける1対の外側ノズルとを有する
ことを特徴とする溶融金属めっき設備。 - 請求項1に記載の溶融金属めっき設備において、
前記第2の気流の前記外側ノズルでの圧力が、前記第1の気流の前記ワイピングノズルでの圧力より大きい
ことを特徴とする溶融金属めっき設備。 - 請求項1又は請求項2に記載の溶融金属めっき設備において、
前記帯板の端部の板幅方向の板端位置を検出する板端検出手段と、
前記外側ノズルを板幅方向に移動する位置変更手段と、
前記板端検出手段で検出された前記板端位置に基づいて、前記位置変更手段を用いて、前記板端位置に対応する位置に前記外側ノズルを移動する制御手段とを更に有する
ことを特徴とする溶融金属めっき設備。 - 請求項1から請求項3のいずれか1つに記載の溶融金属めっき設備において、
前記帯板の板厚方向の位置変位を検出する位置変位検出手段と、前記位置変位検出手段で検出された前記位置変位に基づいて電磁力を変更して、前記帯板の板厚方向の位置を一定位置に維持する電磁石とを有する制振装置を更に有し、
前記制振装置に前記ワイピングノズル及び前記外側ノズルを取り付けた
ことを特徴とする溶融金属めっき設備。 - 帯板を溶融金属浴に案内した後、上方に案内することにより、前記帯板に溶融金属のめっきを施す溶融金属めっき方法において、
上方に案内された前記帯板の表面側と裏面側に相対向して配置された1対のワイピングノズルを用いて、前記帯板の板幅方向に広がると共に、前記帯板内の第1の衝突点に向けて、第1の気流を吹き付け、
前記ワイピングノズルより上方かつ前記帯板より板幅方向外側の両側方の各々において、前記帯板の板幅方向外側の延長面の表面側と裏面側に相対向して配置された1対の外側ノズルを用いて、前記延長面内かつ前記第1の衝突点より下方の第2の衝突点に向けて、第2の気流を吹き付ける
ことを特徴とする溶融金属めっき方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090081A JP6561010B2 (ja) | 2016-04-28 | 2016-04-28 | 溶融金属めっき設備及び方法 |
| EP17789018.3A EP3333278B1 (en) | 2016-04-28 | 2017-02-20 | Molten metal plating facility and method |
| PCT/JP2017/006040 WO2017187729A1 (ja) | 2016-04-28 | 2017-02-20 | 溶融金属めっき設備及び方法 |
| CN201780002995.7A CN107923025A (zh) | 2016-04-28 | 2017-02-20 | 熔融金属镀敷设备以及方法 |
| US15/756,707 US10815559B2 (en) | 2016-04-28 | 2017-02-20 | Molten metal plating facility and method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090081A JP6561010B2 (ja) | 2016-04-28 | 2016-04-28 | 溶融金属めっき設備及び方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017197823A true JP2017197823A (ja) | 2017-11-02 |
| JP2017197823A5 JP2017197823A5 (ja) | 2018-04-19 |
| JP6561010B2 JP6561010B2 (ja) | 2019-08-14 |
Family
ID=60160237
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016090081A Active JP6561010B2 (ja) | 2016-04-28 | 2016-04-28 | 溶融金属めっき設備及び方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10815559B2 (ja) |
| EP (1) | EP3333278B1 (ja) |
| JP (1) | JP6561010B2 (ja) |
| CN (1) | CN107923025A (ja) |
| WO (1) | WO2017187729A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11447853B2 (en) * | 2017-09-29 | 2022-09-20 | Nippon Steel Corporation | Wiping device and hot-dip plating device using same |
| WO2020039869A1 (ja) * | 2018-08-22 | 2020-02-27 | Jfeスチール株式会社 | 溶融金属めっき鋼帯の製造方法及び連続溶融金属めっき設備 |
| US11384419B2 (en) * | 2019-08-30 | 2022-07-12 | Micromaierials Llc | Apparatus and methods for depositing molten metal onto a foil substrate |
| JP7440711B2 (ja) * | 2019-09-26 | 2024-02-29 | 日本製鉄株式会社 | スナウトシール装置 |
| US11642690B1 (en) * | 2021-11-05 | 2023-05-09 | GM Global Technology Operations LLC | Systems and methods for paint application during paint submersion |
| CN116692551A (zh) * | 2022-02-28 | 2023-09-05 | 宁德时代新能源科技股份有限公司 | 料带转向机构、烘干装置和极片制造设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5299933A (en) * | 1976-02-17 | 1977-08-22 | Nisshin Steel Co Ltd | Method of controlling quantity of adherence of plating metal in continuous hot dipping step |
| JPS57150552U (ja) * | 1981-03-18 | 1982-09-21 | ||
| JPS639241U (ja) * | 1986-07-04 | 1988-01-21 | ||
| WO2012172648A1 (ja) * | 2011-06-14 | 2012-12-20 | 三菱日立製鉄機械株式会社 | 連続溶融金属めっき設備 |
| JP2014080673A (ja) * | 2012-09-25 | 2014-05-08 | Nippon Steel & Sumitomo Metal | スプラッシュ飛散抑制方法及び装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1592041A (ja) * | 1967-11-18 | 1970-05-04 | ||
| JPS61159365U (ja) | 1985-03-25 | 1986-10-02 | ||
| JPH06256923A (ja) | 1993-03-08 | 1994-09-13 | Kobe Steel Ltd | 溶融金属めっきラインにおけるガスワイピング方法お よびその装置 |
| JPH06330275A (ja) | 1993-05-27 | 1994-11-29 | Kawasaki Steel Corp | 溶融金属めっき用ガスワイピング装置の制御方法 |
| JPH07150327A (ja) * | 1993-11-29 | 1995-06-13 | Kawasaki Steel Corp | ガスワイピング方法および装置 |
| JP4451194B2 (ja) * | 2004-04-13 | 2010-04-14 | 三菱日立製鉄機械株式会社 | 液体ワイピング装置 |
| JP5386779B2 (ja) | 2006-12-14 | 2014-01-15 | 新日鐵住金株式会社 | 溶融めっき鋼板の製造方法及び装置 |
| JP2009179834A (ja) * | 2008-01-30 | 2009-08-13 | Mitsubishi-Hitachi Metals Machinery Inc | 帯板の形状矯正・制振方法及び溶融金属めっき鋼板の製造方法 |
| DE102010008989B4 (de) * | 2009-03-06 | 2018-07-26 | Primetals Technologies Japan, Ltd. | Gasabstreifvorrichtung |
| JP5396996B2 (ja) | 2009-04-30 | 2014-01-22 | 新日鐵住金株式会社 | 溶融めっき鋼板の製造方法 |
| JP2011252180A (ja) * | 2010-05-31 | 2011-12-15 | Jfe Steel Corp | 溶融金属めっき鋼帯の製造方法 |
-
2016
- 2016-04-28 JP JP2016090081A patent/JP6561010B2/ja active Active
-
2017
- 2017-02-20 EP EP17789018.3A patent/EP3333278B1/en active Active
- 2017-02-20 CN CN201780002995.7A patent/CN107923025A/zh active Pending
- 2017-02-20 WO PCT/JP2017/006040 patent/WO2017187729A1/ja active Application Filing
- 2017-02-20 US US15/756,707 patent/US10815559B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5299933A (en) * | 1976-02-17 | 1977-08-22 | Nisshin Steel Co Ltd | Method of controlling quantity of adherence of plating metal in continuous hot dipping step |
| JPS57150552U (ja) * | 1981-03-18 | 1982-09-21 | ||
| JPS639241U (ja) * | 1986-07-04 | 1988-01-21 | ||
| WO2012172648A1 (ja) * | 2011-06-14 | 2012-12-20 | 三菱日立製鉄機械株式会社 | 連続溶融金属めっき設備 |
| JP2014080673A (ja) * | 2012-09-25 | 2014-05-08 | Nippon Steel & Sumitomo Metal | スプラッシュ飛散抑制方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10815559B2 (en) | 2020-10-27 |
| JP6561010B2 (ja) | 2019-08-14 |
| EP3333278B1 (en) | 2020-12-23 |
| EP3333278A1 (en) | 2018-06-13 |
| WO2017187729A1 (ja) | 2017-11-02 |
| EP3333278A4 (en) | 2018-06-13 |
| CN107923025A (zh) | 2018-04-17 |
| US20180251879A1 (en) | 2018-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6561010B2 (ja) | 溶融金属めっき設備及び方法 | |
| KR101888715B1 (ko) | 전자기 제진 장치, 전자기 제진 제어 프로그램 | |
| EP2708616A1 (en) | Gas wiping device | |
| JP2007284732A (ja) | ガスワイピング装置 | |
| JP5418550B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP5616027B2 (ja) | 溶融金属めっき設備 | |
| JP4816105B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| US9951407B2 (en) | Wiping nozzle of hot-dip metal plating equipment and wiping position control device for hot-dip metal plating equipment | |
| JP4547818B2 (ja) | 溶融めっき鋼板のめっき付着量制御方法 | |
| JP2007308778A (ja) | 溶融金属めっき鋼帯の製造方法 | |
| US11447853B2 (en) | Wiping device and hot-dip plating device using same | |
| JP2012026022A (ja) | ガスワイピング装置 | |
| JP5199048B2 (ja) | フローはんだ付け装置 | |
| JP4855166B2 (ja) | 鮮麗外観を備える溶融亜鉛めっき鋼板の製造方法 | |
| JPH11152556A (ja) | 溶融金属めっきの余剰めっき液の除去装置 | |
| JP2005171336A (ja) | 溶融金属めっき方法及び設備 | |
| JP4580267B2 (ja) | ガスワイピング装置 | |
| EP4353397A1 (en) | Laser processing device and laser processing method | |
| JPWO2014050790A1 (ja) | ガスワイピング方法及びガスワイピング装置 | |
| JP4987672B2 (ja) | ガスワイピング装置 | |
| JP2019049025A (ja) | ガスワイピング装置及びガスワイピング方法 | |
| JP4765641B2 (ja) | 溶融金属めっき鋼帯の製造方法 | |
| JP5556286B2 (ja) | 溶融金属めっき鋼帯のガスワイピング装置 | |
| JP2008150642A (ja) | 溶融めっき鋼板の製造方法及び装置 | |
| JPH04285146A (ja) | 連続溶融金属めっき装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20171201 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20171225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180223 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190722 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6561010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |