JP2017131902A - ノズル構造体 - Google Patents
ノズル構造体 Download PDFInfo
- Publication number
- JP2017131902A JP2017131902A JP2016011775A JP2016011775A JP2017131902A JP 2017131902 A JP2017131902 A JP 2017131902A JP 2016011775 A JP2016011775 A JP 2016011775A JP 2016011775 A JP2016011775 A JP 2016011775A JP 2017131902 A JP2017131902 A JP 2017131902A
- Authority
- JP
- Japan
- Prior art keywords
- inner hole
- nozzle structure
- nozzle
- hole sleeve
- refractory
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 38
- 239000010959 steel Substances 0.000 claims abstract description 38
- 238000007599 discharging Methods 0.000 claims abstract description 11
- 239000011819 refractory material Substances 0.000 claims abstract description 6
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 238000005304 joining Methods 0.000 claims description 4
- 238000007789 sealing Methods 0.000 abstract description 8
- 238000007654 immersion Methods 0.000 description 19
- 239000000463 material Substances 0.000 description 12
- 239000007789 gas Substances 0.000 description 10
- 238000005266 casting Methods 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000004570 mortar (masonry) Substances 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/502—Connection arrangements; Sealing means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/52—Manufacturing or repairing thereof
- B22D41/54—Manufacturing or repairing thereof characterised by the materials used therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
Abstract
Description
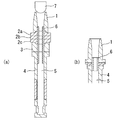
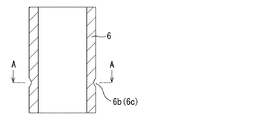
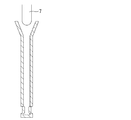
1.溶鋼排出経路を上下方向に分割して接合する目地部を一又は複数箇所に備えた溶鋼排出用のノズル構造体であって、当該ノズル構造体の内孔面に、耐火物から成る内孔スリーブが前記目地部の少なくとも一を上下方向に跨ぐように設置されている、ノズル構造体。
2.前記内孔スリーブは接着材を介して前記内孔面に設置されている、前記1に記載のノズル構造体。
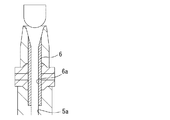
3.前記内孔スリーブの内孔側の上端部は、曲面又は傾斜面である、前記1又は2に記載のノズル構造体。
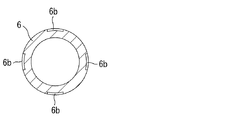
4.前記一又は複数の目地部に対応する水平位置の前記内孔スリーブの外周に、一又は複数の非連続の凹部若しくは連続した溝部を設置した、前記1から前記3のいずれかに記載のノズル構造体。
5.前記一又は複数の非連続の凹部若しくは連続した溝部は、前記目地部から下方のノズルの摺動方向又は解体除去のための加圧方向の前後のいずれか若しくは両方の面に相対的に多く配置した、前記4に記載のノズル構造体。
6.前記内孔スリーブを成す耐火物はノズル構造体本体の耐火物よりも難付着性が高い、前記1から前記5のいずれかに記載のノズル構造体。
7.前記内孔スリーブは、CaO成分を約15質量%以上、残部にMgOを含有し、CaO/MgO質量比が0.1以上1.5以下の耐火物から成る、前記6に記載のノズル構造体。
2a 上プレート
2b 中プレート
2c 下プレート
3 下ノズル
4 浸漬ノズル
5 内孔
5a 内孔面
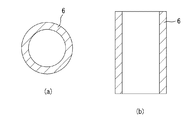
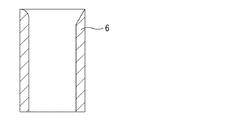
6 内孔スリーブ
6a 内孔面
6b 凹部
6c 溝部
7 ストッパー
Claims (7)
- 溶鋼排出経路を上下方向に分割して接合する目地部を一又は複数箇所に備えた溶鋼排出用のノズル構造体であって、当該ノズル構造体の内孔面に、耐火物から成る内孔スリーブが前記目地部の少なくとも一を上下方向に跨ぐように設置されている、ノズル構造体。
- 前記内孔スリーブは接着材を介して前記内孔面に設置されている、請求項1に記載のノズル構造体。
- 前記内孔スリーブの内孔側の上端部は、曲面又は傾斜面である、請求項1又は請求項2に記載のノズル構造体。
- 前記一又は複数の目地部に対応する水平位置の前記内孔スリーブの外周に、一又は複数の非連続の凹部若しくは連続した溝部を設置した、請求項1から請求項3のいずれかに記載のノズル構造体。
- 前記一又は複数の非連続の凹部若しくは連続した溝部は、前記目地部から下方のノズルの摺動方向又は解体除去のための加圧方向の前後のいずれか若しくは両方の面に相対的に多く配置した、請求項4に記載のノズル構造体。
- 前記内孔スリーブを成す耐火物はノズル構造体本体の耐火物よりも難付着性が高い、請求項1から請求項5のいずれかに記載のノズル構造体。
- 前記内孔スリーブは、CaO成分を約15質量%以上、残部にMgOを含有し、CaO/MgO質量比が0.1以上1.5以下の耐火物から成る、請求項6に記載のノズル構造体。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016011775A JP6663230B2 (ja) | 2016-01-25 | 2016-01-25 | ノズル構造体 |
| AU2016390149A AU2016390149B2 (en) | 2016-01-25 | 2016-11-09 | Nozzle structure |
| CA3011206A CA3011206C (en) | 2016-01-25 | 2016-11-09 | Nozzle structure |
| US16/070,934 US10799950B2 (en) | 2016-01-25 | 2016-11-09 | Nozzle structure |
| BR112018015149-1A BR112018015149B1 (pt) | 2016-01-25 | 2016-11-09 | Estrutura de bocal para descarregar aço fundido |
| EP16888102.7A EP3409399B1 (en) | 2016-01-25 | 2016-11-09 | Nozzle structure |
| KR1020187018451A KR102132983B1 (ko) | 2016-01-25 | 2016-11-09 | 노즐 구조체 |
| CN201680077658.XA CN108778564B (zh) | 2016-01-25 | 2016-11-09 | 喷嘴结构体 |
| PCT/JP2016/083186 WO2017130517A1 (ja) | 2016-01-25 | 2016-11-09 | ノズル構造体 |
| TW105139086A TWI615220B (zh) | 2016-01-25 | 2016-11-28 | 注嘴結構體 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016011775A JP6663230B2 (ja) | 2016-01-25 | 2016-01-25 | ノズル構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017131902A true JP2017131902A (ja) | 2017-08-03 |
| JP6663230B2 JP6663230B2 (ja) | 2020-03-11 |
Family
ID=59397609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016011775A Expired - Fee Related JP6663230B2 (ja) | 2016-01-25 | 2016-01-25 | ノズル構造体 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10799950B2 (ja) |
| EP (1) | EP3409399B1 (ja) |
| JP (1) | JP6663230B2 (ja) |
| KR (1) | KR102132983B1 (ja) |
| CN (1) | CN108778564B (ja) |
| AU (1) | AU2016390149B2 (ja) |
| BR (1) | BR112018015149B1 (ja) |
| CA (1) | CA3011206C (ja) |
| TW (1) | TWI615220B (ja) |
| WO (1) | WO2017130517A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7182496B2 (ja) * | 2019-03-12 | 2022-12-02 | 黒崎播磨株式会社 | ノズル及びノズルとストッパーの構造体 |
| JP2021049564A (ja) * | 2019-09-26 | 2021-04-01 | 黒崎播磨株式会社 | タンディッシュ上ノズル構造体及び連続鋳造方法 |
| PL3827912T3 (pl) * | 2019-11-26 | 2022-07-18 | Refractory Intellectual Property Gmbh & Co. Kg | Wymienna dysza dla układu zmieniacza dysz, sposób wytwarzania takiej dyszy, układ zmieniacza dysz zawierający taką dyszę oraz kadź pośrednia zawierająca taki układ zmieniacza dysz |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4165026A (en) * | 1971-12-07 | 1979-08-21 | Foseco Trading A.G. | Tundish with expendable lining and easily removable nozzle |
| JPS5919789B2 (ja) * | 1979-07-27 | 1984-05-08 | 新日本製鐵株式会社 | スライデイングノズルの補修方法 |
| JPS595489Y2 (ja) * | 1980-11-12 | 1984-02-18 | 川崎製鉄株式会社 | 溶融金属注入用ノズル |
| JPS57134252A (en) * | 1981-02-10 | 1982-08-19 | Nippon Steel Corp | Nozzle for continuous casting |
| US5348275A (en) | 1993-07-26 | 1994-09-20 | Magneco/Metrel, Inc. | Tundish nozzle assembly block |
| US5723055A (en) * | 1995-10-10 | 1998-03-03 | Vesuvius Crucible Company | Nozzle assembly having inert gas distributor |
| JPH09220649A (ja) | 1996-02-09 | 1997-08-26 | Akechi Ceramics Kk | 連続鋳造用ロングノズル |
| JPH115145A (ja) * | 1997-04-22 | 1999-01-12 | Toshiba Ceramics Co Ltd | 一体化浸漬ノズル及びその製造方法 |
| DE19818028C2 (de) | 1997-04-22 | 2001-11-29 | Toshiba Ceramics Co | Integrierter Tauchausguß und Verfahren zu seiner Herstellung |
| JPH11104814A (ja) | 1997-10-01 | 1999-04-20 | Toshiba Ceramics Co Ltd | 鋳造用ノズル |
| JP2002096145A (ja) * | 2000-09-18 | 2002-04-02 | Nippon Steel Corp | 連続鋳造用ノズルとそれを用いた鋼の連続鋳造方法 |
| JP2002153970A (ja) * | 2000-11-22 | 2002-05-28 | Shinagawa Refract Co Ltd | 多層構造の注湯ノズル |
| WO2003086684A1 (fr) * | 2002-04-02 | 2003-10-23 | Krosakiharima Corporation | Structure d'assemblage d'un manchon refractaire pour l'orifice interne de buse pour la coulee en continu |
| KR100767742B1 (ko) * | 2003-08-22 | 2007-10-17 | 구로사키 하리마 코포레이션 | 강철의 연속 주조용 침지 노즐 및 그것을 사용하는 강철의연속 주조 방법 |
| JP4512560B2 (ja) * | 2006-03-03 | 2010-07-28 | 新日本製鐵株式会社 | 連続鋳造用ノズル |
| KR101310737B1 (ko) | 2008-07-28 | 2013-09-25 | 신닛테츠스미킨 카부시키카이샤 | 연속 주조용 노즐 |
| JP5129684B2 (ja) | 2008-08-06 | 2013-01-30 | 黒崎播磨株式会社 | 連続鋳造用ノズル |
| JP4695701B2 (ja) * | 2009-07-24 | 2011-06-08 | 黒崎播磨株式会社 | 溶融金属排出用ノズル |
| AU2012250255A1 (en) * | 2011-04-29 | 2013-09-26 | Vesuvius Crucible Company | Refractory element, assembly and tundish for transferring molten metal |
| ES2714004T3 (es) * | 2011-12-01 | 2019-05-24 | Krosakiharima Corp | Producto refractario y boquilla de colada |
| KR101722041B1 (ko) * | 2013-03-21 | 2017-04-03 | 구로사키 하리마 코포레이션 | 내화물 및 주조용 노즐 |
| AR099467A1 (es) * | 2014-02-19 | 2016-07-27 | Vesuvius Group Sa | Revestimiento de cuchara de colada para colada de metales, conjunto de partes de conjunto de acoplamiento para acoplar dicho revestimiento de cuchara de colada a una cuchara, instalación de colada de metales y proceso de acoplamiento |
-
2016
- 2016-01-25 JP JP2016011775A patent/JP6663230B2/ja not_active Expired - Fee Related
- 2016-11-09 CN CN201680077658.XA patent/CN108778564B/zh active Active
- 2016-11-09 EP EP16888102.7A patent/EP3409399B1/en active Active
- 2016-11-09 BR BR112018015149-1A patent/BR112018015149B1/pt not_active IP Right Cessation
- 2016-11-09 KR KR1020187018451A patent/KR102132983B1/ko active IP Right Grant
- 2016-11-09 CA CA3011206A patent/CA3011206C/en active Active
- 2016-11-09 US US16/070,934 patent/US10799950B2/en active Active
- 2016-11-09 WO PCT/JP2016/083186 patent/WO2017130517A1/ja active Application Filing
- 2016-11-09 AU AU2016390149A patent/AU2016390149B2/en not_active Ceased
- 2016-11-28 TW TW105139086A patent/TWI615220B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018015149A2 (ja) | 2018-12-18 |
| TWI615220B (zh) | 2018-02-21 |
| AU2016390149B2 (en) | 2020-03-19 |
| CA3011206C (en) | 2020-05-05 |
| KR102132983B1 (ko) | 2020-07-10 |
| WO2017130517A1 (ja) | 2017-08-03 |
| BR112018015149B1 (pt) | 2021-09-08 |
| JP6663230B2 (ja) | 2020-03-11 |
| US20190030599A1 (en) | 2019-01-31 |
| CN108778564B (zh) | 2020-12-29 |
| CA3011206A1 (en) | 2017-08-03 |
| TW201731611A (zh) | 2017-09-16 |
| AU2016390149A1 (en) | 2018-07-26 |
| EP3409399A4 (en) | 2019-08-14 |
| EP3409399A1 (en) | 2018-12-05 |
| KR20180088871A (ko) | 2018-08-07 |
| CN108778564A (zh) | 2018-11-09 |
| US10799950B2 (en) | 2020-10-13 |
| EP3409399B1 (en) | 2021-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017130517A1 (ja) | ノズル構造体 | |
| JP5643583B2 (ja) | ガス吹き耐火物 | |
| JP5755259B2 (ja) | 連続鋳造用ロングノズル | |
| US20190337050A1 (en) | Sliding nozzle | |
| WO2020184320A1 (ja) | ノズル及びノズルとストッパーの構造体 | |
| JP6630157B2 (ja) | 浸漬ノズル | |
| JP7068170B2 (ja) | 鋳造用ノズル | |
| JP5360334B1 (ja) | 連続鋳造用浸漬ノズルおよびそれを用いた連続鋳造方法 | |
| JP6430844B2 (ja) | バブリングプレート | |
| JP5705519B2 (ja) | スライディングゲートプレート及びスライディングノズルの再使用方法 | |
| KR20190129252A (ko) | 콜렉터 노즐용 가스켓 | |
| JP2024071220A (ja) | 連続鋳造用ノズル | |
| JPWO2012074086A1 (ja) | スライディングノズルプレート及びそれを使用したスライディングノズル装置 | |
| JP2015174806A (ja) | 溶融ガラスの流れ置換部材 | |
| JP5161814B2 (ja) | 連続鋳造用浸漬ノズル | |
| JP2017196643A (ja) | 下部ノズル | |
| JP2020199529A (ja) | タンディッシュ内装ノズル | |
| JP2019524450A (ja) | タンディッシュ漏斗 | |
| JP2021049564A (ja) | タンディッシュ上ノズル構造体及び連続鋳造方法 | |
| JP2013173149A (ja) | 注入管 | |
| JP2007152403A (ja) | 溶融金属容器用上ノズル | |
| JP2016017206A (ja) | 出鋼口スリーブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181101 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191018 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200110 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663230 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |