JP5755259B2 - 連続鋳造用ロングノズル - Google Patents
連続鋳造用ロングノズル Download PDFInfo
- Publication number
- JP5755259B2 JP5755259B2 JP2013001612A JP2013001612A JP5755259B2 JP 5755259 B2 JP5755259 B2 JP 5755259B2 JP 2013001612 A JP2013001612 A JP 2013001612A JP 2013001612 A JP2013001612 A JP 2013001612A JP 5755259 B2 JP5755259 B2 JP 5755259B2
- Authority
- JP
- Japan
- Prior art keywords
- gas
- nozzle
- refractory
- head
- nozzle body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Continuous Casting (AREA)
Description
請求項2に記載した連続鋳造用ロングノズルによれば、上記請求項1の効果に加え、背圧を確保して溝および貫通孔の先端ガス吹き部から不活性ガスを確実に流入させることができる。
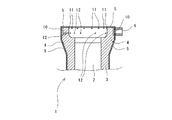
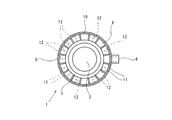
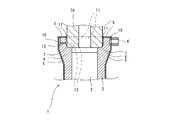
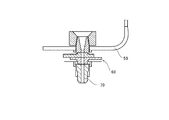
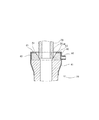
この実施例の連続鋳造用ロングノズル1は、図1に示すように、取鍋の底部に取り付けられたスライディングゲートのコレクターノズル70に嵌合される連続鋳造用ロングノズルであって、コレクターノズル70からの溶湯を下方に流通させるノズル内孔2を有した耐火物製ノズル本体3と、耐火物製ノズル本体3の頭部4を被覆したメタルケース5と、メタルケース5の側壁に設けられたガス導入口6からコレクターノズル70と耐火物製ノズル本体3との嵌合部7近傍に不活性ガスを吹き出す第1ガス流路および第2ガス流路とを有し、第1ガス流路は、ガス導入口6に連通しメタルケース5と耐火物製ノズル本体3の頭部4側壁との間に設けられたガスプール10と、ガスプール10に連通すると共にメタルケース5と耐火物製ノズル本体3の頭部4上面との間に設けられた溝11とから構成され、第2ガス流路は、耐火物製ノズル本体3の頭部4内に設けられガスプール10と嵌合部7の上部近傍付近とを連通させる貫通孔12とから構成されている。以下、各構成について順次詳述する。
2 ノズル内孔
3 耐火物製ノズル本体
4 耐火物製ノズル本体の頭部
5 メタルケース
6 ガス導入口
7 嵌合部
10 ガスプール
11 溝
12 貫通孔
70 コレクターノズル
Claims (2)
- 取鍋の底部に取り付けられたスライディングゲートのコレクターノズルに嵌合される連続鋳造用ロングノズルであって、
前記コレクターノズルからの溶湯を下方に流通させるノズル内孔を有した耐火物製ノズル本体と、
該耐火物製ノズル本体の頭部を被覆したメタルケースと、
該メタルケースの側壁に設けられたガス導入口から前記コレクターノズルと前記耐火物製ノズル本体との嵌合部の上部環状空間に不活性ガスを吹き出す第1ガス流路および第2ガス流路とを有し、
前記第1ガス流路は、前記ガス導入口に連通し前記メタルケースと前記耐火物製ノズル本体の頭部側壁との間に設けられたガスプールと、該ガスプールに連通すると共に前記メタルケースと前記耐火物製ノズル本体の頭部上面との間に放射状に配された複数の溝とから構成され、
前記第2ガス流路は、前記耐火物製ノズル本体の頭部内に放射状に複数設けられ前記ガスプールと前記嵌合部の上部環状空間とを連通させる貫通孔から構成され、
前記溝または/および前記貫通孔は、平面視でガス導入口が設けられた側とガス導入口が設けられていない側とに二分して視た場合、前記ガス導入口が設けられた側より、前記ガス導入口が設けられていない側の方が多く形成され、
さらに、前記溝および前記貫通孔は、平面視で前記ガス導入口が設けられた位置に配置されていないことを特徴とする連続鋳造用ロングノズル。 - 前記溝および前記貫通孔の総断面積は、前記ガス導入口の断面積に比して小さい請求項1に記載の連続鋳造用ロングノズル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013001612A JP5755259B2 (ja) | 2013-01-09 | 2013-01-09 | 連続鋳造用ロングノズル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013001612A JP5755259B2 (ja) | 2013-01-09 | 2013-01-09 | 連続鋳造用ロングノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014133241A JP2014133241A (ja) | 2014-07-24 |
| JP5755259B2 true JP5755259B2 (ja) | 2015-07-29 |
Family
ID=51411956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013001612A Expired - Fee Related JP5755259B2 (ja) | 2013-01-09 | 2013-01-09 | 連続鋳造用ロングノズル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5755259B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11117187B2 (en) | 2017-06-20 | 2021-09-14 | Krosakiharima Corporation | Casting nozzle |
| JP7184327B2 (ja) * | 2018-08-28 | 2022-12-06 | 明智セラミックス株式会社 | 連続鋳造用ロングノズル |
| CN111299565A (zh) * | 2019-12-27 | 2020-06-19 | 泰州市旺鑫耐火材料有限公司 | 一种防氧化高耐刷性长水口 |
| CN113953503A (zh) * | 2021-10-23 | 2022-01-21 | 宜兴市耐火材料有限公司 | 一种钢水连铸生产用长水口 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4922339A (ja) * | 1972-06-22 | 1974-02-27 | ||
| JPS52100014U (ja) * | 1976-01-24 | 1977-07-28 | ||
| ZA821071B (en) * | 1981-03-03 | 1983-01-26 | Flogates Ltd | Improvements in the pouring of molten metals |
| JPS5934857U (ja) * | 1982-08-30 | 1984-03-03 | 株式会社クボタ | 鋳造金属溶湯流の不活性ガスシ−ル治具 |
| JPS62130753A (ja) * | 1985-12-02 | 1987-06-13 | Akechi Ceramics Kk | 連続鋳造用ノズル |
| JPH0665432B2 (ja) * | 1986-01-21 | 1994-08-24 | 住友金属工業株式会社 | 溶融金属排出装置 |
| JPS6390563U (ja) * | 1986-12-02 | 1988-06-11 | ||
| JPH0315244Y2 (ja) * | 1987-12-21 | 1991-04-03 | ||
| JPH02104454A (ja) * | 1988-10-11 | 1990-04-17 | Akechi Ceramics Kk | 連続鋳造用ノズル |
| JPH04270037A (ja) * | 1991-01-07 | 1992-09-25 | Akechi Ceramics Kk | 連続鋳造用ノズル |
| JPH0576656U (ja) * | 1992-03-24 | 1993-10-19 | 東京窯業株式会社 | タンディッシュ上部ノズル |
-
2013
- 2013-01-09 JP JP2013001612A patent/JP5755259B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014133241A (ja) | 2014-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5755259B2 (ja) | 連続鋳造用ロングノズル | |
| US4756452A (en) | Molten metal pouring nozzle | |
| JPS6133745A (ja) | ラドル又はタンデイツシユから鋳造鋼の流出を制御する装置のコレクタノズル | |
| CN203459651U (zh) | 带控流叶片的浸入式水口 | |
| US5885473A (en) | Long nozzle for continuous casting | |
| CN105108132A (zh) | 一种连铸中间包防增氮长水口 | |
| EP3338913A1 (en) | Annular weir | |
| KR102132983B1 (ko) | 노즐 구조체 | |
| JP5643583B2 (ja) | ガス吹き耐火物 | |
| JP5835131B2 (ja) | 浸漬ノズル | |
| CN102239019B (zh) | 浸嘴 | |
| JP2019524450A (ja) | タンディッシュ漏斗 | |
| CN201931060U (zh) | 一种连铸用长水口 | |
| CA2744385C (en) | Tundish impact pad | |
| JPH0330461B2 (ja) | ||
| CA2843171C (en) | Ceramic refractory stopper | |
| CA2747887A1 (en) | Submerged entry nozzle | |
| KR101496016B1 (ko) | 턴디쉬 | |
| CN212042646U (zh) | 一种安全系数高的长寿命中间包快换水口 | |
| JP2012101250A (ja) | ガス吹き込み用ノズル | |
| CN213257089U (zh) | 一种多功能连铸中间包上水口 | |
| CN107983943A (zh) | 一种提高中间包在非稳态状态下钢水洁净度的系统及方法 | |
| JPS6243649Y2 (ja) | ||
| CN107661964A (zh) | 一种防堵防尘铝合金金属铸造模具 | |
| KR20130046841A (ko) | 턴디쉬용 스토퍼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5755259 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |