JP2014116432A - 加工装置 - Google Patents
加工装置 Download PDFInfo
- Publication number
- JP2014116432A JP2014116432A JP2012268822A JP2012268822A JP2014116432A JP 2014116432 A JP2014116432 A JP 2014116432A JP 2012268822 A JP2012268822 A JP 2012268822A JP 2012268822 A JP2012268822 A JP 2012268822A JP 2014116432 A JP2014116432 A JP 2014116432A
- Authority
- JP
- Japan
- Prior art keywords
- chuck table
- cutting
- workpiece
- base
- fitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 abstract description 71
- 238000003754 machining Methods 0.000 description 8
- 235000012431 wafers Nutrition 0.000 description 5
- 239000002173 cutting fluid Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000002452 interceptive effect Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images





Abstract
【課題】チャックテーブルの位置合わせを容易に行うことを可能とする加工装置を提供すること。
【解決手段】切削装置1はチャックテーブル10とチャックテーブル10に保持された被加工物を切削加工する切削手段20とガイド棒30とを備えている。チャックテーブル10はチャックテーブル基台15と嵌合しつつチャックテーブル基台15に着脱自在に保持される。ガイド棒30はチャックテーブル基台15に嵌合したチャックテーブル10の外周からわずかな隙間を隔てた位置に配設される。ガイド棒30の上端30aはチャックテーブル10の吸着部12の表面12aより低い。チャックテーブル10をチャックテーブル基台15に嵌合する際にチャックテーブル10の外周をガイド棒30に突き当てることでチャックテーブル10がチャックテーブル基台15と嵌合する位置へと案内される。
【選択図】図1
【解決手段】切削装置1はチャックテーブル10とチャックテーブル10に保持された被加工物を切削加工する切削手段20とガイド棒30とを備えている。チャックテーブル10はチャックテーブル基台15と嵌合しつつチャックテーブル基台15に着脱自在に保持される。ガイド棒30はチャックテーブル基台15に嵌合したチャックテーブル10の外周からわずかな隙間を隔てた位置に配設される。ガイド棒30の上端30aはチャックテーブル10の吸着部12の表面12aより低い。チャックテーブル10をチャックテーブル基台15に嵌合する際にチャックテーブル10の外周をガイド棒30に突き当てることでチャックテーブル10がチャックテーブル基台15と嵌合する位置へと案内される。
【選択図】図1
Description
本発明は、チャックテーブルを有する加工装置に関する。
ダイシングソーやグラインダー、レーザー加工装置などは、チャックテーブルにウエーハ等の被加工物を保持して各種の加工を行う。チャックテーブルは被加工物の大きさや加工条件に合わせ、適宜交換される(例えば、特許文献1参照)。
近年、ウエーハ等の被加工物の大径化が進みチャックテーブルが大きくなると、視覚的に一目でチャックテーブルの全体を捕らえられず、感覚的にチャックテーブルの中心とチャックテーブル基台の中心を合わせて、チャックテーブル基台にチャックテーブルを載置することが困難となっている。さらに、ウエーハ等の被加工物の大径化に伴い、チャックテーブルの重量も重くなるため、チャックテーブル基台に対するチャックテーブルの位置合わせの微調整作業自体も困難となる。
本発明は、上記に鑑みてなされたものであって、チャックテーブルの位置合わせを容易に行うことを可能とする加工装置を提供することを目的とする。
上述した課題を解決し目的を達成するために、本発明の加工装置は、被加工物を保持面で保持するチャックテーブルと、該チャックテーブルに保持された該被加工物を加工する加工手段とを備える加工装置において、該チャックテーブルは、保持面と反対側の面でチャックテーブル基台と嵌合しつつ該チャックテーブル基台に着脱自在に保持され、該チャックテーブル基台に嵌合した該チャックテーブルの外周からわずかな隙間を隔てた位置にガイド手段が配設され、該ガイド手段の上端は該被加工物を載置するチャックテーブルの該保持面より低く、該チャックテーブルを該チャックテーブル基台に嵌合する際に、該チャックテーブルの外周を該ガイド手段に突き当てることで、該チャックテーブルが該チャックテーブル基台と嵌合する位置へと案内されることを特徴とする。
そこで、本願発明の加工装置では、チャックテーブルをチャックテーブル基台に嵌合する際に、ガイド手段にチャックテーブルを突き当てるので、チャックテーブルの位置合わせを容易に行うことが可能となる。
本発明を実施するための形態(実施形態)につき、図面を参照しつつ詳細に説明する。以下の実施形態に記載した内容により本発明が限定されるものではない。また、以下に記載した構成要素には、当業者が容易に想定できるもの、実質的に同一のものが含まれる。さらに、以下に記載した構成は適宜組み合わせることが可能である。また、本発明の要旨を逸脱しない範囲で構成の種々の省略、置換又は変更を行うことができる。
〔実施形態1〕
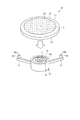
本発明の実施形態1に係る切削装置を図面に基づいて説明する。図1は、実施形態1に係る切削装置の構成例の概略を示す斜視図である。図2は、実施形態1に係る切削装置のチャックテーブルの概略を示す斜視図である。図3は、実施形態1に係る切削装置のチャックテーブルの概略を示す平面図である。図4は、図3中のIV−IV線に沿う断面図である。図5は、実施形態1に係る切削装置のチャックテーブルをチャックテーブル基台に取り付ける状態を示す斜視図である。
本発明の実施形態1に係る切削装置を図面に基づいて説明する。図1は、実施形態1に係る切削装置の構成例の概略を示す斜視図である。図2は、実施形態1に係る切削装置のチャックテーブルの概略を示す斜視図である。図3は、実施形態1に係る切削装置のチャックテーブルの概略を示す平面図である。図4は、図3中のIV−IV線に沿う断面図である。図5は、実施形態1に係る切削装置のチャックテーブルをチャックテーブル基台に取り付ける状態を示す斜視図である。
実施形態1に係る切削装置1(加工装置に相当)は、切削ブレード21を有する切削手段20(加工手段に相当)と被加工物(図示せず)を保持したチャックテーブル10とを少なくとも具備し、これらを相対移動させることで、被加工物を切削加工(加工に相当)するものである。切削装置1は、図1に示すように、前記切削手段20と、前記チャックテーブル10と、複数のガイド棒30(ガイド手段に相当)と、制御手段とを備える。さらに、切削装置1は、チャックテーブル10をX軸方向に切削送りするX軸移動手段(図示せず)と、チャックテーブル10と切削手段20とをY軸方向に相対移動させるY軸移動手段(図示せず)と、チャックテーブル10と切削手段20とをZ軸方向に相対移動させるZ軸移動手段(図示せず)を具備している。
ここで、被加工物は、切削装置1により加工される板状の加工対象であり、実施形態1では、互いに直行する分割予定ラインによって区画されたデバイスを複数有した円板状の半導体ウエーハや光デバイスウエーハである。被加工物は、切削装置1がチャックテーブル10と切削ブレード21を有する切削手段20とを相対移動させて、分割予定ラインに切削加工が施されることで、個々のデバイスに分割される。なお、本発明では、被加工物は、分割予定ラインによって区画されたデバイスを複数有した樹脂パッケージ基板や、ガラス板、多結晶シリコン基板であっても良い。
切削手段20は、図1に示すように、装置本体2の切削領域PR(加工領域に相当)に配設され、かつチャックテーブル10に保持された被加工物に切削液を供給しながら切削領域PRにおいて切削加工するものである。切削手段20は、チャックテーブル10に保持された被加工物に対して、Y軸移動手段によりY軸方向に移動自在に設けられ、かつ、Z軸移動手段によりZ軸方向に移動自在に設けられている。切削手段20は、略リング形状を有する極薄の切削砥石でありかつスピンドル(図示せず)により回転することで被加工物に切削加工を施す切削ブレード21と、チャックテーブル10に保持された被加工物に切削液を供給する切削液ノズル22などを含んで構成されている。
チャックテーブル10は、装置本体2の搬出入領域TRにおいて、図示しない搬送手段により切削加工前の被加工物が搬送されて、被加工物を保持するものである。チャックテーブル10は、図2、図3及び図4に示すように、厚手の円盤状に形成されかつステンレス鋼などの金属で構成されたテーブル本体11と、テーブル本体11の上面の中央に設けられかつポーラスセラミック等から構成され表面12a(保持面に相当)で被加工物を吸引保持する吸着部12とを備えている。図4に示すように、テーブル本体11の底面11a(保持面と反対側の面に相当)の中央には、円形の嵌合凹部13が設けられ、テーブル本体11内には、嵌合凹部13と吸着部12とを連通する吸引路14が設けられている。
チャックテーブル10は、テーブル本体11の底面11aでチャックテーブル基台15と嵌合して、装置本体2に設置される。また、チャックテーブル10は、チャックテーブル基台15に着脱自在に保持される。
チャックテーブル基台15は、X軸移動手段により装置本体2に対してX軸方向に移動自在に設けられて、チャックテーブル10に保持された被加工物を搬出入領域TRと切削領域PRとに亘って搬送するものである。また、チャックテーブル基台15は、回転駆動源(図示せず)により中心軸線(Z軸と平行である)回りに回転自在に設けられ、チャックテーブル10に保持された被加工物を切削領域PRにおいて中心軸線回りに回転させるものである。なお、装置本体2内には、搬出入領域TRと切削領域PRとを仕切る開閉自在なシャッタ3が設けられている。
チャックテーブル基台15は、図4及び図5に示すように、円柱状に形成され、ステンレス鋼などの金属で構成されている。チャックテーブル基台15のチャックテーブル10が載置される上面15aには、円環状の吸着用溝16と、円環状のシール部材17(嵌合凸部に相当)とが設けられている。吸着用溝16の内径が、シール部材17の外径よりも大きく形成されて、吸着用溝16とシール部材17とが同軸に配設されている。シール部材17は、弾性を有する合成樹脂で構成されている。シール部材17の外径が嵌合凹部13の内径とほぼ同等に形成されて、シール部材17は、チャックテーブル基台15の上面15aにチャックテーブル10が載置されると、嵌合凹部13内に侵入して嵌合する。シール部材17が嵌合凹部13に嵌合して、チャックテーブル10は、チャックテーブル基台15と嵌合する。なお、シール部材17が嵌合凹部13に嵌合すると、シール部材17の内側の空間は吸引路14と連通する。
また、チャックテーブル基台15内には、図4に示すように、吸着用溝16と図示しない真空吸引源とを接続するテーブル吸着用吸引路18と、シール部材17の内側と図示しない真空吸引源とを接続する被加工物吸着用吸引路19とが設けられている。
チャックテーブル10は、吸引路14、シール部材17の内側の空間、被加工物吸着用吸引路19とを介して、真空吸引源から吸引されることで、吸着部12の表面12aに載置された被加工物を吸引保持する。また、チャックテーブル10は、テーブル吸着用吸引路18を介して、真空吸引源から吸引されることで、チャックテーブル基台15に吸引保持されて、固定される。
ガイド棒30は、チャックテーブル基台15に嵌合したチャックテーブル10の外周からわずかな隙間C(図3などに示す)を隔てた位置に配設されている。ガイド棒30は、Z軸方向と平行な円柱状に形成され、上端30aは、図4に示すように、被加工物を載置するチャックテーブル10の吸着部12の表面12aより低い位置に配設されている。ガイド棒30の下端にチャックテーブル基台15に連結された支持部材31が連なることで、ガイド棒30は、チャックテーブル基台15に取り付けられている。実施形態1では、ガイド棒30は、チャックテーブル10を交換するオペレータが位置するメンテナンス空間K(図1に示す)からみて、チャックテーブル10よりも奥側に間隔をあけて二つ設けられている。
制御手段は、切削装置1を構成する上述した構成要素をそれぞれ制御して、被加工物に対する加工動作を切削装置1に行わせるものである。なお、制御手段は、例えばCPU等で構成された演算処理装置やROM、RAM等を備える図示しないマイクロプロセッサを主体として構成されており、加工動作の状態を表示する図示しない表示手段や、オペレータが加工内容情報などを登録する際に用いる図示しない操作手段と接続されている。
次に、実施形態1に係る切削装置1の加工動作について説明する。オペレータが加工内容情報を制御手段に登録し、オペレータから加工動作の開始指示があった場合に、切削装置1が加工動作を開始する。加工動作では、制御手段は、切削加工前の被加工物を搬送手段によりチャックテーブル10まで搬送し、チャックテーブル10に吸引保持する。
次に、制御手段は、X軸移動手段によりチャックテーブル10を搬出入領域TRから切削領域PRに向けて移動して、撮像手段の撮像した画像の情報に基づいてアライメントを遂行した後、加工内容情報に基づいて、切削液を供給しながら被加工物に分割予定ラインに沿って切削加工を施し、被加工物を分割する。全ての分割予定ラインに切削加工が施されると、制御手段は、X軸移動手段によりチャックテーブル10を切削領域PRから搬出入領域TRに向けて移動する。
そして、制御手段は、チャックテーブル10が搬出入領域TRに位置すると、X軸移動手段を停止し、チャックテーブル10の吸引を停止した後、搬送手段により切削加工後の被加工物を搬出入領域TRのチャックテーブル10から取り出した後、切削加工前の被加工物をチャックテーブル10に載置する。
次に、実施形態1に係る切削装置1のチャックテーブル10を交換する交換動作について説明する。オペレータから交換動作の開始指示があった場合に、交換動作を開始する。交換動作では、制御手段は、チャックテーブル10が切削領域PRに位置している場合には、X軸移動手段にチャックテーブル10を搬出入領域TRに向けて移動させ、チャックテーブル10が搬出入領域TRに位置すると、X軸移動手段を停止する。そして、制御手段は、チャックテーブル10が搬出入領域TRに位置すると、真空吸引源を停止させ、チャックテーブル基台15に対するチャックテーブル10の固定を解除する。そして、オペレータは、メンテナンス空間Kから手を延ばすなどして、チャックテーブル10をチャックテーブル基台15から取り外す。
次に、新たなチャックテーブル10をチャックテーブル基台15に嵌合する際に、オペレータは、チャックテーブル10を水平方向に平行に位置付けた後、チャックテーブル10の外周を二つのガイド棒30に突き当てる。そして、オペレータが、チャックテーブル10を前記隙間C分、手前にずらした後、チャックテーブル10をチャックテーブル基台15上に載置する。すると、チャックテーブル10の自重などにより、チャックテーブル10がチャックテーブル基台15に嵌合する位置、即ち、嵌合凹部13内にシール部材17が侵入、嵌合する位置へと、チャックテーブル10が案内される。そして、嵌合凹部13内にシール部材17が侵入、嵌合して、チャックテーブル基台15にチャックテーブル10が嵌合する。
また、実施形態1に係る切削装置1のチャックテーブル10をチャックテーブル基台15に嵌合させる際には、メンテナンス空間Kに位置するオペレータが、チャックテーブル10の奥側を手前側よりも下方に位置するように、傾けたチャックテーブル10の外周を二つのガイド棒30に突き当てる。その後、オペレータが、チャックテーブル10を水平に位置付けてから、チャックテーブル10をチャックテーブル基台15上に載置して、嵌合凹部13内にシール部材17を侵入、嵌合させて、チャックテーブル基台15にチャックテーブル10を嵌合させても良い。こうして、チャックテーブル10の外周をガイド棒30に突き当てることで、チャックテーブル10がチャックテーブル基台15と嵌合する位置へと案内される。そして、オペレータから交換動作の終了指示があると、制御手段は、真空吸引源を動作させ、チャックテーブル基台15に対してチャックテーブル10を固定する。
以上のように、実施形態1に係る切削装置1によれば、チャックテーブル基台15にチャックテーブル10が嵌合すると、チャックテーブル10の外周からわずかな隙間Cを隔てた位置に、ガイド棒30が配設されている。このために、チャックテーブル10をチャックテーブル基台15に嵌合する際に、一旦、チャックテーブル10の外周をガイド棒30に突き当てるので、チャックテーブル10のおおよその位置合わせを行うことができる。また、チャックテーブル10の外周をガイド棒30に突き当てた後、チャックテーブル10をチャックテーブル基台15に載置するので、チャックテーブル基台15にチャックテーブル10を容易に嵌合させることができる。
したがって、切削装置1によれば、被加工物の大径化が進んでも、チャックテーブル10の外周をガイド棒30に突き当てるので、チャックテーブル10の位置合わせを容易に行うことが可能となる。実施形態1に係る切削装置1は、特に、外径が450mm以上の被加工物を保持するチャックテーブル10の位置合わせを容易に行うために有効である。
また、実施形態1に係る切削装置1によれば、チャックテーブル基台15にチャックテーブル10が嵌合すると、チャックテーブル10の外周からわずかな隙間Cを隔てた位置にガイド棒30が配設されて、ガイド棒30の上端30aが吸着部12の表面12aよりも低い。したがって、切削装置1は、ガイド棒30が、切削加工中にチャックテーブル10や、チャックテーブル10に保持された被加工物や、切削ブレード21に接触することを防止できる。切削装置1は、ガイド棒30が、切削加工を妨げることを抑制することができる。
〔実施形態2〕
次に、本発明の実施形態2に係る切削装置を図面に基づいて説明する。図6は、実施形態2に係る切削装置のチャックテーブルの概略を示す平面図である。なお、図6において、前述した実施形態1と同一部分には、同一符号を付して説明を省略する。
次に、本発明の実施形態2に係る切削装置を図面に基づいて説明する。図6は、実施形態2に係る切削装置のチャックテーブルの概略を示す平面図である。なお、図6において、前述した実施形態1と同一部分には、同一符号を付して説明を省略する。
実施形態2では、切削装置1は、図6に示すように、ガイド手段として、ガイド片40を備えている。ガイド片40は、平面視において、チャックテーブル10及びチャックテーブル基台15と同軸に円弧状に湾曲して形成され、その内周面40aがチャックテーブル基台15に嵌合したチャックテーブル10の外周からわずかな隙間Cを全周に亘って隔てた位置に配設されている。また、実施形態2においても、ガイド片40の上端としての上面40bは、チャックテーブル10の吸着部12の表面12aよりも低い。
実施形態2においても、チャックテーブル10をチャックテーブル基台15に嵌合させる際に、オペレータは、チャックテーブル10を水平方向に平行に位置付けた後、チャックテーブル10の外周をガイド片40の内周面40aに突き当てるか、チャックテーブル10の奥側を手前側よりも下方に位置するように、傾けたチャックテーブル10の外周をガイド片40の内周面40aに突き当てる。そして、オペレータが、チャックテーブル10を前記隙間C分手前にずらしてから、又は、チャックテーブル10を水平に位置付けてから、チャックテーブル10をチャックテーブル基台15上に載置して、嵌合凹部13内にシール部材17を侵入、嵌合させて、チャックテーブル基台15にチャックテーブル10を嵌合させる。
実施形態2に係る切削装置1によれば、実施形態1と同様に、被加工物の大径化が進んでも、チャックテーブル10の位置合わせを容易に行うことが可能となり、ガイド片40が切削加工を妨げることを抑制することができる。実施形態2に係る切削装置1は、実施形態1と同様に、特に、外径が450mm以上の被加工物を保持するチャックテーブル10の位置合わせを容易に行うために有効である。
前述した実施形態1及び実施形態2では、切削装置1は、チャックテーブル10と、切削手段20などを備えている。しかしながら、本発明の加工装置は、加工前後の被加工物を収容するカセットエレベータと、加工前後の被加工物を一時的に載置する仮置き手段と、加工後の被加工物を洗浄する洗浄手段などを更に備えても良い。また、本発明では、切削装置1に限らず、例えば、レーザー加工装置、研削装置や研磨装置などの種々の加工装置にも適用することができる。
なお、本発明は上記実施形態に限定されるものではない。即ち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。
1 切削装置(加工装置)
10 チャックテーブル
11a 底面(保持面と反対側の面)
12a 表面(保持面)
15 チャックテーブル基台
20 切削手段(加工手段)
30 ガイド棒(ガイド手段)
30a 上端
40 ガイド片(ガイド手段)
40b 上面(上端)
C 隙間
10 チャックテーブル
11a 底面(保持面と反対側の面)
12a 表面(保持面)
15 チャックテーブル基台
20 切削手段(加工手段)
30 ガイド棒(ガイド手段)
30a 上端
40 ガイド片(ガイド手段)
40b 上面(上端)
C 隙間
Claims (1)
- 被加工物を保持面で保持するチャックテーブルと、該チャックテーブルに保持された該被加工物を加工する加工手段とを備える加工装置において、
該チャックテーブルは、保持面と反対側の面でチャックテーブル基台と嵌合しつつ該チャックテーブル基台に着脱自在に保持され、
該チャックテーブル基台に嵌合した該チャックテーブルの外周からわずかな隙間を隔てた位置にガイド手段が配設され、
該ガイド手段の上端は該被加工物を載置するチャックテーブルの該保持面より低く、
該チャックテーブルを該チャックテーブル基台に嵌合する際に、該チャックテーブルの外周を該ガイド手段に突き当てることで、該チャックテーブルが該チャックテーブル基台と嵌合する位置へと案内される加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012268822A JP2014116432A (ja) | 2012-12-07 | 2012-12-07 | 加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012268822A JP2014116432A (ja) | 2012-12-07 | 2012-12-07 | 加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014116432A true JP2014116432A (ja) | 2014-06-26 |
Family
ID=51172142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012268822A Pending JP2014116432A (ja) | 2012-12-07 | 2012-12-07 | 加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014116432A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016096290A (ja) * | 2014-11-17 | 2016-05-26 | 三菱マテリアル株式会社 | レーザトリム装置 |
| JP2017019043A (ja) * | 2015-07-09 | 2017-01-26 | 株式会社ディスコ | 端面修正治具および端面修正方法 |
| JP2020049551A (ja) * | 2018-09-21 | 2020-04-02 | 株式会社ディスコ | 加工装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000164536A (ja) * | 1998-11-25 | 2000-06-16 | Disco Abrasive Syst Ltd | チャックテーブル |
| JP2002009019A (ja) * | 2000-06-21 | 2002-01-11 | Disco Abrasive Syst Ltd | 加工テーブル |
| JP2011023686A (ja) * | 2009-07-21 | 2011-02-03 | Disco Abrasive Syst Ltd | 切削装置 |
-
2012
- 2012-12-07 JP JP2012268822A patent/JP2014116432A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000164536A (ja) * | 1998-11-25 | 2000-06-16 | Disco Abrasive Syst Ltd | チャックテーブル |
| JP2002009019A (ja) * | 2000-06-21 | 2002-01-11 | Disco Abrasive Syst Ltd | 加工テーブル |
| JP2011023686A (ja) * | 2009-07-21 | 2011-02-03 | Disco Abrasive Syst Ltd | 切削装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016096290A (ja) * | 2014-11-17 | 2016-05-26 | 三菱マテリアル株式会社 | レーザトリム装置 |
| JP2017019043A (ja) * | 2015-07-09 | 2017-01-26 | 株式会社ディスコ | 端面修正治具および端面修正方法 |
| JP2020049551A (ja) * | 2018-09-21 | 2020-04-02 | 株式会社ディスコ | 加工装置 |
| JP7154910B2 (ja) | 2018-09-21 | 2022-10-18 | 株式会社ディスコ | 加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11171056B2 (en) | Wafer processing method | |
| JP7165510B2 (ja) | 搬送用治具及び交換方法 | |
| JP5999972B2 (ja) | 保持テーブル | |
| JP7313202B2 (ja) | 切削装置及び交換方法 | |
| JP6218600B2 (ja) | 加工装置 | |
| JP2017084950A (ja) | 加工装置の搬送機構 | |
| JP5996382B2 (ja) | 切削装置のチャックテーブル | |
| JP7344656B2 (ja) | 搬送装置 | |
| JP2014116432A (ja) | 加工装置 | |
| JP2016201421A (ja) | 被加工物の搬送トレー | |
| JP2017103274A (ja) | 切削装置 | |
| JP5686570B2 (ja) | ウエーハ支持プレートの使用方法 | |
| JP6486785B2 (ja) | 端面修正治具および端面修正方法 | |
| JP2013118325A (ja) | ウエーハの洗浄方法 | |
| JP6013163B2 (ja) | 加工装置 | |
| JP2012169487A (ja) | 研削装置 | |
| JP2013115283A (ja) | ウエーハの位置補正方法及びウエーハの加工方法 | |
| KR20170072136A (ko) | 가공 장치 | |
| JP2011125988A (ja) | 研削装置 | |
| JP5975767B2 (ja) | 加工装置 | |
| JP6689542B2 (ja) | 切削装置 | |
| JP2016078132A (ja) | 加工装置 | |
| JP2019057525A (ja) | 板状物の切削方法 | |
| JP6084115B2 (ja) | 加工装置 | |
| JP2024039510A (ja) | 取付方法及び切削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161018 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170606 |