JP2010142843A - オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 - Google Patents
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 Download PDFInfo
- Publication number
- JP2010142843A JP2010142843A JP2008322639A JP2008322639A JP2010142843A JP 2010142843 A JP2010142843 A JP 2010142843A JP 2008322639 A JP2008322639 A JP 2008322639A JP 2008322639 A JP2008322639 A JP 2008322639A JP 2010142843 A JP2010142843 A JP 2010142843A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- less
- stainless steel
- austenitic stainless
- welding material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 162
- 239000000463 material Substances 0.000 title claims abstract description 154
- 230000007797 corrosion Effects 0.000 title claims abstract description 139
- 238000005260 corrosion Methods 0.000 title claims abstract description 139
- 238000005336 cracking Methods 0.000 title claims abstract description 65
- 229910000963 austenitic stainless steel Inorganic materials 0.000 title claims abstract description 52
- 238000000034 method Methods 0.000 title claims abstract description 51
- 238000012423 maintenance Methods 0.000 title claims abstract description 26
- 230000003449 preventive effect Effects 0.000 title claims abstract description 25
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 22
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 22
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 21
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 21
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 7
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 6
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 6
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 6
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 6
- 239000012530 fluid Substances 0.000 claims description 8
- 230000002950 deficient Effects 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 description 24
- 239000010959 steel Substances 0.000 description 24
- 238000012360 testing method Methods 0.000 description 24
- 239000000126 substance Substances 0.000 description 23
- 239000000203 mixture Substances 0.000 description 21
- 239000012535 impurity Substances 0.000 description 19
- 229910052751 metal Inorganic materials 0.000 description 19
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 19
- 239000002184 metal Substances 0.000 description 18
- 239000011651 chromium Substances 0.000 description 17
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 16
- 229910017604 nitric acid Inorganic materials 0.000 description 16
- 239000000243 solution Substances 0.000 description 16
- 230000008439 repair process Effects 0.000 description 13
- 206010070834 Sensitisation Diseases 0.000 description 10
- 230000008313 sensitization Effects 0.000 description 10
- 238000009835 boiling Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 229910001220 stainless steel Inorganic materials 0.000 description 8
- 229910001566 austenite Inorganic materials 0.000 description 7
- 238000001556 precipitation Methods 0.000 description 7
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000011161 development Methods 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000010935 stainless steel Substances 0.000 description 6
- 230000002411 adverse Effects 0.000 description 5
- 238000005253 cladding Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 150000002500 ions Chemical class 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229910010413 TiO 2 Inorganic materials 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000012071 phase Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000012958 reprocessing Methods 0.000 description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 3
- 239000010953 base metal Substances 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910021645 metal ion Inorganic materials 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 230000000087 stabilizing effect Effects 0.000 description 3
- -1 TiC Chemical class 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- UFGZSIPAQKLCGR-UHFFFAOYSA-N chromium carbide Chemical compound [Cr]#C[Cr]C#[Cr] UFGZSIPAQKLCGR-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 239000002915 spent fuel radioactive waste Substances 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- 229910003470 tongbaite Inorganic materials 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229910000967 As alloy Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 239000005539 carbonized material Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011978 dissolution method Methods 0.000 description 1
- 230000001814 effect on stress Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000001036 glow-discharge mass spectrometry Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 238000005491 wire drawing Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/12—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to investigating the properties, e.g. the weldability, of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
- C21D9/505—Cooling thereof
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J12/00—Pressure vessels in general
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2251/00—Treating composite or clad material
- C21D2251/04—Welded or brazed overlays
Abstract
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
【選択図】図1
Description
次に、本発明において、オーステナイト系ステンレス鋼からなる溶接材料の成分を前記のように定めた理由を以下に記載する。
Cは、加熱された際に結晶粒界にCr系の炭化物を析出する結果、その近傍にCrの欠乏した領域を生成して粒界の耐硝酸腐食性や耐応力腐食割れ性を低下させる。したがって、Cの含有率は極力少ないことが望ましく、溶解法などの工業的実用性を考慮し、0.01wt%以下とした。
Siは、耐硝酸性に対して数%の範囲内で添加する場合を除いては、粒界損傷の観点からはできるだけその含有量を低くすることが望ましい。しかしながら、溶湯プールの酸素富化抑制剤としてSiは有効であるため、0.5wt%以下含有させる。
Mnは、オーステナイト相安定度を高めて耐食性に有害なδ−フェライトの生成や加工誘起変態を防止する効果がある。しかしながら、0.5wt%を超えても所望の効果が得られないばかりか、固溶状態のMnとして、かえって腐食を促進するので、0.5wt%以下とする。
P:Pは、粒界偏析することが知られており、Pの含有量を増加すると耐応力腐食割れ性や耐粒界腐食性が低下する。このため、その含有量は低い方が望ましく、0.005wt%以下とする。なお、0.01wt%以下でもよい。
S:Sの増加は硫化物の生成を促進し、それらを基点とする選択的な腐食により、耐応力腐食割れ性や耐粒界腐食性、さらに耐孔食性を低下させる。このため、その含有量は低い方が望ましく、0.005wt%以下とする。なお、0.01wt%以下でもよい。
Ni:Niは、オーステナイト組織を安定させ、また応力腐食割れや粒界腐食を抑制するために必要な元素である。しかしながら、その含有率が15wt%未満では十分なオーステナイト組織を確保することができず、さらに中性子照射環境下での耐スェリング性を得ることができない。一方、40wt%を越えると高価となるため、15.0〜40.0wt%が望ましい。
Cr:Crは、不働態皮膜を形成して鋼の耐食性を確保するために必要な元素である。不働態皮膜形成の観点からは、JIS規格の代表的ステンレス鋼であるSUS304やSUS316系ステンレス鋼のように16wt%程度含有すればよい。しかしながら、軽水炉炉心のように中性子照射を受ける高温高圧水中環境下や再処理プラントのように高酸化性イオンを含む高濃度硝酸溶液の沸騰伝熱面腐食での過不働態腐食環境下で十分な耐食性を確保するには20wt%が必要である。一方、30wt%を越えると、Crリッチの脆化相が析出するため、それらを避けて完全オーステナイト組織にするためのNi含有量を増加しなくてはならなくなり、コストの上昇を招くので20.0〜30.0wt%が望ましい。
O:0.01wt%以下
N、O:NおよびOは、いずれも耐応力腐食割れ性や耐粒界腐食性を低下させるため、その含有率はできるだけ低い方が望ましく、0.01wt%を上限とする。
B:Bは、本発明を構成するもっとも重要な要因である。基本的には不純物元素であり、粒界に偏析して耐応力腐食割れ性や耐粒界腐食性を低下させるため、できるだけ少ないことが望ましい。Bは従来の分析技術では0.0003wt%以下については判別できなかったが、本発明では最近の分析手法を駆使してより微量のBと耐食性との関係を明確にし、その結果、0.0003wt%以下に低減することにより応力腐食割れや粒界腐食を十分に抑制できることがわかった。この観点から、Bの含有率を3wtppm(0.0003wt%)以下とした。なお、より好ましくは1.5wtppm以下である。
C+P+S+O+N:これらの不純物元素を上記制限条件のように個々に限定しても、合計が0.02wt%を超えると良好な耐応力腐食割れ性や耐粒界腐食性が得られないため、0.02wt%を上限とした。
Ti:Tiは本発明を構成する重要な要因であり、粒界腐食の原因となるC、P、S、N、およびOの不純物元素を、それぞれ、TiC,FeTiP,TiS,TiN,TiO2のようなTi系の炭窒化物や化合物とすることにより完全に無害化するために添加する。本発明では、不純物元素は鋼塊段階で極めて低いレベルになっているが、発明者らの検討によると、商業ベースでの溶解法で除去しきれない微量の不純物元素が粒界腐食に悪影響をおよぼすことが明らかになった。このため、これらを完全に無害化するためにTiを添加する。したがって、最低必要含有量はC、P、S、N、およびOの全てがTiC,FeTiP,TiS,TiN,TiO2のようなTi系の炭窒化物や化合物となるための化学量論的な等価な量である。具体的には、Ti(wt%)=(48/12)C(wt%)+(48/31)P(wt%)+(48/32)S(wt%)+(48/14)N(wt%)+(48/16)×(1/2)O(wt%)であるが、希薄元素の動的析出反応を考慮すると0.05wt%以上が望ましい。一方、多量に添加するとコストの上昇を招くので、0.3wt%以下が望ましい。
図1は、オーステナイト系ステンレス鋼からなる溶接材料1で板材の突合せ溶接部を肉盛溶接した溶接継手試験材11を示す断面図である。溶接継手試験材11として、厚さ12mm×幅100mm×長さ300mmのSUS304鋼の板材2,3を突合せし、Y308の溶接材料4を用いて溶接して製作した。当該溶接は、20リットル/minの流量のArガスシールドのティグ溶接によりおこなった。溶接条件は、ワイヤ径2.4mm、溶接電流180A、溶接電圧9V、溶接速度100mm/min、ワイヤ供給量100cm/minとした。
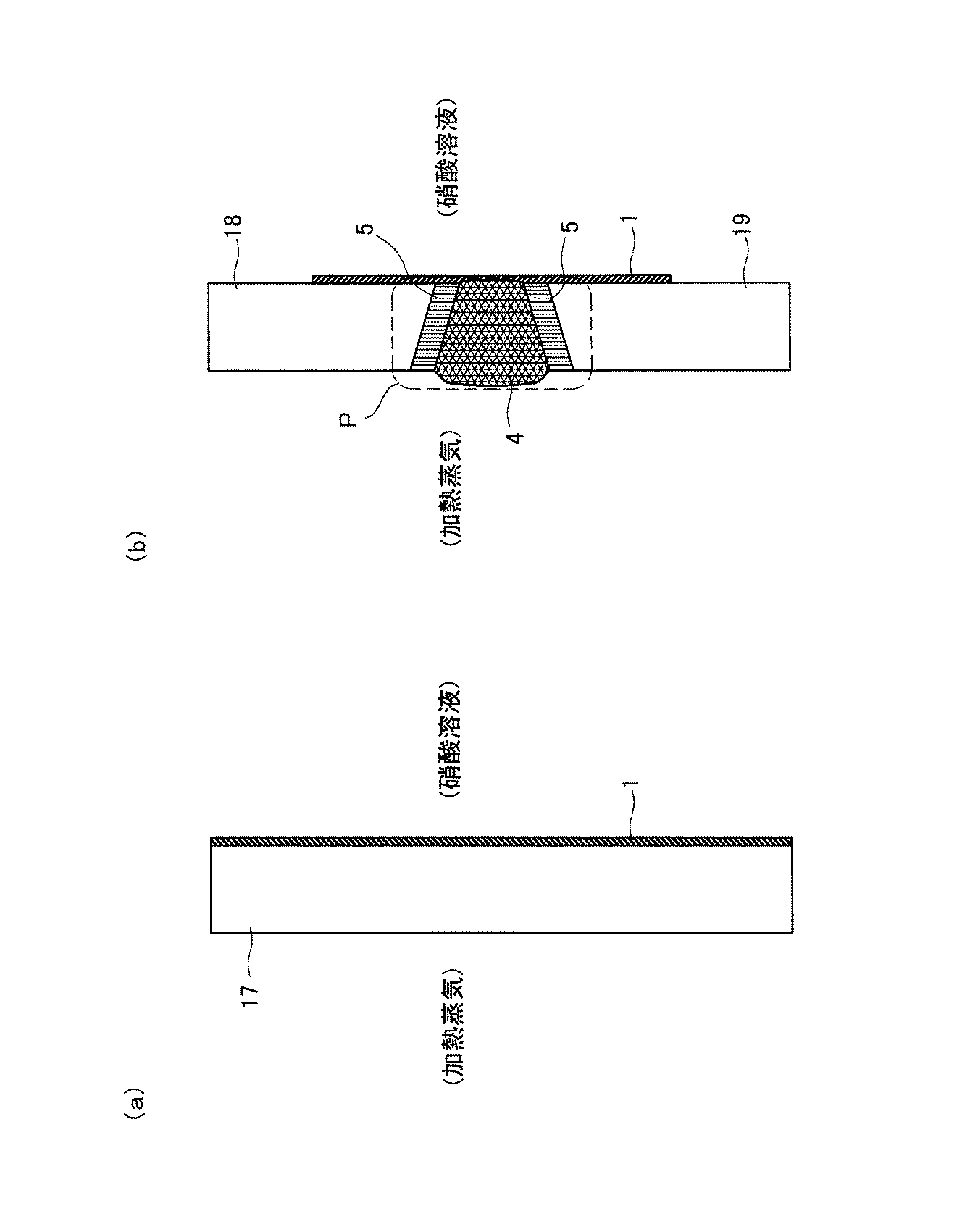
次に、応力腐食割れ予防保全方法の他の実施態様について説明する。図3は、本発明に係る溶接材料1で肉盛溶接した配管21,31を示す断面図である。
次に、本発明の化学組成を有する溶接材料1を用いた粒界腐食予防保全方法について説明する。図4は、本発明に係る粒界腐食予防保全方法について説明するための図である。
13、14:SUS304鋼製管材
15:対策材
P:溶接接合部
Claims (7)
- C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料であって、
前記オーステナイト系ステンレス鋼に含まれるBの含有率が3wtppm以下であり、かつ、前記C、P、S、NおよびOの含有率の合計が0.02wt%以下であることを特徴とする、溶接材料。 - 請求項1に記載の溶接材料において、
前記オーステナイト系ステンレス鋼に含まれるTiの含有量が、前記C、P、S、NおよびOの含有量の合計に対し、化学量論的に等価以上であることを特徴とする、溶接材料。 - オーステナイト系ステンレス鋼製の構造物または配管の溶接接合部に、請求項1または2に記載の溶接材料を肉盛溶接することを特徴とする、応力腐食割れ予防保全方法。
- 請求項3に記載の応力腐食割れ予防保全方法において、
前記溶接接合部の欠陥部を除去して補修溶接し、その後、当該溶接接合部を覆うように前記溶接材料で肉盛溶接することを特徴とする、応力腐食割れ予防保全方法。 - 溶接接合したオーステナイト系ステンレス鋼製の構造物または配管を対策材へ取り替える際に、開先面に対して、請求項1または2に記載の溶接材料を予め肉盛溶接した後、当該対策材を溶接接合することを特徴とする、応力腐食割れ予防保全方法。
- 腐食性流体が接触するオーステナイト系ステンレス鋼製の構造物または配管の接液面に、請求項1または2に記載の溶接材料を肉盛溶接することを特徴とする、粒界腐食予防保全方法。
- 腐食性流体が接触するオーステナイト系ステンレス鋼製の構造物または配管の接液側の溶接接合部に、請求項1または2に記載の溶接材料を肉盛溶接することを特徴とする、粒界腐食予防保全方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322639A JP5463527B2 (ja) | 2008-12-18 | 2008-12-18 | オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 |
| PCT/JP2009/070965 WO2010071146A1 (ja) | 2008-12-18 | 2009-12-16 | オーステナイト系溶接材料ならびにそれを用いた応力腐食割れ予防保全方法および粒界腐食予防保全方法 |
| RU2011129636/02A RU2488471C2 (ru) | 2008-12-18 | 2009-12-16 | Аустенитный сварочный материал и способ профилактического технического обслуживания для предотвращения коррозионного растрескивания под напряжением и способ профилактического технического обслуживания для предотвращения межкристаллитной коррозии с его использованием |
| CN200980150398.4A CN102245345B (zh) | 2008-12-18 | 2009-12-16 | 奥氏体系焊接材料以及使用了该材料的应力腐蚀开裂预防维护方法和晶界腐蚀预防维护方法 |
| US13/140,674 US8322592B2 (en) | 2008-12-18 | 2009-12-16 | Austenitic welding material, and preventive maintenance method for stress corrosion cracking and preventive maintenance method for intergranular corrosion, using same |
| EP09833449.3A EP2422919B1 (en) | 2008-12-18 | 2009-12-16 | Austenitic welding material, and preventive maintenance method for stress corrosion cracking and preventive maintenance method for intergranular corrosion, using same |
| KR1020117016457A KR101305778B1 (ko) | 2008-12-18 | 2009-12-16 | 오스테나이트계 용접 재료 및 그것을 사용한 응력 부식 균열 예방 보전 방법 및 입계 부식 예방 보전 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008322639A JP5463527B2 (ja) | 2008-12-18 | 2008-12-18 | オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142843A true JP2010142843A (ja) | 2010-07-01 |
| JP5463527B2 JP5463527B2 (ja) | 2014-04-09 |
Family
ID=42268817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008322639A Active JP5463527B2 (ja) | 2008-12-18 | 2008-12-18 | オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8322592B2 (ja) |
| EP (1) | EP2422919B1 (ja) |
| JP (1) | JP5463527B2 (ja) |
| KR (1) | KR101305778B1 (ja) |
| CN (1) | CN102245345B (ja) |
| RU (1) | RU2488471C2 (ja) |
| WO (1) | WO2010071146A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130137248A (ko) * | 2011-05-13 | 2013-12-16 | 신닛테츠스미킨 카부시키카이샤 | 용접 재료 및 용접 이음부 |
| JP2015055570A (ja) * | 2013-09-12 | 2015-03-23 | 三菱重工業株式会社 | 溶射膜又は肉盛溶接層の材料選定方法及び装置 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8992109B2 (en) * | 2009-12-04 | 2015-03-31 | Nippon Steel & Sumitomo Metal Corporation | Butt-welded joint of welded structure, and method for manufacturing the same |
| SG11201605977TA (en) * | 2014-02-26 | 2016-08-30 | Nippon Steel & Sumitomo Metal Corp | Welded joint |
| WO2016016717A1 (en) * | 2014-07-31 | 2016-02-04 | Sabic Global Technologies B.V. | Repair of sigmatized stainless steels |
| WO2017142435A1 (ru) * | 2016-02-19 | 2017-08-24 | Общество С Ограниченной Ответственностью "Ромет" | Способ сварки изделия из коррозионностоиких многослойных металлических материалов |
| CN109070284A (zh) * | 2016-05-02 | 2018-12-21 | 埃克森美孚研究工程公司 | 用于高锰钢浆料管道的现场环缝焊接技术 |
| US9541485B1 (en) * | 2016-08-15 | 2017-01-10 | Kuwait Institute For Scientific Research | System for testing stress corrosion cracking |
| WO2018140935A1 (en) | 2017-01-30 | 2018-08-02 | National Oilwell Varco, L.P. | Enhanced welded pipe, threaded connections, and methods for achieving the same |
| US10625361B2 (en) * | 2017-06-14 | 2020-04-21 | General Electric Company | Method of welding superalloys |
| JP7082541B2 (ja) * | 2018-07-20 | 2022-06-08 | 三菱重工業株式会社 | 補修溶接方法 |
| KR20200101647A (ko) | 2019-02-20 | 2020-08-28 | 한양대학교 산학협력단 | 슈퍼 오스테나이트계 스테인레스강 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000254776A (ja) * | 1999-03-10 | 2000-09-19 | Toshiba Corp | 原子炉内部配管溶接部の応力腐食割れ防止方法 |
| JP2001124888A (ja) * | 1999-10-26 | 2001-05-11 | Toshiba Corp | 応力腐食割れ予防保全方法 |
| JP2006183082A (ja) * | 2004-12-27 | 2006-07-13 | Sumitomo Metal Ind Ltd | 高Cr鋼の溶接継手および溶接材料 |
| WO2008136354A1 (ja) * | 2007-04-27 | 2008-11-13 | Japan Atomic Energy Agency | 耐粒界腐食性および耐応力腐食割れ性に優れたオーステナイト系ステンレス鋼およびオーステナイト系ステンレス鋼材の製造方法 |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3017266A (en) * | 1960-06-02 | 1962-01-16 | United Steel Companies Ltd | Austenitic steel and articles made therefrom |
| US3151978A (en) * | 1960-12-30 | 1964-10-06 | Armco Steel Corp | Heat hardenable chromium-nickel-aluminum steel |
| US3306736A (en) * | 1963-08-30 | 1967-02-28 | Crucible Steel Co America | Austenitic stainless steel |
| AT268345B (de) * | 1965-03-09 | 1969-02-10 | Schoeller Bleckmann Stahlwerke | Austenitischer, korrosionsbeständiger Chrom-Nickel-Mangan-Stickstoff-Stahl für die Herstellung von Gegenständen, die beständig gegen Lochfraß und Spannungsrißkorrosion in Meerwasser sind und Nichtmagnetisierbarkeit und gute Schweißbarkeit aufweisen |
| DE1558635B2 (de) * | 1966-02-10 | 1970-06-18 | Sumitomo Kinzoku Kogyo Kabushiki Kaisha, Osaka (Japan) | Hochfester stabilaustenitischer korrosionsbeständiger Stahl zur Herstellung von Verdampferrohren und Überhitzerrohren |
| AT295954B (de) * | 1969-07-11 | 1972-01-25 | Boehler & Co Ag Geb | Schweißmaterial zum elektrischen Lichtbogenschweißen von Gegenständen aus kaltzähem Stahl |
| SU427815A1 (ru) * | 1973-01-02 | 1974-05-15 | Ю. М. Белов , В. А. Красавчиков | Материал для наплавки |
| US4049186A (en) * | 1976-10-20 | 1977-09-20 | General Electric Company | Process for reducing stress corrosion in a weld by applying an overlay weld |
| JPS5431062A (en) * | 1977-08-12 | 1979-03-07 | Hitachi Ltd | Manufacture of structure superior in stress corrosion cracking resistivity |
| JPS5921711B2 (ja) | 1978-07-11 | 1984-05-22 | 株式会社日立製作所 | ステンレス鋼材の溶接方法 |
| JPS56131083A (en) * | 1980-11-10 | 1981-10-14 | Hitachi Ltd | Welded joint method for stainless steel tube |
| DE3225266A1 (de) | 1982-07-06 | 1984-01-12 | Bayer Ag, 5090 Leverkusen | Kontinuierliches trockenspinnverfahren fuer acrylnitrilfaeden und - fasern |
| US4624402A (en) * | 1983-01-18 | 1986-11-25 | Nutech, Inc. | Method for applying an overlay weld for preventing and controlling stress corrosion cracking |
| JPS60100629A (ja) * | 1983-11-08 | 1985-06-04 | Sumitomo Metal Ind Ltd | オ−ステナイトステンレス鋼の製造方法 |
| JPS60152661A (ja) * | 1984-01-23 | 1985-08-10 | Daido Steel Co Ltd | 食品機器用含Biオーステナイト系ステンレス快削鋼 |
| JPS61177325A (ja) | 1985-01-31 | 1986-08-09 | Sumitomo Metal Ind Ltd | ステンレス鋼溶接部の耐食性改善方法 |
| JPH0647708B2 (ja) * | 1985-07-31 | 1994-06-22 | 大同特殊鋼株式会社 | オ−ステナイト系快削ステンレス鋼 |
| JPS6369947A (ja) | 1986-09-11 | 1988-03-30 | Kawasaki Steel Corp | クリ−プ破断延性の優れたオ−ステナイト系ステンレス鋼 |
| JP2865749B2 (ja) | 1988-12-07 | 1999-03-08 | 株式会社日立製作所 | 配管の改質方法 |
| SE8904065L (sv) * | 1988-12-07 | 1990-06-08 | Hitachi Ltd | Metod att foerbaettra egenskaperna hos svetsare paa austenitiskt rostfritt staal |
| JP2831051B2 (ja) * | 1989-09-22 | 1998-12-02 | 株式会社神戸製鋼所 | オーステナイト系ステンレス鋼溶接用ワイヤ |
| US4962586A (en) * | 1989-11-29 | 1990-10-16 | Westinghouse Electric Corp. | Method of making a high temperature - low temperature rotor for turbines |
| JP2530231B2 (ja) * | 1989-12-20 | 1996-09-04 | 日新製鋼株式会社 | 耐熱用オ―ステナイト系ステンレス鋼 |
| JPH0577082A (ja) | 1991-09-20 | 1993-03-30 | Hitachi Ltd | オーステナイト系ステンレス鋼の溶接部改質方法 |
| WO1995011321A1 (fr) * | 1993-10-20 | 1995-04-27 | Sumitomo Metal Industries, Ltd. | Acier inoxydable pour gaz haute purete |
| JPH085773A (ja) | 1994-06-20 | 1996-01-12 | Toshiba Corp | ジェットポンプの予防保全装置と予防保全方法 |
| JPH0929429A (ja) | 1995-07-21 | 1997-02-04 | Toshiba Corp | 溶接施工方法 |
| US5809098A (en) * | 1997-03-10 | 1998-09-15 | General Electric Company | Method for sealing a stub tube in a nuclear reactor |
| JP2000312969A (ja) | 1999-04-30 | 2000-11-14 | Ishikawajima Harima Heavy Ind Co Ltd | 溶接継手部の外面バタリング工法 |
| JP2001107196A (ja) * | 1999-10-07 | 2001-04-17 | Sumitomo Metal Ind Ltd | 耐溶接割れ性と耐硫酸腐食性に優れたオーステナイト鋼溶接継手およびその溶接材料 |
| JP4465066B2 (ja) * | 1999-10-18 | 2010-05-19 | 日本冶金工業株式会社 | フェライト・オーステナイト二相系ステンレス鋼用溶接材料 |
| JP2001138048A (ja) | 1999-11-08 | 2001-05-22 | Kobe Steel Ltd | 含Moオーステナイト系ステンレス鋼の肉盛溶接施工法 |
| KR100482208B1 (ko) * | 2000-11-17 | 2005-04-21 | 주식회사 포스코 | 침질처리에 의한 용접구조용 강재의 제조방법 |
| JP4490608B2 (ja) * | 2001-08-09 | 2010-06-30 | 株式会社東芝 | 構造物の補修方法 |
| KR100532877B1 (ko) * | 2002-04-17 | 2005-12-01 | 스미토모 긴조쿠 고교 가부시키가이샤 | 고온강도와 내식성이 우수한 오스테나이트계 스테인레스강및 상기 강으로부터 이루어지는 내열 내압부재와 그제조방법 |
| JP4424471B2 (ja) * | 2003-01-29 | 2010-03-03 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼およびその製造方法 |
| JP4188124B2 (ja) * | 2003-03-31 | 2008-11-26 | 独立行政法人物質・材料研究機構 | 焼き戻しマルテンサイト系耐熱鋼の溶接継手 |
| JP3838216B2 (ja) * | 2003-04-25 | 2006-10-25 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| US7862666B2 (en) * | 2003-10-31 | 2011-01-04 | Jfe Steel Corporation | Highly anticorrosive high strength stainless steel pipe for linepipe and method for manufacturing same |
| US6969826B2 (en) * | 2004-04-08 | 2005-11-29 | General Electric Company | Welding process |
| US7533795B2 (en) * | 2004-12-22 | 2009-05-19 | General Electric Company | Welding process |
| WO2006104023A1 (ja) * | 2005-03-25 | 2006-10-05 | Sumitomo Metal Industries, Ltd. | 高周波焼入れ中空駆動軸 |
| EP1867743B9 (en) * | 2005-04-04 | 2015-04-29 | Nippon Steel & Sumitomo Metal Corporation | Austenitic stainless steel |
| US8710405B2 (en) * | 2005-04-15 | 2014-04-29 | Nippon Steel & Sumikin Stainless Steel Corporation | Austenitic stainless steel welding wire and welding structure |
| BRPI0609856A2 (pt) * | 2005-04-28 | 2010-05-11 | Jfe Steel Corp | tubo de aço inoxidável tendo excelente capacidade de dilatação para produtos tubulares para campos petrolìferos |
| US20080240970A1 (en) * | 2007-03-31 | 2008-10-02 | Daido Tokushuko Kabushiki Kaisha | Austenitic free-cutting stainless steel |
| KR20090066000A (ko) * | 2007-12-18 | 2009-06-23 | 주식회사 포스코 | 고진공, 고순도 가스 배관용 오스테나이트계 스테인리스강 |
| US8319148B2 (en) * | 2009-08-20 | 2012-11-27 | General Electric Company | System and method of dual laser beam welding of first and second filler metals |
-
2008
- 2008-12-18 JP JP2008322639A patent/JP5463527B2/ja active Active
-
2009
- 2009-12-16 RU RU2011129636/02A patent/RU2488471C2/ru active
- 2009-12-16 US US13/140,674 patent/US8322592B2/en active Active
- 2009-12-16 KR KR1020117016457A patent/KR101305778B1/ko active IP Right Grant
- 2009-12-16 CN CN200980150398.4A patent/CN102245345B/zh active Active
- 2009-12-16 WO PCT/JP2009/070965 patent/WO2010071146A1/ja active Application Filing
- 2009-12-16 EP EP09833449.3A patent/EP2422919B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000254776A (ja) * | 1999-03-10 | 2000-09-19 | Toshiba Corp | 原子炉内部配管溶接部の応力腐食割れ防止方法 |
| JP2001124888A (ja) * | 1999-10-26 | 2001-05-11 | Toshiba Corp | 応力腐食割れ予防保全方法 |
| JP2006183082A (ja) * | 2004-12-27 | 2006-07-13 | Sumitomo Metal Ind Ltd | 高Cr鋼の溶接継手および溶接材料 |
| WO2008136354A1 (ja) * | 2007-04-27 | 2008-11-13 | Japan Atomic Energy Agency | 耐粒界腐食性および耐応力腐食割れ性に優れたオーステナイト系ステンレス鋼およびオーステナイト系ステンレス鋼材の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| JPN6013018506; 才田一幸、他3名: '高純度化によるSUS310系ステンレス鋼の高温割れ感受性の変化原因-超高純度・高耐食合金の溶接性に関' 溶接学会全国大会講演概要 No.81, 20070901, Page.100-101 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130137248A (ko) * | 2011-05-13 | 2013-12-16 | 신닛테츠스미킨 카부시키카이샤 | 용접 재료 및 용접 이음부 |
| KR101597010B1 (ko) | 2011-05-13 | 2016-02-23 | 신닛테츠스미킨 카부시키카이샤 | 용접 재료 및 용접 이음부 |
| US10201880B2 (en) | 2011-05-13 | 2019-02-12 | Nippon Steel & Sumitomo Metal Corporation | Welding material and welding joint |
| JP2015055570A (ja) * | 2013-09-12 | 2015-03-23 | 三菱重工業株式会社 | 溶射膜又は肉盛溶接層の材料選定方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2488471C2 (ru) | 2013-07-27 |
| JP5463527B2 (ja) | 2014-04-09 |
| KR20110098822A (ko) | 2011-09-01 |
| WO2010071146A1 (ja) | 2010-06-24 |
| EP2422919A4 (en) | 2013-06-19 |
| KR101305778B1 (ko) | 2013-09-06 |
| CN102245345B (zh) | 2015-09-02 |
| EP2422919A1 (en) | 2012-02-29 |
| RU2011129636A (ru) | 2013-01-27 |
| US8322592B2 (en) | 2012-12-04 |
| CN102245345A (zh) | 2011-11-16 |
| US20110248071A1 (en) | 2011-10-13 |
| EP2422919B1 (en) | 2019-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5463527B2 (ja) | オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法 | |
| US20220259688A1 (en) | Austenitic stainless steel material and welded joint | |
| JP2005336601A (ja) | マルテンサイト系ステンレス鋼管 | |
| RU2595305C1 (ru) | Сварочная проволока для сварки разнородных сталей | |
| JP2003311321A (ja) | 高強度uoe鋼管の製造方法 | |
| Kain et al. | Controlling corrosion in the back end of fuel cycle using nitric acid grade stainless steels | |
| JP4196755B2 (ja) | 低炭素ステンレス鋼管の配管溶接継手とその製造方法 | |
| JP4273339B2 (ja) | 高Cr鋼の溶接継手および溶接材料 | |
| JP4026554B2 (ja) | 低炭素ステンレス鋼管の配管溶接継手とその製造方法 | |
| JP2000254776A (ja) | 原子炉内部配管溶接部の応力腐食割れ防止方法 | |
| JP2865749B2 (ja) | 配管の改質方法 | |
| JP2011068967A (ja) | ステンレス鋼製パネル溶接施工貯水槽 | |
| Kelly | Stainless steels | |
| JP2006161114A (ja) | オーステナイト系ステンレス鋼材およびその溶接継手 | |
| JP7140207B2 (ja) | フェライト系耐熱鋼溶接継手の製造方法 | |
| JP4513515B2 (ja) | 耐食性に優れた溶接継手 | |
| JP2000288738A (ja) | 高クロムフェライト鋼の溶接継手構造 | |
| JP2006159262A (ja) | 溶接継手および溶接材料 | |
| Lauro et al. | Welding and weldability of the ‘super-austenitic’and ‘super-martensitic’stainless steels | |
| Iwamoto et al. | Japanese Welding Guideline for Duplex Stainless Steels | |
| JP4412533B2 (ja) | 高ニッケル合金の応力腐食割れ改善方法及び補修方法 | |
| CN117620514A (zh) | 可承受10-30kJ/cm热输入的高耐蚀气保护焊焊丝 | |
| JP2001141878A (ja) | 熱中性子遮蔽構造体の腐食防止法 | |
| JP2021178995A (ja) | ステンレス鋼管および溶接継手 | |
| JP2022114890A (ja) | フェライト・オーステナイト二相ステンレス鋼溶接構造物、フェライト・オーステナイト二相ステンレス鋼溶接継手及びフェライト・オーステナイト二相ステンレス鋼材の溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131224 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5463527 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |