JP2010029943A - 鋼板の製造方法 - Google Patents
鋼板の製造方法 Download PDFInfo
- Publication number
- JP2010029943A JP2010029943A JP2009257693A JP2009257693A JP2010029943A JP 2010029943 A JP2010029943 A JP 2010029943A JP 2009257693 A JP2009257693 A JP 2009257693A JP 2009257693 A JP2009257693 A JP 2009257693A JP 2010029943 A JP2010029943 A JP 2010029943A
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- induction heating
- manufacturing
- steel sheet
- heating device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0442—Flattening; Dressing; Flexing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D1/00—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling
- B21D1/02—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/38—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling sheets of limited length, e.g. folded sheets, superimposed sheets, pack rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0242—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/60—Continuous furnaces for strip or wire with induction heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B2015/0071—Levelling the rolled product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/004—Heating the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0218—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for strips, sheets, or plates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Heat Treatment Of Steel (AREA)
- Metal Rolling (AREA)
- General Induction Heating (AREA)
Abstract
【解決手段】少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の矯正装置および少なくとも1台の誘導加熱装置が配置された鋼板の製造設備を用い、熱間圧延機により圧延された鋼板を冷却装置により加速冷却する工程と、加速冷却された鋼板を矯正装置で形状矯正する工程と、鋼板の形状矯正中に、鋼板の形状矯正された部分を順次誘導加熱装置で熱処理する工程と、を有する鋼板の製造方法。
【選択図】図1
Description
(2)鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う(1)に記載の鋼板の製造方法。
(3)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(1)に記載の鋼板の製造方法。
(4)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(2)に記載の鋼板の製造方法。
(5)少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の矯正装置、少なくとも1台の誘導加熱装置および少なくとも1台の矯正装置が配置された鋼板の製造設備を用い、前記熱間圧延機により圧延された鋼板を、前記冷却装置により加速冷却する工程と、前記加速冷却された鋼板を、前記矯正装置で形状矯正する工程と、前記鋼板の形状矯正中に、前記鋼板の形状矯正された部分を、順次前記誘導加熱装置で熱処理する工程と、を有する鋼板の製造方法。
(6)鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う(5)に記載の鋼板の製造方法。
(7)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(5)に記載の鋼板の製造方法。
(8)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(6)に記載の鋼板の製造方法。
(9)少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の誘導加熱装置、少なくとも1台の矯正装置および少なくとも1台の誘導加熱装置が配置された鋼板の製造設備を用い、前記熱間圧延機により圧延された鋼板を、前記冷却装置により加速冷却する工程と、前記加速冷却された鋼板を、前記矯正装置で形状矯正する工程と、前記鋼板の形状矯正中に、前記鋼板の形状矯正された部分を、順次前記誘導加熱装置で熱処理する工程と、を有する鋼板の製造方法。
(10)鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う(9)に記載の鋼板の製造方法。
(11)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(9)に記載の鋼板の製造方法。
(12)誘導加熱装置に、ソレノイド型誘導加熱装置を用いる(10)に記載の鋼板の製造方法。
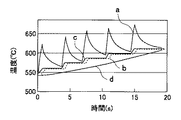
T(t)=Tao+(Tso−Tao)exp(−t/τ)………………(1)
ここで、τ:鋼板の熱拡散の時定数(s)、Tso:加熱終了時の表面温度(℃)、Tao:加熱終了時の板厚方向の平均温度(℃)である。
時定数τは、鋼板の板厚に応じた表面温度のシミュレーション結果から求めることが可能であり、たとえば板厚40mmでτ=3.7s、板厚25mmでτ=2.1s、板厚12.5mmでτ=0.8sである。
Claims (12)
- 少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の矯正装置および少なくとも1台の誘導加熱装置が配置された鋼板の製造設備を用い、
前記熱間圧延機により圧延された鋼板を、前記冷却装置により加速冷却する工程と、
前記加速冷却された鋼板を、前記矯正装置で形状矯正する工程と、
前記鋼板の形状矯正中に、前記鋼板の形状矯正された部分を、順次前記誘導加熱装置で熱処理する工程と、
を有する鋼板の製造方法。 - 鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う請求項1に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項1に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項2に記載の鋼板の製造方法。
- 少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の矯正装置、少なくとも1台の誘導加熱装置および少なくとも1台の矯正装置が配置された鋼板の製造設備を用い、
前記熱間圧延機により圧延された鋼板を、前記冷却装置により加速冷却する工程と、
前記加速冷却された鋼板を、前記矯正装置で形状矯正する工程と、
前記鋼板の形状矯正中に、前記鋼板の形状矯正された部分を、順次前記誘導加熱装置で熱処理する工程と、
を有する鋼板の製造方法。 - 鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う請求項5に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項5に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項6に記載の鋼板の製造方法。
- 少なくとも1台の熱間圧延機の下流側に、順に、少なくとも1台の冷却装置、少なくとも1台の誘導加熱装置、少なくとも1台の矯正装置および少なくとも1台の誘導加熱装置が配置された鋼板の製造設備を用い、
前記熱間圧延機により圧延された鋼板を、前記冷却装置により加速冷却する工程と、
前記加速冷却された鋼板を、前記矯正装置で形状矯正する工程と、
前記鋼板の形状矯正中に、前記鋼板の形状矯正された部分を、順次前記誘導加熱装置で熱処理する工程と、
を有する鋼板の製造方法。 - 鋼板を可逆的に移動させ、形状矯正と熱処理を繰返して行う請求項9に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項9に記載の鋼板の製造方法。
- 誘導加熱装置に、ソレノイド型誘導加熱装置を用いる請求項10に記載の鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009257693A JP5387347B2 (ja) | 2001-10-10 | 2009-11-11 | 鋼板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001312418 | 2001-10-10 | ||
| JP2001312418 | 2001-10-10 | ||
| JP2009257693A JP5387347B2 (ja) | 2001-10-10 | 2009-11-11 | 鋼板の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003535964A Division JP4449455B2 (ja) | 2001-10-10 | 2002-10-08 | 鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029943A true JP2010029943A (ja) | 2010-02-12 |
| JP5387347B2 JP5387347B2 (ja) | 2014-01-15 |
Family
ID=19131076
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003535964A Expired - Lifetime JP4449455B2 (ja) | 2001-10-10 | 2002-10-08 | 鋼板の製造方法 |
| JP2009257693A Expired - Lifetime JP5387347B2 (ja) | 2001-10-10 | 2009-11-11 | 鋼板の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003535964A Expired - Lifetime JP4449455B2 (ja) | 2001-10-10 | 2002-10-08 | 鋼板の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1452247B1 (ja) |
| JP (2) | JP4449455B2 (ja) |
| KR (1) | KR100665978B1 (ja) |
| CN (1) | CN1262365C (ja) |
| DE (1) | DE60239075D1 (ja) |
| TW (1) | TW562867B (ja) |
| WO (1) | WO2003033185A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102240891A (zh) * | 2011-05-23 | 2011-11-16 | 武汉钢铁(集团)公司 | 残余应力小于100MPa的热轧U型钢板桩的生产方法 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080236235A1 (en) * | 2004-01-21 | 2008-10-02 | Yoshimichi Hino | Heat-Treatment Apparatus for Steel Plate and Manufacturing Line of Steel Plate Having the Heat-Treatment Apparatus |
| JP4760022B2 (ja) * | 2004-01-21 | 2011-08-31 | Jfeスチール株式会社 | 厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法 |
| JP4581418B2 (ja) * | 2004-02-12 | 2010-11-17 | Jfeスチール株式会社 | 厚鋼板の熱処理方法 |
| JP2005232495A (ja) * | 2004-02-17 | 2005-09-02 | Jfe Steel Kk | 金属帯の熱処理設備及び熱処理方法 |
| KR101321696B1 (ko) * | 2007-03-09 | 2013-10-23 | 제이에프이 스틸 가부시키가이샤 | 열간 압연 설비 및 그것을 사용한 강재의 제조 방법 |
| DE102007012688A1 (de) * | 2007-03-12 | 2008-09-18 | Sms Demag Ag | Verfahren zur Behandlung von Blechen |
| CN101683655B (zh) * | 2008-09-26 | 2011-09-21 | 南京理工大学 | 近固相线温度轧制复合制备金属叠层复合材料的方法 |
| CN101537443B (zh) * | 2009-05-06 | 2011-04-27 | 北京首钢国际工程技术有限公司 | 一种热轧带钢深加工处理系统 |
| KR101219195B1 (ko) * | 2010-03-15 | 2013-01-09 | 신닛테츠스미킨 카부시키카이샤 | 후강판의 제조 장치 |
| CN101961740B (zh) * | 2010-09-30 | 2012-08-22 | 赵新林 | 镍氢电池负极基片用带材的拉伸弯曲矫直设备 |
| JP5797011B2 (ja) * | 2011-05-25 | 2015-10-21 | スチールプランテック株式会社 | ローラレベラを用いた金属板の処理設備および処理方法 |
| CN102248029B (zh) * | 2011-05-31 | 2013-07-03 | 太原重工股份有限公司 | 一种中厚板预矫直机 |
| CN102905469B (zh) * | 2011-07-25 | 2015-08-19 | 北大方正集团有限公司 | 用于制作印刷电路板的整平装置和方法 |
| CN102553919B (zh) * | 2012-01-19 | 2014-04-23 | 河北钢铁股份有限公司承德分公司 | 一种热连轧机组生产单面不锈钢复合板的制造方法 |
| CN102814323B (zh) * | 2012-08-26 | 2014-07-09 | 西部钛业有限责任公司 | 一种宽幅锆板材的轧制加工方法 |
| KR101355757B1 (ko) * | 2012-10-30 | 2014-01-28 | 현대중공업 주식회사 | 폐족장 재사용 자동화 장치 및 방법 |
| KR101449180B1 (ko) * | 2012-12-21 | 2014-10-08 | 주식회사 포스코 | 고강도강의 형상 교정 및 압연 방법과 형상 교정 장치 |
| KR101657399B1 (ko) * | 2015-03-25 | 2016-09-13 | 현대제철 주식회사 | 강판 제조 장치 및 방법 |
| ITUB20153072A1 (it) * | 2015-08-11 | 2017-02-11 | Pmp Ind S P A | Metodo e impianto di laminazione |
| CN109794506B (zh) * | 2019-04-04 | 2023-10-24 | 哈尔滨工业大学(威海) | 一种热成形钢板辊压成形装置及方法 |
| KR102309938B1 (ko) * | 2019-10-21 | 2021-10-07 | 조성대 | 특수마대강용 오일냉각장치 |
| WO2021106723A1 (ja) * | 2019-11-25 | 2021-06-03 | Jfeスチール株式会社 | 鋼板の製造設備及び製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61212422A (ja) * | 1985-03-15 | 1986-09-20 | Sumitomo Metal Ind Ltd | 厚鋼板の製造方法 |
| JPS61262428A (ja) * | 1985-05-15 | 1986-11-20 | Kobe Steel Ltd | 厚鋼板の加速冷却方法 |
| JPS6272430A (ja) * | 1985-09-26 | 1987-04-03 | Sumitomo Metal Ind Ltd | 誘導加熱装置を備えた矯正設備 |
| JPS62244517A (ja) * | 1986-04-16 | 1987-10-24 | Nippon Kokan Kk <Nkk> | 鋳片のエツジ加熱方法 |
| JPS63126609A (ja) * | 1986-11-18 | 1988-05-30 | Sumitomo Metal Ind Ltd | 熱間圧延鋼材の製造方法 |
| JPH03128122A (ja) * | 1989-10-12 | 1991-05-31 | Sumitomo Metal Ind Ltd | 厚鋼板の加速冷却方法 |
| JPH09143574A (ja) * | 1995-11-21 | 1997-06-03 | Sumitomo Metal Ind Ltd | 鋼板の製造方法 |
| JPH09194934A (ja) * | 1996-01-22 | 1997-07-29 | Kobe Steel Ltd | 材質を均一にする鋼板の冷却方法 |
| JPH10291020A (ja) * | 1997-04-17 | 1998-11-04 | Nkk Corp | 高温鋼板の冷却方法及び冷却装置 |
| JPH1119724A (ja) * | 1997-06-30 | 1999-01-26 | Kawasaki Steel Corp | 冷間矯正における予熱装置および予熱方法 |
| JPH11169903A (ja) * | 1997-12-04 | 1999-06-29 | Nkk Corp | 熱間圧延設備列及び熱延鋼帯の圧延方法 |
| JP3015923B2 (ja) * | 1991-06-04 | 2000-03-06 | 新日本製鐵株式会社 | 強靱鋼の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06254615A (ja) * | 1993-03-05 | 1994-09-13 | Nippon Steel Corp | 形状の優れた厚鋼板の製造方法およびその装置 |
| US5990464A (en) * | 1996-10-30 | 1999-11-23 | Nkk Corporation | Method for producing hot rolled steel sheet using induction heating and apparatus therefor |
| JP4123582B2 (ja) * | 1998-07-29 | 2008-07-23 | 住友金属工業株式会社 | 鋼板形状の予測方法およびその装置 |
| CN101463414B (zh) * | 2000-12-18 | 2011-03-16 | 杰富意钢铁株式会社 | 厚钢板的制造方法 |
-
2002
- 2002-10-08 CN CNB028199715A patent/CN1262365C/zh not_active Expired - Lifetime
- 2002-10-08 DE DE60239075T patent/DE60239075D1/de not_active Expired - Lifetime
- 2002-10-08 WO PCT/JP2002/010435 patent/WO2003033185A1/ja not_active Ceased
- 2002-10-08 JP JP2003535964A patent/JP4449455B2/ja not_active Expired - Lifetime
- 2002-10-08 EP EP02801501A patent/EP1452247B1/en not_active Expired - Lifetime
- 2002-10-08 KR KR1020047004817A patent/KR100665978B1/ko not_active Expired - Lifetime
- 2002-10-09 TW TW091123276A patent/TW562867B/zh not_active IP Right Cessation
-
2009
- 2009-11-11 JP JP2009257693A patent/JP5387347B2/ja not_active Expired - Lifetime
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61212422A (ja) * | 1985-03-15 | 1986-09-20 | Sumitomo Metal Ind Ltd | 厚鋼板の製造方法 |
| JPS61262428A (ja) * | 1985-05-15 | 1986-11-20 | Kobe Steel Ltd | 厚鋼板の加速冷却方法 |
| JPS6272430A (ja) * | 1985-09-26 | 1987-04-03 | Sumitomo Metal Ind Ltd | 誘導加熱装置を備えた矯正設備 |
| JPS62244517A (ja) * | 1986-04-16 | 1987-10-24 | Nippon Kokan Kk <Nkk> | 鋳片のエツジ加熱方法 |
| JPS63126609A (ja) * | 1986-11-18 | 1988-05-30 | Sumitomo Metal Ind Ltd | 熱間圧延鋼材の製造方法 |
| JPH03128122A (ja) * | 1989-10-12 | 1991-05-31 | Sumitomo Metal Ind Ltd | 厚鋼板の加速冷却方法 |
| JP3015923B2 (ja) * | 1991-06-04 | 2000-03-06 | 新日本製鐵株式会社 | 強靱鋼の製造方法 |
| JPH09143574A (ja) * | 1995-11-21 | 1997-06-03 | Sumitomo Metal Ind Ltd | 鋼板の製造方法 |
| JPH09194934A (ja) * | 1996-01-22 | 1997-07-29 | Kobe Steel Ltd | 材質を均一にする鋼板の冷却方法 |
| JPH10291020A (ja) * | 1997-04-17 | 1998-11-04 | Nkk Corp | 高温鋼板の冷却方法及び冷却装置 |
| JPH1119724A (ja) * | 1997-06-30 | 1999-01-26 | Kawasaki Steel Corp | 冷間矯正における予熱装置および予熱方法 |
| JPH11169903A (ja) * | 1997-12-04 | 1999-06-29 | Nkk Corp | 熱間圧延設備列及び熱延鋼帯の圧延方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102240891A (zh) * | 2011-05-23 | 2011-11-16 | 武汉钢铁(集团)公司 | 残余应力小于100MPa的热轧U型钢板桩的生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1452247B1 (en) | 2011-01-26 |
| EP1452247A4 (en) | 2007-04-25 |
| JP4449455B2 (ja) | 2010-04-14 |
| WO2003033185A1 (fr) | 2003-04-24 |
| TW562867B (en) | 2003-11-21 |
| JPWO2003033185A1 (ja) | 2005-02-03 |
| DE60239075D1 (de) | 2011-03-10 |
| CN1568234A (zh) | 2005-01-19 |
| EP1452247A1 (en) | 2004-09-01 |
| KR100665978B1 (ko) | 2007-01-10 |
| CN1262365C (zh) | 2006-07-05 |
| KR20040049855A (ko) | 2004-06-12 |
| JP5387347B2 (ja) | 2014-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5387347B2 (ja) | 鋼板の製造方法 | |
| JP6720894B2 (ja) | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 | |
| JP4066652B2 (ja) | 鋼材の熱処理方法およびその装置 | |
| MX2014009443A (es) | Metodo de produccion e instalacion de produccion de tubo de metal. | |
| CN1909988A (zh) | 钢板的热处理装置和具有该热处理装置的钢板生产线 | |
| JP5015386B2 (ja) | 厚鋼板の熱処理方法 | |
| JP4228654B2 (ja) | 鋼板の熱処理方法および装置 | |
| JP7173377B2 (ja) | 鋼板の製造設備及び製造方法 | |
| JP4581418B2 (ja) | 厚鋼板の熱処理方法 | |
| JP4066603B2 (ja) | 鋼材の熱処理方法 | |
| JP3791454B2 (ja) | 厚鋼板の製造方法および製造設備 | |
| JP4305156B2 (ja) | 鋼板の熱処理方法 | |
| JP5332072B2 (ja) | 厚鋼板の熱処理方法およびその装置 | |
| JP2000109933A (ja) | 金属ストリップの連続熱処理方法および熱処理炉 | |
| JP4760022B2 (ja) | 厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法 | |
| EP1707282A1 (en) | Heat treating device for steel plate and steel plate manufacturing line having the heat treating device | |
| JPH08127819A (ja) | 方向性電磁鋼板の平坦化焼鈍方法と装置 | |
| JP5098201B2 (ja) | 厚鋼板の焼戻し処理方法 | |
| JP4211540B2 (ja) | 方向性電磁鋼板の連続式熱間圧延設備列 | |
| JP2003226914A (ja) | 厚鋼板の熱処理方法及び熱処理装置 | |
| JPH06323742A (ja) | 移動炉床式連続熱処理装置及び連続熱処理方法 | |
| JPS61126909A (ja) | 厚板圧延ラインにおける加工熱処理設備 | |
| JPH1192831A (ja) | 異形断面条の焼鈍方法及びその焼鈍装置 | |
| JP2002173709A (ja) | 厚鋼板の熱処理方法およびその熱処理設備 | |
| KR20100087473A (ko) | 후강판의 제조방법 및 제조설비 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091111 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121001 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20121213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130725 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130923 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5387347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |