JP6720894B2 - 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 - Google Patents
鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 Download PDFInfo
- Publication number
- JP6720894B2 JP6720894B2 JP2017038973A JP2017038973A JP6720894B2 JP 6720894 B2 JP6720894 B2 JP 6720894B2 JP 2017038973 A JP2017038973 A JP 2017038973A JP 2017038973 A JP2017038973 A JP 2017038973A JP 6720894 B2 JP6720894 B2 JP 6720894B2
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- plate
- steel sheet
- steel
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0218—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for strips, sheets, or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0233—Spray nozzles, Nozzle headers; Spray systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2275/00—Mill drive parameters
- B21B2275/02—Speed
- B21B2275/06—Product speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
- B21B37/76—Cooling control on the run-out table
Description
[1]鋼板搬送方向に所定のピッチに配置される複数のロールにより鋼板を拘束した状態で搬送し、複数のロール間に配置される冷却ノズルにより鋼板の上下面に冷却水を噴射して鋼板を冷却する鋼板の冷却方法において、
下記式(1)を満足する通板速度Vで冷却することを特徴とする鋼板の冷却方法。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。
[2]板厚tは10mm以下であることを特徴とする[1]に記載の鋼板の冷却方法。
[3]板幅Wは3000mm以上であることを特徴とする[1]または[2]に記載の鋼板の冷却方法。
[4]鋼板搬送方向に所定のピッチで配置されて、鋼板を拘束して搬送する複数のロールと、
複数のロール間に配置されて、鋼板の上下面に冷却水を噴射して鋼板を冷却する冷却ノズルと、
下記式(1)を満足するように通板速度Vを制御する制御機構と
を備えることを特徴とする鋼板の冷却装置。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。
[5]板厚tは10mm以下であることを特徴とする[4]に記載の鋼板の冷却装置。
[6]板幅Wは3000mm以上であることを特徴とする[4]または[5]に記載の鋼板の冷却装置。
[7]熱間圧延後の鋼板を[1]〜[3]のいずれかに記載の冷却方法を用いて冷却し、鋼板を製造することを特徴とする鋼板の製造方法。
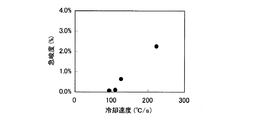
λ=(δ/P)×100・・・(2)
ただし、式(2)において、
λ:急峻度(%)
δ:波高さ
P:波ピッチ
である。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。

k:座屈係数
E:ヤング率(MPa)
π:円周率
ν:ポアソン比
t:板厚(m)
L:ロールピッチ(m)
W:板幅(m)
m:波数(通常1をとる)
なお、Lは弾性学ハンドブックでは板長さと記載されているが、今回はロールで拘束している系であるため、応力の方向から判断してロールピッチと読み替える。また、座屈係数kに関しては、式(4)は初等解析の一例である。実際は鋼板の拘束状態などが変化するため、この式(4)通りの座屈係数にはならない。そのため、座屈係数kは、式(4)を参考に実態に合うように適宜修正して利用されることが多い。
α:線膨張率(1/℃)
E:ヤング率(MPa)
Tin:ロール間入側温度(℃)
Tout:ロール間出側温度(℃)
ロール間において、一定の冷却速度で冷却されたとすると、上記の式(5)のロール間入側温度Tinおよびロール間出側温度Toutは以下のように記載することができる。
V:通板速度(m/s)
すなわち、幅方向の圧縮応力σaは次のように記載することができる。
k=204.3(L/W)2+24.2・・・(12)
式(10)および式(12)を組み合わせることで、座屈しない通板速度Vは、下記式(1)で表すことができる。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。
2 ロール
2−0 ロール
2−1 ロール
2−i ロール
2−n ロール
3 冷却ノズル
10 加熱炉(ハースロール加熱炉)
δ 波高さ
P 波ピッチ
Claims (7)
- 鋼板搬送方向に所定のピッチに配置される複数のロールにより鋼板を拘束した状態で搬送し、複数のロール間に配置される冷却ノズルにより鋼板の上下面に冷却水を噴射して鋼板を冷却する鋼板の冷却方法において、
下記式(1)を満足する通板速度Vで冷却することを特徴とする鋼板の冷却方法。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。 - 板厚tは10mm以下であることを特徴とする請求項1に記載の鋼板の冷却方法。
- 板幅Wは3000mm以上であることを特徴とする請求項1または2に記載の鋼板の冷却方法。
- 鋼板搬送方向に所定のピッチで配置されて、鋼板を拘束して搬送する複数のロールと、
複数のロール間に配置されて、鋼板の上下面に冷却水を噴射して鋼板を冷却する冷却ノズルと、
下記式(1)を満足するように通板速度Vを制御する制御機構と
を備えることを特徴とする鋼板の冷却装置。
V>2.21×10−5×Cv×L3×t−2×(24.2+204.3×(L/W)2)−1・・・(1)
ただし、式(1)において、
V:通板速度(m/s)
Cv:板厚方向の鋼板平均温度に対する冷却速度(℃/s)
L:ロールピッチ(m)
t:板厚(m)
W:板幅(m)
である。 - 板厚tは10mm以下であることを特徴とする請求項4に記載の鋼板の冷却装置。
- 板幅Wは3000mm以上であることを特徴とする請求項4または5に記載の鋼板の冷却装置。
- 熱間圧延後の鋼板を請求項1〜3のいずれかに記載の冷却方法を用いて冷却し、鋼板を製造することを特徴とする鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017038973A JP6720894B2 (ja) | 2017-03-02 | 2017-03-02 | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 |
| CN201880015172.2A CN110366456B (zh) | 2017-03-02 | 2018-03-01 | 钢板的冷却方法及钢板的冷却装置以及钢板的制造方法 |
| KR1020197025297A KR102303872B1 (ko) | 2017-03-02 | 2018-03-01 | 강판의 냉각 방법 및 강판의 냉각 장치 그리고 강판의 제조 방법 |
| EP18760481.4A EP3560616B1 (en) | 2017-03-02 | 2018-03-01 | Method for cooling steel sheet and method for manufacturing steel sheet |
| PCT/JP2018/007743 WO2018159749A1 (ja) | 2017-03-02 | 2018-03-01 | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017038973A JP6720894B2 (ja) | 2017-03-02 | 2017-03-02 | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018144050A JP2018144050A (ja) | 2018-09-20 |
| JP2018144050A5 JP2018144050A5 (ja) | 2018-12-06 |
| JP6720894B2 true JP6720894B2 (ja) | 2020-07-08 |
Family
ID=63371165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017038973A Active JP6720894B2 (ja) | 2017-03-02 | 2017-03-02 | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3560616B1 (ja) |
| JP (1) | JP6720894B2 (ja) |
| KR (1) | KR102303872B1 (ja) |
| CN (1) | CN110366456B (ja) |
| WO (1) | WO2018159749A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102430332B1 (ko) * | 2017-10-31 | 2022-08-05 | 제이에프이 스틸 가부시키가이샤 | 후강판의 제조 설비 및 제조 방법 |
| JP7076323B2 (ja) * | 2018-07-31 | 2022-05-27 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
| CN109794506B (zh) * | 2019-04-04 | 2023-10-24 | 哈尔滨工业大学(威海) | 一种热成形钢板辊压成形装置及方法 |
| EP4066956A4 (en) * | 2019-11-25 | 2023-01-11 | JFE Steel Corporation | MANUFACTURING PLANT AND METHOD FOR PRODUCTION OF A STEEL PLATE |
| KR20230121885A (ko) | 2021-02-18 | 2023-08-21 | 제이에프이 스틸 가부시키가이샤 | 강판의 형상 예측 방법, 형상 제어 방법, 제조 방법,형상 예측 모델의 생성 방법, 및 제조 설비 |
| CN114130834B (zh) * | 2021-11-30 | 2023-08-22 | 宝武集团鄂城钢铁有限公司 | 一种采用单机架轧机精确控制薄钢板厚度范围的生产方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5193769A (ja) * | 1975-02-15 | 1976-08-17 | ||
| JPH0222424A (ja) * | 1988-07-08 | 1990-01-25 | Sumitomo Metal Ind Ltd | 鋼帯のロール冷却方法 |
| JPH0763750B2 (ja) * | 1988-12-28 | 1995-07-12 | 新日本製鐵株式会社 | 熱間圧延鋼板の冷却制御装置 |
| JPH0866713A (ja) * | 1994-08-30 | 1996-03-12 | Kawasaki Steel Corp | 圧延材の冷却制御方法 |
| JP2843273B2 (ja) | 1995-01-05 | 1999-01-06 | 株式会社神戸製鋼所 | 熱間圧延鋼板の形状予測方法 |
| JP3925789B2 (ja) | 2002-05-17 | 2007-06-06 | Jfeスチール株式会社 | 高温鋼板の冷却方法、高温鋼板の冷却装置、及び鋼板の製造方法 |
| JP3978141B2 (ja) * | 2003-01-16 | 2007-09-19 | 新日本製鐵株式会社 | 厚鋼板の冷却方法及び冷却装置 |
| EP1908535B1 (en) * | 2005-06-23 | 2012-10-31 | Nippon Steel Corporation | Cooling device for thick steel plate |
| JP4586791B2 (ja) * | 2006-10-30 | 2010-11-24 | Jfeスチール株式会社 | 熱延鋼帯の冷却方法 |
| FI20070622L (fi) * | 2007-08-17 | 2009-04-15 | Outokumpu Oy | Menetelmä ja laitteisto tasaisuuden kontrolloimiseksi ruostumatonta terästä olevan nauhan jäähdytyksessä |
| JP5626275B2 (ja) * | 2011-07-27 | 2014-11-19 | 新日鐵住金株式会社 | 熱延鋼板の冷却方法 |
-
2017
- 2017-03-02 JP JP2017038973A patent/JP6720894B2/ja active Active
-
2018
- 2018-03-01 KR KR1020197025297A patent/KR102303872B1/ko active IP Right Grant
- 2018-03-01 EP EP18760481.4A patent/EP3560616B1/en active Active
- 2018-03-01 CN CN201880015172.2A patent/CN110366456B/zh active Active
- 2018-03-01 WO PCT/JP2018/007743 patent/WO2018159749A1/ja unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018159749A1 (ja) | 2018-09-07 |
| EP3560616B1 (en) | 2023-01-25 |
| KR102303872B1 (ko) | 2021-09-17 |
| EP3560616A1 (en) | 2019-10-30 |
| JP2018144050A (ja) | 2018-09-20 |
| KR20190112085A (ko) | 2019-10-02 |
| EP3560616A4 (en) | 2020-01-15 |
| CN110366456B (zh) | 2021-08-31 |
| CN110366456A (zh) | 2019-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6720894B2 (ja) | 鋼板の冷却方法および鋼板の冷却装置ならびに鋼板の製造方法 | |
| JP6521193B1 (ja) | 鋼板の製造設備および鋼板の製造方法 | |
| WO2011042934A1 (ja) | 熱延の冷却装置及び冷却方法 | |
| JP2008238241A (ja) | アルミニウム金属板の製造方法 | |
| JP4360250B2 (ja) | 鋼板の製造方法及びその製造設備 | |
| JP2020196049A (ja) | ハット形鋼矢板の製造方法 | |
| JP4289480B2 (ja) | 残留応力のバラツキが少なく形状良好な鋼板を得るための矯正方法 | |
| JP6897609B2 (ja) | 熱間圧延装置及び熱延鋼板の製造方法 | |
| JP6569691B2 (ja) | 不等辺不等厚山形鋼の製造方法 | |
| JP7173377B2 (ja) | 鋼板の製造設備及び製造方法 | |
| JP2008231476A (ja) | 鋼板の製造方法 | |
| JP2016078026A (ja) | 熱延鋼板の圧延方法 | |
| JP5854177B1 (ja) | 高炭素鋼の熱間圧延方法 | |
| JP6447836B2 (ja) | 熱延鋼帯の製造方法および熱延鋼帯の製造設備 | |
| JP6172110B2 (ja) | 熱延鋼板の圧延方法 | |
| JP4305156B2 (ja) | 鋼板の熱処理方法 | |
| JP2005125351A (ja) | 鋼板の製造ライン及び鋼板の製造方法 | |
| JP5673370B2 (ja) | 熱延鋼板の冷却方法 | |
| JP7151513B2 (ja) | ローラ矯正方法 | |
| JP2005074480A (ja) | 熱間圧延鋼板の製造設備、及び製造方法 | |
| KR100711385B1 (ko) | 소절재의 소절휨 방지방법 | |
| JP2023158774A (ja) | 幅プレス装置およびスラブの幅プレス方法 | |
| JP6627730B2 (ja) | 熱間スラブ用幅圧下装置、熱間スラブの幅圧下方法および熱延鋼板の製造方法 | |
| JP2023018813A (ja) | 熱間スラブ幅圧下でのねじれ判定方法、熱間スラブの幅圧下方法及び熱延鋼板の製造方法 | |
| JP6168006B2 (ja) | 連続焼鈍炉用ハースロール設備およびその制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180502 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180509 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181024 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181026 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200601 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6720894 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |