JP2009519137A - 工作機械の較正方法 - Google Patents
工作機械の較正方法 Download PDFInfo
- Publication number
- JP2009519137A JP2009519137A JP2008545082A JP2008545082A JP2009519137A JP 2009519137 A JP2009519137 A JP 2009519137A JP 2008545082 A JP2008545082 A JP 2008545082A JP 2008545082 A JP2008545082 A JP 2008545082A JP 2009519137 A JP2009519137 A JP 2009519137A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- rotatable
- feature
- rotating
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
- B23B3/06—Turning-machines or devices characterised only by the special arrangement of constructional units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B25/00—Accessories or auxiliary equipment for turning-machines
- B23B25/06—Measuring, gauging, or adjusting equipment on turning-machines for setting-on, feeding, controlling, or monitoring the cutting tools or work
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/401—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for measuring, e.g. calibration and initialisation, measuring workpiece for machining purposes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45136—Turning, lathe
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50022—Null point on tool relative to null point of toolholder, rotationcenter
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50029—Go to pivotable, rotatable reference plane
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50032—On one axis only, derive from inclined surface offsets for other axis
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50139—Calibration, setting tool after measurement on tool
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50152—Align axis cylinder, tube with rotation axis machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2502—Lathe with program control
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Numerical Control (AREA)
- Machine Tool Units (AREA)
- Automatic Control Of Machine Tools (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
Description
(i)第1の形体の位置を決定するために測定プローブを使用するステップ、
(ii)ある角度まで第1の回転可能な部分を回転させるステップ、及び
(iii)第1の形態の新しい位置を決定するために、測定プローブを使用するステップ、
を備えている。
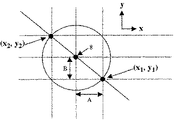
xoff=(x1+x2)/2 (1a)
yoff=(y1+y2)/2 (1b)
xst=(x1’+x2’)/2 (2a)
yst=(y1’+y2’)/2 (2b)
xerr(mm当たり)=(xerr2−xerr1)/(L2−L1) (3a)
yerr(mm当たり)=(yerr2−yerr1)/(L2−L1) (3b)
zerr(mm当たり)=(zerr2−zerr1)/(L2−L1) (3c)
x=xref+(Ln・xerr) (4a)
y=yref+(Ln・yerr) (4b)
z=zref+(Ln・zerr) (4c)
ycen=(((y1+y2)/2)+((y3+y4)/2))/2 (5a)
zcen=(((z1+z2)/2)+((z3+z4)/2))/2 (5b)
xcen=(((x1+x2)/2)+((x3+x4)/2))/2 (6a)
ycen=(((y1+y2)/2)+((y3+y4)/2))/2 (6b)
Cshift=(C1+C2)/2 (7)
である。
xmid=(x1+x2)/2 (8)
この場合、以下のステップ6が実行され、中心線の位置(xcen、ycen)を決定する。
φ=arctan{(y1−y2)/(x1−x2)} (9)
C=0°の値の調整に続いて、(x1、y1)及び(x2、y2)が再測定され、それにより、式(8)により新しいx軸中間点の値(xmid)を提供し得るように、ステップ3及び4が繰り返される。
R={(x3−x4)2+(y3−y4)2}/2(y3−y4) (10)
式(10)を用いて半径(R)を決定して後、チャックの回転中心、すなわちC軸の位置(xcen、ycen)が、次式(11a)、(11b)で与えられる。
xcen=xmid (11a)
ycen=y3−R (11b)
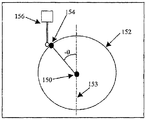
rtrue=(r1+r2)/2 (12)
ypivot=y1−rtrue (13a)
zpivot=z1−rtrue (13b)
Claims (38)
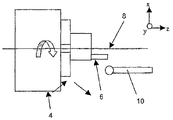
- ワークピースを保持する第1の回転可能な部分を有し、該第1の回転可能な部分がそれに関連する第1の形態を有する回転機械を較正する方法であって、
(i)測定プローブを用い、第1の形体の位置を決定するステップ、
(ii)第1の回転可能な部分をある角度まで回転させるステップ、
(iii)測定プローブを用い、第1の形態の新しい位置を決定するステップ、
を備えていることを特徴とする方法。 - (iv)ステップ(i)及び(iii)で決定された位置測定値を用いて第1の回転可能な部分の回転軸の位置を計算するステップ、
をさらに備えていることを特徴とする請求項1に記載の方法。 - ステップ(ii)は、第1の回転可能な部分を180°の角度まで回転させることを備えていることを特徴とする請求項1又は2に記載の方法。
- ステップ(ii)は、第1の回転可能な部分を180°未満の角度まで回転させることを備えていることを特徴とする請求項1又は2に記載の方法。
- ステップ(ii)は、第1の回転可能な部分をわずか90°の角度まで回転させることを備えていることを特徴とする請求項4に記載の方法。
- 第1の機械軸において第1の回転可能な部分の回転軸の位置を決定する最初のステップを備えていることを特徴とする請求項4又は5に記載の方法。
- ステップ(i)は、第1の形体が前記第1の機械軸上に実質的に配置されるように、第1の回転可能な部分を向けることを備えていることを特徴とする請求項6に記載の方法。
- ステップ(ii)及び(iii)が1度以上繰り返されることを特徴とする請求項1ないし7のいずれかに記載の方法。
- 回転機械は、工具保持器を備え、測定プローブは、前記工具保持器により保持されていることを特徴とする請求項1ないし8のいずれかに記載の方法。
- 工具保持器は、第2の回転可能な部分を備え、測定プローブは、前記第2の回転可能な部分により保持されていることを特徴とする請求項9に記載の方法。
- 第2の回転可能な部分をある角度まで回転させるステップを備えていることを特徴とする請求項10に記載の方法。
- ステップ(ii)は、第1および第2の回転可能な部分を90°まで回転させることを備え、ステップ(ii)及び(iii)は、4度繰り返されることを特徴とする請求項11に記載の方法。
- 第2の回転可能な部分は、回転ヘッドにより支持され、該回転ヘッドは、軸の周りに回転可能であることを特徴とする請求項10ないし12のいずれかに記載の方法。
- 第1の回転可能な部分及び第2の回転可能な部分の回転軸の相対的変位を決定するステップを備えていることを特徴とする請求項10ないし13のいずれかに記載の方法。
- 回転機械の並進軸に沿う変位に応じて第1の回転可能な部分の回転軸の位置を決定する方法であって、
(A)請求項1ないし14のいずれかに記載の方法を用いて、第1の回転可能な部分の回転軸の位置を決定するステップ、
(B)少なくとも1つの測定プローブ及び第1の回転可能な部分を前記並進軸に沿って並進させるステップ、
(C)請求項1ないし14のいずれかに記載の方法を用いて、第1の回転可能な部分の回転軸の位置を決定するステップ、
を備えていることを特徴とする方法。 - (D)回転機械の軸に対して第1の回転可能な部分の回転軸の角度的位置合わせを決定するステップをさらに備えていることを特徴とする請求項15に記載の方法。
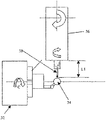
- ワークピースを保持する第1の回転可能な部分及び工具又は工具用付属品を保持する第2の回転可能な部分を有する回転軸形回転機械の位置合わせをする方法であって、
第1の回転可能な部分の回転軸は、第2の回転可能な部分の回転軸に対して傾斜することが可能であり、第1の回転可能な部分は、それと関連する第2の形体を有し、
(a)第1の回転可能な部分および第2の回転可能な部分の回転軸の相対的変位が請求項14に記載の方法を用いて決定された回転軸形回転機械を採用するステップ、
(b)第2の回転可能な部分により保持される測定プローブを用い、第2の形体の位置を決定するステップ、
(c)第1の回転可能な部分の回転軸と第2の回転可能な部分の回転軸との間の傾斜を変更し、ステップ(b)を繰り返すステップ、
を備えていることを特徴とする方法。 - 回転軸形回転機械は、回転ヘッド形回転機械を含み、第2の回転可能な部分は、該回転ヘッドにより支持され、ステップ(c)は、異なる向きへ該回転ヘッドを回転させ、ステップ(b)を繰り返すことを備えていることを特徴とする請求項17に記載の方法。
- 第1の回転可能な部分の回転軸と第2の回転可能な部分の回転軸との間の旋回中心の位置を決定するステップを備えていることを特徴とする請求項17又は18に記載の方法。
- 第1の回転可能な部分と第2の回転可能な部分の回転軸の間の相対的傾斜に応じて、工具オフセット誤差を決定するステップを備えていることを特徴とする請求項17ないし19のいずれかに記載の方法。
- ステップ(b)は、第2の形体と第2の回転可能な部分との間の異なる変位に対して繰り返されることを特徴とする請求項17ないし20のいずれかに記載の方法。
- ステップ(b)は、2以上のスタイラス先端部であって、該スタイラス先端部各々は第2の回転可能な部分から異なる変位を有するスタイラス先端部を用いて繰り返されることを特徴とする請求項21に記載の方法。
- ステップ(b)は、多数先端スタイラスを用いて実行されることを特徴とする請求項22に記載の方法。
- ステップ(b)は、2つの異なる長さのスタイラスを用いて実行されることを特徴とする請求項22に記載の方法。
- ステップ(b)は、測定プローブのスタイラスの軸部を用いて少なくとも一度実行され、第2の形体の位置を決定することを特徴とする請求項21に記載の方法。
- 工具長さおよび第1の回転可能な部分と第2の回転可能な部分の回転軸の間の相対的傾斜に応じて工具オフセット誤差を決定するステップを備えていることを特徴とする請求項21ないし25のいずれかに記載の方法。
- 共通の形体が第1の形体及び第2の形体の両方の形体を提供することを特徴とする請求項17ないし26のいずれかに記載の方法。
- 第2の形体は、基準球体を含むことを特徴とする請求項17ないし27のいずれかに記載の方法。
- 第2の形体は、2以上の基準球体を備えているシャフトを含むことを特徴とする請求項17ないし27のいずれかに記載の方法。
- 回転機械の第1の回転可能な部分は、前記第1の形体を備えていることを特徴とする請求項1ないし29のいずれかに記載の方法。
- 第1の回転可能な部分は、前記第1の形体を備えている部分を保持していることを特徴とする請求項1ないし29のいずれかに記載の方法。
- 該部分は、前記第1の形体を形成する突出部を含むことを特徴とする請求項31に記載の方法。
- 測定プローブを用い、第1の回転可能な部分の回転軸の位置に対する工具設定装置の位置を決定するステップを備えていることを特徴とする請求項1ないし32のいずれかに記載の方法。
- 適切にプログラムが作成され、請求項1ないし33のいずれかに記載の方法を実施する自動回転機械装置。
- 回転機械を制御するコンピュータ・プログラムであって、適切な回転機械のコンピュータ制御器内にロードされると、機械が請求項1ないし33のいずれかに記載の方法を実施することができるようになっているコンピュータ・プログラム。
- 請求項35に記載のコンピュータ・プログラムが収容されている機械読み込み可能な媒体。
- ワークピースを保持する第1の回転可能な部分であって、それに関連する第1の形体を有する第1の回転可能な部分を備え、
第1の形体の位置を決定するために配列され、第1の回転可能な部分をある角度まで回転させ、第1の形体の新しい位置を決定する機械制御器を備えていることを特徴とする回転機械。 - 図1ないし18を参照して本明細書に実質的に説明された方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0525306.7A GB0525306D0 (en) | 2005-12-13 | 2005-12-13 | Method of machine tool calibration |
| PCT/GB2006/004643 WO2007068912A1 (en) | 2005-12-13 | 2006-12-11 | Method of machine tool calibration |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013097972A Division JP5836314B2 (ja) | 2005-12-13 | 2013-05-07 | 工作機械の較正方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009519137A true JP2009519137A (ja) | 2009-05-14 |
| JP2009519137A5 JP2009519137A5 (ja) | 2012-08-02 |
Family
ID=35735999
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008545082A Pending JP2009519137A (ja) | 2005-12-13 | 2006-12-11 | 工作機械の較正方法 |
| JP2013097972A Active JP5836314B2 (ja) | 2005-12-13 | 2013-05-07 | 工作機械の較正方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013097972A Active JP5836314B2 (ja) | 2005-12-13 | 2013-05-07 | 工作機械の較正方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8250952B2 (ja) |
| EP (3) | EP2287688B1 (ja) |
| JP (2) | JP2009519137A (ja) |
| CN (3) | CN101976057B (ja) |
| GB (1) | GB0525306D0 (ja) |
| TW (1) | TWI416290B (ja) |
| WO (1) | WO2007068912A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013503380A (ja) * | 2009-08-28 | 2013-01-31 | レニショウ パブリック リミテッド カンパニー | 工作機械の校正方法 |
| JP2013218684A (ja) * | 2012-04-05 | 2013-10-24 | Fidia Spa | Cnc工作機械の誤差を補正する装置 |
| US8875603B2 (en) | 2005-12-13 | 2014-11-04 | Renishaw Plc | Method of machine tool calibration |
| JP2015051493A (ja) * | 2013-09-09 | 2015-03-19 | 株式会社牧野フライス製作所 | 工作機械および工作機械の回転軸の測定方法 |
| JP2018049422A (ja) * | 2016-09-21 | 2018-03-29 | ローランドディー.ジー.株式会社 | 切削加工機 |
| JP2018088250A (ja) * | 2016-11-29 | 2018-06-07 | ミクロン アジー シャルミル アクチエンゲゼルシャフトMikron Agie Charmilles AG | 運動学的較正 |
| JP2018142064A (ja) * | 2017-02-27 | 2018-09-13 | 中村留精密工業株式会社 | 工作機械の誤差同定方法 |
| JP7316409B1 (ja) | 2022-04-15 | 2023-07-27 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
| JP7516627B1 (ja) | 2023-07-11 | 2024-07-16 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4276270B2 (ja) * | 2007-02-20 | 2009-06-10 | ファナック株式会社 | 接触検知によるワークの基準位置設定機能を有する工作機械 |
| CA2704365C (en) * | 2007-11-02 | 2015-05-05 | Makino Milling Machine Co., Ltd. | Method and device for preparing error map and numerically controlled machine tool having error map preparation function |
| FR2928289B1 (fr) * | 2008-03-05 | 2010-05-07 | Peugeot Citroen Automobiles Sa | Procede de controle de la geometrie d'une machine a commande numerique pour l'usinage 5 axes. |
| JP4653824B2 (ja) * | 2008-07-29 | 2011-03-16 | ファナック株式会社 | 機上計測装置にて計測対象物の形状を計測する工作機械システム |
| EP2749972A3 (en) * | 2009-09-07 | 2015-04-22 | Fastems Oy AB | A device for calibrating a service cell |
| EP2357455B1 (en) * | 2010-01-20 | 2017-07-12 | Mitutoyo Corporation | Spherical-form measuring apparatus |
| JP5595798B2 (ja) * | 2010-06-10 | 2014-09-24 | Dmg森精機株式会社 | 工作機械における工作物測定方法およびその装置 |
| US20120046777A1 (en) * | 2010-08-19 | 2012-02-23 | Imhoff Jamie L | Integrated machining and part inspection method |
| JP5473846B2 (ja) * | 2010-09-17 | 2014-04-16 | 三菱重工業株式会社 | 加工方法 |
| US8577495B2 (en) * | 2010-11-22 | 2013-11-05 | GM Global Technology Operations LLC | Automatic calibration and compensation for a CNC machine table and an associated probe |
| CN103328154B (zh) * | 2011-01-24 | 2016-08-10 | 三菱电机株式会社 | 误差测定装置及误差测定方法 |
| EP2492635B1 (de) * | 2011-02-22 | 2013-05-29 | Siemens Aktiengesellschaft | Kalibrierverfahren für einen kugelförmigen Messtaster |
| US8712577B2 (en) * | 2011-02-23 | 2014-04-29 | GM Global Technology Operations LLC | Electronic system and method for compensating the dimensional accuracy of a 4-axis CNC machining system using global and local offsets |
| JP2012079358A (ja) * | 2012-01-27 | 2012-04-19 | Makino Milling Mach Co Ltd | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 |
| JP2012104153A (ja) * | 2012-01-27 | 2012-05-31 | Makino Milling Mach Co Ltd | エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械 |
| US9784554B2 (en) * | 2012-03-20 | 2017-10-10 | Hurco Companies, Inc. | Method for measuring a rotary axis of a machine tool system |
| CN103624271B (zh) * | 2012-07-31 | 2016-05-25 | 中车青岛四方机车车辆股份有限公司 | 空心轴加工自动纠偏方法及装置 |
| US20140121821A1 (en) * | 2012-10-26 | 2014-05-01 | GM Global Technology Operations LLC | System and method for determining position in a multiple-axis machine |
| US10955238B1 (en) * | 2013-03-15 | 2021-03-23 | Kerr Machine Co. | In-process automatic recalibration |
| US20140363316A1 (en) * | 2013-06-11 | 2014-12-11 | Caterpillar, Inc. | Remanufactured Hydraulic Device, Housing And Remanufacturing Method |
| GB201311600D0 (en) * | 2013-06-28 | 2013-08-14 | Renishaw Plc | Calibration of a contact probe |
| EP2835702B1 (de) * | 2013-08-09 | 2016-04-27 | Siemens Aktiengesellschaft | Verfahren zur Vermessung wenigstens einer Rundachse einer Werkzeugmaschine |
| DE102013216093B4 (de) * | 2013-08-14 | 2016-06-02 | Carl Zeiss Industrielle Messtechnik Gmbh | Reduzieren von Fehlern einer Drehvorrichtung, insbesondere für die Bestimmung von Koordinaten eines Werkstücks oder die Bearbeitung eines Werkstücks |
| US9372076B2 (en) | 2014-04-10 | 2016-06-21 | Tri Tool Inc. | System and method for automated pipe measurement and alignment |
| EP3134707B1 (en) * | 2014-04-23 | 2022-09-28 | Renishaw PLC | Calibration of measurement probes |
| WO2016067503A1 (ja) * | 2014-10-29 | 2016-05-06 | ソニー株式会社 | 生産処理装置、生産処理方法、プログラム及びワークの製造方法 |
| CN105643363B (zh) * | 2014-11-14 | 2018-03-13 | 江西昌河航空工业有限公司 | 一种用于测定车铣复合加工中心c轴角度准确性的工装及方法 |
| US9952044B2 (en) * | 2015-02-02 | 2018-04-24 | Rolls-Royce North American Technologies, Inc. | Multi-axis calibration block |
| JP2016155185A (ja) * | 2015-02-23 | 2016-09-01 | オークマ株式会社 | 工作機械の誤差同定方法 |
| EP3062180B1 (de) | 2015-02-25 | 2018-07-11 | Siemens Aktiengesellschaft | Verfahren zur überprüfung der positioniergenauigkeit eines mittels eines antriebs und einer steuerung bezüglich wenigstens einer achse verstellbaren maschinenteils |
| EP3153257B1 (en) * | 2015-10-09 | 2019-07-17 | Sandvik Intellectual Property AB | Method to machine a metal work piece by turning |
| US10254104B2 (en) * | 2015-10-19 | 2019-04-09 | Kennametal Inc | Method and apparatus for center height alignment of a boring bar |
| US10814449B2 (en) * | 2016-04-18 | 2020-10-27 | Wibemo S.A. | Accessory for centring tools on a machining appliance, centring method and centring assistance device comprising such an accessory |
| JP6881725B2 (ja) * | 2016-05-27 | 2021-06-02 | 中村留精密工業株式会社 | ワーク加工方法、主軸角度補正装置及び複合旋盤 |
| KR102508280B1 (ko) * | 2016-06-14 | 2023-03-09 | 주식회사 디엔솔루션즈 | 틸팅 헤드용 회전중심 보정장치 |
| US10203682B2 (en) * | 2016-06-14 | 2019-02-12 | Doosan Machine Tools Co., Ltd. | Position controller for controlling a rotation center of a tilting head |
| JP6599832B2 (ja) * | 2016-09-16 | 2019-10-30 | ファナック株式会社 | 工作機械及びワーク平面加工方法 |
| DE102016118572B4 (de) * | 2016-09-30 | 2021-06-17 | Carl Zeiss Industrielle Messtechnik Gmbh | Drehtisch für ein koordinatenmessgerät |
| CN106493399B (zh) * | 2016-12-12 | 2018-11-16 | 中国航空工业集团公司洛阳电光设备研究所 | 一种卧式坐标镗床工作台旋转180°加工精密零件的方法 |
| GB201702391D0 (en) | 2017-02-14 | 2017-03-29 | Renishaw Plc | Surface sensing device |
| EP3446830B1 (de) | 2017-08-25 | 2022-11-30 | GILDEMEISTER Drehmaschinen GmbH | Vorrichtung und verfahren zum vermessen einer werkzeugmaschine |
| KR102030161B1 (ko) * | 2017-12-19 | 2019-10-08 | 주식회사 포스코 | 3차원 측정기의 피측정물 지지 장치 및 교정구 지지 장치 |
| EP3582043B1 (de) * | 2018-06-12 | 2022-07-20 | Siemens Aktiengesellschaft | Verfahren, numerische steuereinrichtung sowie werkzeugmaschine zur bearbeitung eines werkstücks |
| US10888968B2 (en) * | 2018-08-30 | 2021-01-12 | D4D Technologies, Llc | Milling machine calibration method, and article of manufacture |
| TWI694238B (zh) * | 2018-12-28 | 2020-05-21 | 國立中正大學 | 應用於多軸工具機的幾何誤差量測方法 |
| DE102019104891B3 (de) * | 2019-02-26 | 2020-03-12 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Kalibrieren eines Messtasters in einer Verzahnmaschine |
| CN110986774A (zh) * | 2019-12-17 | 2020-04-10 | 上海嘉奥信息科技发展有限公司 | 基于光学定位仪的工具尖端位置的静态标定系统、方法、介质及设备 |
| US20230143864A1 (en) * | 2020-04-17 | 2023-05-11 | Fanuc Corporation | Machine tool |
| CN112025412B (zh) * | 2020-07-31 | 2021-07-13 | 格致汽车科技股份有限公司 | 一种大型龙门3+2轴数控机床快速确定和校正方法 |
| CN112171379B (zh) * | 2020-08-22 | 2021-07-27 | 芽米科技成都有限公司 | 数控车床检测待维修管件中心轴偏移量的方法 |
| CN112757048B (zh) * | 2021-01-22 | 2021-11-19 | 武汉城市职业学院 | 一种汽轮机转子叶轮中心轴线的定位装置 |
| TWI757168B (zh) * | 2021-05-10 | 2022-03-01 | 毅德機械股份有限公司 | 應用於加工機之測頭量測系統 |
| CN113251929B (zh) * | 2021-06-28 | 2021-10-29 | 深圳中科飞测科技股份有限公司 | 检测设备及检测方法、检测系统及存储介质 |
| CN114211015A (zh) * | 2021-12-23 | 2022-03-22 | 上海交大智邦科技有限公司 | 一种回转类零件高精度加工车床自动找正的机构及其方法 |
| CN116984948B (zh) * | 2023-09-25 | 2023-12-08 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种整体叶轮流道轮廓度在机控制方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5882649A (ja) * | 1981-09-15 | 1983-05-18 | レニシヨウ パブリツク リミテツド カンパニ− | 工作機械の操作方法 |
| JPH01500701A (ja) * | 1986-09-16 | 1989-03-09 | レニショウ パブリック リミテッド カンパニー | 自動工作機械のための較正方法 |
| JPH05250019A (ja) * | 1991-12-02 | 1993-09-28 | General Electric Co <Ge> | 計算機数値制御機械用の整合装置及びプログラム |
| JPH05257514A (ja) * | 1991-12-02 | 1993-10-08 | General Electric Co <Ge> | 機械補償方法、並びにコンピュータ数値制御機械用の機械補償システム及びプログラム |
| US5373222A (en) * | 1993-03-17 | 1994-12-13 | General Electric Company | Datuming device for measuring displacements not parallel with a displacement probe's line of travel |
| JP2002215211A (ja) * | 2001-01-16 | 2002-07-31 | Yaskawa Electric Corp | 数値制御装置 |
| JP2004272887A (ja) * | 2003-02-19 | 2004-09-30 | Fanuc Ltd | 数値制御装置及び数値制御方法 |
| JP2005059102A (ja) * | 2003-08-08 | 2005-03-10 | Toyoda Mach Works Ltd | 数値制御装置及びncデータ作成装置 |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3656124A (en) * | 1968-09-26 | 1972-04-11 | Giddings & Lewis | Linear and circular interpolation contouring control using repeated computation |
| US3834256A (en) * | 1973-08-15 | 1974-09-10 | Atomic Energy Commission | Ultrasonically controlled thickness machining |
| GB2103833B (en) * | 1981-06-17 | 1984-11-14 | Renishaw Electrical Ltd | Numerically controlled machine tool |
| DE3132383C2 (de) | 1981-08-17 | 1983-05-19 | Daimler-Benz Ag, 7000 Stuttgart | Längennormal zur Überprüfung der Meßgenauigkeit von Koordinaten-Meßgeräten |
| US4888550A (en) | 1981-09-14 | 1989-12-19 | Texas Instruments Incorporated | Intelligent multiprobe tip |
| JPS60173007A (ja) | 1984-02-20 | 1985-09-06 | Showa Denko Kk | アセチレン系高重合体の精製法 |
| JPH0641088B2 (ja) | 1984-08-29 | 1994-06-01 | 日立精機株式会社 | 工作機械のワーク芯出し方法 |
| GB8627374D0 (en) * | 1986-11-15 | 1986-12-17 | Renishaw Plc | Checking setting of tool |
| DE58903515D1 (de) | 1988-10-03 | 1993-03-25 | Zeiss Carl Fa | Pruefkoerper fuer koordinatenmessgeraete. |
| US4974165A (en) | 1988-11-28 | 1990-11-27 | Mechanical Technology Incorporated | Real time machining control system including in-process part measuring and inspection |
| JPH02290506A (ja) | 1989-04-28 | 1990-11-30 | Mitsutoyo Corp | 三次元測定機 |
| US5091622A (en) * | 1989-05-10 | 1992-02-25 | Mitsubishi Denki K.K. | Compound machining method and apparatus |
| DK0444160T3 (da) * | 1989-07-13 | 1996-08-05 | Charmilles Technologies | Indretning, standardråemne og standardelektroder til elektroerosiv bearbejdning |
| JP2782267B2 (ja) | 1990-06-30 | 1998-07-30 | オークマ株式会社 | 斜め穴加工装置の傾斜角度測定方法 |
| JPH0588853A (ja) | 1991-09-30 | 1993-04-09 | Sony Corp | デイジタル乗算回路 |
| US5329457A (en) | 1993-04-15 | 1994-07-12 | General Electric Company | Comprehensive three-dimensional rotary tool point compensation |
| TW301619B (ja) * | 1994-10-07 | 1997-04-01 | Toshiba Machine Co Ltd | |
| GB9601679D0 (en) | 1996-01-27 | 1996-03-27 | Renishaw Plc | Ball bar apparatus for calibrating a machine |
| DE19644712A1 (de) | 1996-10-28 | 1998-05-07 | Eugen Dr Trapet | Kugelquader |
| DE19858154B4 (de) | 1998-12-16 | 2008-01-24 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Einrichtung zur Kalibrierung von bewegbaren Vorrichtungen mit mindestens einem teilweise unbestimmten Geometrieparameter |
| US6112423A (en) | 1999-01-15 | 2000-09-05 | Brown & Sharpe Manufacturing Co. | Apparatus and method for calibrating a probe assembly of a measuring machine |
| US6225771B1 (en) | 1999-12-01 | 2001-05-01 | General Electric Company | Probe chord error compensation |
| DE10048096A1 (de) | 2000-09-28 | 2002-04-18 | Zeiss Carl | Verfahren zur Kalibrierung eines messenden Sensors auf einem Koordinatenmeßgerät |
| US6519860B1 (en) | 2000-10-19 | 2003-02-18 | Sandia Corporation | Position feedback control system |
| JP3905771B2 (ja) | 2001-03-02 | 2007-04-18 | 株式会社ミツトヨ | 測定機の校正方法及び装置 |
| GB0126232D0 (en) | 2001-11-01 | 2002-01-02 | Renishaw Plc | Calibration of an analogue probe |
| DE10157174A1 (de) | 2001-11-22 | 2003-06-05 | Wolfgang Madlener | Verfahren und Vorrichtung zum räumlichen Vermessen von Werkstücken an einer Werkzeugmaschine |
| DE10239694A1 (de) | 2002-08-29 | 2004-03-11 | Carl Zeiss | Verfahren zur Kalibrierung eines Fräsers |
| DE10249072A1 (de) | 2002-10-21 | 2004-06-09 | E. Zoller GmbH & Co. KG Einstell- und Messgeräte | Verfahren zum Befestigen eines Werkzeugs in einem Werkzeugfutter |
| ATE340987T1 (de) * | 2003-01-29 | 2006-10-15 | Tesa Sa | Taststift mit einstellbarer orientierung |
| US6935003B2 (en) * | 2003-02-28 | 2005-08-30 | National University Of Singapore | Compound fabrication process and apparatus |
| JP2005028522A (ja) * | 2003-07-07 | 2005-02-03 | Brother Ind Ltd | 工作機械及び工作機械の折損検出方法 |
| DE10336213A1 (de) | 2003-08-07 | 2005-03-03 | Ekkehard Alschweig | Verfahren zur Genauigkeits-Selbstüberprüfung einer Hochpräzisions-Werkzeugmaschine |
| JP2005157784A (ja) | 2003-11-26 | 2005-06-16 | Tokyo Denki Univ | 小型アーティファクトを用いた運動機構の校正方法 |
| JP4491681B2 (ja) | 2004-06-29 | 2010-06-30 | 株式会社ニイガタマシンテクノ | 工作機械における回転テーブルの位置決め制御方法および位置決め制御装置 |
| DE102005008055B4 (de) | 2005-02-22 | 2009-01-02 | Deckel Maho Pfronten Gmbh | Verfahren zum Vermessen einer programmgesteuerten Werkzeugmaschine |
| DE102005054589B4 (de) | 2005-11-14 | 2017-11-02 | Immobiliengesellschaft Helmut Fischer Gmbh & Co. Kg | Kalibriernormal |
| GB0525306D0 (en) | 2005-12-13 | 2006-01-18 | Renishaw Plc | Method of machine tool calibration |
| GB0608235D0 (en) | 2006-04-26 | 2006-06-07 | Renishaw Plc | Differential calibration |
| DE102006038064A1 (de) | 2006-08-16 | 2008-02-28 | Siemens Ag | Verfahren zur Bestimmung der Position des Drehzentrums und/oder der Orientierung einer Rundachse einer Maschine |
| US8360728B2 (en) | 2006-10-11 | 2013-01-29 | Lord Corporation | Aircraft with transient-discriminating propeller balancing system |
| JP5153228B2 (ja) | 2007-06-28 | 2013-02-27 | 株式会社小坂研究所 | 多関節型座標測定装置のパラメータ校正方法 |
-
2005
- 2005-12-13 GB GBGB0525306.7A patent/GB0525306D0/en not_active Ceased
-
2006
- 2006-12-11 EP EP10010430.6A patent/EP2287688B1/en active Active
- 2006-12-11 JP JP2008545082A patent/JP2009519137A/ja active Pending
- 2006-12-11 CN CN2010105473501A patent/CN101976057B/zh active Active
- 2006-12-11 CN CN2006800470621A patent/CN101331436B/zh active Active
- 2006-12-11 EP EP10010429.8A patent/EP2287687B1/en active Active
- 2006-12-11 EP EP06831378A patent/EP1963936A1/en not_active Withdrawn
- 2006-12-11 WO PCT/GB2006/004643 patent/WO2007068912A1/en active Application Filing
- 2006-12-11 US US12/086,015 patent/US8250952B2/en active Active
- 2006-12-11 CN CN2010105473249A patent/CN101976056B/zh active Active
- 2006-12-13 TW TW095146674A patent/TWI416290B/zh active
-
2012
- 2012-07-26 US US13/559,353 patent/US8875603B2/en active Active
-
2013
- 2013-05-07 JP JP2013097972A patent/JP5836314B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5882649A (ja) * | 1981-09-15 | 1983-05-18 | レニシヨウ パブリツク リミテツド カンパニ− | 工作機械の操作方法 |
| JPH01500701A (ja) * | 1986-09-16 | 1989-03-09 | レニショウ パブリック リミテッド カンパニー | 自動工作機械のための較正方法 |
| JPH05250019A (ja) * | 1991-12-02 | 1993-09-28 | General Electric Co <Ge> | 計算機数値制御機械用の整合装置及びプログラム |
| JPH05257514A (ja) * | 1991-12-02 | 1993-10-08 | General Electric Co <Ge> | 機械補償方法、並びにコンピュータ数値制御機械用の機械補償システム及びプログラム |
| US5373222A (en) * | 1993-03-17 | 1994-12-13 | General Electric Company | Datuming device for measuring displacements not parallel with a displacement probe's line of travel |
| JP2002215211A (ja) * | 2001-01-16 | 2002-07-31 | Yaskawa Electric Corp | 数値制御装置 |
| JP2004272887A (ja) * | 2003-02-19 | 2004-09-30 | Fanuc Ltd | 数値制御装置及び数値制御方法 |
| JP2005059102A (ja) * | 2003-08-08 | 2005-03-10 | Toyoda Mach Works Ltd | 数値制御装置及びncデータ作成装置 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8875603B2 (en) | 2005-12-13 | 2014-11-04 | Renishaw Plc | Method of machine tool calibration |
| JP2013503380A (ja) * | 2009-08-28 | 2013-01-31 | レニショウ パブリック リミテッド カンパニー | 工作機械の校正方法 |
| JP2013218684A (ja) * | 2012-04-05 | 2013-10-24 | Fidia Spa | Cnc工作機械の誤差を補正する装置 |
| US9645217B2 (en) | 2012-04-05 | 2017-05-09 | Fidia S.P.A. | System and method for error correction for CNC machines |
| JP2015051493A (ja) * | 2013-09-09 | 2015-03-19 | 株式会社牧野フライス製作所 | 工作機械および工作機械の回転軸の測定方法 |
| JP2018049422A (ja) * | 2016-09-21 | 2018-03-29 | ローランドディー.ジー.株式会社 | 切削加工機 |
| JP2018088250A (ja) * | 2016-11-29 | 2018-06-07 | ミクロン アジー シャルミル アクチエンゲゼルシャフトMikron Agie Charmilles AG | 運動学的較正 |
| JP7206037B2 (ja) | 2016-11-29 | 2023-01-17 | ジー・エフ マシーニング ソリューションズ アー・ゲー | 運動学的較正 |
| JP2018142064A (ja) * | 2017-02-27 | 2018-09-13 | 中村留精密工業株式会社 | 工作機械の誤差同定方法 |
| JP7316409B1 (ja) | 2022-04-15 | 2023-07-27 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
| JP2023157596A (ja) * | 2022-04-15 | 2023-10-26 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
| JP7516627B1 (ja) | 2023-07-11 | 2024-07-16 | 株式会社牧野フライス製作所 | 校正装置、校正方法及び工作機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101331436B (zh) | 2011-01-05 |
| EP2287687A3 (en) | 2011-06-29 |
| EP2287688B1 (en) | 2014-05-14 |
| US20090183610A1 (en) | 2009-07-23 |
| GB0525306D0 (en) | 2006-01-18 |
| TWI416290B (zh) | 2013-11-21 |
| WO2007068912A1 (en) | 2007-06-21 |
| CN101976057A (zh) | 2011-02-16 |
| US8875603B2 (en) | 2014-11-04 |
| CN101976056B (zh) | 2012-05-30 |
| CN101976057B (zh) | 2012-12-26 |
| JP2013176839A (ja) | 2013-09-09 |
| EP2287687A2 (en) | 2011-02-23 |
| JP5836314B2 (ja) | 2015-12-24 |
| CN101331436A (zh) | 2008-12-24 |
| TW200731041A (en) | 2007-08-16 |
| US8250952B2 (en) | 2012-08-28 |
| EP1963936A1 (en) | 2008-09-03 |
| EP2287687B1 (en) | 2017-09-27 |
| CN101976056A (zh) | 2011-02-16 |
| EP2287688A1 (en) | 2011-02-23 |
| US20130139660A1 (en) | 2013-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5836314B2 (ja) | 工作機械の較正方法 | |
| JP2009519137A5 (ja) | ||
| JP4510755B2 (ja) | 工具刃先位置演算方法及び工作機械 | |
| US20120150354A1 (en) | Machine tool calibration method | |
| JP2016155185A (ja) | 工作機械の誤差同定方法 | |
| CN113518690B (zh) | 切削装置以及接触位置确定程序 | |
| JP2007044802A (ja) | 多軸工作機械における旋回軸中心測定方法 | |
| JP7337664B2 (ja) | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム | |
| CN112008496A (zh) | 机床对象物的位置计测方法及位置计测系统 | |
| JP5272598B2 (ja) | 加工装置の治具座標特定方法及びその方法を用いた加工装置 | |
| US7191535B2 (en) | On-machine automatic inspection of workpiece features using a lathe rotary table | |
| JP6735735B2 (ja) | ワークピースを検査するための座標測定方法および同装置であって、理想的な形態から実質的に逸脱していないことが判っている基準形状を使用して測定補正値を生成するステップを含む、ワークピースを検査するための座標測定方法および同装置 | |
| JP2018030195A (ja) | 工作機械の熱変位補正方法及び基準ゲージ | |
| JP7266511B2 (ja) | 工作機械における対象物の位置計測方法及び位置計測システム、位置計測プログラム | |
| JP7321067B2 (ja) | 工作機械の反転誤差計測方法 | |
| EP3418682B1 (en) | Measuring method using touch probe | |
| JP7412297B2 (ja) | 工作機械のタッチプローブの校正方法及び幾何誤差同定方法 | |
| JPH02281102A (ja) | ボールエンドミルの真球度測定方法 | |
| WO2022157920A1 (ja) | ワーク径の測定方法および工作機械 | |
| JP2005335018A (ja) | 切削刃の位置測定方法、切削刃の位置測定プログラム、記録媒体及びnc工作機 | |
| JP2024146992A (ja) | プログラム及び工作機械 | |
| JP2002219634A (ja) | 反転加工装置および反転加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111213 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120313 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120321 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120412 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120419 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120514 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120521 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20120613 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130507 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20130508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130508 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130709 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130830 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131216 |
|
| RD16 | Notification of change of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7431 Effective date: 20140114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140114 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141001 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141007 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141104 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141201 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141204 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20150105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150105 |