JP2008545612A - 細孔形成剤の組合せを含有するチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体、および同混合物および未焼成体の製造および焼成方法 - Google Patents
細孔形成剤の組合せを含有するチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体、および同混合物および未焼成体の製造および焼成方法 Download PDFInfo
- Publication number
- JP2008545612A JP2008545612A JP2008514850A JP2008514850A JP2008545612A JP 2008545612 A JP2008545612 A JP 2008545612A JP 2008514850 A JP2008514850 A JP 2008514850A JP 2008514850 A JP2008514850 A JP 2008514850A JP 2008545612 A JP2008545612 A JP 2008545612A
- Authority
- JP
- Japan
- Prior art keywords
- less
- hour
- pore
- hours
- aluminum titanate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/06—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof by burning-out added substances by burning natural expanding materials or by sublimating or melting out added substances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0001—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B26/00—Compositions of mortars, concrete or artificial stone, containing only organic binders, e.g. polymer or resin concrete
- C04B26/02—Macromolecular compounds
- C04B26/28—Polysaccharides or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/478—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on aluminium titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/2429—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material of the honeycomb walls or cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24493—Modulus of rupture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/24494—Thermal expansion coefficient, heat capacity or thermal conductivity
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3213—Strontium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3218—Aluminium (oxy)hydroxides, e.g. boehmite, gibbsite, alumina sol
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3227—Lanthanum oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids, or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
- C04B2235/483—Si-containing organic compounds, e.g. silicone resins, (poly)silanes, (poly)siloxanes or (poly)silazanes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
- C04B2235/6584—Oxygen containing atmosphere, e.g. with changing oxygen pressures at an oxygen percentage below that of air
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
Abstract
Description
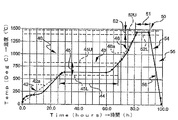
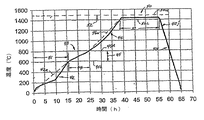
上式中、
Tbは加熱サイクルのその段階の始まりの初期炉温度であり、
Teは加熱サイクルのその段階の終了時の炉温度であり、
tbは加熱サイクルのその段階の開始時の時間であり、
teは加熱サイクルのその段階の終了時の時間である。
その一次結晶相としてチタン酸アルミニウムを有するセラミック物品の形成のために適した無機粉末バッチ混合物は、実施例A〜Hとして表IIに記載される。実施例の組成A〜Hの各々は、表IIに記載された明示された無機混合物の無機成分を配合し一緒にドライブレンドすることによって調製された。これらの混合物に表Iに明示された細孔形成剤の組合せの量を添加した。さらに、表IIに記載された有機結合剤系を各々に添加し、この中間混合物をその後、溶剤として脱イオン水とさらに混合して可塑化セラミックバッチ混合物を形成した。以下の表IおよびIIに示された結合剤系成分および細孔形成剤の組合せは、全無機物の100%に基づいて重量%で記載される。

Claims (52)
- アルミナ、チタニア、およびシリカの供給源を含有する無機バッチ材料と、
第1の細孔形成剤および前記第1の細孔形成剤と異なった組成を有する第2の細孔形成剤を含有する細孔形成剤の組合せと、
有機結合剤と、
溶剤と
を含むことを特徴とする、チタン酸アルミニウムセラミックを形成するチタン酸アルミニウムセラミックバッチ混合物。 - 前記細孔形成剤の組合せが、炭素、スターチ、およびポリマーの群から選択された少なくとも2つを含有することを特徴とする、請求項1に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記第1の細孔形成剤がポリマーであり、前記第2の細孔形成剤が黒鉛であることを特徴とする、請求項1に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記ポリマーが0.97グラム/cc未満の密度を有することを特徴とする、請求項3に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記第1および第2の細孔形成剤が、黒鉛、活性炭素、石油コークス、カーボンブラック、トウモロコシ澱粉、大麦澱粉、豆澱粉、馬鈴薯澱粉、米澱粉、タピオカ澱粉、エンドウ澱粉、サゴヤシ澱粉、小麦澱粉、カンナ澱粉、ポリブチレン、ポリメチルペンテン、ポリエチレン、ポリプロピレン、ポリスチレン、ポリアミド、エポキシ、ABS、アクリル樹脂、およびポリエステルからなる細孔形成剤の群から選択されることを特徴とする、請求項1に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記第1の細孔形成剤が澱粉を含み、前記第2の細孔形成剤が黒鉛を含むことを特徴とする、請求項1に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記澱粉が、トウモロコシ澱粉、大麦澱粉、豆澱粉、馬鈴薯澱粉、米澱粉、タピオカ澱粉、エンドウ澱粉、サゴヤシ澱粉、小麦澱粉、およびカンナ澱粉からなることを特徴とする、請求項6に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記第1の細孔形成剤が馬鈴薯澱粉であり、前記第2の細孔形成剤が黒鉛であることを特徴とする、請求項1に記載のチタン酸アルミニウムセラミックバッチ混合物。
- 前記第1の細孔形成剤が、前記無機バッチ材料の5〜25重量%からなり、前記第2の細孔形成剤が、前記無機バッチ材料の5〜25重量%からなることを特徴とする、請求項1に記載のセラミックバッチ混合物。
- 前記第1の細孔形成剤が、前記無機バッチ材料の5〜15重量%の澱粉からなり、前記第2の細孔形成剤が、前記無機バッチ材料の5〜15重量%の炭素からなることを特徴とする、請求項1に記載のセラミックバッチ混合物。
- アルミナ、チタニア、およびシリカの供給源を含有する無機バッチ材料の均質な混合物と、
異なる組成を有する第1の細孔形成剤および第2の細孔形成剤を含有する細孔形成剤の組合せと、
有機結合剤と
を含むチタン酸アルミニウムセラミック形成未焼成体であって、未焼成体に沿って横断する複数のセルチャンネルを形成する複数の連続セル壁を含有することを特徴とする、チタン酸アルミニウムセラミック形成未焼成体。 - 無機バッチ材料を、異なる組成の第1の細孔形成剤および第2の細孔形成剤を含有する細孔形成剤の組合せと混合してバッチ組成物を形成する工程と、
有機結合剤および溶剤を前記バッチ組成物に添加してさらに混合し、可塑化混合物を形成する工程と、
未焼成体を前記可塑化混合物から形成する工程と、
前記未焼成体を焼成してチタン酸アルミニウムの主相を製造する工程と
を含むことを特徴とする、チタン酸アルミニウム含有セラミック物品を製造する方法。 - 混合する前記工程が、シリカ、アルミナ、およびチタニアの供給源を混合する工程をさらに含むことを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 焼成する前記工程が、40%より大きい多孔度を示すセラミック物品を製造することを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 混合する前記工程が、炭素、ポリマー、および澱粉からなる群から選択される前記第1および第2の細孔形成剤を混合する工程を含むことを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 焼成する前記工程が、酸化物基準で重量%で表された、40〜65%のAl2O3、25〜40%のTiO2、および3〜12%のSiO2を含む材料組成を有するセラミック物品を製造することを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 焼成する前記工程が、
炉温度を第1の段階において14℃/時間より大きく50℃/時間より小さい第1の平均上昇速度において増加させて前記第1の細孔形成剤を焼尽させる工程と、
前記炉温度を第2の段階において500℃より高い下限および900℃未満の上限を有する第1の保持領域内に120時間未満にわたり保持して前記第2の細孔形成剤を焼尽させる工程と、
前記炉温度を第3の段階において30℃/時間より大きく80℃/時間より小さい第2の平均上昇速度において増加させる工程と、
前記炉温度を第4の段階においておよび1350℃より高い下限および1550℃未満の上限を有する第2の保持領域内に少なくとも4時間にわたり保持する工程と
をさらに含むことを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。 - 焼成する前記工程が、100℃/時間より大きい平均冷却速度において前記下限から少なくとも1000℃まで冷却する工程をさらに含むことを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 焼成する前記工程が、50%より大きく60%未満の多孔度、好ましくは10μmより大きく15μm未満である中央細孔サイズ、RT〜800℃の間で測定された、10×10−7/℃未満のCTE、および150psiより大きいMOR値を有するセラミック物品を製造することを特徴とする、請求項12に記載のチタン酸アルミニウム含有セラミック物品を製造する方法。
- 無機バッチ材料と、第1の細孔形成剤および前記第1の細孔形成剤と異なった組成を有する第2の細孔形成剤を含有する細孔形成剤の組合せとを含有する未焼成体を提供する工程と、
炉温度を第1の加熱段階において14℃/時間より大きく50℃/時間より小さい第1の平均上昇速度において増加させて前記第1の細孔形成剤を焼尽させる工程と、
前記炉温度を第2の加熱段階において500℃より高い下限および900℃未満の上限を有する第1の保持温度領域内に120時間未満にわたり保持して前記第2の細孔形成剤を焼尽させる工程と、
前記炉温度を第3の段階において30℃/時間より大きく80℃/時間より小さい第2の平均上昇速度において増加させる工程と、
前記炉温度を第4の加熱段階においておよび1350℃より高い下限および1550℃未満の上限を有する第2の保持温度領域内に少なくとも4時間にわたり保持し、そこでチタン酸アルミニウムの主相を有するセラミック物品が形成される工程と
を含むことを特徴とする、未焼成体を焼成する方法。 - 100℃/時間より大きい平均冷却速度において前記下限から1000℃未満まで冷却する工程をさらに含むことを特徴とする、請求項20に記載の方法。
- 前記第2の加熱段階において前記炉温度を保持する前記工程が100時間未満であることを特徴とする、請求項20に記載の方法。
- 前記第2の加熱段階において前記炉温度を保持する前記工程が80時間未満であることを特徴とする、請求項20に記載の方法。
- チタン酸アルミニウム形成無機バッチ材料と細孔形成剤とを含有する未焼成体を提供する工程と、
1550℃未満の上限および1350℃より高い下限を有する保持温度範囲内で最高温度まで炉内で加熱してチタン酸アルミニウムの主相を形成する工程と、
100℃/時間より大きい平均冷却速度において前記下限から1000℃未満まで急速冷却し、そこでチタン酸アルミニウムの前記主相の分解が最小にされる工程と
を含むことを特徴とする、未焼成体を焼成する方法。 - 前記細孔形成剤を、第1の細孔形成剤および前記第1の細孔形成剤と異なった組成を有する第2の細孔形成剤を含有する細孔形成剤の組合せとして提供する工程をさらに含むことを特徴とする、請求項24に記載の未焼成体を焼成する方法。
- 加熱する前記工程が、炉温度を第1の加熱段階において14℃/時間より大きく50℃/時間より小さい第1の平均上昇速度において増加させて前記第1の細孔形成剤を焼尽させる工程を含むことを特徴とする、請求項24に記載の未焼成体を焼成する方法。
- 加熱する前記工程が、前記炉温度を第2の加熱段階において600℃より高い下限および900℃未満の上限を有する第1の保持温度領域内に120時間未満にわたり保持して前記第2の細孔形成剤を焼尽させる工程をさらに含むことを特徴とする、請求項26に記載の未焼成体を焼成する方法。
- 加熱する前記工程が、前記炉温度を第3の段階において30℃/時間より大きく80℃/時間より小さい第2の平均上昇速度において増加させる工程をさらに含むことを特徴とする、請求項27に記載の未焼成体を焼成する方法。
- 無機バッチ材料と少なくとも1つの細孔形成剤とを含有する未焼成体を提供する工程と、
第1の加熱段階において室温〜500℃の間で14℃/時間より大きく50℃/時間より小さい第1の平均上昇速度において40時間未満にわたり加熱する工程と、
前記第1の段階の後、前記炉温度を第2の加熱段階において500℃より高い下限および900℃未満の上限を有する第1の保持温度領域内に40時間未満にわたり保持する工程と、
前記第2の段階の後、前記炉温度を第3の加熱段階において約30℃/時間より大きい第2の平均上昇速度において増加させる工程と、
前記炉温度を第4の加熱段階において1350℃より高い下限および1550℃未満の上限を有する第2の保持温度領域内に、前記未焼成体をセラミックに転化するために十分な時間にわたり保持する工程と
を含むことを特徴とする、未焼成体を焼成する方法。 - 第1の細孔形成剤および前記第1の細孔形成剤と異なった組成を有する第2の細孔形成剤を含有する細孔形成剤の組合せをさらに含むことを特徴とする、請求項29に記載の方法。
- 100℃/時間より大きい平均冷却速度において前記下限から1000℃未満まで冷却する工程をさらに含むことを特徴とする、請求項29に記載の方法。
- 前記第1の加熱段階において室温〜500℃の間で加熱する前記工程が30時間未満であることを特徴とする、請求項29に記載の方法。
- 前記第1の加熱段階において室温〜500℃の間で加熱する前記工程が20時間未満であることを特徴とする、請求項32に記載の方法。
- 前記第1の加熱段階において約300℃〜500℃の温度範囲内で、加熱速度が約10℃/時間より大きいことを特徴とする、請求項29に記載の方法。
- 前記加熱速度が約25℃/時間より大きいことを特徴とする、請求項34に記載の方法。
- 前記加熱速度が約50℃/時間より大きいことを特徴とする、請求項34に記載の方法。
- 前記加熱速度が約75℃/時間より大きいことを特徴とする、請求項34に記載の方法。
- 前記第2の加熱段階においての平均上昇速度が10℃/時間より大きいことを特徴とする、請求項29に記載の方法。
- 前記第2の加熱段階において前記炉温度を保持する前記工程が30時間未満であることを特徴とする、請求項29に記載の方法。
- 前記第2の加熱段階において前記炉温度を保持する前記工程が20時間未満であることを特徴とする、請求項39に記載の方法。
- 前記第2の加熱段階において前記炉温度を保持する前記工程が20時間未満であり、前記第1の保持温度領域が、600℃より高い下限および800℃未満の上限を有することを特徴とする、請求項29に記載の方法。
- 前記第3の加熱段階が、約40℃/時間より大きく約60℃/時間より小さい第2の平均上昇速度を有することを特徴とする、請求項29に記載の方法。
- 前記第3の加熱段階が、約40℃/時間より大きく約50℃/時間より小さい第2の平均上昇速度を有することを特徴とする、請求項42に記載の方法。
- 前記炉温度を前記第4の加熱段階において保持する前記工程が少なくとも10時間であることを特徴とする、請求項29に記載の方法。
- 前記炉温度を前記第4の加熱段階において1420℃より高い下限および1460℃未満の上限を有する第2の保持温度領域内に保持する前記工程が少なくとも15時間であることを特徴とする、請求項29に記載の方法。
- 前記第1の平均上昇速度が、第1の保持温度領域内の前記第2の加熱段階の平均加熱速度より大きいことを特徴とする、請求項29に記載の方法。
- 前記第3の加熱段階においての前記第2の平均上昇速度が、前記第2の加熱段階の前記平均加熱速度より大きいことを特徴とする、請求項29に記載の方法。
- 保持する前記工程が、前記炉温度を1350℃より高く1550℃未満の前記第2の保持温度領域内に少なくとも10時間にわたり維持する工程を含むことを特徴とする、請求項29に記載の方法。
- 前記セラミック物品がチタン酸アルミニウムの主相を有するように形成されることを特徴とする、請求項29に記載の方法。
- 前記炉内の酸素濃度を15%超まで80時間未満で増加させる工程をさらに含むことを特徴とする、請求項29に記載の方法。
- 前記炉内の酸素濃度を15%超まで40時間未満で増加させる工程をさらに含むことを特徴とする、請求項29に記載の方法。
- 前記炉内の酸素濃度を15%超まで30時間未満で増加させる工程をさらに含むことを特徴とする、請求項29に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US68611705P | 2005-05-31 | 2005-05-31 | |
| PCT/US2006/021264 WO2006130759A2 (en) | 2005-05-31 | 2006-05-31 | Aluminum titanate ceramic forming batch mixtures and green bodies including pore former combinations and methods of manufacturing and firing same |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009131988A Division JP5224291B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
| JP2009131985A Division JP5366661B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008545612A true JP2008545612A (ja) | 2008-12-18 |
| JP2008545612A5 JP2008545612A5 (ja) | 2009-07-16 |
Family
ID=36999945
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008514850A Pending JP2008545612A (ja) | 2005-05-31 | 2006-05-31 | 細孔形成剤の組合せを含有するチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体、および同混合物および未焼成体の製造および焼成方法 |
| JP2009131988A Expired - Fee Related JP5224291B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
| JP2009131985A Active JP5366661B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009131988A Expired - Fee Related JP5224291B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
| JP2009131985A Active JP5366661B2 (ja) | 2005-05-31 | 2009-06-01 | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US7976768B2 (ja) |
| EP (1) | EP1890983B1 (ja) |
| JP (3) | JP2008545612A (ja) |
| CN (1) | CN101213156B (ja) |
| WO (1) | WO2006130759A2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010083738A (ja) * | 2008-10-02 | 2010-04-15 | Hitachi Metals Ltd | チタン酸アルミニウム質セラミックハニカム構造体の製造方法 |
| JP2010111547A (ja) * | 2008-11-07 | 2010-05-20 | Sumitomo Chemical Co Ltd | チタン酸アルミニウム系多孔質焼成体の製造方法 |
| JPWO2008146350A1 (ja) * | 2007-05-25 | 2010-08-12 | イビデン株式会社 | ハニカム構造体及びハニカム構造体の製造方法 |
| JP2010528963A (ja) * | 2007-05-31 | 2010-08-26 | コーニング インコーポレイテッド | 細孔形成体によるチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体 |
| WO2010098348A1 (ja) * | 2009-02-25 | 2010-09-02 | 住友化学株式会社 | チタン酸アルミニウム系セラミックス焼結体の製造方法およびチタン酸アルミニウム系セラミックス焼結体 |
| WO2011040457A1 (ja) * | 2009-10-01 | 2011-04-07 | 住友化学株式会社 | チタン酸アルミニウム系セラミックス焼成体の製造方法 |
| JP2011207744A (ja) * | 2010-03-08 | 2011-10-20 | Sumitomo Chemical Co Ltd | 多孔質チタン酸アルミニウムマグネシウムの製造方法および多孔質チタン酸アルミニウムマグネシウム |
| JP2012091350A (ja) * | 2010-10-25 | 2012-05-17 | Sumitomo Chemical Co Ltd | グリーンハニカム成形体、グリーンハニカム成形体の製造方法、及び、ハニカム構造体の製造方法 |
| JP2012519138A (ja) * | 2009-02-27 | 2012-08-23 | コーニング インコーポレイテッド | チタン酸アルミニウム含有セラミック形成バッチ材料およびその使用方法 |
| JP2013512172A (ja) * | 2009-11-24 | 2013-04-11 | コーニング インコーポレイテッド | チタン酸アルミニウム含有セラミック形成バッチ材料およびその使用方法 |
| JP2014516000A (ja) * | 2011-06-01 | 2014-07-07 | サントル ドゥ ルシェルシュ ドゥ ランデュストリー ベルジュ ドゥ ラ セラミック | セラミック粒子混合物および該混合物からセラミック部品を製造する方法 |
| JP2015218107A (ja) * | 2014-05-19 | 2015-12-07 | ゼネラル・エレクトリック・カンパニイ | セラミック物品を形成するための方法及び組成物 |
| JP2015535520A (ja) * | 2012-11-21 | 2015-12-14 | コーニング インコーポレイテッド | コージエライト体を焼成する方法 |
| JP2016513615A (ja) * | 2013-03-08 | 2016-05-16 | コーニング インコーポレイテッド | セラミックの高速焼成方法 |
| WO2020202851A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社デンソー | 排ガス浄化フィルタ |
Families Citing this family (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060021308A1 (en) * | 2004-07-29 | 2006-02-02 | Merkel Gregory A | Mullite-aluminum titanate body and method for making same |
| WO2007015495A1 (ja) * | 2005-08-01 | 2007-02-08 | Hitachi Metals, Ltd. | セラミックハニカム構造体の製造方法 |
| WO2007064454A2 (en) * | 2005-11-30 | 2007-06-07 | Corning Incorporated | Controlled pore size distribution porous ceramic honeycomb filter, honeycomb green body, batch mixture and manufacturing method therefor |
| US7744669B2 (en) | 2006-07-14 | 2010-06-29 | Corning Incorporated | Plugging material for aluminum titanate ceramic wall flow filter manufacture |
| CN101506124A (zh) * | 2006-08-25 | 2009-08-12 | 康宁股份有限公司 | 低背压多孔堇青石陶瓷蜂窝制品及其生产方法 |
| US8298311B2 (en) * | 2006-11-15 | 2012-10-30 | Corning Incorporated | Filters with controlled submicron porosity |
| US7981188B2 (en) * | 2006-11-30 | 2011-07-19 | Corning Incorporated | Controlled pore size distribution porous ceramic honeycomb filter, honeycomb green body, batch mixture and manufacturing method therefor |
| WO2008073417A2 (en) * | 2006-12-11 | 2008-06-19 | Corning Incorporated | Alpha-alumina inorganic membrane support and method of making the same |
| WO2008093727A1 (ja) * | 2007-01-30 | 2008-08-07 | Kyocera Corporation | ハニカム構造体および浄化装置 |
| US7713897B2 (en) | 2007-02-27 | 2010-05-11 | Corning Incorporated | Ceramic materials for 4-way and NOx adsorber and method for making same |
| JP2010522106A (ja) * | 2007-03-20 | 2010-07-01 | コーニング インコーポレイテッド | セラミック・フィルタのための低収縮率施栓用混合物、栓を施されたハニカム・フィルタおよびその製造方法 |
| US7767257B2 (en) | 2007-05-31 | 2010-08-03 | Corning Incorporated | Method for preparing a porous inorganic coating on a porous support using certain pore formers |
| WO2009017688A2 (en) * | 2007-07-31 | 2009-02-05 | Corning Incorporated | Carbon pore formers for dielectric drying |
| US7981375B2 (en) * | 2007-08-03 | 2011-07-19 | Errcive, Inc. | Porous bodies and methods |
| KR100949332B1 (ko) * | 2007-08-24 | 2010-03-26 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 전극 및 이를 포함하는 리튬 이차 전지 |
| WO2009032119A2 (en) | 2007-08-31 | 2009-03-12 | Corning Incorporated | Cordierite honeycomb article and method of manufacture |
| US8187525B2 (en) | 2007-08-31 | 2012-05-29 | Corning Incorporated | Method of firing green bodies into porous ceramic articles |
| WO2009064391A2 (en) | 2007-11-13 | 2009-05-22 | Bloom Energy Corporation | Electrolyte supported cell designed for longer life and higher power |
| US9246184B1 (en) | 2007-11-13 | 2016-01-26 | Bloom Energy Corporation | Electrolyte supported cell designed for longer life and higher power |
| JP2011508713A (ja) * | 2007-12-17 | 2011-03-17 | イメリス | セラミックハニカム構造 |
| EP2202211A4 (en) * | 2008-03-31 | 2011-09-28 | Ibiden Co Ltd | HONEYCOMB STRUCTURE |
| DE102008001125A1 (de) * | 2008-04-11 | 2009-10-15 | Evonik Degussa Gmbh | Copolyamidpulver als Porenbildner in regenerierbaren keramischen Partikelfiltern |
| US20100029462A1 (en) * | 2008-08-01 | 2010-02-04 | Derosa Michael Edward | Ceramic precursor having improved manufacturability |
| JP5808248B2 (ja) * | 2008-08-28 | 2015-11-10 | コーニング インコーポレイテッド | ハニカム基板における細孔径分布の管理 |
| US8277743B1 (en) | 2009-04-08 | 2012-10-02 | Errcive, Inc. | Substrate fabrication |
| US8359829B1 (en) | 2009-06-25 | 2013-01-29 | Ramberg Charles E | Powertrain controls |
| FR2947260A1 (fr) * | 2009-06-26 | 2010-12-31 | Saint Gobain Ct Recherches Etudes | Grains fondus d'oxydes comprenant al, ti, si et produits ceramiques comportant de tels grains |
| FR2948657B1 (fr) * | 2009-07-28 | 2013-01-04 | Saint Gobain Ct Recherches | Grains fondus d'oxydes comprenant al, ti et produits ceramiques comportant de tels grains |
| US20110053757A1 (en) * | 2009-08-28 | 2011-03-03 | Stephen John Caffery | Methods for Making Aluminum Titanate Bodies and Minimizing Shrinkage Variability Thereof |
| JP5673665B2 (ja) * | 2010-02-22 | 2015-02-18 | 日立金属株式会社 | セラミックハニカム構造体及びその製造方法 |
| US8440586B2 (en) * | 2010-02-26 | 2013-05-14 | Corning Incorporated | Low pressure drop extruded catalyst filter |
| EP2546213A1 (en) * | 2010-03-08 | 2013-01-16 | Sumitomo Chemical Company, Limited | Green compact and method for producing aluminum titanate sintered body. |
| EP2548626A4 (en) * | 2010-03-19 | 2015-04-22 | Sumitomo Chemical Co | METHOD FOR PRODUCING A WAVE STRUCTURE, WAVE STRUCTURE AND PARTICLE FILTERS |
| US9833932B1 (en) | 2010-06-30 | 2017-12-05 | Charles E. Ramberg | Layered structures |
| US20120049419A1 (en) * | 2010-08-31 | 2012-03-01 | Paul Michael Eicher | Process And Apparatus For Manufacturing Ceramic Honeycombs |
| US9238197B2 (en) | 2010-10-04 | 2016-01-19 | Otsuka Chemical Co., Ltd. | Exhaust gas purification filter, and method for producing same |
| US8679385B2 (en) * | 2010-11-29 | 2014-03-25 | Corning Incorporated | Method of forming porous ceramic articles using inert gas |
| US8450227B2 (en) | 2011-02-28 | 2013-05-28 | Corning Incorporated | Ceramic-body-forming batch materials comprising silica, methods using the same and ceramic bodies made therefrom |
| CN102380830A (zh) * | 2011-11-02 | 2012-03-21 | 天津大学 | 多孔陶瓷结合剂立方氮化硼磨具 |
| US9034199B2 (en) | 2012-02-21 | 2015-05-19 | Applied Materials, Inc. | Ceramic article with reduced surface defect density and process for producing a ceramic article |
| US9212099B2 (en) | 2012-02-22 | 2015-12-15 | Applied Materials, Inc. | Heat treated ceramic substrate having ceramic coating and heat treatment for coated ceramics |
| US9066998B2 (en) * | 2012-03-02 | 2015-06-30 | Bio2 Technologies, Inc. | Devices and method for tissue engineering |
| US9090046B2 (en) | 2012-04-16 | 2015-07-28 | Applied Materials, Inc. | Ceramic coated article and process for applying ceramic coating |
| US9126871B2 (en) | 2012-05-31 | 2015-09-08 | Corning Incorporated | Carbonates as relic pore formers in aluminum titanate |
| US9604249B2 (en) | 2012-07-26 | 2017-03-28 | Applied Materials, Inc. | Innovative top-coat approach for advanced device on-wafer particle performance |
| US9343289B2 (en) | 2012-07-27 | 2016-05-17 | Applied Materials, Inc. | Chemistry compatible coating material for advanced device on-wafer particle performance |
| US20140084505A1 (en) * | 2012-09-21 | 2014-03-27 | Elizabeth Marie Vileno | Blended aluminas to control aluminum titanate properties |
| US9028741B1 (en) * | 2013-03-15 | 2015-05-12 | Ibiden Co., Ltd. | Method for manufacturing aluminum-titanate-based ceramic honeycomb structure |
| US8865054B1 (en) * | 2013-03-15 | 2014-10-21 | Ibiden Co., Ltd. | Method for manufacturing aluminum-titanate-based ceramic honeycomb structure |
| US9321189B1 (en) * | 2013-03-15 | 2016-04-26 | Ibiden Co., Ltd. | Method for manufacturing ceramic honeycomb structure |
| US9623360B2 (en) | 2013-05-20 | 2017-04-18 | Corning Incorporated | Porous ceramic article and method of manufacturing the same |
| US9376347B2 (en) | 2013-05-20 | 2016-06-28 | Corning Incorporated | Porous ceramic article and method of manufacturing the same |
| US9908260B2 (en) | 2013-05-20 | 2018-03-06 | Corning Incorporated | Porous ceramic article and method of manufacturing the same |
| WO2014193753A1 (en) | 2013-05-30 | 2014-12-04 | Corning Incorporated | Glass ceramics having low rhodium levels |
| US9865434B2 (en) | 2013-06-05 | 2018-01-09 | Applied Materials, Inc. | Rare-earth oxide based erosion resistant coatings for semiconductor application |
| US9850568B2 (en) | 2013-06-20 | 2017-12-26 | Applied Materials, Inc. | Plasma erosion resistant rare-earth oxide based thin film coatings |
| US9452578B2 (en) * | 2013-07-26 | 2016-09-27 | Corning Incorporated | Fast firing method for high porosity ceramics |
| US9446560B2 (en) | 2013-07-26 | 2016-09-20 | Corning Incorporated | Fast firing method for high porosity ceramics |
| WO2016154198A1 (en) | 2015-03-24 | 2016-09-29 | Bloom Energy Corporation | Perimeter electrolyte reinforcement layer composition for solid oxide fuel cell electrolytes |
| CH710934A1 (de) * | 2015-04-01 | 2016-10-14 | Reishauer Ag | Offenporiges, keramisch gebundenes Schleifwerkzeug, Verfahren zu seiner Herstellung sowie für seine Herstellung verwendete Porenbildnermischungen. |
| CN104926274A (zh) * | 2015-04-23 | 2015-09-23 | 秦始皇帝陵博物院 | 一种模拟秦俑陶片样品的标准规范化制作方法 |
| EP3292090B1 (en) | 2015-05-07 | 2020-08-05 | Corning Incorporated | Method of firing a ceramic honeycomb body |
| CN104944973A (zh) * | 2015-05-26 | 2015-09-30 | 柳州市亿廷贸易有限责任公司 | 热风炉用耐火砖 |
| CN104944985B (zh) * | 2015-06-23 | 2017-03-08 | 武汉科技大学 | 高强度低导热系数陶瓷纤维隔热材料及其制备方法 |
| US10486332B2 (en) | 2015-06-29 | 2019-11-26 | Corning Incorporated | Manufacturing system, process, article, and furnace |
| EP3313803B1 (en) * | 2015-06-29 | 2022-07-20 | Corning Incorporated | Manufacturing line and process |
| US10712093B2 (en) | 2015-09-03 | 2020-07-14 | Corning Incorporated | Kiln car and kiln for firing ceramic bodies |
| US11229902B2 (en) | 2016-05-31 | 2022-01-25 | Corning Incorporated | Porous article and method of manufacturing the same |
| US11661379B2 (en) * | 2017-07-21 | 2023-05-30 | Corning Incorporated | Methods of extracting volatiles from ceramic green bodies |
| US11148979B2 (en) * | 2017-10-31 | 2021-10-19 | James R. Glidewell Dental Ceramics, Inc. | Process for forming sintered ceramic bodies having improved properties |
| EP3704077A1 (en) | 2017-10-31 | 2020-09-09 | Corning Incorporated | Batch compositions comprising spheroidal pre-reacted inorganic particles and spheroidal pore-formers and methods of manufacture of honeycomb bodies therefrom |
| JP7022593B2 (ja) | 2018-01-15 | 2022-02-18 | 日本碍子株式会社 | セラミックス焼成体の製造方法、及びセラミックス成形体の焼成方法 |
| US11047035B2 (en) | 2018-02-23 | 2021-06-29 | Applied Materials, Inc. | Protective yttria coating for semiconductor equipment parts |
| CN108794048A (zh) * | 2018-07-27 | 2018-11-13 | 萍乡市群星化工陶瓷总厂 | 一种蚁窝体催化吸油剂及其制备方法 |
| US20200161506A1 (en) * | 2018-11-21 | 2020-05-21 | Osram Opto Semiconductors Gmbh | Method for Producing a Ceramic Converter Element, Ceramic Converter Element, and Optoelectronic Component |
| WO2022026236A1 (en) | 2020-07-30 | 2022-02-03 | Corning Incorporated | Aluminum titanate-feldspar ceramic bodies, batch mixtures, and methods of manufacture |
| JP7379745B1 (ja) | 2023-03-30 | 2023-11-14 | 日本碍子株式会社 | ハニカム構造体の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5689844A (en) * | 1979-12-25 | 1981-07-21 | Asahi Glass Co Ltd | Ceramic honeycomb and its production |
| JPH08215522A (ja) * | 1994-12-15 | 1996-08-27 | Matsushita Electric Ind Co Ltd | 排ガスフィルター及びその製造方法 |
| JP2002145659A (ja) * | 2000-11-08 | 2002-05-22 | Tsutomu Fukuda | チタン酸アルミニウム系焼結体の製造方法 |
| JP2003040687A (ja) * | 2000-06-30 | 2003-02-13 | Ngk Insulators Ltd | ハニカムセラミックス構造体とその製造方法 |
| JP2003238271A (ja) * | 2001-12-07 | 2003-08-27 | Ngk Insulators Ltd | 多孔質セラミック体の製造方法 |
| WO2005005794A2 (en) * | 2003-06-25 | 2005-01-20 | Corning Incorporated | Cordierite filters with reduced pressure drop |
| JP2005519834A (ja) * | 2002-03-14 | 2005-07-07 | コーニング インコーポレイテッド | 高温用途のストロンチウム・フェルドスパー・アルミニウム・チタネート |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1150450A (en) * | 1978-09-14 | 1983-07-19 | Company 'a' (Foam) Limited | Foamed plastics materials |
| JPS6272522A (ja) * | 1985-09-27 | 1987-04-03 | Kureha Chem Ind Co Ltd | アルミナ−チタニア複合粉体及びその製造方法 |
| US5256347A (en) * | 1988-02-25 | 1993-10-26 | Ngk Insulators, Ltd. | Method of firing ceramic honeycomb structure |
| EP0463437B2 (de) * | 1990-06-22 | 1998-12-02 | Bayer Ag | Sinterformkörper auf Basis von Aluminiumtitanat, Verfahren zu ihrer Herstellung sowie deren Verwendung |
| US5137789A (en) | 1990-12-03 | 1992-08-11 | Caterpillar Inc. | Composite ceramic and metal article |
| JPH04317462A (ja) * | 1991-04-16 | 1992-11-09 | Isuzu Motors Ltd | 低熱膨張セラミックス材料及びその製造法 |
| JP2981034B2 (ja) | 1991-09-30 | 1999-11-22 | 日本碍子株式会社 | セラミックハニカム構造体の焼成方法 |
| US5219802A (en) | 1992-05-04 | 1993-06-15 | Industrial Technology Research Institute | Porous ceramic radiation plate |
| US5846276A (en) | 1995-07-05 | 1998-12-08 | Matsushita Electric Industrial Co., Ltd. | Exhaust gas filter |
| JP3806975B2 (ja) | 1995-07-12 | 2006-08-09 | 株式会社デンソー | ハニカム構造体の製造方法 |
| CN1210835A (zh) | 1997-07-28 | 1999-03-17 | 康宁股份有限公司 | 烧成时间显著缩短的堇青石物体的制备方法 |
| CN1098824C (zh) * | 1997-10-03 | 2003-01-15 | 康宁股份有限公司 | 陶瓷蜂窝体的烧制方法 |
| CN1097573C (zh) * | 1997-12-02 | 2003-01-01 | 康宁股份有限公司 | 陶瓷蜂窝体的烧制方法 |
| DE69841628D1 (de) * | 1997-12-02 | 2010-06-02 | Corning Inc | Verfahren zum brennen von keramischen honigwabenstrukturen |
| CN1235133A (zh) * | 1998-05-11 | 1999-11-17 | 佟定远 | 一种应用于制造铝低压铸造机升液管的高强耐热陶瓷材料 |
| US6241940B1 (en) * | 1998-06-06 | 2001-06-05 | Corning Incorporated | Method for producing ceramic bodies |
| WO2000007956A1 (en) | 1998-08-04 | 2000-02-17 | Corning Incorporated | Method for removing organics from green structures during firing |
| US20020003322A1 (en) * | 1998-11-24 | 2002-01-10 | Dull Alan T. | Method for firing ceramic honeycomb bodies |
| US6132671A (en) * | 1999-05-27 | 2000-10-17 | Corning Incorporated | Method for producing honeycomb ceramic bodies |
| US6287510B1 (en) | 1999-11-23 | 2001-09-11 | Corning Incorporated | Method of firing green structures containing organics |
| WO2001047829A1 (en) | 1999-12-28 | 2001-07-05 | Corning Incorporated | Hybrid method for firing of ceramics |
| EP1249156A4 (en) | 1999-12-28 | 2004-11-17 | Corning Inc | HYBRID METHOD FOR BURNING CERAMIC PRODUCTS |
| US6344635B2 (en) | 1999-12-28 | 2002-02-05 | Corning Incorporated | Hybrid method for firing of ceramics |
| WO2001063194A1 (en) | 2000-02-22 | 2001-08-30 | Corning Incorporated | Method for controlling the firing of ceramics |
| KR100447300B1 (ko) | 2000-04-07 | 2004-09-07 | 니뽄 가이시 가부시키가이샤 | 코르디에라이트 세라믹스 하니콤의 제조방법 |
| US6555031B2 (en) | 2000-06-19 | 2003-04-29 | Corning Incorporated | Process for producing silicon carbide bodies |
| CN1156412C (zh) * | 2000-07-13 | 2004-07-07 | 胡勇波 | 复合材料蜂窝陶瓷及其制造方法 |
| EP1337485A1 (en) | 2000-11-07 | 2003-08-27 | Corning Incorporated | Pollucite-based ceramic with low cte |
| JP4094830B2 (ja) | 2000-11-24 | 2008-06-04 | 日本碍子株式会社 | 多孔質ハニカムフィルター及びその製造方法 |
| JP4394329B2 (ja) | 2001-03-01 | 2010-01-06 | 日本碍子株式会社 | セラミックス構造体の製造方法 |
| US20030041730A1 (en) | 2001-08-30 | 2003-03-06 | Beall Douglas M. | Honeycomb with varying channel size |
| US20030054154A1 (en) | 2001-09-14 | 2003-03-20 | Hancun Chen | Method of making a porous green form and oxygen transport membrane |
| US6555036B1 (en) | 2001-10-26 | 2003-04-29 | Corning Incorporated | Control of combustibles during firing |
| US6736875B2 (en) | 2001-12-13 | 2004-05-18 | Corning Incorporated | Composite cordierite filters |
| JP2003277162A (ja) * | 2002-01-21 | 2003-10-02 | Ngk Insulators Ltd | 多孔質ハニカム構造体、その用途及びその製造方法 |
| JP2003212672A (ja) * | 2002-01-21 | 2003-07-30 | Ngk Insulators Ltd | 多孔質セラミックス構造体の製造方法 |
| US7429351B2 (en) * | 2002-01-21 | 2008-09-30 | Ngk Insulators, Ltd. | Method for manufacturing a porous ceramic structure |
| JP2003302166A (ja) * | 2002-04-11 | 2003-10-24 | Denso Corp | マイクロ波焼成炉およびマイクロ波焼成方法 |
| JP3489030B1 (ja) * | 2002-04-26 | 2004-01-19 | 勉 福田 | チタン酸アルミニウム系焼結体の製造方法 |
| AU2003279633A1 (en) | 2002-06-26 | 2004-01-19 | Corning Incorporated | Magnesium aluminum silicate structures for dpf applications |
| KR100960769B1 (ko) | 2002-07-31 | 2010-06-01 | 코닝 인코포레이티드 | 알루미늄 티타네이트-계 세라믹 제품 |
| JP4222600B2 (ja) | 2003-01-07 | 2009-02-12 | 日本碍子株式会社 | セラミックハニカム構造体の焼成方法 |
| US7238319B2 (en) | 2003-06-26 | 2007-07-03 | Corning Incorporated | Method for fabricating ceramic articles containing organic compounds |
| PL1698388T3 (pl) * | 2003-12-26 | 2014-03-31 | Ngk Insulators Ltd | Sposób wytwarzania korpusu struktury plastra miodu |
| JP4476896B2 (ja) * | 2005-08-12 | 2010-06-09 | 日本碍子株式会社 | 多孔質セラミックス構造体の製造方法 |
-
2006
- 2006-05-31 JP JP2008514850A patent/JP2008545612A/ja active Pending
- 2006-05-31 CN CN200680024249.XA patent/CN101213156B/zh active Active
- 2006-05-31 EP EP06784527A patent/EP1890983B1/en active Active
- 2006-05-31 WO PCT/US2006/021264 patent/WO2006130759A2/en active Application Filing
- 2006-05-31 US US11/445,024 patent/US7976768B2/en not_active Expired - Fee Related
-
2009
- 2009-06-01 JP JP2009131988A patent/JP5224291B2/ja not_active Expired - Fee Related
- 2009-06-01 JP JP2009131985A patent/JP5366661B2/ja active Active
-
2011
- 2011-04-20 US US13/090,777 patent/US20110195838A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5689844A (en) * | 1979-12-25 | 1981-07-21 | Asahi Glass Co Ltd | Ceramic honeycomb and its production |
| JPH08215522A (ja) * | 1994-12-15 | 1996-08-27 | Matsushita Electric Ind Co Ltd | 排ガスフィルター及びその製造方法 |
| JP2003040687A (ja) * | 2000-06-30 | 2003-02-13 | Ngk Insulators Ltd | ハニカムセラミックス構造体とその製造方法 |
| JP2002145659A (ja) * | 2000-11-08 | 2002-05-22 | Tsutomu Fukuda | チタン酸アルミニウム系焼結体の製造方法 |
| JP2003238271A (ja) * | 2001-12-07 | 2003-08-27 | Ngk Insulators Ltd | 多孔質セラミック体の製造方法 |
| JP2005519834A (ja) * | 2002-03-14 | 2005-07-07 | コーニング インコーポレイテッド | 高温用途のストロンチウム・フェルドスパー・アルミニウム・チタネート |
| WO2005005794A2 (en) * | 2003-06-25 | 2005-01-20 | Corning Incorporated | Cordierite filters with reduced pressure drop |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2008146350A1 (ja) * | 2007-05-25 | 2010-08-12 | イビデン株式会社 | ハニカム構造体及びハニカム構造体の製造方法 |
| JP2010528963A (ja) * | 2007-05-31 | 2010-08-26 | コーニング インコーポレイテッド | 細孔形成体によるチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体 |
| JP2010083738A (ja) * | 2008-10-02 | 2010-04-15 | Hitachi Metals Ltd | チタン酸アルミニウム質セラミックハニカム構造体の製造方法 |
| JP2010111547A (ja) * | 2008-11-07 | 2010-05-20 | Sumitomo Chemical Co Ltd | チタン酸アルミニウム系多孔質焼成体の製造方法 |
| WO2010098348A1 (ja) * | 2009-02-25 | 2010-09-02 | 住友化学株式会社 | チタン酸アルミニウム系セラミックス焼結体の製造方法およびチタン酸アルミニウム系セラミックス焼結体 |
| JP2010195634A (ja) * | 2009-02-25 | 2010-09-09 | Sumitomo Chemical Co Ltd | チタン酸アルミニウム系セラミックス焼結体の製造方法およびチタン酸アルミニウム系セラミックス焼結体 |
| JP2012519138A (ja) * | 2009-02-27 | 2012-08-23 | コーニング インコーポレイテッド | チタン酸アルミニウム含有セラミック形成バッチ材料およびその使用方法 |
| US9272957B2 (en) | 2009-10-01 | 2016-03-01 | Sumitomo Chemical Company, Limited | Process for producing aluminum titanate-based ceramics fired body |
| WO2011040457A1 (ja) * | 2009-10-01 | 2011-04-07 | 住友化学株式会社 | チタン酸アルミニウム系セラミックス焼成体の製造方法 |
| JP2011073945A (ja) * | 2009-10-01 | 2011-04-14 | Sumitomo Chemical Co Ltd | チタン酸アルミニウム系セラミックス焼成体の製造方法 |
| JP2013512172A (ja) * | 2009-11-24 | 2013-04-11 | コーニング インコーポレイテッド | チタン酸アルミニウム含有セラミック形成バッチ材料およびその使用方法 |
| JP2011207744A (ja) * | 2010-03-08 | 2011-10-20 | Sumitomo Chemical Co Ltd | 多孔質チタン酸アルミニウムマグネシウムの製造方法および多孔質チタン酸アルミニウムマグネシウム |
| JP2012091350A (ja) * | 2010-10-25 | 2012-05-17 | Sumitomo Chemical Co Ltd | グリーンハニカム成形体、グリーンハニカム成形体の製造方法、及び、ハニカム構造体の製造方法 |
| JP2014516000A (ja) * | 2011-06-01 | 2014-07-07 | サントル ドゥ ルシェルシュ ドゥ ランデュストリー ベルジュ ドゥ ラ セラミック | セラミック粒子混合物および該混合物からセラミック部品を製造する方法 |
| JP2015535520A (ja) * | 2012-11-21 | 2015-12-14 | コーニング インコーポレイテッド | コージエライト体を焼成する方法 |
| JP2016513615A (ja) * | 2013-03-08 | 2016-05-16 | コーニング インコーポレイテッド | セラミックの高速焼成方法 |
| JP2018184342A (ja) * | 2013-03-08 | 2018-11-22 | コーニング インコーポレイテッド | セラミックの高速焼成方法 |
| JP2015218107A (ja) * | 2014-05-19 | 2015-12-07 | ゼネラル・エレクトリック・カンパニイ | セラミック物品を形成するための方法及び組成物 |
| WO2020202851A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社デンソー | 排ガス浄化フィルタ |
| JP2020163336A (ja) * | 2019-03-29 | 2020-10-08 | 株式会社Soken | 排ガス浄化フィルタ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5366661B2 (ja) | 2013-12-11 |
| JP2009227580A (ja) | 2009-10-08 |
| US7976768B2 (en) | 2011-07-12 |
| US20070006561A1 (en) | 2007-01-11 |
| CN101213156A (zh) | 2008-07-02 |
| WO2006130759A3 (en) | 2007-02-15 |
| US20110195838A1 (en) | 2011-08-11 |
| CN101213156B (zh) | 2014-07-16 |
| JP5224291B2 (ja) | 2013-07-03 |
| EP1890983A2 (en) | 2008-02-27 |
| JP2009190968A (ja) | 2009-08-27 |
| WO2006130759A2 (en) | 2006-12-07 |
| EP1890983B1 (en) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5224291B2 (ja) | 細孔形成剤とチタン酸アルミニウムセラミック形成バッチ材料を含有する未焼成体の焼成方法 | |
| JP5502728B2 (ja) | 細孔形成体によるチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体 | |
| JP6625596B2 (ja) | 多孔性セラミック物品およびその製造方法 | |
| JP5379348B2 (ja) | チタン酸アルミニウムベースのセラミック体 | |
| EP1805112B1 (en) | Ceramic body based on aluminum titanate and including a glass phase | |
| KR101154903B1 (ko) | 배기가스 정화 촉매용 하니컴 담체 및 그 제조방법 | |
| US9005517B2 (en) | Single-fire two-step soak method | |
| EP2925702B1 (en) | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same | |
| JPH11100259A (ja) | 焼成時間が実質的に減少したコージエライト体の製造方法 | |
| JP2005534597A (ja) | チタン酸アルミニウムベースのセラミック製品 | |
| ZA200406908B (en) | Strontium feldspar aluminum titanate for high temperature applications | |
| KR20160089501A (ko) | 알루미늄 티타네이트 조성물, 이를 포함하는 세라믹 제품, 및 이의 제조방법 | |
| CN109311761A (zh) | 钛酸铝组合物、钛酸铝制品、及其制造方法 | |
| US11505504B2 (en) | Non-oxide inorganic pore-formers for cordierite ceramic articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090601 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090601 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111011 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120111 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120612 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120907 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130212 |