以下、図面を参照して、本発明の実施の形態を説明する。なお、理解を容易にするために、図面には各構成要素が誇張して示されている。
(第1の実施形態)
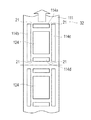
図1は、第1の実施形態に係るバイポーラ電池10を示す斜視図、図2は、バイポーラ電池10の要部を示す断面図、図3(A)は、バイポーラ電極110を示す断面図、図3(B)は、単電池層110aの説明に供する断面図、図4(A)(B)は、充填部20における充填材料114、116の配置の形態を説明するための断面図、図5は、充填部20が隙間部21を含んでいる、第1の実施形態に係るバイポーラ電池10の要部を示す平面図、図6は、隙間部21を閉塞した状態を示す平面図、図7(A)(B)は、バイポーラ電極110と電解質層120とを交互に積層するときにガス30が混入する様子を示す断面図である。図8は、図1に示されるバイポーラ電池10を利用する組電池130を説明するための斜視図、図9は、図8に示される組電池130が搭載されている車両138の概略図である。
第1の実施形態のバイポーラ電池10は、概説すれば、集電体111の一方の面に正極113が形成され他方の面に負極112が形成されたバイポーラ電極110を電解質層120を介在させて複数積層した電池要素100と、隣り合う集電体111同士の間の空間に少なくとも正極113の周囲および負極112の周囲を取り囲むように充填材料114、116を配置した充填部20(図4参照)と、充填部20の一部に設けられ、バイポーラ電極110を積層するときに、充填材料114、116によって囲まれる内部空間31に残留するガス30を内部空間31の外部に排出する排気部32と、を有している。なお、充填材料114、116は、図2に示すバイポーラ電池10の第1シール層115、第2シール層117として構成される。
このバイポーラ電池10を製造するに際しては、まず、バイポーラ電極110と、電解質層120と、充填材料114、116と、を準備する。次いで、充填材料114、116を配置した充填部20の一部に、バイポーラ電極110を積層するときに、充填材料114、116によって囲まれる内部空間31に残留するガス30を内部空間31の外部に排出するための排気部32を形成する。そして、排気部32を介してガス30を外部に排出した後に、排気部32の排気機能を停止する処理を実施する。以下、詳述する。
図1に示すように、バイポーラ電池10は、電池要素100を外装ケース104に収納して構成され、外部からの衝撃や環境劣化が防止されている。
図2および図3(A)を参照して、バイポーラ電極110は、集電体111の一方の面に正極活物質層を設けて正極113が形成され、他方の面に負極活物質層を設けて負極112が形成されている。図3(B)を参照して、隣接する一対の集電体111、111の間に挟まれる、正極113、電解質層120、および負極112により単電池層110aが構成されている。単電池層110aの積層数は、要求される電圧に応じて定められる。
集電体111は、電子を通す一方、イオンを遮断することから、イオン隔壁とも指称される。電解質層120は、イオン透過層とも指称される。図4に示すように、電解質層120は、正極113と負極112とを区分けするポーラス状のセパレータ121に電解質を浸透させた層と、セパレータ121と正極113又は負極112との間でイオンを伝導する電解質の層124、125とを有している。電解質は、例えば、高分子ゲル電解質(ゲルポリマー系電解質)である。
図2を再び参照して、電池要素100の最上位のバイポーラ電極110の上に負極端子プレート102が配置され、最下位のバイポーラ電極110の下に正極端子プレート101が配置されている。端子プレート101、102は、高導電性部材からなり、最外層の電極投影面の全てを、少なくとも覆うように構成されている。したがって、最外層の電流取り出し部は、低抵抗化され、面方向の電流取り出しにおける低抵抗化を図ることにより、電池の高出力化が可能になる。高導電性部材は、例えば、アルミニウム、銅、チタン、ニッケル、ステンレス、これらの合金である。
電池要素100の最上位および最下位は、バイポーラ電極110でなくてもよい。正極活物質層または負極活物質層のみを片面に配置した末端極を積層してもよい。
図4(A)(B)をも参照して、充填部20において、充填材料は、隣り合う集電体111同士の間の空間に少なくとも正極113の周囲および負極112の周囲を取り囲むように配置されている。
図4(A)に示される充填部20は、隣り合う集電体111同士の間の空間を電解質層120によって2つに区画し、区画されたそれぞれの空間に充填材料114、116を配置した形態を有している。電解質層120と集電体111との間の空間において、正極113の周囲を取り囲むように充填材料114が配置され、負極112の周囲を取り囲むように充填材料116が配置されている。したがって、隣り合う集電体111同士の間の空間に、電解質層120を間に挟んで、充填材料114、116が2段にわたって配置されている。
図4(B)に示される充填部20は、隣り合う集電体111同士の間の空間に正極113の周囲、電解質層120の周囲および負極112の周囲のすべてを取り囲むように充填材料118を配置した形態、すなわち、1つの単電池層110aの周囲を取り囲むように充填材料118を配置した形態を有している。
本発明の充填部20においては、充填材料の配置はいずれの形態であってもよく、特に限定されるものではない。
バイポーラ電池10においては、電解質層120に含まれる電解質が染み出すと、単電池層110a同士が電気的に接続されてしまい、電池として十分に機能しなくなる。これを液絡と称する。電解質層120が液体状または半固体のゲル状の電解質を含む場合、液絡が生じることを防止するために、充填材料114、116、118には、電解質の漏れを防止するシール材が用いられる。電解質層120が液絡を生じさせない全固体高分子電解質を含む場合であっても、隣り合う集電体111同士が接触して短絡しないようにする観点から、充填部20が設けられている。この場合における充填材料114、116、118の配置も、図4(A)または(B)に示したいずれの形態であってもよい。
第1の実施形態では、電解質として、高分子ゲル電解質または電解液を用いている。したがって、充填材料114、116にはシール材を用いている。また、充填部20におけるシール材114、116の配置は、図4(A)に示した形態を採用している(図2をも参照)。なお、以下の説明においては、説明の便宜上、正極113の周囲を取り囲むように延長しているシール材を第1シール材114と言い、負極112の周囲を取り囲むように延長しているシール材を第2シール材116と言う。また、第1シール材114によって形成されるシール層を第1シール層115と言い、第2シール材116によって形成されるシール層を第2シール層117と言う。
シール材114、116は、1液性未硬化エポキシ樹脂であるが、特に制限されない。例えば、その他の熱硬化型樹脂(ポリプロピレンやポリエチレン等)や、熱可塑型樹脂を適用することが可能である。使用環境下において良好なシール効果を発揮するものを、用途に応じて適宜選択することが好ましい。
図7(A)(B)に、バイポーラ電極110と電解質層120とを交互に積層するときに、泡状の空気であるガス30が混入する状態が示される。図7(A)は、充填材料114、116が電極の厚さよりも厚いために、バイポーラ電極110の上に電解質層120を積層したときに、充填材料114、116の近傍にガス30が混入した状態を示している。図7(B)は、図7(A)に示される電解質層120の上にバイポーラ電極110をさらに積層したときに、上位のバイポーラ電極110と下位の電解質層120との間にガス30が混入した状態を示している。
前述したように、混入したガス30が気泡となって残ると電池の出力低下の要因にもなることから、積層時にセパレータ121をしごく等する気泡除去作業を行っている。このような煩雑な作業をなくし、バイポーラ電池10の製造の簡素化を実現するためには、バイポーラ電極110を積層するときのガス30の残留を抑制することが重要である。
そこで、本発明のバイポーラ電池10にあっては、充填部20の一部に排気部32を設け、バイポーラ電極110を積層するときに、充填材料114、116によって囲まれる内部空間31に残留するガス30を内部空間31の外部に排出している。排気部32を設ける位置、大きさ、個数などは、排気機能を十分に達成する範囲で、適宜選択可能である。
図5および図6を参照して、第1の実施形態の充填部20は、バイポーラ電極110を積層するときには内部空間31と外部とを連通するとともにバイポーラ電極110を積層した方向(以下、「積層方向」とも言う)に充填部20を押圧することによって閉塞される隙間部21を含んでいる。そして、第1の実施形態の排気部32は、上記の隙間部21から構成されている。排気部32の排気機能は、充填部20が押圧されて、隙間部21が閉塞されることによって停止する。
バイポーラ電極110と電解質層120とを交互に積層するときに空気が泡状となったガス30が混入しても(図7(A)(B)参照)、内部空間31に残留するガス30は、隙間部21からなる排気部32を通って内部空間31の外部に排出される。充填部20を積層方向に押圧して隙間部21が閉塞されるまでの間に、内部空間31に残留するガス30の排気がさらに促進される。隙間部21が閉塞されるまで充填部20を積層方向に押圧すると(図6)、排気部32の排気機能が停止される。
このように、排気部32の排気機能によって、バイポーラ電極110を積層するときのガス30の残留を抑制でき、積層時にセパレータ121をしごく等する気泡除去作業が不要になる。煩雑な作業がなくなることを通して、バイポーラ電池10の製造の簡素化に寄与することができる。
バイポーラ電池10の構成は、特に説明したものを除き、一般的なリチウムイオン二次電池に用いられている公知の材料を用いればよく、特に限定されるものではない。以下に、このバイポーラ電池10に使用することのできる集電体111、負極活物質層、正極活物質層、セパレータ121等について参考までに説明する。
集電体111は、例えば、ステンレススチール箔である。しかし、これに特に限定されず、アルミニウム箔、ニッケルとアルミニウムのクラッド材、銅とアルミニウムのクラッド材、あるいはこれらの金属の組み合わせのめっき材を、利用することも可能である。
負極112の負極活物質は、例えば、ハードカーボン(難黒鉛化炭素材料)である。しかし、これに特に限定されず、黒鉛系炭素材料や、リチウム−遷移金属複合酸化物を利用することも可能である。特に、カーボンおよびリチウム−遷移金属複合酸化物からなる負極活物質は、容量および出力特性の観点から好ましい。
正極113の正極活物質は、例えば、LiMn2O4である。しかし、これに特に限定されない。なお、容量および出力特性の観点から、リチウム−遷移金属複合酸化物を適用することが好ましい。
正極113および負極112の厚さは、特に限定されず、電池の使用目的(例えば、出力重視、エネルギー重視)や、イオン伝導性を考慮して設定される。
第1および第2シール層115、117を構成するシール材114、116は、例えば、1液性未硬化エポキシ樹脂である。しかし、これに特に限定されず、その他の熱硬化型樹脂(ポリプロピレンやポリエチレン等)や、熱可塑型樹脂を適用することも可能である。なお、使用環境下において良好なシール効果を発揮するものを、用途に応じて適宜選択することが好ましい。
電解質層120の一部であるセパレータ121の素材は、例えば、電解質を浸透し得る通気性を有するポーラス状のPE(ポリエチレン)である。しかし、これに特に限定されず、PP(ポリプロピレン)などの他のポリオレフィン、PP/PE/PPの3層構造をした積層体、ポリアミド、ポリイミド、アラミド、不織布を、利用することも可能である。不織布は、例えば、綿、レーヨン、アセテート、ナイロン、ポリエステルである。
電解質のホストポリマーは、例えば、HFP(ヘキサフルオロプロピレン)コポリマーを10%含むPVDF−HFP(ポリフッ化ビニリデンとヘキサフルオロプロピレンの共重合体)である。しかし、これに特に限定されず、その他のリチウムイオン伝導性を持たない高分子や、イオン伝導性を有する高分子(固体高分子電解質)を適用することも可能である。その他のリチウムイオン伝導性を持たない高分子は、例えば、PAN(ポリアクリロニトリル)、PMMA(ポリメチルメタクリレート)である。イオン伝導性を有する高分子は、例えば、PEO(ポリエチレンオキシド)やPPO(ポリプロピレンオキシド)である。
ホストポリマーに保持される電解液は、例えば、PC(プロピレンカーボネート)およびEC(エチレンカーボネート)からなる有機溶媒、支持塩としてのリチウム塩(LiPF6)を含んでいる。有機溶媒は、PCおよびECに特に限定されず、その他の環状カーボネート類、ジメチルカーボネート等の鎖状カーボネート類、テトラヒドロフラン等のエーテル類を適用することが可能である。リチウム塩は、LiPF6に特に限定されず、その他の無機酸陰イオン塩、LiCF3SO3等の有機酸陰イオン塩を、適用することが可能である。
図1および図2に示したように、バイポーラ電池10は、単電池層110aの積層体(電池要素100に相当する)の形態で、外装ケース104に収容されており、外部からの衝撃や環境劣化が防止されている。積層体100の最外層に位置する集電体111には、高導電性部材からなる端子リード101、102が接続されている。高導電性部材は、例えば、アルミニウム、銅、チタン、ニッケル、ステンレス、これらの合金である。
端子プレート101、102は、外装ケース104の外部に延長しており、積層体100から電流を引き出すための電極タブを兼用している。なお、独立した別体の電極タブを配置し、直接的あるいはリードを利用して、端子プレート101、102と接続することにより、積層体100から電流を引き出すことも可能である。
外装ケース104は、軽量化および熱伝導性の観点から、アルミニウム、ステンレス、ニッケル、銅などの金属(合金を含む)をポリプロピレンフィルム等の絶縁体で被覆した高分子−金属複合ラミネートフィルムなどのシート材からなり、その外周部の一部または全部が、熱融着により接合さることで形成される。
図8を参照して、バイポーラ電池10は、単独で使用することが可能であるが、例えば、組電池130の形態で利用することが可能である。組電池130は、バイポーラ電池10を直列化および/又は並列化し、複数接続して構成されており、導電バー132、134を有する。導電バー132、134は、バイポーラ電池10の内部から延長する端子プレート101、102に接続されている。
バイポーラ電池10を接続して構成する際に、適宜、直列あるいは並列化することで、容量および電圧を自由に調整することができる。接続方法は、例えば、超音波溶接、熱溶接、レーザ溶接、リベット、かしめ、電子ビームである。
図9を参照して、組電池130自体を、直列化および/又は並列化し、複数接続することで組電池モジュール(大型の組電池)136として提供することも可能である。
組電池モジュール136は、大出力を確保し得るため、例えば、車両138のモータ駆動用電源として搭載することが可能である。車両は、例えば、電気自動車、ハイブリッド電気自動車、電車である。
組電池モジュール136は、例えば、内蔵するバイポーラ電池10毎あるいは組電池130毎の充電制御を行うなど、非常にきめ細かい制御ができるため、1回の充電あたりの走行距離の延長、車載電池としての寿命の長期化などの性能の向上を図ることが可能である。
次に、第1の実施形態のバイポーラ電池10の製造方法について説明する。
図10は、第1の実施形態に係るバイポーラ電池10の製造方法を説明するための全体工程図である。
第1の実施形態に係るバイポーラ電池10の製造方法は、バイポーラ電極110、電解質層120、充填材料としてのシール材114、116、およびセパレータ121が配置されたサブアッシーユニットとしての集成体108(後述する図18を参照)を形成するための集成体形成工程、集成体108(サブアッシーユニット)が積層されアッシーユニットとしての一体化された積層体100(接合体)を形成するための接合体形成工程、および、アッシーユニットとしての一体化された積層体100を外装ケース104に収容するためのケーシング工程を有する。
図11は、図10に示される集成体形成工程を説明するための工程図、図12は、図11に示される電極形成工程を説明するための平面図、図13は、図11に示される電極形成工程を説明するための断面図、図14は、図11に示される電解質配置工程を説明するための断面図、図15は、図11に示されるシール材配置(排気部形成)工程において用いられ、充填材料としてのシール材114、116を塗布する塗布装置40を示す斜視図、図16は、図11に示されるシール材配置(排気部形成)工程を説明するための平面図、図17は、図11に示されるシール材配置(排気部形成)工程を説明するための断面図、図18は、図11に示されるセパレータ配置工程を説明するための断面図である。
集成体形成工程は、電極形成工程、電解質配置工程、シール材配置(排気部形成)工程、およびセパレータ配置工程を有する。
電極形成工程においては、まず、正極スラリーが、調整される。正極スラリーは、例えば、正極活物質[85重量%]、導電助剤[5重量%]およびバインダ[10重量%]を有し、粘度調整溶媒を添加することで、所定の粘度にされる。正極活物質は、LiMn2O4である。導電助剤は、アセチレンブラックである。バインダは、PVDF(ポリフッ化ビニリデン)である。粘度調整溶媒は、NMP(N−メチル−2−ピロリドン)である。正極スラリーは、ステンレススチール箔からなる集電体111の一方の面に塗布される。
導電助剤は、例えば、カーボンブラックやグラファイトを利用することも可能である。バインダおよび粘度調整溶媒は、PVDFおよびNMPに限定されない。
次に、負極スラリーが、調整される。負極スラリーは、例えば、負極活物質[90重量%]およびバインダ[10重量%]を有し、粘度調整溶媒を添加することで、所定の粘度にされる。負極スラリーは、集電体111の他方の面に、塗布される。負極活物質は、ハードカーボンである。バインダおよび粘度調整溶媒は、PVDFおよびNMPである。負極スラリーは、集電体111の他方の面に、塗布される。
正極スラリーの塗膜および負極スラリーの塗膜は、例えば、真空オーブンを利用して、乾燥させられ、正極活物質層からなる正極113および負極活物質層からなる負極112を形成する(図12および図13参照)。この際、NMPは、揮発することで除去される。
正極113および負極112の厚さは、特に限定されず、電池の使用目的(例えば、出力重視、エネルギー重視)や、イオン伝導性を考慮して設定される。
電解質配置工程においては、電解質124、125が、正極113および負極112の電極部にそれぞれ塗布される(図14参照)。
電解質124、125は、例えば、電解液[90重量%]およびホストポリマー[10重量%]を有し、粘度調整溶媒を添加することで、塗布に適した粘度にされている。
電解液は、PC(プロピレンカーボネート)およびEC(エチレンカーボネート)からなる有機溶媒、支持塩としてのリチウム塩(LiPF6)を含んでいる。リチウム塩濃度は、例えば、1Mである。
ホストポリマーは、例えば、HFP(ヘキサフルオロプロピレン)コポリマーを10%含むPVDF−HFP(ポリフッ化ビニリデンとヘキサフルオロプロピレンの共重合体)である。粘度調製溶媒は、DMC(ジメチルカーボネート)である。粘度調製溶媒は、DMCに限定されない。
シール材配置(排気部形成)工程においては、シール材114、116を隙間部21を隔てて塗布し、隙間部21から排気部32を形成する。第1および第2シール材114、116は、正極113および負極112の周囲を不連続に延長しており、第1および第2シール材114、116が配置されていない切欠き状の隙間部21が形成される。第1シール材114の塗布について説明する。第2シール材116も同様に塗布される。
図15を参照して、シール材配置(排気部形成)工程において使用される塗布装置40は、シール材114の塗布および塗布停止が自在な塗布ヘッド41、42、43を有している。この塗布ヘッド41、42、43を集電体111に対して相対的に移動させることによって、異なる方向に塗布されたシール材114同士の間に隙間部21を形成している。塗布装置40には、集電体111を長手方向に連続的に搬送するためのローラなどの図示しない搬送機構も設けられている。
塗布装置40には、集電体111が搬送される長手方向に対して直交する方向に移動自在な第1の塗布ヘッド41と、前記直交する方向の両端に配置された第2と第3の塗布ヘッド42、43と、が配置されている。集電体111を所定位置まで搬送すると、集電体111の搬送を停止し、第1の塗布ヘッド41を移動する。これにより、図16に符号114aで示されるように、前記直交する方向に沿ってシール材114が塗布される。次いで、第1の塗布ヘッド41による塗布を停止し、集電体111の搬送を開始し、第2と第3の塗布ヘッド42、43による塗布を開始する。集電体111を所定距離だけ搬送すると、集電体111の搬送および第2と第3の塗布ヘッド42、43による塗布を停止する。これにより、符号114b、114cで示されるように、長手方向に沿ってシール材114が塗布される。そして再び、第1の塗布ヘッド41を移動する。これにより、図16に符号114dで示されるように、前記直交する方向に沿ってシール材114が塗布される。このようにして、異なる2方向に塗布されたシール材114同士の間の4箇所に隙間部21が形成される。
隙間を空けないようにシール材114を塗布する場合には、コーナ部にシール材114がオーバラップする部分ができてしまい、その分だけ厚さが不均一になり、シール性の低下を招く虞がある。本実施形態では、コーナ部においてシール材114はオーバラップせず、シール性の低下を招く虞はない。
なお、各塗布ヘッド41、42、43の位置を固定し、集電体111の側を2方向に移動することによっても、隙間部21を隔ててシール材114を塗布し、それら隙間部21から排気部32を形成することもできる。
シール材114、116は、集電体111の両面に塗布される。まず、集電体111が露出している正極側外周部かつ正極113の周囲を延長するように、第1シール材114が、配置される(図16参照)。
次に、集電体111が露出している負極側外周部かつ負極112の周囲を延長するように、第2シール材116が、配置される。この際、第2シール材116は、第1シール材114の配置部位と相対するように(重なるように)位置決めされる(図17参照)。第1および第2シール材114、116は、1液性未硬化エポキシ樹脂からなる充填材料である。
シール材116の塗布が終了すれば、長尺の集電体111は、図16に一点鎖線によって示される箇所で裁断される。
なお、シール材配置工程において、第1シール材114の厚みは、正極113および電解質124の合計厚み未満であり、かつ、第2シール材116の厚みは、負極112および電解質125の合計厚み未満であるように、設定されることが好ましい。この場合、セパレータ121が、外周部に位置する第1および第2シール材114、116に接触する前に、電解質124、125が配置される中央部位と接触するため、第1および第2シール材114、116により囲まれた内部に、気泡が残留することが抑制されるためである。
セパレータ配置工程においては、セパレータ121が、集電体111の一方の電極側(例えば、正極側)の面の全てを覆うように配置される(図18参照)。これにより、バイポーラ電極110、電解質124、125、シール材114、116、およびセパレータ121が配置された集成体108(サブアッシーユニット)が形成される。セパレータ121は、ポーラス状のPEである。
集成体108を積層することにより、集電体111と電解質層120との間の空間に、正極113の周囲および負極112の周囲を取り囲むように、充填材料114、116を配置した充填部20が形成される。
図19は、図10に示される接合体形成工程を説明するための工程図、図20は、図19に示される集成体セット工程を説明するための断面図、図21は、図19に示される積層工程およびプレス工程を説明するための概略図、図22は、図19に示されるシール層形成工程を説明するための概略図、図23は、図19に示される界面形成工程を説明するための概略図、図24は、図19に示される初充電工程を説明するための概略図である。
接合体形成工程は、集成体セット工程、積層工程、プレス工程、シール層形成工程、界面形成工程、初充電工程および気泡排出工程を有する。
集成体セット工程においては、マガジン150に、複数の集成体108が順次セットされる(図20参照)。
マガジン150は、集成体108のセットの際の干渉を避けるため、フレーム形状であり、集成体108の外周部の把持自在であるクランプ機構152を有する。
クランプ機構152は、集成体108が互いに接触しないように、積層方向に間隔をあけて配置される。積層方向は、集成体108の面方向に対して垂直な方向である。
クランプ機構152は、例えば、バネからなる弾性部材を有しており、弾性力に基づいて、皺などが生じないように、集成体108に張力を付与した状態で保持自在に構成されている。
積層工程においては、マガジン150が真空処理装置160の内部に配置され、真空下で、集成体108の積層体100が形成される(図21参照)。真空度は、例えば、0.2〜0.5×105Paである。積層工程は、空気排出工程を有し、積層体100を形成する際に、第1および第2シール材114、116によって囲まれる内部空間31に残留していたガス30が、隙間部21を通って内部空間31の外部に排出される。さらに、真空下であるため、電極および電解質層120の積層界面に対する気泡の混入がさらに抑制される。
積層体100の形成方法は、特に限定されず、例えば、受け台に向かってマガジン150を移動させながら、集成体108を把持するクランプ機構152を制御し、受け台に接触するタイミングで、集成体108の把持を順次解消することで、積層体100を形成することが可能である。
真空処理装置160は、真空手段162、プレス手段170および制御部178を有する。
真空手段162は、真空チャンバ163、真空ポンプ164および配管系165を有する。真空チャンバ163は、着脱自在(開放自在)の蓋部と、マガジン150およびプレス手段170が配置される固定式の基部を有する。真空ポンプ164は、例えば、遠心式であり、真空チャンバ163の内部を真空状態にするために使用される。配管系165は、真空ポンプ164と真空チャンバ163と連結するために使用され、リークバルブ(不図示)が配置されている。
プレス手段170は、基部プレート171および基部プレート171に対して近接離間自在に配置されるプレスプレート173を有する。制御部178は、プレスプレート173の移動や押圧力を制御するために使用される。基部プレート171およびプレスプレート173に、シート状の弾性体を配置することも可能である。
プレス工程は、空気排出工程および隙間閉塞工程を有し、積層体100は、真空状態を保持した状態で、プレスプレートおよび基部プレート171によって、バイポーラ電極110を積層した方向に加圧される(図21参照)。この際、積層体100における第1および第2シール材114、116が配置されている充填部20が加圧される。加圧条件は、例えば、1〜2×106Paである。
これにより、加圧初期においては、第1および第2シール材114、116によって囲まれる内部空間31に残留していた空気が、隙間部21を介し、排出される。そして、加圧が進行することにより、隙間部21の近傍に位置する第1および第2シール材114、116が、隙間部21に向かって流動し、隙間部21を被覆することにより、隙間部21を閉塞させるため、排気機能が停止する。つまり、充填部20を押圧して隙間部21を閉塞する処理によって、排気部32の機能を停止する。充填部20の押圧により、第1および第2シール材114、116は、所定の厚みを有することなる。
この場合、充填部20を積層方向に押圧して隙間部21が閉塞されるまでの間に、内部空間31に残留するガス30を、隙間部21を通って内部空間31の外部に排出させることが可能であるため、電極部に気泡が残留することが、さらに抑制される。
したがって、イオン透過および電子の移動ができないデッドスペースの発生が抑制されるため、使用時のイオンの移動は、害されず、電池抵抗は増大しないため、高出力密度を達成することができる。つまり、ガス30の混入が抑制されたバイポーラ電池10が得られるため、使用時におけるイオンの移動は、害されず、電池抵抗は増大しない。
シール層形成工程においては、積層体100がオーブン190に配置され、加熱されることで、積層体100に含まれる第1および第2シール材114、116が熱硬化して、第1および第2シール層115、117を形成する(図22参照)。加熱条件は、例えば、80℃である。積層体100の加熱方法は、オーブンを使用する形態に、特に限定されない。
リチウム二次電池は、水分を嫌うが、第1および第2シール層115、117が樹脂から構成されるため、水分の混入は、避けられない。そのため、プレス工程における第1および第2シール材114、116の前記所定の厚みは、第1および第2シール層115、117の外気に触れる厚さの寸法を極小にして、侵入する水分を減らす見地から設定されている。
第1および第2シール材114、116は、熱可塑性樹脂を適用することも可能である。この場合、第1および第2シール材114、116は、加熱することによって塑性変形し、第1および第2シール層115、117を形成することとなる。
界面形成工程においては、積層体100が、プレス手段180に配置され、加熱下で加圧されることで、積層体100に含まれるセパレータ121に、電解質124、125が浸透させられ、ゲル界面が形成される(図23参照)。加熱温度および加圧条件は、例えば、80℃および1〜2×106Paである。これにより、集成体108が積層され、アッシーユニットとしての一体化された積層体100(接合体)が得られる。
プレス手段180は、基部プレート181、基部プレート181に対して近接離間自在に配置されるプレスプレート183、下部加熱手段185、上部加熱手段187および制御部188を有する。下部加熱手段185および上部加熱手段187は、例えば、抵抗発熱体を有しており、基部プレート181およびプレスプレート183の内部に配置され、基部プレート181およびプレスプレート183の温度を上昇させるために使用される。制御部188は、プレスプレート183の移動や押圧力、下部加熱手段185および上部加熱手段187の温度を制御するために使用される。
下部加熱手段185および上部加熱手段187の一方を省略したり、下部加熱手段185および上部加熱手段187を、基部プレート181およびプレスプレート183の外部に配置したりすることも可能である。基部プレート181およびプレスプレート183に、シート状の弾性体を配置することも可能である。
初充電工程においては、積層体100と電気的に接続された充放電装置192によって、初回充電が行われ、気泡が発生させさられる(図24参照)。初充電条件は、例えば、正極113の塗布重量から概算された容量ベースで、21V−0.5Cで4時間である。
気泡排出工程においては、例えば、ローラを積層体100の表面に押圧することにより、積層体100の中央部に位置する気泡が、外周部に移動させられて取り除かれる。したがって、電池の出力密度を向上させることが可能である。
図10に示したケーシング工程においては、アッシーユニットとしての一体化された積層体100(接合体)が、外装ケース104(図2参照)に収容され、バイポーラ電池10が製造される(図1および図2参照)。外装ケース104は、積層体100を2枚のシート状の外装材の間に配置し、外装材の外周部を、接合することで形成される。外装材は、ポリプロピレンフィルム等の絶縁体で被覆した高分子−金属複合ラミネートフィルムであり、その接合は、熱融着が適用される。
なお、一体化された積層体100を、さらに複数積層した後に、外装ケース104に収容することで、バイポーラ電池10のさらなる大容量および/又は高出力を、図ることも可能である。積層工程およびプレス工程を、大気下で実施したり、シール層形成工程および界面形成工程を真空下で実施したりすることも可能である。
電解質124、125、第1および第2シール材114、116を適宜選択することにより、シール層形成工程および界面形成工程を一体化し、第1および第2シール材114、116の硬化および電解質層120の完成を同時に実施することで、製造工程の短縮を図ることも可能である。シール層形成工程と界面形成工程の間に、積層体100の各層(バイポーラ単電池)の電位をモニタするためのタブ(リード線)を、取り付けるための工程を追加することも可能である。
以上のように、第1の実施形態は、気泡混入が抑制されたバイポーラ電池10およびその製造方法を提供することができる。
なお、高分子ゲル電解質は、ポリマー骨格に電解液を保持した熱可塑型であるため、漏液が防止され、液絡を防ぎ信頼性の高いバイポーラ電池10を構成することが可能である。また、高分子ゲル電解質は、熱可塑型に限定されず、熱硬化型を適用することも可能である。この場合も、加熱下での加圧により、電解質層120を硬化させることで漏液が防止され、液絡を防ぐことが可能である。
プレス工程および界面形成工程における面圧は、1〜2×106Paに限定されず、積層体100の構成材料の強度等の物性を考慮し、適宜設定することが可能である。シール層形成工程における加熱温度は、80℃に限定されず、電解液の耐熱性や、第1シール材114(第1シール層115)および第2シール材116(第2シール層117)の硬化温度などの物性を考慮し、例えば、60℃〜150℃であることが好ましい。
電解質124、125は、ゲルポリマー系に限定されず、電解液系を適用することも可能である。この場合、電解質配置工程において、例えば、マイクロピペットを用いて、電解液が、正極113および負極112の電極部にそれぞれ塗布され、滲み込まされる(図14参照)。
電解液は、PC(プロピレンカーボネート)およびEC(エチレンカーボネート)からなる有機溶媒、支持塩としてのリチウム塩(LiPF6)および少量の界面活性剤を含んでいる。リチウム塩濃度は、例えば、1Mである。
有機溶媒は、PCおよびECに特に限定されず、その他の環状カーボネート類、ジメチルカーボネート等の鎖状カーボネート類、テトラヒドロフラン等のエーテル類を適用することが可能である。リチウム塩は、LiPF6に特に限定されず、その他の無機酸陰イオン塩、LiCF3SO3等の有機酸陰イオン塩を、適用することが可能である。
(第2の実施形態)
図25(A)(B)は、材料溜め22、23が隙間部21に臨んで配置されている、第2の実施形態に係る充填部20を示す平面図である。
第2の実施形態は、隙間部21に供給する材料を蓄えた材料溜め22、23を備える点において、第1の実施形態と相違する。
第2の実施形態では、充填部20は、隙間部21を閉塞するために隙間部21に供給する材料を蓄えた材料溜め22、23が、隙間部21に臨んで配置されている。図25(A)の材料溜め22は、矩形形状を有し、シール材114の塗布端部から若干寸法だけ離れて、隙間部21に向かい合うように配置されている。一方、図25(B)の材料溜め23は、略円形状を有し、シール材114の塗布端部に連続し、隙間部21を形成するように配置されている。いずれの形状の材料溜めにあっても、シール材114の配置量が増加することで、シール材114の流動性が向上する。後者の形状の材料溜めの場合には、隙間部21の幅が一定ではなく、隙間部21の幅が狭くなった部位が存在するため、隙間部21をより容易に閉塞させることが可能である。シール材116についても同様である。材料溜め22、23は、シール材配置(排気部形成)工程において形成される。
プレス工程において充填部20を積層方向に押圧するときに、隙間部21に臨んで配置した材料溜め22、23に蓄えられた材料は、隙間部21に向けて供給され、隙間部21を閉塞する。隙間部21を閉塞することによって排気部32の排気機能が停止する点は第1の実施形態と同様である。
(第3の実施形態)
図26は、充填部20が未硬化部24を含んでいる、第3の実施形態に係るバイポーラ電池10の要部を示す平面図、図27は、第3の実施形態に係る集成体形成工程を説明するための工程図、図28は、第3の実施形態に係る接合体形成工程を説明するための工程図、図29は、誘導加熱によって充填材料114、116を加熱する様子を示す図、図30は、レーザ加熱によって充填材料114、116を加熱する様子を示す図である。
第3の実施形態は、未硬化部24から排気部32を構成した点で、隙間部21から排気部32を構成した第1、第2の実施形態と相違する。
図26を参照して、第3の実施形態の充填材料としてのシール材114、116は熱硬化性を有し、充填部20は、バイポーラ電極110を積層するときには内部空間31と外部とを連通するとともに内部空間31に残留するガス30を内部空間31の外部に排出した後に硬化される未硬化部24を含んでいる。未硬化部24の材料自体や、未硬化部24とセパレータ121との間などには、微小な隙間が存在している。そして、第3の実施形態の排気部32は、上記の未硬化部24から構成されている。排気部32の排気機能は、未硬化部24が硬化されることによって停止する。
熱硬化性の充填材料114、116として、一般的な、エポキシ樹脂を使用することができる。
バイポーラ電極110と電解質層120とを交互に積層するときにガス30が混入しても、内部空間31に残留するガス30は、未硬化部24からなる排気部32に存在する微小な隙間を通って内部空間31の外部に排出される。未硬化部24を硬化させれば、排気部32の排気機能が停止される。
このように、排気部32の排気機能によって、バイポーラ電極110を積層するときのガス30の残留を抑制でき、積層時にセパレータ121をしごく等する気泡除去作業が不要になる。煩雑な作業がなくなることを通して、バイポーラ電池10の製造の簡素化に寄与することができる。
図27を参照して、第3の実施形態に係る集成体形成工程は、電極形成工程、電解質配置工程、シール材配置工程、およびセパレータ配置工程を有する。
シール材配置工程において、正極113および負極112の周囲を連続して延長するように、シール材114、116を隙間なく塗布する。他の工程の手順は、第1の実施形態と同様である。
図28を参照して、第3の実施形態に係る接合体形成工程は、集成体セット工程、積層工程、プレス工程、シール材一部硬化(排気部形成)工程、界面形成工程、初充電工程およびシール層形成工程を有する。
集成体セット工程、および積層工程の手順は、第1の実施形態と同様である。なお、シール材114、116には隙間部21を設けていないので、積層工程において隙間部21を通ってガス30が排出されることはない。
プレス工程は、空気排出工程を有し、積層体100は、真空状態を保持した状態で、プレスプレートおよび基部プレート171によって、バイポーラ電極110を積層した方向に加圧される。
これにより、第1および第2シール材114、116によって囲まれる内部空間31に残留していたガス30が、硬化されていないシール材114、116自体を通って、あるいはシール材114、116と集電体111や電解質層120との間の微小隙間を介し、排出される。
シール材一部硬化(排気部形成)工程において、積層体100を積層方向に加圧しながら、シール材114、116の一部を熱硬化させないで未硬化部24を形成し、未硬化部24から排気部32を形成する。未硬化部24を一部分だけに設定するのは、後工程のシール層形成工程において、排気部32の排気機能を停止するための処理を迅速に行い、気泡を排除した状態を維持するためである。
シール材一部硬化(排気部形成)工程は、空気排出工程をも有し、積層体100を形成する際に、第1および第2シール材114、116によって囲まれる内部空間31に残留していたガス30が、未硬化部24を通って内部空間31の外部に排出され、電極部に気泡が残留することが抑制される。
したがって、第1の実施形態と同様に、イオン透過および電子の移動ができないデッドスペースの発生が抑制されるため、使用時のイオンの移動は、害されず、電池抵抗は増大しないため、高出力密度を達成することができる。つまり、ガス30の混入が抑制されたバイポーラ電池10が得られるため、使用時におけるイオンの移動は、害されず、電池抵抗は増大しない。
界面形成工程、初充電工程の手順は、第1の実施形態と同様である。
シール層形成工程は、空気排出工程をも有し、積層体100を積層方向に加圧しながら未硬化部24のシール材114、116を加熱する。これにより、初期充電により発生したガス30を排気部32を介して外部に排出しつつ、積層体100に含まれる第1および第2シール材114、116が熱硬化して、第1および第2シール層115、117を形成する。第1の実施形態の気泡排出工程、つまり、初期充電後に積層体100の中央部に位置する気泡をローラによりしごいて外周部に移動させる作業を廃止できる。未硬化部24のシール材114、116を熱硬化させる処理によって、排気部32の排気機能を停止する。
第3の実施形態では、初期充電により発生したガス30を排気部32を介して外部に排出した後に、未硬化部24のシール材114、116を熱硬化させる処理を実施している。このため、初期充電により発生したガス30が残留することが、さらに抑制される。したがって、ガス30の混入が一層抑制され、電池の出力密度を向上させたバイポーラ電池10が得られる。
シール材一部硬化(排気部形成)工程およびシール層形成工程においてシール材114、116を加熱する方式は限定されないが、例えば、誘導加熱によって加熱する方式(図29参照)や、レーザ加熱によって加熱する方式(図30参照)を例示できる。また、マイクロウェーブを用いて、熱硬化性樹脂に含まれる水分を加熱して、硬化させる方式でもよい。
図29を参照して、誘導加熱方式にあっては、シール材114、116の位置に対応して配置された誘導加熱コイル51と、誘導加熱コイル51に高周波電流を印加する図示しない高周波電流発生装置とが設けられる。シール材114、116には、熱硬化性樹脂として一般的なエポキシ樹脂に磁性材料を混入させたものが使用される。例えば、一液性熱硬化型接着剤であるプレーンセットAE−300(商品名、味の素ファインテクノ株式会社製)を使用できる。
誘導加熱コイル51に高周波電流を流して変動磁界を発生させると、この変動磁界による誘導渦電流がシール材114、116に発生し、混入した磁性材料が渦電流によってジュール発熱する。これにより、シール材114、116は、加熱されて熱硬化する。誘導加熱によりシール材114、116を集中的に加熱することができるので、周囲の部材の加熱を可及的に抑えることができる。なお、誘導加熱のために混入する磁性材料の含有量や粒度が、シール材114、116の電気絶縁性を阻害することはない。
図30を参照して、レーザ加熱方式にあっては、シール材114、116に向けてレーザを照射するレーザ照射器52と、レーザ照射器52を定められた軌跡に沿って移動する図示しないロボットとが設けられる。シール材114、116には、熱硬化性樹脂として一般的なエポキシ樹脂が使用される。
ロボットによってシール材114、116をトレースしながらレーザ照射器52を移動し、レーザ照射器52から発したレーザ光をシール材114、116に当てる。これにより、シール材114、116は、加熱されて熱硬化する。レーザ加熱によりシール材114、116を集中的に加熱することができるので、周囲の部材の加熱を可及的に抑えることができる。
(第4の実施形態)
図31は、充填部20が軟化部25を含んでいる、第4の実施形態に係るバイポーラ電池10の要部を示す平面図、図32は、第4の実施形態に係る接合体形成工程を説明するための工程図である。
第4の実施形態は、軟化部25から排気部32を構成した点で、隙間部21から排気部32を構成した第1、第2の実施形態、未硬化部24から排気部32を構成した第3の実施形態と相違する。
図31を参照して、第4の実施形態の充填材料としてのシール材114、116は熱可塑性を有し、充填部20は、バイポーラ電極110を積層するときには内部空間31と外部とを連通するとともに内部空間31に残留するガス30を内部空間31の外部に排出した後に硬化される軟化部25を含んでいる。軟化部25の材料自体や、軟化部25とセパレータ121との間などには、微小な隙間が存在している。そして、第4の実施形態の排気部32は、上記の軟化部25から構成されている。排気部32の排気機能は、軟化部25が硬化されることによって停止する。
熱可塑性の充填材料114、116として、一般的な、シリコーン系樹脂、ウレタン系樹脂、アクリロニトリルブタジエンスチレン樹脂(ABS樹脂)を使用することができる。
バイポーラ電極110と電解質層120とを交互に積層するときにガス30が混入しても、内部空間31に残留するガス30は、軟化部25からなる排気部32に存在する微小な隙間を通って内部空間31の外部に排出される。軟化部25を硬化させれば、排気部32の排気機能が停止される。
このように、排気部32の排気機能によって、バイポーラ電極110を積層するときのガス30の残留を抑制でき、積層時にセパレータ121をしごく等する気泡除去作業が不要になる。煩雑な作業がなくなることを通して、バイポーラ電池10の製造の簡素化に寄与することができる。
第4の実施形態に係る集成体形成工程は、第3の実施形態と同様に、電極形成工程、電解質配置工程、シール材配置工程、およびセパレータ配置工程を有する(図27参照)。
シール材配置工程において、正極113および負極112の周囲を連続して延長するように、シール材114、116を隙間なく塗布する。
図32を参照して、第4の実施形態に係る接合体形成工程は、集成体セット工程、積層工程、プレス工程、シール材一部軟化(排気部形成)工程、界面形成工程、初充電工程およびシール層形成工程を有する。
集成体セット工程、および積層工程の手順は、第1の実施形態と同様である。なお、シール材114、116には隙間部21を設けていないので、積層工程において隙間部21を通ってガス30が排出されることはない。
プレス工程は、空気排出工程を有し、積層体100は、真空状態を保持した状態で、プレスプレートおよび基部プレート171によって、バイポーラ電極110を積層した方向に加圧される。
これにより、第1および第2シール材114、116によって囲まれる内部空間31に残留していたガス30が、硬化されていないシール材114、116自体を通って、あるいはシール材114、116と集電体111や電解質層120との間の微小隙間を介し、排出される。
シール材一部軟化(排気部形成)工程において、積層体100を積層方向に加圧しながら、まず、シール材114、116の全体を硬化温度で硬化させる。その後、シール材114、116の一部を軟化温度まで加熱し、軟化させて軟化部25を形成し、軟化部25から排気部32を形成する。軟化部25を一部分だけに設定するのは、後工程のシール層形成工程において、排気部32の排気機能を停止するための処理を迅速に行い、気泡を排除した状態を維持するためである。
シール材一部硬化(排気部形成)工程は、空気排出工程をも有し、積層体100を形成する際に、第1および第2シール材114、116によって囲まれる内部空間31に残留していたガス30が、軟化部25を通って内部空間31の外部に排出され、電極部に気泡が残留することが抑制される。
したがって、第1の実施形態と同様に、イオン透過および電子の移動ができないデッドスペースの発生が抑制されるため、使用時のイオンの移動は、害されず、電池抵抗は増大しないため、高出力密度を達成することができる。つまり、ガス30の混入が抑制されたバイポーラ電池10が得られるため、使用時におけるイオンの移動は、害されず、電池抵抗は増大しない。
界面形成工程、初充電工程の手順は、第1の実施形態と同様である。
シール層形成工程は、空気排出工程をも有し、積層体100を積層方向に加圧しながら軟化部25のシール材114、116を硬化温度にて再度硬化する。これにより、初期充電により発生したガス30を排気部32を介して外部に排出しつつ、積層体100に含まれる第1および第2シール材114、116が硬化して、第1および第2シール層115、117を形成する。第1の実施形態の気泡排出工程、つまり、初期充電後に積層体100の中央部に位置する気泡をローラによりしごいて外周部に移動させる作業を廃止できる。軟化部25のシール材114、116を硬化させる処理によって、排気部32の排気機能を停止する。
第4の実施形態では、初期充電により発生したガス30を排気部32を介して外部に排出した後に、軟化部25のシール材114、116を硬化させる処理を実施している。このため、第3の実施形態と同様に、初期充電により発生したガス30が残留することが、さらに抑制される。したがって、ガス30の混入が一層抑制され、電池の出力密度を向上させたバイポーラ電池10が得られる。
シール材一部軟化(排気部形成)工程およびシール層形成工程においてシール材114、116を加熱する方式は限定されないが、上述した、誘導加熱によって加熱する方式(図29参照)や、レーザ加熱によって加熱する方式(図30参照)を例示できる。これらの方式によれば、シール材114、116を集中的に加熱することができるので、周囲の部材の加熱を可及的に抑えることができる。また、マイクロウェーブを用いて、熱可塑性樹脂に含まれる水分を加熱して、軟化させる方式でもよい。
図33は、第4の実施形態の改変例に係るバイポーラ電池10の要部を示す平面図である。
第4の実施形態では、シール材114、116の全体を熱可塑性樹脂あるいは熱可塑性接着剤から形成し、シール材114、116を部分的に加熱することにより、その部位を軟化部25にして排気部32としたが、本発明はこの場合に限定されるものではない。
図33に示すように、排気部32を形成する部位のみに熱可塑性樹脂114aを塗布し、その他の部位には熱硬化性樹脂114bを塗布しておき、熱可塑性樹脂114aを塗布した部位のみを加熱することにより、その部位を軟化部25にして排気部32としてもよい。
(第5の実施形態)
図34(A)は、充填部20が隙間部221を含んでいる、第5の実施形態に係るバイポーラ電池10の要部を示す平面図、図34(B)は、図34(A)の34B−34B線に沿う断面図である。図35は、排気部32の位置を概念的に示す図である。図36は、第5の実施形態における集成体形成工程を説明するための工程図、図37は、図36に示される電極形成工程を説明するための平面図、図38は、図36に示される第1シール材配置(排気部形成)工程を説明するための平面図、図39は、図36に示される第1シール材配置(排気部形成)工程を説明するための断面図、図40は、図36に示されるセパレータ配置工程を説明するための断面図、図41は、図36に示される第2シール材配置(排気部形成)工程を説明するための断面図である。
図34を参照して、第5の実施形態は、第1の実施形態と同様に、充填部20が隙間部221を含み、この隙間部221から排気部32を構成してある。第5の実施形態は、隙間部221の形状(図34参照)、サブアッシーユニットとしての集成体208の構造(図34、図41参照)の点において、第1の実施形態と相違する。
隙間部221は、バイポーラ電極110を積層するときには内部空間31と外部とを連通するとともにバイポーラ電極110の積層方向に充填部20を押圧することによって閉塞される限りにおいて、適宜の形状を採用することができる。第1の実施形態では、第1シール材114を途中で途切れるように配置し、塗布端部同士の間を、隙間部21としている。第2シール材116についても同様に配置され、塗布端部同士の間を、隙間部21としている。一方、第5の実施形態では、途中で途切れることがないように配置した第1と第2のシール材114、116に、隙間部221を形成してある。すなわち、図34(A)(B)を参照して、第5の実施形態では、途中で途切れることがないように配置した第1と第2のシール材114、116の一部に、厚み方向の高さが他の部位よりも低い部位221aを形成し、この高さが低い部位221aを隙間部221としている。
プレス工程において充填部20をバイポーラ電極110の積層方向に押圧することによって、隙間部221が閉塞され、排気部32の排気機能が停止する点は第1の実施形態と同様である。
図35を参照して、第5の実施形態では、集成体208ごとに、位置をずらしながら隙間部221を形成してある。したがって、複数の集成体208を積層したとき、隙間部221から構成される排気部32は、バイポーラ電極110を積層する方向から見て、異なる位置にずらして配置された状態となる。図35では、積層されている複数の集成体208のうち、最上位の集成体208における排気部32の位置を2点鎖線により囲まれる領域209aによって示し、1つ下位側の集成体208における排気部32の位置を2点鎖線により囲まれる領域209bによって示し、以下順に、下位側の集成体208における排気部32の位置を2点鎖線により囲まれる領域209c、209d、209eによって示してある。図35には、理解の容易のために5個の集成体208を積層したときの排気部32の位置のみを概念的に示してある。実際に使用されるバイポーラ電池はより多数の集成体208を積層している。したがって、排気部32は、バイポーラ電極110を積層する方向から見て、矩形枠形状に均等に散らばって配置された状態となる。
複数の隙間部221は、バイポーラ電極110の積層方向から見て、一箇所に集中して存在することがなく、矩形枠形状に均等に散らばって配置された状態となる。このため、積層した集成体208をバイポーラ電極110の積層方向に押圧するとき、それぞれの充填部20をより均等に押圧することができる。したがって、それぞれの集成体208における隙間部221を確実に閉塞し、排気部32の排気機能をより確実に停止することができる。さらに、アッシーユニットとしての積層体100の厚さも均等になる。
なお、図34(B)に示される1つの集成体208においては、第1シール材114に設けた隙間部221と、第2シール材116に設けた隙間部221とが、バイポーラ電極110の積層方向から見て同じ位置に存在している。1つの集成体208において、第1シール材114の隙間部221と、第2シール材116の隙間部221とを、位置をずらして設けることもできる。
第5の実施形態に係るバイポーラ電池10の製造方法は、第1の実施形態と同様に、集成体形成工程、接合体形成工程、および、ケーシング工程を有する(図10参照)。
図36を参照して、第5の実施形態に係る集成体形成工程は、電極形成工程、電解質配置工程、第1シール材配置(排気部形成)工程、セパレータ配置工程および第2シール材配置(排気部形成)工程を有する。
第5の実施形態では、予め矩形形状に切断した集電体111を用いており、この点で、長尺の集電体111を用いている第1の実施形態と相違している。
電極形成工程の手順は、図37に示される矩形形状の集電体111を用いる点を除いて、第1の実施形態と同様である(図13参照)。
電解質配置工程において、電解質124、125を塗布するには、まず、正極113および負極112が形成された集電体111の一方面である負極112側を上面として載置台に設置し、負極112に電解質125を塗布する。この後、塗布された電解質125の上に保護フィルムを貼り付け、バイポーラ電極110の表裏を反転させる。保護フィルムを設けることにより、バイポーラ電極110を反転しても、電解質が塗布された面を下面として載置台に設置することができる。この保護フィルムは、ポリエチレンなどの樹脂により作製される。この後、上面となった他方面の正極113にも電解質124を塗布する。電解質124、125の材料などは、第1の実施形態と同様である(図14参照)。
第1シール材配置(排気部形成)工程においては、集電体111が露出している正極側外周部かつ正極113の周囲を延長するように、充填材料としての第1シール材114が、付与される(図38、図39を参照)。第1シール材114の付与は、例えば、ディスペンサを用いる塗布が適用される。第1シール材114の付与の途中において、塗布量を減らすことによって、第1シール材114の一部に、厚み方向の高さが他の部位よりも低い部位221aを形成する。この高さが低い部位221aが隙間部221になる(図34(B)参照)。
セパレータ配置工程においては、セパレータ121が、集電体111の正極側の面の全てを覆うように配置する(図40を参照)。これにより、セパレータ121が、電解質124および第1シール材114に重ねられる。セパレータ121は、ポーラス状のPEである。
第2シール材配置(排気部形成)工程においては、セパレータ配置工程において配置されたセパレータ121の第1シール材114と接する側と反対側に、充填材料としての第2シール材116が付与される(図41参照)。この際、第2シール材116は、第1シール材114の付与部位と相対するように(重なるように)位置決めされる。第2シール材116の付与は、例えば、ディスペンサを用いる塗布が適用される。第2シール材116の付与の途中において、塗布量を減らすことによって、第2シール材116の一部に、厚み方向の高さが他の部位よりも低い部位221aを形成する。この高さが低い部位221aが隙間部221になる(図34(B)参照)。
これにより、バイポーラ電極110の一方には電解質125が設けられ、他方には電解質124、第1、第2シール材114、116およびセパレータ121が配置された集成体208(サブアッシーユニット)が形成される。
他の集成体208を形成するときには、隙間部221を形成する位置をずらす(図35参照)。第1と第2のシール材114、116の付与の途中において、塗布量を減らすタイミングを制御することにより、隙間部221を所望の位置にずらすことができる。
第5の実施形態に係る接合体形成工程は、第1の実施形態と同様に、集成体セット工程、積層工程、プレス工程、シール層形成工程、界面形成工程、初充電工程および気泡排出工程を有する(図19を参照)。第5の実施形態は、集成体セット工程が第1の実施形態と若干異なり、他の工程は第1の実施形態と同じである。したがって、以下では集成体セット工程のみを説明する。
図42は、第5の実施形態に係る集成体セット工程を説明するための断面図である。
第5の実施形態に集成体セット工程においては、図42に示すマガジン150に、複数の集成体208が順次セットされる。この際には、集成体208から保護フィルムが取り除かれる。なお、最上部の集成体208Aは、バイポーラ電極110に第1シール材114のみが設けられ、最下部の集成体208Bは、集成体208の構成に加えて負極112側にもシール材が設けられる。また、集成体208Aの上には端子プレート102が配置され、集成体208Bの下には端子プレート101が配置される。マガジン150やクランプ機構152の構成は第1の実施形態と同じである。
排気部32をバイポーラ電極110を積層する方向から見て異なる位置にずらして配置する点は、排気部32を隙間部221から構成する場合に限定されるものではない。未硬化部24から構成される排気部32(第3の実施形態)、軟化部25から構成される排気部32(第4の実施形態)の場合にも、同様に適用できる。排気部32をずらして配置することにより、それぞれの充填部20をより均等に押圧することができ、アッシーユニットとしての積層体100の厚さを均等にできる。
(第6の実施形態)
図43(A)は、充填部20がホットメルト接着部301を含んでいる、第6の実施形態に係るバイポーラ電池10の要部を示す平面図、図43(B)は、図43(A)の43B−43Bに沿う断面図である。図44は、第6の実施形態における集成体形成工程を説明するための工程図、図45(A)は、図44に示される集電体前処理(排気部形成)工程を説明するための平面図、図45(B)は、図45(A)の45B−45B線に沿う断面図、図46(A)は、図44に示される電極形成工程を説明するための平面図、図46(B)は、図46(A)の46B−46B線に沿う断面図、図47(A)は、図44に示される電解質配置工程を説明するための平面図、図47(B)は、図47(A)の47B−47B線に沿う断面図、図48(A)は、図44に示される第1シール材配置工程を説明するための平面図、図48(B)は、図48(A)の48B−48B線に沿う断面図、図49(A)は、図44に示されるセパレータ配置工程を説明するための平面図、図49(B)は、図49(A)の49B−49B線に沿う断面図、図50(A)は、図44に示されるホットメルト接着剤配置(排気部形成)工程を説明するための平面図、図50(B)は、図50(A)の50B−50B線に沿う断面図である。図43(A)は、図44に示される第2シール材配置工程を説明するための図でもある。
第6の実施形態は、ホットメルト接着部301から排気部32を構成した点で、第1〜第5の実施形態と相違する。
図43(A)(B)を参照して、第6の実施形態の充填材料は接着処理の前には粘着性のないホットメルト接着機能を有し、充填部20は、バイポーラ電極110を積層するときには内部空間31と外部とを連通するとともに内部空間31に残留するガス30を内部空間31の外部に排出した後に硬化されるホットメルト接着部301を含んでいる。ホットメルト接着部301の材料自体や、ホットメルト接着部301とセパレータ121との間などには、微小な隙間が存在している。そして、第6の実施形態の排気部32は、上記のホットメルト接着部301から構成されている。排気部32の排気機能は、ホットメルト接着部301が硬化されることによって停止する。
ホットメルト接着機能を有する充填材料として、一般的なホットメルト接着剤を使用することができる。ホットメルト接着剤は、熱可塑性樹脂を主成分とし、有機溶剤を含まない固形接着剤であり、ポリエステル系、変性オレフィン系など種々ある。ホットメルト接着剤は、加熱溶融して塗布し、冷却により固化し、部材同士の接着処理が完了する。ホットメルト接着剤は、接着処理の前には粘着性を有していない。ホットメルト接着剤、例えば常温硬化性のホットメルト接着剤の軟化温度は、150℃程度である。
第6の実施形態では、充填部20の一部をホットメルト接着部301としている。このため、ホットメルト接着部301を形成する部位にのみホットメルト接着剤304、306を塗布し、他の部位には他の塗布材314、316を塗布している。他の塗布材には、例えば、熱可塑性樹脂あるいは熱可塑性接着剤から形成したシール材を用いることができる。熱可塑性の材料として、一般的な、シリコーン系樹脂、ウレタン系樹脂、アクリロニトリルブタジエンスチレン樹脂(ABS樹脂)を使用することができる。
集電体111には、正極113および負極112を形成する前に、ホットメルト接着剤304を予め塗布している。ホットメルト接着剤304は、図43(B)において集電体111上の右縁に塗布している。シール材314は、ホットメルト接着剤304とともに正極113の周囲を取り囲むように、図43(A)において正極113の上側、左側、および下側に塗布している。シール材316は、ホットメルト接着剤306とともに負極112の周囲を取り囲むことが可能なように、図43(A)において負極112の上側、左側、および下側となる部分に塗布している。
セパレータ121の図中右縁は、ホットメルト接着剤304の上にオーバラップしている。ホットメルト接着剤304、306は接着処理の前には粘着性を有していないことから、ホットメルト接着剤とその上にオーバラップしたセパレータ121との間などには、微小な隙間が存在している。
ホットメルト接着剤304、306は、塗布した後、常温で硬化した状態となる。この状態で、バイポーラ電極110と電解質層120とが積層される。そして、積層した後に実施されるプレス工程において、ホットメルト接着剤304、306が加熱されて溶け、部材同士(集電体111およびセパレータ121、あるいは集電体111同士)を接着する。
基材にホットメルト接着剤を塗布したフィルム状のホットメルト材を使用してもよいが、本実施形態では、ホットメルト接着剤304、306を直接塗布する方式を採用している。フィルム状のホットメルト材は厚さが比較的大きいことから、ホットメルト接着剤304、306を直接塗布することによって、サブアッシーユニットとしての集成体308の厚さ、ひいては、集成体308を積層したアッシーユニットとしての積層体100(接合体)の厚さを小さくするためである。
なお、第6の実施形態の説明においては、説明の便宜上、正極113の周囲を取り囲むように延長するホットメルト接着剤304およびシール材314を、それぞれ、第1ホットメルト接着剤304および第1シール材314と言い、負極112の周囲を取り囲むように延長するホットメルト接着剤306およびシール材316を、それぞれ、第2ホットメルト接着剤306および第2シール材316と言う。また、第1ホットメルト接着剤304および第1シール材314によって形成されるシール層を第1シール層315と言い、第2ホットメルト接着剤306および第2シール材316によって形成されるシール層を第2シール層317と言う。
バイポーラ電極110と電解質層120とを交互に積層するときにガス30が混入しても、内部空間31に残留するガス30は、ホットメルト接着部301からなる排気部32に存在する微小な隙間を通って内部空間31の外部に排出される。ホットメルト接着部301を硬化させれば、排気部32の排気機能が停止される。
このように、排気部32の排気機能によって、バイポーラ電極110を積層するときのガス30の残留を抑制でき、積層時にセパレータ121をしごく等する気泡除去作業が不要になる。煩雑な作業がなくなることを通して、バイポーラ電池10の製造の簡素化に寄与することができる。
第6の実施形態に係るバイポーラ電池10の製造方法は、第5の実施形態と同様に、集成体形成工程、接合体形成工程、および、ケーシング工程を有する。
図44を参照して、第6の実施形態に係る集成体形成工程は、集電体前処理(排気部形成)工程、電極形成工程、電解質配置工程、第1シール材配置工程、セパレータ配置工程、ホットメルト接着剤配置(排気部形成)工程および第2シール材配置工程を有する。
集電体前処理(排気部形成)工程において、集電体111の上に、第1ホットメルト接着剤304を塗布する。第1ホットメルト接着剤304の塗布により、ホットメルト接着部301からなる排気部32が形成される。第1ホットメルト接着剤304は、図45(B)において集電体111の右縁に塗布する。第6の実施形態では、第5の実施形態と同様に、予め矩形形状に切断した集電体111を用いている。その他の手順は、第1の実施形態と同様である。第1ホットメルト接着剤304の付与は、例えば、ディスペンサを用いる塗布が適用される。
電極形成工程は、図46に示すように、第1ホットメルト接着剤304が集電体111の上に予め塗布されている点を除いて、第5の実施形態と同様である。
電解質配置工程は、図47に示すように、第1ホットメルト接着剤304が集電体111の上に予め塗布されている点を除いて、第5の実施形態と同様である。
第1シール材配置工程においては、まず、集電体111が露出している正極側外周部かつ正極113の周囲を延長するように、第1シール材314が、付与される(図48参照)。第1シール材314の付与は、例えば、ディスペンサを用いる塗布が適用される。第1シール材314は、第1ホットメルト接着剤304とともに正極113の周囲を取り囲むように、図48(A)において正極113の上側、左側、および下側に塗布する。
セパレータ配置工程においては、セパレータ121が、集電体111の正極側の面を覆うように配置される(図49参照)。セパレータ121の図中右縁は、第1ホットメルト接着剤304の上にオーバラップしている。これにより、セパレータ121が、電解質124、第1ホットメルト接着剤304および第1シール材314に重ねられる。セパレータ121は、ポーラス状のPEである。
ホットメルト接着剤配置(排気部形成)工程においては、セパレータ配置工程において配置されたセパレータ121の第1シール材314と接する側と反対側に、第2ホットメルト接着剤306が付与される(図50参照)。この際、第2ホットメルト接着剤306は、集電体111上の第1ホットメルト接着剤304の付与部位と相対するように(重なるように)位置決めされる。第2ホットメルト接着剤306の付与は、例えば、ディスペンサを用いる塗布が適用される。第2ホットメルト接着剤306の塗布により、ホットメルト接着部301からなる排気部32が形成される。
第2シール材配置工程においては、セパレータ121の第1シール材314と接する側と反対側に、第2シール材316が付与される(図43参照)。この際、第2シール材316は、第1シール材314の付与部位と相対するように(重なるように)位置決めされる。第2シール材316の付与は、例えば、ディスペンサを用いる塗布が適用される。
これにより、バイポーラ電極110の一方には電解質125が設けられ、他方には電解質124、第1、第2シール材314、316、第1、第2ホットメルト接着剤304、306およびセパレータ121が配置された集成体308(サブアッシーユニット)が形成される。
第6の実施形態に係る接合体形成工程は、第1の実施形態と同様に、集成体セット工程、積層工程、プレス工程、シール層形成工程、界面形成工程、初充電工程および気泡排出工程を有する(図19を参照)。第6の実施形態は、プレス工程およびシール層形成工程が第1の実施形態と若干異なり、他の工程は第1の実施形態と同じである。したがって、以下ではプレス工程およびシール層形成工程のみを説明する。
図51は、第6の実施形態に係るシール層形成工程を説明するための断面図である。
プレス工程は、空気排出工程を有し、積層体100は、真空状態を保持した状態で、プレスプレートおよび基部プレート171によって、バイポーラ電極110を積層した方向に加圧される。
これにより、第1および第2シール材314、316、第1および第2ホットメルト接着剤304、306によって囲まれる内部空間31に残留していたガス30が、ホットメルト接着部301からなる排気部32を介して外部に排出される。すなわち、ガス30は、第1および第2ホットメルト接着剤304、306自体を通って、あるいは第1および第2ホットメルト接着剤304、306と集電体111や電解質層120との間の微小隙間を介し、排出される。
図51を参照して、シール層形成工程は、空気排出工程をも有し、積層体100を積層方向に加圧しながら第1および第2ホットメルト接着剤304、306および第1および第2シール材314、316を加熱する。これにより、内部空間31に残留していたガス30を排気部32を介して外部に排出しつつ、積層体100に含まれる第1および第2ホットメルト接着剤304、306、第1および第2シール材314、316を加熱溶融し、さらに冷却により固化して、第1および第2シール層315、317を形成する。ホットメルト接着部301の第1および第2ホットメルト接着剤304、306を硬化させる処理によって、排気部32の排気機能を停止する。ホットメルト接着部301を一部分だけに設定してあるので、排気部32の排気機能を停止するための処理を迅速に行い、気泡を排除した状態を維持することができる。
このようにして、電極部に気泡が残留することが抑制される。したがって、第1の実施形態と同様に、イオン透過および電子の移動ができないデッドスペースの発生が抑制されるため、使用時のイオンの移動は、害されず、電池抵抗は増大しないため、高出力密度を達成することができる。つまり、ガス30の混入が抑制されたバイポーラ電池10が得られるため、使用時におけるイオンの移動は、害されず、電池抵抗は増大しない。
なお、充填材料としてホットメルト接着剤304、306のみを使用し、充填部20のすべてをホットメルト接着部301とすることもできる。
また、第5の実施形態において説明したように、ホットメルト接着部301から構成される排気部32を、バイポーラ電極110を積層する方向から見て異なる位置にずらして配置してもよい。排気部32をずらして配置することにより、それぞれの充填部20をより均等に押圧することができ、アッシーユニットとしての積層体100の厚さを均等にできるからである。
(第7の実施形態)
図52(A)〜(C)は、第7の実施形態において、内部空間31に残留するガス30を排気部32に向けて移動する様子を示す図、図53(A)(B)は、ガス移動処理を実施するための装置410の概略構成を示す正面図、および要部を示す斜視図である。
第7の実施形態は、内部空間31に残留するガス30を外部に排出し易くするための改変を含んでいる。
図52(A)〜(C)を参照して、第7の実施形態は、内部空間31に残留するガス30を排気部32を介して排出する処理を実施する前に、ローラ部材401、402を押し付けながら移動することによって、内部空間31に残留するガス30を排気部32に向けて移動する処理(ガス移動処理)を実施する工程を含んでいる。
図示例では、充填部20の2箇所に排気部32を設けてある。排気部32の具体的な形態は特に限定されないが、例えば、第1の実施形態において説明した隙間部21から形成してある。この場合、ガス移動処理は、例えば、セパレータ配置工程(図11、図18参照)の後に実施する。ローラ部材401、402は、セパレータ121の側からバイポーラ電極110に向けて押し付けられる。
図53(A)(B)を参照して、ガス移動処理を実施するための装置410は、サブアッシーユニットとしての集成体408を載置するパレット411と、セパレータ121に押し付けられるローラ部材412を備えるローラユニット413と、ローラユニット413を旋回自在な旋回ユニット414と、旋回ユニット414が取り付けられX軸−Y軸の2方向にスライド移動自在なスライドユニット415と、を有する。パレット411を跨ぐように門型のフレーム416が配置され、このフレーム416にスライドユニット415がスライド移動自在に取り付けられている。
パレット411には、図示しない吸引装置に連通する多数の吸引孔が形成されている。吸引孔を介して集成体408を吸引することによって、パレット411上に載置される集成体408を吸着保持する。
ローラユニット413は、ローラ部材412を回転自在に保持するフレーム421と、フレーム421に接続された加圧シリンダ422と、を有する。加圧シリンダ422は圧縮エアなどの流体圧によって作動する流体圧シリンダから構成されている。流体圧シリンダへの供給圧力を制御することによって、セパレータ121に対するローラ部材412の押し付け力を調整する。
旋回ユニット414は、ローラユニット413を縦軸を中心に旋回自在に保持する。旋回ユニット414には、ローラユニット413を旋回するためのサーボモータが内蔵されている。サーボモータの回転動により、ローラユニット413は、ローラ部材412の回転軸がX軸に平行となる位置と、ローラ部材412の回転軸がY軸に平行となる位置とに旋回する。前者の旋回位置ではローラ部材412はY軸方向に移動自在となり、後者の旋回位置ではローラ部材412はX軸方向に移動自在となる。
スライドユニット415は、X軸方向に移動自在なスライダ423と、Y軸方向に移動自在なスライダ424とを有している。それぞれのスライダ423、424には、ボールスクリュー、ガイドレール、駆動モータなどから構成される図示しないスライド機構が設けられている。
図示したローラ部材412の軸方向長さは、当該ローラ部材412を押し付けるべき領域(電解質124の大きさにほぼ等しい)のX軸方向寸法およびY軸方向寸法に比べて小さい。このため、X軸方向にガス30を移動するときには、ローラ部材412を、Y軸方向に位置をずらしながらX軸方向に複数回移動する。また、Y軸方向にガス30を移動するときには、ローラ部材412を、X軸方向に位置をずらしながらY軸方向に複数回移動する。
図52を参照して、第7の実施形態の作用を説明する。なお、理解の容易のために、図52(B)においては軸方向長さが異なる2つのローラ部材401、402を用いてガス移動処理を実施している様子を示してある。
図52(A)に示すように、セパレータ121を配置する際に電解質124との間にガス30が気泡となって混入することがある。
図52(B)に示すように、まず、矢印431によって示されるように、電解質124の図中高さ方向の略中央位置から電解質124の図中下端縁まで、ローラ部材401をセパレータ121に押し付けながら移動する。ローラ部材401をセパレータ121から離反して前記高さ方向の略中央位置まで復帰する。矢印432によって示されるように、前記高さ方向の略中央位置から電解質124の図中上端縁まで、ローラ部材401をセパレータ121に押し付けながら移動する。ローラ部材401をセパレータ121から離反する。次に、矢印433によって示されるように、電解質124の図中幅方向の略中央位置から電解質124の図中左端縁まで、ローラ部材402をセパレータ121に押し付けながら移動する。ローラ部材402をセパレータ121から離反して前記幅方向の略中央位置まで復帰する。矢印434によって示されるように、前記幅方向の略中央位置から電解質124の図中右端縁まで、ローラ部材402をセパレータ121に押し付けながら移動する。ローラ部材402をセパレータ121から離反する。
図52(C)に示すように、ローラ部材401、402の上記の動作により、内部空間31に残留するガス30が排気部32としての隙間部21の手前にまで移動する。
この後、接合体形成工程における積層工程およびプレス工程(図19、図21参照)において、内部空間31に残留していたガス30が、隙間部21を通って内部空間31の外部に排出される。ここに、ガス30が隙間部21の手前にまで既に移動しているので、隙間部21を通してガス30を外部に排出し易くなる。その結果、ガス30の混入を一層抑制したバイポーラ電池10を得ることができ、電池抵抗が増大せず、高出力密度を達成することができる。
なお、ローラ部材401、402の移動方向は、排気部32の位置に応じて変わるものであり、説明した動作に限定されるものではない。
図54は、ガス移動処理を実施するための装置の改変例の要部を示す斜視図である。
ガス移動処理を実施するための装置は、ローラ部材412を1個のみ使用する場合に限定されない。例えば、図54に示すように、ガス移動処理を実施するための装置に、複数個(図示例では4個)のローラ部材441、442、443、444を設けてもよい。それぞれのローラ部材441〜444は、異なる方向に移動することによって、内部空間31に残留するガス30を排気部32に向けて移動する。この改変例では、ガス30を移動させる方向ごとにローラ部材441〜444を設けているので、ガス移動処理に要する時間の短縮化を図ることができる。
(第8の実施形態)
図55(A)〜(C)は、第8の実施形態において、内部空間31に残留するガス30を中央部に向けて移動し、集約している様子を示す図、図56は、内部空間31に残留するガス30を、セパレータ121を通して、吸引部材550によって吸引している様子を示す断面図である。
第8の実施形態は、内部空間31に残留するガス30を、セパレータ121が備える通気性を利用して、外部に排出するための改変を含んでいる。
第8の実施形態は、内部空間31に残留するガス30を排気部32を介して排出する処理を実施する前に、内部空間31に残留するガス30をセパレータ121を通して排出する処理を実施する工程を含んでいる。電解質層は、電解質が浸透するポーラス状のセパレータ121を含んでいる。
図55(A)〜(C)を参照して、本実施形態では、内部空間31に残留するガス30をセパレータ121を通して排出する処理を実施する前に、ローラ部材501、502を押し付けながら移動することによって、内部空間31に残留するガス30を集約する処理(ガス集約処理)を実施する工程を含んでいる。そして、図56を参照して、内部空間31に残留するガス30を、セパレータ121を通して、吸引部材550によって吸引することによって排出している(ガス排出処理)。吸引部材550はノズル形状を有している。
図示例では、充填部20の2箇所に排気部32を設けてある。排気部32の具体的な形態は特に限定されないが、例えば、第1の実施形態において説明した隙間部21から形成してある。この場合、ガス集約処理およびガス排出処理は、例えば、セパレータ配置工程(図11、図18参照)の後に実施する。ローラ部材501、502は、セパレータ121の側からバイポーラ電極110に向けて押し付けられる。
ガス集約処理を実施する際には、第7の実施形態において説明したガス移動処理を実施するための装置410が使用される(図53(A)(B)を参照)。
図56を参照して、吸引部材550は、吸引ノズル551から構成されている。吸引ノズル551は、空気吸引チューブ552を介して、図示しない吸引装置に連通している。吸引装置を作動することにより、内部空間31に残留するガス30は、通気性を有するセパレータ121を通って、吸引ノズル551によって吸引される。
図55および図56を参照して、第8の実施形態の作用を説明する。なお、理解の容易のために、図55(B)においては軸方向長さが異なる2つのローラ部材501、502を用いてガス移動処理を実施している様子を示してある。
図55(A)に示すように、セパレータ121を配置する際に電解質124との間にガス30が気泡となって混入することがある。
図55(B)に示すように、まず、矢印531によって示されるように、電解質124の図中下端縁から電解質124の図中高さ方向の略中央位置まで、ローラ部材501をセパレータ121に押し付けながら移動する。ローラ部材501をセパレータ121から離反して図中上端縁まで移動する。矢印532によって示されるように、電解質124の図中上端縁から前記高さ方向の略中央位置まで、ローラ部材501をセパレータ121に押し付けながら移動する。ローラ部材501をセパレータ121から離反する。次に、矢印533によって示されるように、電解質124の図中右端縁から電解質124の図中幅方向の略中央位置まで、ローラ部材502をセパレータ121に押し付けながら移動する。ローラ部材502をセパレータ121から離反して図中左端縁まで移動する。矢印534によって示されるように、電解質124の図中左端縁から前記幅方向の略中央位置まで、ローラ部材502をセパレータ121に押し付けながら移動する。ローラ部材502をセパレータ121から離反する。
図55(C)に示すように、ローラ部材501、502の上記の動作により、内部空間31に残留するガス30が略中央領域まで移動し、集約される。
次いで、図56に示すように、吸引ノズル551を、集約されたガス30にセパレータ121を介して向かい合う位置に配置する。そして、吸引装置を作動すると、内部空間31に残留するガス30は、通気性を有するセパレータ121を通って、吸引ノズル551によって吸引され、外部に排出される。
この後、接合体形成工程における積層工程およびプレス工程(図19、図21参照)において、内部空間31に残留していたガス30が、隙間部21を通って内部空間31の外部に排出される。ここに、セパレータ121を配置する際に電解質124との間に混入したガス30は吸引ノズル551によって吸引され排出されているので、隙間部21を通して排出されるガス30は、主として、集成体508を積層するときに、上位のバイポーラ電極110と下位の電解質層120との間に混入したガス30となる(図7(B)参照)。隙間部21を通して排出すべきガス30の量が減少することから、内部空間31に残存するガス30の量も可及的に減少する。その結果、ガス30の混入を一層抑制したバイポーラ電池10を得ることができ、電池抵抗が増大せず、高出力密度を達成することができる。
なお、ガス30を集約する際のローラ部材501、502の移動方向は、説明した動作に限定されるものではない。
図57(A)(B)は、内部空間31に残留するガス30を中央部に向けて移動し、集約している他の様子を示す図である。
図57(A)に示すように、複数個(図示例では8個)のローラ部材541〜548を用いて、ガス集約処理を実施してもよい。独立した8個のローラ部材541〜548は、周囲から交互に中央部に向けて転がり、内部空間31に残留するガス30を中央部に集約する。
図57(B)に示すように、ローラ部材501、502の移動は、直線方向に限られるものではない。1個のローラ部材549は、周囲から中央部に向かうようにらせん状に転がり、内部空間31に残留するガス30を中央部に集約する。
図58(A)(B)は、セパレータ121を通してのガス排出処理を実施するための装置510の概略構成を示す正面図、および要部を示す斜視図、図59は、サクションローラ512を示す断面図である。
吸引部材550は、ノズル形状に限られず、ローラ形状を有していてもよい。
図58(A)(B)を参照して、セパレータ121を通してのガス排出処理を実施するための装置510は、サブアッシーユニットとしての集成体508を載置するパレット511と、セパレータ121に押し付けられる吸引部材550としてのサクションローラ512を備えるローラユニット513と、ローラユニット513が取り付けられX軸方向にスライド移動自在なスライドユニット515と、を有する。パレット511を跨ぐように門型のフレーム516が配置され、このフレームにスライドユニット515がスライド移動自在に取り付けられている。
パレット511には、図示しない吸引装置に連通する多数の吸引孔が形成されている。吸引孔を介して集成体508を吸引することによって、パレット511上に載置される集成体508を吸着保持する。
ローラユニット513は、サクションローラ512を回転自在に保持するフレーム521と、フレーム521に接続された加圧シリンダ522と、を有する。加圧シリンダ522は圧縮エアなどの流体圧によって作動する流体圧シリンダから構成されている。流体圧シリンダへの供給圧力を制御することによって、セパレータ121に対するサクションローラ512の押し付け力を調整する。
スライドユニット515は、X軸方向に移動自在なスライダ523を有している。スライダ523には、ボールスクリュー、ガイドレール、駆動モータなどから構成される図示しないスライド機構が設けられている。
サクションローラ512は、図59に示すように、多数の空気孔553が形成された中空ローラから構成されている。サクションローラ512は、ベアリング554を介してフレーム521に回転自在に保持してある。サクションローラ512の内部は、空気吸引チューブ555を介して、図示しない吸引装置に連通している。吸引装置を作動しつつサクションローラ512を移動することにより、内部空間31に残留するガス30は、通気性を有するセパレータ121を通って、サクションローラ512によって吸引される。サクションローラ512を使用する場合には、転がりながらガス30を吸引するので、ガス集約処理を実施しなくてもよい。
セパレータ121を通してガス30を吸引する実施形態について説明したが、セパレータ121を通してガス30を排出する処理は、この場合に限定されるものではない。セパレータ121が備える通気性を利用することにより、次のように改変することもできる。すなわち、セパレータ121の上から押圧力を加えることによって、セパレータ121を通してガス30を排出することができる。さらには、集成体508を放置しておくことによっても、セパレータ121を通してガス30を排出することができる。