JP2008147152A - 電線の端子圧着装置及び電線の端子圧着方法 - Google Patents
電線の端子圧着装置及び電線の端子圧着方法 Download PDFInfo
- Publication number
- JP2008147152A JP2008147152A JP2007072651A JP2007072651A JP2008147152A JP 2008147152 A JP2008147152 A JP 2008147152A JP 2007072651 A JP2007072651 A JP 2007072651A JP 2007072651 A JP2007072651 A JP 2007072651A JP 2008147152 A JP2008147152 A JP 2008147152A
- Authority
- JP
- Japan
- Prior art keywords
- electric wire
- wire
- terminal
- crimping
- hand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
- Y10T29/49185—Assembling terminal to elongated conductor by deforming of terminal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49174—Assembling terminal to elongated conductor
- Y10T29/49181—Assembling terminal to elongated conductor by deforming
- Y10T29/49185—Assembling terminal to elongated conductor by deforming of terminal
- Y10T29/49192—Assembling terminal to elongated conductor by deforming of terminal with insulation removal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5187—Wire working
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5193—Electrical connector or terminal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
- Y10T29/53235—Means to fasten by deformation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53265—Means to assemble electrical device with work-holder for assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/5327—Means to fasten by deforming
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
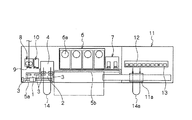
【解決手段】端子圧着装置において、電線14は、両端末が電線搬送ハンド2の2つの電線把持ハンド3により把持されたまま状態で、皮剥ぎ部10から端子圧着部6に移動されると共に、端子圧着用プレス6aによる端子圧着処理が行われる。この端子圧着装置は、端子圧着部6で電線14を搬送する第2の電線搬送ハンド2を備え、電線搬送ハンド2は、複数の端子圧着用プレス6aの一方の側から他方の側に電線14を持ち替えを行うことなく搬送するので、端子圧着用プレス6aの数が増えたり、或いは電線14の搬送速度が高速になっても、電線14の掴み損ねの発生が抑制される。
【選択図】図1
Description
(第1実施形態)
第1実施形態に係る端子圧着装置を、図1乃至図5に基づいて説明する。
○端子圧着装置は、電線14が4台の端子圧着用プレス6aの一番目から最後まで移動する範囲全体にわたって電線14の外側を覆う電線保護カバー20を備える。この構成により、端子圧着部6で電線14及び端子付き電線14aが高速に搬送される際に生じる電線14及び端子付き電線14aの反り上がりを電線保護カバー20により防止することができる。
次に、本発明の第2実施形態に係る電線の端子圧着装置を、図6に基づいて説明する。
次に、本発明の第3実施形態に係る電線の端子圧着装置を、図7に基づいて説明する。
次に、本発明の第4実施形態に係る電線の端子圧着装置を、図8に基づいて説明する。
次に、本発明の第5実施形態に係る電線の自動排出装置を、図9に基づいて説明する。
次に、本発明の第6実施形態に係る電線の端子圧着装置を、図14乃至図18に基づいて説明する。
本発明の第7実施形態に係る電線の端子圧着装置を、図19および図20に基づいて説明する。
本発明の第8実施形態に係る電線の端子圧着装置を、図21乃至23に基づいて説明する。
2:第2の電線搬送ハンド 3:電線把持ハンド
4:掴み替えハンド 5a:第1の搬送動作用アクチュエータ
5b:第2の搬送動作用アクチュエータ 5b´:搬送動作用アクチュエータ
6:端子圧着部 7:端子位置規制部
8:電線計尺部 10:皮剥ぎ部
11:端子挿入部 11a:端子挿入ハンド
12:コネクタ受け治具 13:コネクタハウジング
14:電線 14a:端子付き電線
15:前進用アクチュエータ 30:防水ゴム栓挿入部
18:電線搬送手段
40:画像検査部
302,302,302A,302A…ガイド棒
303,303,303A,303A,303B…アクチュエータ
304,304A…カバー
304a,303b…貫通孔
305,305A…電線ガイド
307…皿状のガイド部材
308…底壁
309,310…側壁
Dy,Dz…隙間
Claims (19)
- 電線の端末へ端子を圧着する電線圧着手段と、
前記電線の端末を把持し搬送する電線搬送手段と、
を備えた電線の端子圧着装置において、
前記電線圧着手段は前記電線の搬送方向に複数、互いに横並びに配置されており、
前記電線搬送手段は、前記複数の電線圧着手段の一方の側から他方の側に前記電線を持ち替えを行うことなく搬送し、かつ前記複数の電線圧着手段のうち任意のもののところで電線の搬送を停止可能であることを特徴とする電線の端子圧着装置。 - 電線を計尺して一定の長さに切断する電線計尺手段と、電線の両端末の被覆の剥ぎ取りを行う皮剥ぎ手段とを有し、
前記電線搬送手段は、前記電線計尺手段から皮剥ぎ手段へ電線を搬送する第1の電線搬送ハンドと、
前記第1の電線搬送ハンドを前記電線計尺手段と皮剥ぎ手段の間で往復動させる第1の駆動手段と、
前記複数の電線圧着手段の一方の側から他方の側へ前記電線を搬送する第2の電線搬送ハンドと、
前記第2の電線搬送ハンドを前記複数の電線圧着手段の一方の側と他方の側との間で往復動させる第2の駆動手段と、を備えることを特徴とする請求項1に記載の電線の端子圧着装置。 - 前記第1の電線搬送ハンド及び第2の電線搬送ハンドには、前記電線の両端末を把持する2つの電線把持ハンドがそれぞれ設けられていることを特徴とする請求項2に記載の電線の端子圧着装置。
- 前記第2の電線搬送ハンドに設けられた前記2つの電線把持ハンドには、該電線把持ハンドを前記電線圧着手段の圧着加工位置へ前記電線の搬送方向に対して垂直方向に移動させる第3の駆動手段がそれぞれ設けられていることを特徴とする請求項3に記載の電線の端子圧着装置。
- 前記皮剥ぎ手段と前記複数の電線圧着手段との間に配置され、被覆が剥ぎ取られた電線を前記第1の電線搬送ハンドから受け取り、前記第2の電線搬送ハンドへ受け渡す掴み替えハンドを備えることを特徴とする請求項2乃至4のいずれか一つに記載の電線の端子圧着装置。
- 少なくとも、前記電線が前記複数の電線圧着手段の一番目から最後まで移動する範囲全体にわたって前記電線の外側を覆う電線保護カバーを備えることを特徴とする請求項1乃至5のいずれか一つに記載の電線の端子圧着装置。
- 前記電線搬送手段は、前記複数の電線圧着手段の前工程から同電線圧着手段の後工程までの間で前記電線を搬送する一つの電線搬送ハンドを備えることを特徴とする請求項1に記載の電線の端子圧着装置。
- 前記第2の電線搬送ハンドの前記2つの電線把持ハンドにより両端末が把持されてループ状になった前記電線の外側にあって、前記2つの電線把持ハンドにより前記両端末が把持された位置から離れた位置で、前記ループ状になった電線の両側或いは片側の位置規制を行う電線振れ止め部と、
前記電線振れ止め部を、前記複数の電線圧着手段の一方の側と他方の側との間で前記電線が搬送される際における前記電線の移動軌跡内に位置する第1位置と、前記移動軌跡から退避した第2位置との間で変位させる振れ止め部駆動手段と、を備えることを特徴とする請求項3又は4に記載の電線の端子圧着装置。 - 前記第2の電線搬送ハンドの内部構造と、前記電線振れ止め部と、前記振れ止め部駆動手段とを保護するカバーを備え、前記電線振れ止め部は、前記第1位置では前記カバーの内側から外側へ突出して前記ループ状になった電線の両側或いは片側の位置規制を行うように構成されていることを特徴とする請求項8に記載の電線の端子圧着装置。
- 前記カバー上に該カバーとの間に隙間を持って配置された電線ガイド部材を備え、前記電線が前記複数の電線圧着手段の一方の側と他方の側との間で搬送される際に、前記電線が前記カバーと前記電線ガイド部材との間の隙間を通るように構成されていることを特徴とする請求項9に記載の電線の端子圧着装置。
- 前記電線振れ止め部は、前記第1位置にあるとき、前記ループ状になった電線の両側或いは片側で前記電線の外側に当接可能なガイド棒であることを特徴とする請求項8乃至10のいずれか一つに記載の電線の端子圧着装置。
- 前記電線振れ止め部は、前記第1位置にあるとき前記ループ状になった前記電線を支持する底壁と、前記ループ状になった電線の両側或いは片側に当接可能な側壁とを有する皿状のガイド部材であることを特徴とする請求項8乃至11のいずれか一つに記載の電線の端子圧着装置。
- 前記皿状のガイド部材の前記底壁上に、前記側壁と協働して前記電線の両側或いは片側の位置規制をする少なくとも一つの内壁が設けられていることを特徴とする請求項12に記載の電線の端子圧着装置。
- 電線の切断と、電線の両端末への端子の圧着とを行う電線の端子圧着方法において、
前記電線の搬送方向に互いに横並びに配置された複数の電線圧着手段の一方の側から他方の側に、前記電線を持ち替えを行うことなく搬送し、
前記複数の電線圧着手段のうち任意のもののところで電線の搬送を停止し、端子の圧着を行う端子圧着工程を有する、ことを特徴とする電線の端子圧着方法。 - 電線を計尺して一定の長さに切断する電線計尺工程と、電線の両端末の被覆の剥ぎ取りを行う皮剥ぎ工程と、電線端末へ端子を圧着する端子圧着工程と、端子付き電線の端子位置を規制する端子位置規制工程と、端子付き電線をコネクタハウジングに挿入する端子挿入工程とを順に行う、ことを特徴とする請求項14に記載の電線の端子圧着方法。
- 前記電線計尺工程から前記皮剥ぎ工程への電線の搬送を第1の電線搬送ハンドにより行い、
前記端子圧着工程での前記電線の搬送を第2の電線搬送ハンドにより行う、ことを特徴とする請求項15に記載の電線の端子圧着方法。 - 前記第1の電線搬送ハンド及び第2の電線搬送ハンドにそれぞれ設けられた2つの電線把持ハンドにより前記電線の両端末を把持する、ことを特徴とする請求項16に記載の電線の端子圧着方法。
- 前記第2の電線搬送ハンドの前記2つの電線把持ハンドにそれぞれ設けられた第3の駆動手段により、前記電線把持ハンドを前記複数の電線圧着手段の圧着加工位置へ移動させる、ことを特徴とする請求項17に記載の電線の端子圧着方法。
- 前記皮剥ぎ工程と前記端子圧着工程との間に配置された掴み替えハンドにより、被覆が剥ぎ取られた電線を前記第1の電線搬送ハンドから受け取り、前記第2の電線搬送ハンドへ受け渡す、ことを特徴とする請求項16乃至18のいずれか一つに記載の電線の端子圧着方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007072651A JP4934468B2 (ja) | 2006-11-17 | 2007-03-20 | 電線の端子圧着装置及び電線の端子圧着方法 |
| EP07831755.9A EP2088649B1 (en) | 2006-11-17 | 2007-11-13 | Device and method for crimping electric wire terminal |
| PCT/JP2007/072025 WO2008059845A1 (en) | 2006-11-17 | 2007-11-13 | Device and method for crimping electric wire terminal |
| US12/465,690 US8266799B2 (en) | 2006-11-17 | 2009-05-14 | Method for crimping electric wire terminal |
| US13/587,475 US8671558B2 (en) | 2006-11-17 | 2012-08-16 | Device for crimping electric wire terminal |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006311439 | 2006-11-17 | ||
| JP2006311439 | 2006-11-17 | ||
| JP2007072651A JP4934468B2 (ja) | 2006-11-17 | 2007-03-20 | 電線の端子圧着装置及び電線の端子圧着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008147152A true JP2008147152A (ja) | 2008-06-26 |
| JP4934468B2 JP4934468B2 (ja) | 2012-05-16 |
Family
ID=39401652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007072651A Active JP4934468B2 (ja) | 2006-11-17 | 2007-03-20 | 電線の端子圧着装置及び電線の端子圧着方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US8266799B2 (ja) |
| EP (1) | EP2088649B1 (ja) |
| JP (1) | JP4934468B2 (ja) |
| WO (1) | WO2008059845A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010251233A (ja) * | 2009-04-20 | 2010-11-04 | Furukawa Electric Co Ltd:The | 電線端末処理装置 |
| JP2012044166A (ja) * | 2010-08-19 | 2012-03-01 | Komax Holding Ag | ワイヤループを形成するための装置および方法 |
| JP2012124092A (ja) * | 2010-12-10 | 2012-06-28 | Yazaki Corp | 電線搬送装置及び電線搬送方法 |
| JP2013101910A (ja) * | 2011-08-31 | 2013-05-23 | Komax Holding Ag | ワイヤ端部を加工ユニットに送り出す装置および方法 |
| JP2013127894A (ja) * | 2011-12-19 | 2013-06-27 | Yazaki Corp | 電線搬送方法 |
| KR20230100040A (ko) * | 2021-12-28 | 2023-07-05 | 주식회사 유라코퍼레이션 | 전선 압착용 장치 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20150163A1 (it) | 2015-02-10 | 2016-08-10 | 4 Box Srl | Dispositivo elettrico con morsetto e sede spellafili |
| EP3327879A1 (en) * | 2016-11-23 | 2018-05-30 | Airbus Defence and Space SA | Device and method for processing electrical cables |
| CN107962366B (zh) * | 2017-11-20 | 2023-05-09 | 采埃孚富奥底盘技术(长春)有限公司 | 一种防错装配工装 |
| DE102018131439A1 (de) * | 2018-05-04 | 2019-11-07 | Weidmüller Interface GmbH & Co. KG | Modulares Kabelverarbeitungscenter |
| JP7089118B2 (ja) * | 2019-05-30 | 2022-06-21 | 新明和工業株式会社 | 電線処理装置 |
| CN111029888B (zh) * | 2019-12-25 | 2021-03-02 | 嘉兴君权自动化设备有限公司 | 一种电缆端头处理生产线 |
| EP4255697A4 (en) * | 2020-12-07 | 2024-11-13 | Polygon T.R Ltd. | SYSTEMS AND METHODS FOR AUTOMATIC ELECTRICAL WIRING |
| JP2024515442A (ja) | 2021-03-17 | 2024-04-10 | シュロニガー アーゲー | 送り込みおよび送り出しを含むケーブル加工 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5155980A (ja) * | 1974-09-12 | 1976-05-17 | Aluminum Co Of America | Keeburukonekutayoshinsenguritsupu |
| JPH09161939A (ja) * | 1995-12-13 | 1997-06-20 | Yazaki Corp | 電線処理装置における電線移送装置および電線移送方法 |
| JPH10112229A (ja) * | 1996-10-03 | 1998-04-28 | Yazaki Corp | ワイヤハーネスの製造方法及び製造装置 |
| JP2000123944A (ja) * | 1998-10-14 | 2000-04-28 | Yazaki Corp | 電線出寸法の調整装置及び調整方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3707756A (en) * | 1971-02-12 | 1973-01-02 | Thomas & Betts Corp | Wire positioner for terminal attaching machine |
| JPS5155980U (ja) * | 1974-10-25 | 1976-04-30 | ||
| JP3056353B2 (ja) | 1992-12-04 | 2000-06-26 | 矢崎総業株式会社 | ワイヤハーネスのセット式製造方法および製造装置 |
| JP2830894B2 (ja) | 1993-07-08 | 1998-12-02 | 矢崎総業株式会社 | ハーネスサブアッシーの製造方法 |
| JP2987542B2 (ja) | 1994-02-25 | 1999-12-06 | 矢崎総業株式会社 | Uターン検尺する長尺電線の処理方法及びその装置 |
| JP3632937B2 (ja) * | 1996-05-20 | 2005-03-30 | 矢崎総業株式会社 | ハーネス製造方法と圧接機及びコネクタ保持竿並びに圧接装置 |
| US6612026B1 (en) * | 1999-05-24 | 2003-09-02 | Sumitomo Wiring Systems, Ltd. | Process for mounting terminals with electric wires in cavities of connector housings |
| US6961996B2 (en) * | 2001-04-10 | 2005-11-08 | Komax Holding Ag | Method for installing cable ends in plug housings |
| EP1461179B1 (en) * | 2001-11-24 | 2016-01-20 | Delphi Technologies, Inc. | Improvements in wire harnesses |
| JP5155980B2 (ja) | 2009-10-23 | 2013-03-06 | 三菱重工業株式会社 | ターボコンパウンドシステムおよびその運転方法 |
-
2007
- 2007-03-20 JP JP2007072651A patent/JP4934468B2/ja active Active
- 2007-11-13 EP EP07831755.9A patent/EP2088649B1/en active Active
- 2007-11-13 WO PCT/JP2007/072025 patent/WO2008059845A1/ja not_active Ceased
-
2009
- 2009-05-14 US US12/465,690 patent/US8266799B2/en active Active
-
2012
- 2012-08-16 US US13/587,475 patent/US8671558B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5155980A (ja) * | 1974-09-12 | 1976-05-17 | Aluminum Co Of America | Keeburukonekutayoshinsenguritsupu |
| JPH09161939A (ja) * | 1995-12-13 | 1997-06-20 | Yazaki Corp | 電線処理装置における電線移送装置および電線移送方法 |
| JPH10112229A (ja) * | 1996-10-03 | 1998-04-28 | Yazaki Corp | ワイヤハーネスの製造方法及び製造装置 |
| JP2000123944A (ja) * | 1998-10-14 | 2000-04-28 | Yazaki Corp | 電線出寸法の調整装置及び調整方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010251233A (ja) * | 2009-04-20 | 2010-11-04 | Furukawa Electric Co Ltd:The | 電線端末処理装置 |
| JP2012044166A (ja) * | 2010-08-19 | 2012-03-01 | Komax Holding Ag | ワイヤループを形成するための装置および方法 |
| JP2012124092A (ja) * | 2010-12-10 | 2012-06-28 | Yazaki Corp | 電線搬送装置及び電線搬送方法 |
| JP2013101910A (ja) * | 2011-08-31 | 2013-05-23 | Komax Holding Ag | ワイヤ端部を加工ユニットに送り出す装置および方法 |
| JP2013127894A (ja) * | 2011-12-19 | 2013-06-27 | Yazaki Corp | 電線搬送方法 |
| KR20230100040A (ko) * | 2021-12-28 | 2023-07-05 | 주식회사 유라코퍼레이션 | 전선 압착용 장치 |
| KR102702844B1 (ko) * | 2021-12-28 | 2024-09-04 | 주식회사 유라코퍼레이션 | 전선 압착용 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4934468B2 (ja) | 2012-05-16 |
| US8671558B2 (en) | 2014-03-18 |
| US8266799B2 (en) | 2012-09-18 |
| US20120304461A1 (en) | 2012-12-06 |
| WO2008059845A1 (en) | 2008-05-22 |
| EP2088649B1 (en) | 2017-05-10 |
| EP2088649A1 (en) | 2009-08-12 |
| EP2088649A4 (en) | 2012-06-06 |
| US20090235522A1 (en) | 2009-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4934468B2 (ja) | 電線の端子圧着装置及び電線の端子圧着方法 | |
| US11340575B2 (en) | Apparatus, system, and method for picking, placing, and melting solder sleeves onto shielded electrical wires and cables | |
| JP5817576B2 (ja) | 電線移載装置 | |
| JP4933682B1 (ja) | ワイヤーハーネスの製造装置及び製造方法 | |
| JP7399201B2 (ja) | 端子圧着機、サーボプレス、端子圧着電線製造装置、及び、端子圧着電線の製造方法 | |
| JP2808976B2 (ja) | ハーネス製造装置およびハーネス製造方法 | |
| US12155184B2 (en) | Gripper for automated wiring | |
| US20190296529A1 (en) | Cut-away cutting tool | |
| US8973802B2 (en) | Wire-processing machine with length-compensating unit | |
| CN113964621A (zh) | 一种冰箱传感器线束的生产方法 | |
| JP6572875B2 (ja) | ツイスト電線セット用治具および端子圧着装置 | |
| JP6282956B2 (ja) | ツイストケーブル製造装置及びツイストケーブル製造方法 | |
| JP5811075B2 (ja) | 電線の露出導体部配列装置及びワイヤーハーネス製造装置 | |
| JPH0648195U (ja) | 連続状端子供給機構の供給姿勢矯正装置 | |
| JP2018185917A (ja) | 端子付電線の端子へのケース装着装置及び端子付電線の端子へのケース装着方法 | |
| JP6572874B2 (ja) | 端子保持具および端子圧着装置 | |
| CN108074679B (zh) | 用于自动化导线加工系统和方法的旋转导线传送 | |
| CN113752195B (zh) | 一种用于传感器线束生产的导正定位装置 | |
| JP6849027B2 (ja) | 端子保持具および端子圧着装置 | |
| CN222463977U (zh) | 加工设备 | |
| JPH0477431B2 (ja) | ||
| WO2024057796A1 (ja) | 電線加工システムおよび電線製造方法 | |
| JP3301009B2 (ja) | 電線移送装置と電線移送方法及び電線移載装置 | |
| JP2008011602A (ja) | 電線チャック並びに電線加工装置及びその方法 | |
| CN113964626A (zh) | 一种冰箱传感器线束生产用分线装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101004 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110622 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110812 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120220 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4934468 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150224 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |