JP2007503329A - 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 - Google Patents
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 Download PDFInfo
- Publication number
- JP2007503329A JP2007503329A JP2006524061A JP2006524061A JP2007503329A JP 2007503329 A JP2007503329 A JP 2007503329A JP 2006524061 A JP2006524061 A JP 2006524061A JP 2006524061 A JP2006524061 A JP 2006524061A JP 2007503329 A JP2007503329 A JP 2007503329A
- Authority
- JP
- Japan
- Prior art keywords
- material transport
- mandrel surface
- tool
- heads
- relative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 57
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 36
- 238000010030 laminating Methods 0.000 title description 4
- 239000000463 material Substances 0.000 claims abstract description 224
- 230000007246 mechanism Effects 0.000 claims abstract description 29
- 238000003475 lamination Methods 0.000 claims abstract description 17
- 238000013519 translation Methods 0.000 claims abstract description 13
- 239000000835 fiber Substances 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 22
- 230000008569 process Effects 0.000 description 12
- 238000012546 transfer Methods 0.000 description 12
- 238000005516 engineering process Methods 0.000 description 7
- 238000007665 sagging Methods 0.000 description 4
- 238000005056 compaction Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 2
- 238000009786 automated tape laying Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009730 filament winding Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 229920003192 poly(bis maleimide) Polymers 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000009787 hand lay-up Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000000153 supplemental effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/386—Automated tape laying [ATL]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/60—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels
- B29C53/68—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels with rotatable winding feed member
- B29C53/70—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels with rotatable winding feed member and moving axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/80—Component parts, details or accessories; Auxiliary operations
- B29C53/8008—Component parts, details or accessories; Auxiliary operations specially adapted for winding and joining
- B29C53/8016—Storing, feeding or applying winding materials, e.g. reels, thread guides, tensioners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/60—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels
- B29C53/62—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels rotatable about the winding axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Robotics (AREA)
- Moulding By Coating Moulds (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
100をツール表面108から上昇させ、経路開始位置に後退し、次の経路の敷設を開始する。搬送ヘッド100は、欠陥が検出されたときに機械制御装置にテープ材料102の敷設を停止させる信号を送る、光学的テープ欠陥検出システムを有することができる。搬送ヘッド100はまた一般的に、テープ間接着の粘着性レベルを高めるようにプリプレグ材を加熱する、加熱システム116をも有する。加熱されたテープ温度は一般的に80F〜110Fの範囲である。
し、かつ正確な張力を維持することができる。ヘッド100または130は、個々のプリプレグトウ118を正確に送り出し、切断し、クランプし、かつ再始動することができる。
本発明の一態様では、回転軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは機械的支持構造に対して移動可能であり、機械的支持構造はマンドレル表面に対する材料搬送ヘッドの移動を提供可能である。各々の材料搬送ヘッドは、マンドレル表面に対して個別に調整可能な位置を有する。
以下の詳細な説明は、現在考えられる本発明を実施する最良の形態の説明である。本発明の範囲は添付する請求の範囲によって最良に定義されるので、説明は限定の意味に解釈すべきものではなく、単に本発明の一般原理を例示する目的で行うものである。
したがって各材料搬送ヘッド208はマンドレル表面206に対して接近したり遠ざかる多少の個別移動および位置調整をもたらすことができ、マンドレル表面206に対する多
少の個別回転および角度位置調整をもたらすことができる。
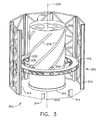
ルシステム322は、図4に示すようにリング312上に取り付けることができる。
て垂直な方向の材料搬送ヘッドの運動、およびマンドレル表面に対して垂直な軸を中心とする材料搬送ヘッドの回転を、例えば各材料搬送ヘッドを機械的支持構造に接続するアーム機構220のような機構によって、達成することができる。
Claims (37)
- 回転軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための装置であって、
ツールがそれに対して移動可能である機械的支持構造と、
前記機械的支持構造によって支持される複数の材料搬送ヘッドとを備え、
前記機械的支持構造が、マンドレル表面に対して前記複数の材料搬送ヘッドを移動可能とし、
前記複数の材料搬送ヘッドの少なくとも1つがマンドレル表面に対して個別に調整可能な位置を有する、装置。 - 前記機械的支持構造が前記マンドレル表面を取り囲むリングを備え、かつ前記装置がリング架台をさらに備え、
前記リング架台が前記リングを支持し、
前記リング架台がツールの回転軸に沿って移動する、請求項1に記載の装置。 - 前記少なくとも1つの材料搬送ヘッドを前記機械的支持構造に接続し、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらすアーム機構をさらに備える、請求項1に記載の装置。
- ツールを保持し、かつツールの回転軸を中心とする回転を与える心受台をさらに備える、請求項1に記載の装置。
- 前記複数の材料搬送ヘッドの少なくとも1つがフラットテープ敷設搬送ヘッドに基づいたものである、請求項1に記載の装置。
- 前記複数の材料搬送ヘッドの少なくとも1つが起伏テープ敷設搬送ヘッドに基づいたものである、請求項1に記載の装置。
- 前記機械的支持構造が前記マンドレル表面を取り囲むリングを備え、前記リングが少なくとも1つの垂直支持柱に接続される、請求項1に記載の装置。
- ツールの回転軸が垂直となるようにツールを支持する水平回転台をさらに備える、請求項1に記載の装置。
- 前記機械的支持構造に取り付けられた少なくとも1つのクリールシステムをさらに備え、前記クリールシステムが前記複数の材料搬送ヘッドの少なくとも1つに材料を供給する、請求項1に記載の装置。
- 前記複数の材料搬送ヘッドの少なくとも1つが繊維配置ヘッドである、請求項1に記載の装置。
- 回転軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための装置であって、
ツールがそれに対して移動可能かつ回転可能である機械的支持構造と、
前記機械的支持構造によって支持される複数の材料搬送ヘッドとを備え、
前記機械的支持構造が、マンドレル表面に対する、前記複数の材料搬送ヘッドの同時の軸方向並進を与え、
前記複数の材料搬送ヘッドに対する前記複数の材料搬送ヘッドの少なくとも1つの位置が個別に調整可能である、装置。 - 前記機械的支持構造が前記マンドレル表面を取り囲むリングを備え、かつ前記装置がリング架台をさらに備え、
前記リング架台が前記リングを垂直向きに支持し、
前記リング架台が前記ツールの軸の方向に沿って移動して、マンドレル表面に対する前記複数の材料搬送ヘッドの同時の前記軸方向並進をもたらす、請求項11に記載の装置。 - 前記少なくとも1つの材料搬送ヘッドを前記機械的支持構造に接続するアーム機構をさらに備え、
前記アーム機構がマンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらし、
前記アーム機構がマンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの軸方向位置調整をもたらす、請求項11に記載の装置。 - ツールの軸が水平となるようにツールを保持し、かつツールの軸を中心とする水平方向の回転を与える心受台をさらに備える、請求項11に記載の装置。
- 前記複数の材料搬送ヘッドの少なくとも1つが、フラットテープ敷設搬送ヘッド、起伏テープ搬送ヘッド、繊維配置搬送ヘッドからなる群より選択される、請求項11に記載の装置。
- 水平回転台をさらに備え、
前記機械的支持構造が前記マンドレル表面を取り囲むリングを備え、
前記リングが、前記リングの垂直方向の移動をもたらす垂直支持柱に接続され、
ツールの軸が垂直となるように、前記水平回転台がツールを支持する、請求項11に記載の装置。 - 前記機械的支持構造に取り付けられた少なくとも1つのクリールシステムをさらに備え、前記クリールシステムが前記複数の材料搬送ヘッドの少なくとも1つに材料を供給し、前記複数の材料搬送ヘッドの前記少なくとも1つが繊維配置ヘッドである、請求項11に記載の装置。
- 前記複数の材料搬送ヘッドが同時に制御可能である、請求項11に記載の装置。
- 回転軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための装置であって、
ツールがそれに対して移動可能かつ回転可能である機械的支持構造と、
前記機械的支持構造によって支持され、かつツールの周囲に配置される複数の材料搬送ヘッドとを備え、
前記機械的支持構造がマンドレル表面に対して前記複数の材料搬送ヘッドの同時の軸方向並進を与え、
前記機械的支持構造に対する前記複数の材料搬送ヘッドの少なくとも1つの位置が個別に調整可能である、装置。 - 前記少なくとも1つの材料搬送ヘッドを前記機械的支持構造に接続するアーム機構をさらに備え、
前記アーム機構が、マンドレル表面に対して垂直な方向に、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらし、
前記アーム機構が、マンドレル表面に対して垂直な軸を中心とする、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの回転をもたらし、
前記アーム機構が、マンドレル表面に対して周方向の、前記少なくとも1つの材料搬送ヘッドの周方向位置調整をもたらし、
前記アーム機構が、マンドレル表面に対する、前記少なくとも1つの材料搬送ヘッドの軸方向位置調整をもたらす、請求項19に記載の装置。 - 前記機械的支持構造が前記マンドレル表面を取り囲むリングを備え、前記装置が、
ツールの回転軸が水平となるようにツールを保持し、かつツールの水平方向の回転を与える心受台と、
リング架台とをさらに備え、
前記リング架台が前記リングを垂直向きに支持し、
前記リング架台がツールの回転軸の方向に沿って移動して、マンドレル表面に対する前記複数の材料搬送ヘッドの同時の前記軸方向並進を提供し、
前記複数の材料搬送ヘッドの少なくとも1つがテープ敷設搬送ヘッドであり、
前記複数の材料搬送ヘッドが少なくとも700lbs/hrの複合材料を敷設することができる、請求項19に記載の装置。 - 水平回転台および少なくとも1つのクリールシステムをさらに備え、
前記水平回転台が、ツールの回転軸が垂直となるようにツールを支持し、かつツールの回転軸を中心にツールを回転させ、
前記機械的支持構造が、水平に配向されかつ前記マンドレル表面を取囲むリングを備え、
前記リングが、前記リングの垂直移動をもたらす少なくとも1つの垂直支持柱に接続され、
前記少なくとも1つのクリールシステムが前記リング上に取り付けられ、
前記クリールシステムが前記複数の材料搬送ヘッドの少なくとも1つに材料を供給し、
前記複数の材料搬送ヘッドの前記少なくとも1つが繊維配置ヘッドであり、
前記複数の材料搬送ヘッドが少なくとも300lbs/hrの複合材料を敷設することができる、請求項19に記載の装置。 - 前記複数の材料搬送ヘッドの各々が、前記複数の材料搬送ヘッドと協働して、かつツールのマンドレル表面の回転と協働して個別に制御可能である、請求項19に記載の装置。
- 回転軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための航空機部品製造装置であって、
ツールがそれに対して移動可能かつ回転可能である機械的支持構造と、
前記機械的支持構造によって支持され、かつツールの周囲に配置される複数の材料搬送ヘッドとを備え、
前記機械的支持構造がマンドレル表面に対する前記複数の材料搬送ヘッドの軸方向並進を与え、
前記機械的支持構造に対する前記複数の材料搬送ヘッドの少なくとも1つの位置が個別に調整可能であり、
前記少なくとも1つの材料搬送ヘッドを前記機械的支持構造に接続するアーム機構をさらに備え、
前記アーム機構が、マンドレル表面に対して垂直な方向の、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらし、
前記アーム機構が、マンドレル表面に対して垂直な軸を中心とする、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの回転をもたらし、
前記アーム機構が、マンドレル表面に対して周方向の、前記少なくとも1つの材料搬送ヘッドの周方向位置調整をもたらし、
前記アーム機構が、マンドレル表面に対する、前記少なくとも1つの材料搬送ヘッドの
軸方向位置調整をもたらす、装置。 - 軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための航空機部品製造装置であって、
ツールが複数の材料搬送ヘッドに対して移動可能である、前記複数の材料搬送ヘッドを支持する手段と、
マンドレル表面に対する前記複数の材料搬送ヘッドの移動を与えるための手段と、
マンドレル表面に対する前記複数の材料搬送ヘッドの少なくとも1つの個別位置調整をもたらすための手段とを備える、装置。 - 前記複数の材料搬送ヘッドを支持するための前記手段が、前記ツールに対して軸方向に前記複数の材料搬送ヘッドを並進させるための手段を含む、請求項25に記載の装置。
- 個別位置調整をもたらすための前記手段が、
マンドレル表面に対する前記材料搬送ヘッドの軸方向位置調整をもたらすための手段を備える、請求項25に記載の装置。 - 個別位置調整をもたらすための前記手段が、
マンドレル表面に対して周方向の前記材料搬送ヘッドの周方向位置調整をもたらすための手段を備える、請求項25に記載の装置。 - 個別位置調整をもたらすための前記手段が、
マンドレル表面に対して垂直な方向に、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらすための手段と、
マンドレル表面に垂直な軸を中心として、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの回転をもたらすための手段とを備える、請求項25に記載の装置。 - 個別位置調整をもたらすための前記手段が、
前記複数の材料搬送ヘッドの各々を、前記複数の材料搬送ヘッドと協働して、かつツールのマンドレル表面の回転と協働して個別に制御するための手段を備える、請求項25に記載の装置。 - 軸を有するツールのマンドレル表面上の自動化された複合材料の積層のための方法であって、
ツールが複数の材料搬送ヘッドに対して移動可能である、前記複数の材料搬送ヘッドを支持するステップと、
マンドレル表面に対する前記複数の材料搬送ヘッドの移動を与えるステップと、
少なくとも1つの前記複数の材料搬送ヘッドについてマンドレル表面に対する個別位置調整をもたらすステップとを含む、方法。 - 前記複数の材料搬送ヘッドの移動を与える前記ステップが、
前記複数の材料搬送ヘッドを前記ツールに対して軸方向に同時に並進させるステップを含む、請求項31に記載の方法。 - 個別位置調整をもたらす前記ステップが、
マンドレル表面に対して周方向の前記材料搬送ヘッドの周方向位置調整をもたらすステップと、
マンドレル表面に対する前記材料搬送ヘッドの軸方向位置調整をもたらすステップとを含む、請求項31に記載の方法。 - 個別位置調整をもたらす前記ステップが、
マンドレル表面に対して垂直な方向に、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの運動をもたらすステップと、
マンドレル表面に対して垂直な軸を中心とする、マンドレル表面に対する前記少なくとも1つの材料搬送ヘッドの回転をもたらすステップとを含む、請求項31に記載の方法。 - 個別位置調整をもたらす前記ステップが、
前記複数の材料搬送ヘッドと協働して、かつツールのマンドレル表面の回転と協働して、前記複数の材料搬送ヘッドの各々を個別に制御するステップを含む、請求項31に記載の方法。 - 水平回転軸を中心にツールを回転させるステップと、
前記複数の材料搬送ヘッドから複合材料を搬送するステップとをさらに含み、
前記複数の材料搬送ヘッドの少なくとも1つがテープ敷設機であり、
前記複数の材料搬送ヘッドがピークレート時に少なくとも700lbs/hrで複合材料を敷設する、請求項31に記載の方法。 - 水平回転軸を中心にツールを回転させるステップと、
前記複数の材料搬送ヘッドから複合材料を搬送するステップとをさらに含み、
前記複数の材料搬送ヘッドの少なくとも1つが繊維配置ヘッドであり、
前記複数の材料搬送ヘッドがピークレート時に少なくとも300lbs/hrで複合材料を敷設する、請求項31に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/646,509 US7282107B2 (en) | 2003-08-22 | 2003-08-22 | Multiple head automated composite laminating machine for the fabrication of large barrel section components |
| PCT/US2004/026996 WO2005018917A2 (en) | 2003-08-22 | 2004-08-19 | Multiple head automated composite laminating machine for the fabrication of large barrel section components |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009112111A Division JP5550851B2 (ja) | 2003-08-22 | 2009-05-01 | 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007503329A true JP2007503329A (ja) | 2007-02-22 |
Family
ID=34194542
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006524061A Pending JP2007503329A (ja) | 2003-08-22 | 2004-08-19 | 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 |
| JP2009112111A Expired - Lifetime JP5550851B2 (ja) | 2003-08-22 | 2009-05-01 | 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009112111A Expired - Lifetime JP5550851B2 (ja) | 2003-08-22 | 2009-05-01 | 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US7282107B2 (ja) |
| EP (2) | EP1658172B1 (ja) |
| JP (2) | JP2007503329A (ja) |
| ES (1) | ES2582645T3 (ja) |
| WO (1) | WO2005018917A2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007172629A (ja) * | 2005-12-22 | 2007-07-05 | Boeing Co:The | マルチヘッド複合材料使用機械を動かすプログラムを作成する方法、マルチヘッド複合材料使用機械をプログラムするためのコンピュータプログラムプロダクト、およびマルチヘッド複合材料使用機械を動かすプログラムを作成するための複合部品プログラムポストプロセッサ |
| JP2009505075A (ja) * | 2005-08-11 | 2009-02-05 | ザ・ボーイング・カンパニー | 自動機械用の工程中視覚検査のためのシステムおよび方法 |
| JP2009083462A (ja) * | 2007-05-22 | 2009-04-23 | Boeing Co:The | レイアップ配置方法及び装置 |
| JP2009536129A (ja) * | 2006-05-05 | 2009-10-08 | エアバス ドイッチュラント ゲゼルシャフト ミット ベシュレンクテル ハフツング | 大面積繊維複合材料構造部材の製造装置及び方法 |
| JP2011527648A (ja) * | 2008-07-08 | 2011-11-04 | ザ・ボーイング・カンパニー | 複合構造物の製造方法および装置 |
| WO2013046343A1 (ja) * | 2011-09-27 | 2013-04-04 | 積水化学工業株式会社 | 供給装置および帯状部材の供給方法 |
| JP2013071846A (ja) * | 2011-09-28 | 2013-04-22 | Boeing Co:The | 材料配置システム |
| JP2015089647A (ja) * | 2013-11-06 | 2015-05-11 | 三菱重工業株式会社 | プリプレグシート自動積層装置、及びプリプレグシート積層方法 |
| CN108367510A (zh) * | 2015-10-15 | 2018-08-03 | 罗尔斯·罗伊斯公司 | 一种为铺叠过程生成运动曲线的方法 |
Families Citing this family (94)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8336596B2 (en) * | 2002-11-22 | 2012-12-25 | The Boeing Company | Composite lamination using array of parallel material dispensing heads |
| US7137182B2 (en) * | 2002-11-22 | 2006-11-21 | The Boeing Company | Parallel configuration composite material fabricator |
| US7080441B2 (en) * | 2003-07-28 | 2006-07-25 | The Boeing Company | Composite fuselage machine and method of automated composite lay up |
| US7282107B2 (en) * | 2003-08-22 | 2007-10-16 | The Boeing Company | Multiple head automated composite laminating machine for the fabrication of large barrel section components |
| US7228611B2 (en) * | 2003-11-18 | 2007-06-12 | The Boeing Company | Method of transferring large uncured composite laminates |
| US8934702B2 (en) | 2003-12-02 | 2015-01-13 | The Boeing Company | System and method for determining cumulative tow gap width |
| US7289656B2 (en) * | 2003-12-02 | 2007-10-30 | The Boeing Company | Systems and methods for determining inconsistency characteristics of a composite structure |
| US7134629B2 (en) | 2004-04-06 | 2006-11-14 | The Boeing Company | Structural panels for use in aircraft fuselages and other structures |
| US7527222B2 (en) | 2004-04-06 | 2009-05-05 | The Boeing Company | Composite barrel sections for aircraft fuselages and other structures, and methods and systems for manufacturing such barrel sections |
| EP1755997B1 (en) * | 2004-04-21 | 2014-11-26 | Ingersoll Machine Tools, Inc. | Automated fiber placement using multiple placement heads, replaceable creels, and replaceable placement heads |
| JP4235142B2 (ja) * | 2004-04-30 | 2009-03-11 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| US7325771B2 (en) | 2004-09-23 | 2008-02-05 | The Boeing Company | Splice joints for composite aircraft fuselages and other structures |
| US20060108048A1 (en) | 2004-11-24 | 2006-05-25 | The Boeing Company | In-process vision detection of flaws and fod by back field illumination |
| US7424902B2 (en) | 2004-11-24 | 2008-09-16 | The Boeing Company | In-process vision detection of flaw and FOD characteristics |
| US7503368B2 (en) | 2004-11-24 | 2009-03-17 | The Boeing Company | Composite sections for aircraft fuselages and other structures, and methods and systems for manufacturing such sections |
| US7166251B2 (en) * | 2004-12-01 | 2007-01-23 | The Boeing Company | Segmented flexible barrel lay-up mandrel |
| US7889907B2 (en) | 2005-01-12 | 2011-02-15 | The Boeing Company | Apparatus and methods for inspecting tape lamination |
| US7435947B2 (en) | 2005-10-31 | 2008-10-14 | The Boeing Company | Apparatus and methods for integrating encoding functions in material placement machines |
| US7372556B2 (en) * | 2005-10-31 | 2008-05-13 | The Boeing Company | Apparatus and methods for inspecting a composite structure for inconsistencies |
| US7376480B2 (en) * | 2005-11-09 | 2008-05-20 | The Boeing Company | Multihead composite material application machine programming method and apparatus for manufacturing composite structures |
| FR2894870B1 (fr) * | 2005-12-21 | 2008-02-29 | Forest Line Capdenac Soc Par A | Machine mixte de placement de rubans et de nappage. |
| US7747421B2 (en) * | 2005-12-23 | 2010-06-29 | The Boeing Company | Head assignment modeling and simulation |
| US7867352B2 (en) | 2006-02-13 | 2011-01-11 | The Boeing Company | Composite material placement method and system |
| US7731816B2 (en) * | 2006-02-16 | 2010-06-08 | Ingersoll Machine Tools, Inc. | System and method for heating carbon fiber using infrared radiation in a fiber placement machine |
| US20070289700A1 (en) * | 2006-06-19 | 2007-12-20 | Nelson Paul E | Method and apparatus for producing off-axis composite prepreg material |
| ITTO20060463A1 (it) * | 2006-06-23 | 2007-12-24 | Alenia Aeronautica Spa | Apparecchiatura e procedimento per la fabbricazione di un tronco di fusoliera |
| BRPI0621908B1 (pt) * | 2006-07-31 | 2017-07-18 | Airbus Operations, S.L. | Tool and process for the manufacture of composite parts outside an autoclave |
| US8012291B2 (en) * | 2006-12-11 | 2011-09-06 | The Boeing Company | Backing film removal system and method for fiber placement machine |
| US9511571B2 (en) * | 2007-01-23 | 2016-12-06 | The Boeing Company | Composite laminate having a damping interlayer and method of making the same |
| US8388795B2 (en) | 2007-05-17 | 2013-03-05 | The Boeing Company | Nanotube-enhanced interlayers for composite structures |
| US8029642B2 (en) | 2007-07-27 | 2011-10-04 | The Boeing Company | Tape removal apparatus and process |
| EP1944670A1 (de) * | 2007-08-08 | 2008-07-16 | Siemens Aktiengesellschaft | Steuerverfahren für eine Produktionsmachine mit Anwenderprogramm in Werkstückkoordinaten und hiermit korrespondierende Gegenstände |
| US8042767B2 (en) | 2007-09-04 | 2011-10-25 | The Boeing Company | Composite fabric with rigid member structure |
| US8345269B2 (en) | 2007-09-22 | 2013-01-01 | The Boeing Company | Method and apparatus for measuring the width of composite tape |
| US20090084486A1 (en) * | 2007-09-27 | 2009-04-02 | The Boeing Company | Optimized ordering of doubler plies in composite structures |
| DE102007054645A1 (de) * | 2007-11-15 | 2009-05-28 | Airbus Deutschland Gmbh | Vorrichtung und Verfahren zur Herstellung eines Faserverbundwerkstoff-Bauteils |
| US7717151B2 (en) * | 2007-11-29 | 2010-05-18 | Spirit Aerosystems, Inc. | Material placement method and apparatus |
| US7591294B2 (en) | 2007-11-29 | 2009-09-22 | Spirit Aerosystems, Inc. | Material placement method and apparatus |
| US7922856B2 (en) | 2008-01-02 | 2011-04-12 | The Boeing Company | Graphite tape supply and backing paper take-up apparatus |
| US8557074B2 (en) | 2008-02-27 | 2013-10-15 | The Boeing Company | Reduced complexity automatic fiber placement apparatus and method |
| WO2009118922A1 (ja) | 2008-03-25 | 2009-10-01 | 小松精練株式会社 | 手袋の製造方法および製造装置 |
| DE102008042574B4 (de) * | 2008-10-02 | 2010-06-10 | Airbus Deutschland Gmbh | Vorrichtung zum Ablegen und Drapieren von Abschnitten einer Verstärkungsfaserstruktur zur Herstellung eines Profilvorformlings sowie Verfahren |
| US8308101B2 (en) | 2009-03-09 | 2012-11-13 | The Boeing Company | Simplified fiber tensioning for automated fiber placement machines |
| US8425710B2 (en) * | 2009-03-13 | 2013-04-23 | The Boeing Company | Automated placement of vibration damping materials |
| US8454788B2 (en) | 2009-03-13 | 2013-06-04 | The Boeing Company | Method and apparatus for placing short courses of composite tape |
| DE102010010686A1 (de) | 2009-03-19 | 2011-01-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Vorrichtung zum klebtechnischen Fügen großflächiger Komponenten im Fahrzeugbau |
| DE102010010685A1 (de) * | 2009-03-19 | 2011-02-03 | Airbus Operations Gmbh | Verfahren zur toleranzangepassten Klebstoffapplikation im Fahrzeugbau |
| US8165702B2 (en) * | 2009-05-08 | 2012-04-24 | Accudyne Systems Inc. | Article manufacturing process |
| EP2314445B1 (en) * | 2009-10-20 | 2018-04-25 | Vestas Wind Systems A/S | A method for manufacturing a composite body and a composite body manufacturing arrangement |
| US8545657B2 (en) * | 2009-10-30 | 2013-10-01 | Lawrence Livermore National Security, Llc | Methods for tape fabrication of continuous filament composite parts and articles of manufacture thereof |
| FR2952579B1 (fr) * | 2009-11-17 | 2013-05-17 | Airbus Operations Sas | Machine pour le drapage de pieces composites cylindriques |
| EP2536552B1 (en) | 2010-02-19 | 2014-05-21 | Vestas Wind Systems A/S | Multi-head fiber placement apparatus |
| DE102010013713A1 (de) * | 2010-04-02 | 2011-10-06 | Airbus Operations Gmbh | Verfahren und Vorrichtung zur Herstellung eines faserverstärkten thermoplastischen Verbundbauteils |
| US8758538B2 (en) | 2010-05-12 | 2014-06-24 | Fives Machining Systems, Inc. | Robotic based fiber placement cell with stationary dispensing head and creel |
| DE102010043415B4 (de) * | 2010-11-04 | 2015-04-09 | Airbus Operations Gmbh | Verfahren zum Herstellen eines hohlen Bauteils sowie Vorrichtung |
| US20120152432A1 (en) * | 2010-12-15 | 2012-06-21 | Samuel Francis Pedigo | Methods and systems for fiber placement using a stationary dispenser |
| US8844108B2 (en) * | 2011-07-12 | 2014-09-30 | The Boeing Company | Large area repair of composite aircraft |
| US8728262B2 (en) | 2011-07-12 | 2014-05-20 | The Boeing Company | Rapid fabrication of a composite part |
| US8955206B2 (en) | 2011-07-12 | 2015-02-17 | The Boeing Company | Method and apparatus for creating a layup of reinforcing fibers |
| US8714226B2 (en) * | 2012-02-27 | 2014-05-06 | The Boeing Company | Automated fiber placement including layup mandrel tool |
| ITTO20120284A1 (it) | 2012-03-30 | 2013-10-01 | Alenia Aermacchi Spa | Sistema azionamento settori appartenenti ad un dispositivo per la realizzazione di una sezione di fusoliera di un aereo |
| ITTO20120317A1 (it) | 2012-04-12 | 2013-10-13 | Alenia Aermacchi Spa | Procedimento per la fabbricazione di barili integrali di fusoliera in materiale composito |
| US9315002B2 (en) | 2012-07-25 | 2016-04-19 | Outdry Technologies Corporation | Process and machine for membrane lamination and article produced with same |
| CN103009614A (zh) * | 2012-12-13 | 2013-04-03 | 天津工业大学 | 四轴联动异型纤维缠绕机 |
| ES2409068B1 (es) * | 2013-03-19 | 2014-04-01 | Manuel Torres Martínez | Máquina para fabricar piezas de materiales compuestos y proceso de fabricación de piezas con dicha máquina |
| JP6218007B2 (ja) * | 2013-03-26 | 2017-10-25 | 東レ株式会社 | プリフォームの製造方法および製造装置 |
| KR101422129B1 (ko) * | 2013-05-16 | 2014-07-22 | 재단법인 중소조선연구원 | 회전식 몰드를 이용한 고속 적층성형 장치 |
| US9481158B2 (en) | 2013-07-11 | 2016-11-01 | The Boeing Company | Short course fiber placement head |
| US9339975B2 (en) * | 2013-12-31 | 2016-05-17 | Nike, Inc. | 3D printer with native spherical control |
| EP3015249B1 (de) | 2014-10-31 | 2018-02-28 | Airbus Defence and Space GmbH | Ablegevorrichtung |
| US10399276B2 (en) | 2015-08-12 | 2019-09-03 | General Electric Company | System and method for controlling at least one variable during layup of a composite part using automated fiber placement |
| US9957031B2 (en) | 2015-08-31 | 2018-05-01 | The Boeing Company | Systems and methods for manufacturing a tubular structure |
| US9965582B2 (en) | 2015-08-31 | 2018-05-08 | The Boeing Company | Systems and methods for determining sizes and shapes of geodesic modules |
| US9789548B2 (en) * | 2015-08-31 | 2017-10-17 | The Boeing Company | Geodesic structure forming systems and methods |
| AT517938B1 (de) * | 2015-11-16 | 2017-06-15 | Fill Gmbh | Fertigungsanlage zum Legen von Faserbändern |
| EP3173217B1 (de) | 2015-11-24 | 2022-08-24 | Airbus Defence and Space GmbH | Vorrichtung und verfahren zum herstellen eines faserverbundbauteils |
| EP3173218B1 (de) * | 2015-11-24 | 2020-11-11 | Airbus Defence and Space GmbH | Vorrichtung und verfahren zum herstellen eines faserverbundbauteils |
| FR3058842B1 (fr) * | 2016-11-16 | 2020-11-06 | Saipem Sa | Machine pour la pose simultanee et en helice de cables sur la surface externe d'un element unitaire de conduite de transport de fluides |
| ES2908630T3 (es) * | 2017-07-19 | 2022-05-03 | Compovation 3D B V | Dispositivo de aplicación de cinta para la aplicación helicoidal de una cinta sobre un tubo |
| GB2564709B (en) * | 2017-07-21 | 2020-02-12 | Magma Global Ltd | Composite tape tracking |
| CN107640643A (zh) * | 2017-09-05 | 2018-01-30 | 安徽省无为天成纺织有限公司 | 一种纺线自动换绕棒装置 |
| CN108716586B (zh) * | 2018-06-06 | 2019-12-03 | 兰州中人管道工程有限公司 | 一种管道防腐布施工设备及其防腐施工方法 |
| CN108882396A (zh) * | 2018-08-06 | 2018-11-23 | 芜湖市旭辉电工新材料有限责任公司 | 一种均匀布热发热带导热丝铺设工装 |
| US10960615B2 (en) * | 2018-11-13 | 2021-03-30 | The Boeing Company | System and method for laminating a composite laminate along a continuous loop lamination path |
| US11344942B2 (en) | 2019-05-22 | 2022-05-31 | The Boeing Company | Actuator-based compensation for deformation of a mandrel |
| US11396143B2 (en) | 2019-06-21 | 2022-07-26 | The Boeing Company | System and method for manufacturing a composite assembly |
| US11498293B2 (en) * | 2019-12-18 | 2022-11-15 | The Boeing Company | Method and apparatus for forming a composite fuselage structure |
| US11987389B2 (en) | 2019-12-18 | 2024-05-21 | The Boeing Company | Method and apparatus for forming a composite fuselage structure |
| FR3108109B1 (fr) * | 2020-03-10 | 2022-03-04 | Benoit Rameix | Machine de stratification comprenant une couronne mobile embarquant un applicateur pour la dépose de fibre et procédé de mise en œuvre d’une telle machine |
| JP7231787B2 (ja) * | 2020-03-19 | 2023-03-01 | 日立Astemo株式会社 | 管体製造方法 |
| US11597167B2 (en) * | 2020-11-18 | 2023-03-07 | The Boeing Company | Continuous-line fabrication for composite parts |
| EP4002035A3 (en) | 2020-11-19 | 2022-07-20 | The Boeing Company | Continuous-line manufacturing system and method for automated machine allocation |
| US11724467B2 (en) | 2020-12-18 | 2023-08-15 | The Boeing Company | System and method for laying up composite barrel shaped structures |
| US11958244B2 (en) | 2021-12-02 | 2024-04-16 | The Boeing Company | Multi-head automated fiber placement system and method |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS583867A (ja) * | 1981-06-22 | 1983-01-10 | バウト・コ−ポレ−シヨン | 合成構造体をつくる装置と方法 |
| JPS59143857A (ja) * | 1983-01-14 | 1984-08-17 | ザ・ボ−イング・カンパニ− | 複重式テ−プ供給装置付き両方向供給ヘツド |
| JPS62227727A (ja) * | 1986-03-28 | 1987-10-06 | ジ・インガ−ソ−ル・ミリング・マシ−ン・カンパニ− | テ−プ敷設機械の仮想敷設面を現実の敷設面と一致させる方法 |
| JPS62227717A (ja) * | 1986-03-31 | 1987-10-06 | Sumitomo Heavy Ind Ltd | トグル式型締装置 |
| JPH02158343A (ja) * | 1988-11-25 | 1990-06-18 | Cincinnati Milacron Inc | 材料付加装置のヘッド用押圧部材 |
| JPH04341827A (ja) * | 1990-12-19 | 1992-11-27 | Hercules Inc | フアイバ配置装置 |
| JPH05504111A (ja) * | 1990-02-22 | 1993-07-01 | ニュー・ミレニューム・コンポジッツ・リミテッド | 繊維強化複合物 |
| JPH09201908A (ja) * | 1996-01-11 | 1997-08-05 | Boeing Co:The | 合成複合構造を形成するための方法 |
| JP2000025119A (ja) * | 1998-04-30 | 2000-01-25 | Alliant Techsyst Inc | ファイバ部材の複合構造の製造装置および製造方法 |
| JP2001081684A (ja) * | 1999-07-28 | 2001-03-27 | Advanced Materials Corp | 樹脂注入繊維強化下層および高分子上層によってロールコアを被覆する方法および装置であり、該方法は改良された成形テープおよび他の要素の使用を含む。 |
| WO2003035380A1 (fr) * | 2001-10-26 | 2003-05-01 | Coriolis Composites | Procede de fabrication de profils presentant un etat de surface specifique en resines synthetiques renforcees par des fibres et machine pour mettre en oeuvre le procede |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3402091A (en) * | 1959-12-21 | 1968-09-17 | Haveg Industries Inc | Method and apparatus for forming hollow structures by helically winding strips on edge under pressure |
| US3141806A (en) * | 1960-04-14 | 1964-07-21 | H I Thompson Fiber Glass Compa | Apparatus for forming a wound hollow structure of fiber reinforced tape |
| US3174388A (en) * | 1962-12-27 | 1965-03-23 | Gen Motors Corp | Filament winding of rocket cases |
| US3380675A (en) * | 1965-02-05 | 1968-04-30 | Black Clawson Co | Filament winding machine |
| FR2579130B1 (fr) * | 1985-03-25 | 1987-10-09 | Aerospatiale | Procede et dispositif pour realiser une piece creuse de forme complexe par enroulement filamentaire au contact |
| US4867834A (en) * | 1986-04-07 | 1989-09-19 | Hercules | Filament winding system |
| FR2599297B1 (fr) * | 1986-06-02 | 1988-08-12 | Michelin & Cie | Procede et machine de fabrication d'un renforcement pour pneumatiques |
| US4946538A (en) * | 1988-12-28 | 1990-08-07 | Andrew M. Zsolnay | Precision apparatus for placing filaments |
| US5213646A (en) * | 1988-12-28 | 1993-05-25 | Andrew M. Zsolnay | Precision method for placing filaments |
| FR2705655B1 (fr) * | 1993-05-26 | 1995-08-25 | Aerospatiale | Machine pour le bobinage-déposé au contact simultané d'une pluralité de fils individuels. |
| FR2766407B1 (fr) * | 1997-07-22 | 1999-10-15 | Aerospatiale | Procede de fabrication de pieces de grandes dimensions en materiau composite a matrice thermoplastique, telles que des troncons de fuselage d'aeronefs |
| US6073670A (en) * | 1997-10-31 | 2000-06-13 | Isogrid Composites, Inc. | Multiple fiber placement head arrangement for placing fibers into channels of a mold |
| FR2773513B1 (fr) * | 1998-01-14 | 2000-03-31 | Aerospatiale | Procede de pilotage de depose de meches par enroulement ou au contact sur des structures de grandes dimensions et machine pour sa mise en oeuvre |
| US6106649A (en) * | 1998-10-02 | 2000-08-22 | North Sails Group, Inc. | Continuous method of making a three dimensional sail |
| US20020189749A1 (en) | 2000-05-18 | 2002-12-19 | Advanced Materials Corporation | Method for making a cover for a roll core having a multiple layer construction and having minimal residual stresses |
| US6823918B2 (en) | 2001-12-28 | 2004-11-30 | Lockheed Martin Corporation | Integrally reinforced composite sandwich joint and process for making the same |
| DE10217918C1 (de) | 2002-04-23 | 2003-08-07 | Xperion Gmbh | Verfahren zur Herstellung von Bauteilen als Faser-Kunststoff-Verbund |
| US7282107B2 (en) * | 2003-08-22 | 2007-10-16 | The Boeing Company | Multiple head automated composite laminating machine for the fabrication of large barrel section components |
-
2003
- 2003-08-22 US US10/646,509 patent/US7282107B2/en not_active Expired - Lifetime
-
2004
- 2004-08-19 ES ES04786540.7T patent/ES2582645T3/es not_active Expired - Lifetime
- 2004-08-19 EP EP04786540.7A patent/EP1658172B1/en not_active Expired - Lifetime
- 2004-08-19 EP EP10010424A patent/EP2261010A1/en not_active Withdrawn
- 2004-08-19 JP JP2006524061A patent/JP2007503329A/ja active Pending
- 2004-08-19 WO PCT/US2004/026996 patent/WO2005018917A2/en active Application Filing
-
2007
- 2007-10-02 US US11/866,308 patent/US20080156436A1/en not_active Abandoned
-
2009
- 2009-05-01 JP JP2009112111A patent/JP5550851B2/ja not_active Expired - Lifetime
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS583867A (ja) * | 1981-06-22 | 1983-01-10 | バウト・コ−ポレ−シヨン | 合成構造体をつくる装置と方法 |
| JPS59143857A (ja) * | 1983-01-14 | 1984-08-17 | ザ・ボ−イング・カンパニ− | 複重式テ−プ供給装置付き両方向供給ヘツド |
| JPS62227727A (ja) * | 1986-03-28 | 1987-10-06 | ジ・インガ−ソ−ル・ミリング・マシ−ン・カンパニ− | テ−プ敷設機械の仮想敷設面を現実の敷設面と一致させる方法 |
| JPS62227717A (ja) * | 1986-03-31 | 1987-10-06 | Sumitomo Heavy Ind Ltd | トグル式型締装置 |
| JPH02158343A (ja) * | 1988-11-25 | 1990-06-18 | Cincinnati Milacron Inc | 材料付加装置のヘッド用押圧部材 |
| JPH05504111A (ja) * | 1990-02-22 | 1993-07-01 | ニュー・ミレニューム・コンポジッツ・リミテッド | 繊維強化複合物 |
| JPH04341827A (ja) * | 1990-12-19 | 1992-11-27 | Hercules Inc | フアイバ配置装置 |
| JPH09201908A (ja) * | 1996-01-11 | 1997-08-05 | Boeing Co:The | 合成複合構造を形成するための方法 |
| JP2000025119A (ja) * | 1998-04-30 | 2000-01-25 | Alliant Techsyst Inc | ファイバ部材の複合構造の製造装置および製造方法 |
| JP2001081684A (ja) * | 1999-07-28 | 2001-03-27 | Advanced Materials Corp | 樹脂注入繊維強化下層および高分子上層によってロールコアを被覆する方法および装置であり、該方法は改良された成形テープおよび他の要素の使用を含む。 |
| WO2003035380A1 (fr) * | 2001-10-26 | 2003-05-01 | Coriolis Composites | Procede de fabrication de profils presentant un etat de surface specifique en resines synthetiques renforcees par des fibres et machine pour mettre en oeuvre le procede |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009505075A (ja) * | 2005-08-11 | 2009-02-05 | ザ・ボーイング・カンパニー | 自動機械用の工程中視覚検査のためのシステムおよび方法 |
| JP2007172629A (ja) * | 2005-12-22 | 2007-07-05 | Boeing Co:The | マルチヘッド複合材料使用機械を動かすプログラムを作成する方法、マルチヘッド複合材料使用機械をプログラムするためのコンピュータプログラムプロダクト、およびマルチヘッド複合材料使用機械を動かすプログラムを作成するための複合部品プログラムポストプロセッサ |
| JP2009536129A (ja) * | 2006-05-05 | 2009-10-08 | エアバス ドイッチュラント ゲゼルシャフト ミット ベシュレンクテル ハフツング | 大面積繊維複合材料構造部材の製造装置及び方法 |
| JP2009083462A (ja) * | 2007-05-22 | 2009-04-23 | Boeing Co:The | レイアップ配置方法及び装置 |
| JP2011527648A (ja) * | 2008-07-08 | 2011-11-04 | ザ・ボーイング・カンパニー | 複合構造物の製造方法および装置 |
| US9272322B2 (en) | 2011-09-27 | 2016-03-01 | Sekisui Chemical Co., Ltd. | Supply device, and method for supplying band-like member |
| WO2013046343A1 (ja) * | 2011-09-27 | 2013-04-04 | 積水化学工業株式会社 | 供給装置および帯状部材の供給方法 |
| JP2013071846A (ja) * | 2011-09-28 | 2013-04-22 | Boeing Co:The | 材料配置システム |
| US10137648B2 (en) | 2011-09-28 | 2018-11-27 | The Boeing Company | Material placement system |
| JP2015089647A (ja) * | 2013-11-06 | 2015-05-11 | 三菱重工業株式会社 | プリプレグシート自動積層装置、及びプリプレグシート積層方法 |
| WO2015068734A1 (ja) * | 2013-11-06 | 2015-05-14 | 三菱重工業株式会社 | プリプレグシート自動積層装置、及びプリプレグシート積層方法 |
| US9993979B2 (en) | 2013-11-06 | 2018-06-12 | Mitsubishi Heavy Industries, Ltd. | Device for automatically layering prepreg sheets and method for layering prepreg sheets |
| CN108367510A (zh) * | 2015-10-15 | 2018-08-03 | 罗尔斯·罗伊斯公司 | 一种为铺叠过程生成运动曲线的方法 |
| JP2018534177A (ja) * | 2015-10-15 | 2018-11-22 | ロールス‐ロイス、パブリック、リミテッド、カンパニーRolls−Royce Public Limited Company | 積層工程のための移動プロファイルを生成する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2582645T3 (es) | 2016-09-14 |
| EP1658172A2 (en) | 2006-05-24 |
| US7282107B2 (en) | 2007-10-16 |
| JP2009166503A (ja) | 2009-07-30 |
| EP2261010A1 (en) | 2010-12-15 |
| US20080156436A1 (en) | 2008-07-03 |
| JP5550851B2 (ja) | 2014-07-16 |
| US20050039843A1 (en) | 2005-02-24 |
| WO2005018917A3 (en) | 2005-04-28 |
| EP1658172B1 (en) | 2016-06-29 |
| WO2005018917A2 (en) | 2005-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5550851B2 (ja) | 大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機 | |
| US7048024B2 (en) | Unidirectional, multi-head fiber placement | |
| US7080441B2 (en) | Composite fuselage machine and method of automated composite lay up | |
| US7083698B2 (en) | Automated composite lay-up to an internal fuselage mandrel | |
| JP5714674B2 (ja) | 高度複合材のテーラードブランクの高速かつ自動化された製造のためのシステムおよび方法 | |
| JP5992522B2 (ja) | 先進複合材料積層体を作製するためのシステムおよび方法 | |
| US4877471A (en) | Method and apparatus for delivering a resin-impregnated, multifilament band | |
| US6096164A (en) | Multiple axes fiber placement machine | |
| US6026883A (en) | Self-contained apparatus for fiber element placement | |
| JP2018199328A (ja) | 複数の機械を用いた複合材料の高速レイアップ | |
| EP0276169A2 (en) | Transverse tape winding method and apparatus therefor | |
| JPH02139467A (ja) | 繊維案内装置 | |
| KR20180132247A (ko) | 섬유강화플라스틱 소재 테이프를 이용한 프리폼 제조 장치 | |
| US20240100785A1 (en) | Roller unit for feeding tapes, fiber placement apparatus and method of molding composite material | |
| US20240100787A1 (en) | Method of producing preform and method of molding composite material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090501 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091028 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091125 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100203 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100420 |