JP2007245158A - トランスファ装置の作動方法 - Google Patents
トランスファ装置の作動方法 Download PDFInfo
- Publication number
- JP2007245158A JP2007245158A JP2006067962A JP2006067962A JP2007245158A JP 2007245158 A JP2007245158 A JP 2007245158A JP 2006067962 A JP2006067962 A JP 2006067962A JP 2006067962 A JP2006067962 A JP 2006067962A JP 2007245158 A JP2007245158 A JP 2007245158A
- Authority
- JP
- Japan
- Prior art keywords
- transfer
- workpiece
- carry
- pair
- operating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Forging (AREA)
Abstract
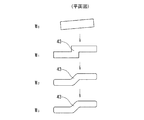
【解決手段】前後一対のトランスファバー1a、1bの3次元動作を独立に作動させるトランスファ装置を用い、これらのトランスファバー1a、1bの上下方向での昇降位置を、互いに異ならせて作動することにより、トランスファバー1a、1bの重量や動作用スペースを増大させることなく、前後方向の垂直面内で段違い形状となるワークW1〜W3を、フィンガ4a、4bの交換なしで搬送できるようにした。
【選択図】図5
Description
2a、2b、3a、3b 作動ユニット
4a、4b フィンガ
5 支柱
6 受け部
10a、10b 進退機構
11 フレーム
12 サーボモータ
13 ボールねじ
14 ナット
15 進退台
16 案内レール
17 スライダ
20a、20b 開閉機構
21 フレーム
22 サーボモータ
23 ボールねじ
24 開閉台
25 案内レール
26 支持部材
27 案内レール
28 スライダ
30a、30b 昇降機構
31 フレーム
32 サーボモータ
33 ボールねじ
34 ナット
35 昇降台
36 案内レール
37 スライダ
41 屈曲部
42 凹部
43 屈曲部
Claims (3)
- 順送り加工されるワークの搬送方向に並設された前後一対のトランスファバーを、それぞれワークの搬入側と搬出側に設けた作動ユニットで支持し、搬送方向への進退動作、前後方向への開閉動作、および上下方向への昇降動作の3次元動作を、トランスファバー毎に独立に作動させて、前記ワークの順送りを行うトランスファ装置の作動方法において、前記前後一対のトランスファバーの上下方向での昇降位置を、互いに異ならせて作動するようにしたことを特徴とするトランスファ装置の作動方法。
- 順送り加工されるワークの搬送方向に並設された前後一対のトランスファバーを、それぞれワークの搬入側と搬出側に設けた作動ユニットで支持し、搬送方向への進退動作、前後方向への開閉動作、および上下方向への昇降動作の3次元動作を、トランスファバー毎に独立に作動させて、前記ワークの順送りを行うトランスファ装置の作動方法において、前記前後一対のトランスファバーの搬送方向での進退位置を、互いに異ならせて作動するようにしたことを特徴とするトランスファ装置の作動方法。
- 順送り加工されるワークの搬送方向に並設された前後一対のトランスファバーを、それぞれワークの搬入側と搬出側に設けた作動ユニットで支持し、搬送方向への進退動作、前後方向への開閉動作、および上下方向への昇降動作の3次元動作を、トランスファバー毎に独立に作動させて、前記ワークの順送りを行うトランスファ装置の作動方法において、前記前後一対のトランスファバーの少なくとも一方の前後方向への開閉位置を、前記搬送方向で傾斜させて作動するようにしたことを特徴とするトランスファ装置の作動方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006067962A JP4727465B2 (ja) | 2006-03-13 | 2006-03-13 | トランスファ装置の作動方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006067962A JP4727465B2 (ja) | 2006-03-13 | 2006-03-13 | トランスファ装置の作動方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007245158A true JP2007245158A (ja) | 2007-09-27 |
| JP4727465B2 JP4727465B2 (ja) | 2011-07-20 |
Family
ID=38589993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006067962A Active JP4727465B2 (ja) | 2006-03-13 | 2006-03-13 | トランスファ装置の作動方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4727465B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021133368A (ja) * | 2020-02-21 | 2021-09-13 | 興代 伊達 | ワーク搬送装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56160838A (en) * | 1980-05-13 | 1981-12-10 | Aida Eng Ltd | Transfer device |
| JPS61178126A (ja) * | 1985-02-04 | 1986-08-09 | Nissan Motor Co Ltd | ワ−クの搬送装置 |
| JPS6225027A (ja) * | 1985-07-25 | 1987-02-03 | Aisin Seiki Co Ltd | 射出成形装置 |
| JPH08197388A (ja) * | 1995-01-27 | 1996-08-06 | Kiriyuu Kikai Kk | クランプ装置およびそのクランプ装置を用いた搬送装置 |
| JPH1190561A (ja) * | 1997-09-16 | 1999-04-06 | Komatsu Aatec Kk | トランスファフィーダ |
| JP2004243414A (ja) * | 2003-02-13 | 2004-09-02 | Sms Eumuco Gmbh | 工程ビーム駆動機構 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6225027U (ja) * | 1985-07-25 | 1987-02-16 |
-
2006
- 2006-03-13 JP JP2006067962A patent/JP4727465B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56160838A (en) * | 1980-05-13 | 1981-12-10 | Aida Eng Ltd | Transfer device |
| JPS61178126A (ja) * | 1985-02-04 | 1986-08-09 | Nissan Motor Co Ltd | ワ−クの搬送装置 |
| JPS6225027A (ja) * | 1985-07-25 | 1987-02-03 | Aisin Seiki Co Ltd | 射出成形装置 |
| JPH08197388A (ja) * | 1995-01-27 | 1996-08-06 | Kiriyuu Kikai Kk | クランプ装置およびそのクランプ装置を用いた搬送装置 |
| JPH1190561A (ja) * | 1997-09-16 | 1999-04-06 | Komatsu Aatec Kk | トランスファフィーダ |
| JP2004243414A (ja) * | 2003-02-13 | 2004-09-02 | Sms Eumuco Gmbh | 工程ビーム駆動機構 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021133368A (ja) * | 2020-02-21 | 2021-09-13 | 興代 伊達 | ワーク搬送装置 |
| JP7379207B2 (ja) | 2020-02-21 | 2023-11-14 | 興代 伊達 | ワーク搬送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4727465B2 (ja) | 2011-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112238192B (zh) | 多工位压力机的工件搬送系统 | |
| JPH049230A (ja) | トランスファープレス機の搬送装置 | |
| JP5953682B2 (ja) | 鍛造装置 | |
| JP4729322B2 (ja) | プレス成型方法及びプレス成型装置 | |
| JP4727465B2 (ja) | トランスファ装置の作動方法 | |
| JP5060139B2 (ja) | タンデムプレス加工装置 | |
| KR100728559B1 (ko) | 단조용 소재의 이송장치 | |
| JP7458629B2 (ja) | 順送プレス用搬送装置及び順送プレス装置並びに金属製品の製造方法 | |
| JP4483306B2 (ja) | タンデムプレス装置 | |
| JP4951445B2 (ja) | プレス設備のワーク自動搬送装置 | |
| JP5140852B2 (ja) | トランスファプレス装置 | |
| JP5112903B2 (ja) | トランスファプレス | |
| JPH08229778A (ja) | トランスファマシンおよびその搬送装置 | |
| JP2011079004A (ja) | ワーク搬送装置 | |
| JP4715266B2 (ja) | パネル搬送装置 | |
| JP4472244B2 (ja) | トランスファフィーダ | |
| JP6321088B2 (ja) | タンデムプレスライン搬送方法 | |
| JP5401690B2 (ja) | 搬送装置及び処理物の搬送方法 | |
| KR200408669Y1 (ko) | 단조용 소재의 이송장치 | |
| JP6321087B2 (ja) | タンデムプレスライン用ワーク搬送装置 | |
| JP4899721B2 (ja) | 被加工物搬送装置 | |
| JP2003053477A (ja) | 鍛造プレスにおけるトランスファフィーダ | |
| JP2001001227A (ja) | トランスファマシン | |
| JP2006122964A (ja) | 鍛造プレスにおけるトランスファフィーダ | |
| JP2005342828A (ja) | ワーク入替方法及びワーク入替機構付き自動搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110413 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4727465 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 3 |