JP2005298314A - ガラス板表面のエッチング方法、ガラス板エッチング装置、フラットパネルディスプレイ用ガラス板及びフラットパネルディスプレイ - Google Patents
ガラス板表面のエッチング方法、ガラス板エッチング装置、フラットパネルディスプレイ用ガラス板及びフラットパネルディスプレイ Download PDFInfo
- Publication number
- JP2005298314A JP2005298314A JP2004167969A JP2004167969A JP2005298314A JP 2005298314 A JP2005298314 A JP 2005298314A JP 2004167969 A JP2004167969 A JP 2004167969A JP 2004167969 A JP2004167969 A JP 2004167969A JP 2005298314 A JP2005298314 A JP 2005298314A
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- etching
- etching solution
- glass
- masking agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
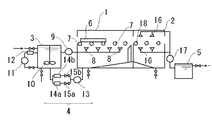
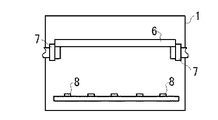
【解決手段】 エッチング方法としては、ガラス表面にエッチング液を吹き付け、その後エッチング液を除去することによってガラス板のエッチングを行う。このとき、水平にしたガラス板の底面にエッチング液を吹き付けることが好適である。エッチング装置は、ガラス板を支持する支持具と、ガラス表面にエッチング液を噴射するノズル8と、該エッチング液を貯留するエッチング液貯留槽とを備えたガラスエッチング装置である。この装置において、支持具はガラス板を水平にして支持するものであることが好適であり、ノズル8は、水平に支持したガラス板の底面に向けてエッチング液を吹き付け可能に配置することが好適である。
【選択図】 図1
Description
また、ガラス板収納ユニット6が水平にして搬送することに伴い、ユニット6内のガラス板19も水平にして搬送される。搬送速度は、ガラス表面のエッチング量がガラス表面とエッチング液との接触時間に関係するため、目的とするガラス表面のエッチング量によって適宜変更されることになる。ガラス収納ユニット6は、エッチング室1内を搬送された後に、続いてエッチング液除去室2に搬送されることによって、エッチング液が除去されることになる。
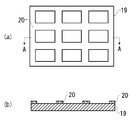
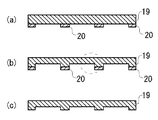
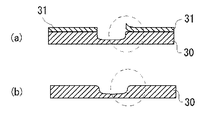
スクリーン印刷法を使用してマスキング剤をガラスの一表面に被覆した。このとき、マスキング剤が被覆されていない矩形の部分を形成した。
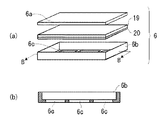
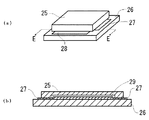
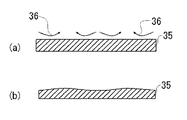
開口部を有する容体と押さえ板からなるガラス板収納ユニットにマスキング剤を被覆したガラス板を収納した後、マスキング剤が被覆されていない矩形部分に霧状のエッチング液を吹き付けることによってエッチングを行った。
2 エッチング液除去室
3 エッチング液貯留槽
4 エッチング液回収装置
5 水貯留槽
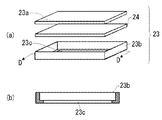
6、23 ガラス板収納ユニット
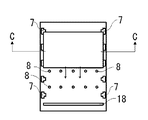
7、18 搬送ローラー
8、16 ノズル
9、11、13 ポンプ
12、14a、14b フィルター
15a、15b 開閉弁
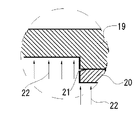
19、24 ガラス板
20 マスキング剤
Claims (18)
- ガラス板の表面にエッチング液を吹き付けて前記ガラス板表面をエッチングするエッチング工程と、
前記吹き付けたエッチング液を前記ガラス板から除去するエッチング液除去工程
を備えることを特徴とするガラス板表面のエッチング方法。 - 前記エッチング方法は、開口部を有し、かつ、ガラス板の端部を挟持固定して収納するガラス板収納ユニットに収納された前記ガラス板の表面をエッチングするものである請求項1に記載のエッチング方法。
- 前記エッチング工程前に、ガラス板表面に所定のパターンでマスキング剤を被覆するマスキング剤被覆工程を備える請求項1又は2に記載のエッチング方法。
- 前記エッチング工程は、前記ガラス板を略水平にし、前記ガラス板の底面にエッチング液を吹き付けて前記ガラス板表面をエッチングする請求項1〜3のいずれかに記載のエッチング方法。
- 前記エッチング工程は、前記ガラス板の底面の反対面にエッチング液を吹き付けて前記ガラス板表面をエッチングする請求項4に記載のエッチング方法。
- 前記エッチング工程は、前記ガラス板を略鉛直にし、前記ガラス板の表面にエッチング液を吹き付けて前記ガラス板表面をエッチングする請求項1〜3のいずれかに記載のエッチング方法。
- ガラス板を支持可能なガラス板支持部と、
前記支持部に支持されているガラス板に向けてエッチング液を噴射するエッチング液噴射ノズルと、
前記エッチング液を該エッチング液の温度を制御して貯留するエッチング液貯留槽と、
前記噴射されたエッチング液を回収するエッチング液回収装置
を備えることを特徴とするガラス板エッチング装置。 - 前記ガラス板支持部は、ガラス板を略水平に支持可能な支持部であり、前記エッチング液噴射ノズルは、前記ガラスの下方からエッチング液を前記ガラス板の底面に向けて噴射するノズルである請求項7に記載のエッチング装置。
- 前記ガラス板支持部は、ガラス板を略鉛直に支持可能な支持部である請求項7に記載のエッチング装置。
- 前記支持部は、ガラス板の端部を支持するものである請求項8に記載のエッチング装置。
- 前記支持部は、ガラス板を搬送可能な搬送装置である請求項10に記載のエッチング装置。
- 前記搬送装置は、搬送する方向の左右からガラス板の両端を支持する搬送ローラーである請求項11に記載のエッチング装置。
- 前記搬送ローラーは、平面を有する基部とこの基部の平面径間よりも小径の略円柱形ローラーとを前記基部の平面と前記ローラーの平面で連結した形状の搬送ローラーであり、前記小径ローラーがガラス板を支持する請求項12に記載のエッチング装置。
- 前記エッチング液噴射ノズルは、前記ガラスの上方からエッチング液を前記ガラス板の底面の反対面に向けて噴射する請求項13に記載のエッチング装置。
- 前記回収装置は、回収したエッチング液を前記エッチング液貯留槽に送液するものである請求項7〜14のいずれかに記載のエッチング装置。
- 前記回収装置は、回収するエッチング液中に存在するスラッジ除去装置を備える請求項7〜15のいずれかに記載のエッチング装置。
- 請求項1〜6のいずれかに記載のエッチング方法によってエッチングしたフラットパネルディスプレイ用ガラス板。
- 請求項17に記載のガラス板を使用したフラットパネルディスプレイ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004167969A JP4071220B2 (ja) | 2004-03-17 | 2004-06-07 | ガラス基板の製造方法 |
| SG200404296A SG115713A1 (en) | 2004-03-17 | 2004-07-30 | Glass plate surface etching method, glass plate etching apparatus, glass plate for flat panel display, and flat panel display |
| TW093123095A TWI250136B (en) | 2004-03-17 | 2004-08-02 | Glass plate surface etching method, glass plate etching apparatus, glass plate for flat panel display, and flat panel display |
| CNB2004100641632A CN100513340C (zh) | 2004-03-17 | 2004-08-20 | 玻璃板表面蚀刻方法和装置、及玻璃板和平面显示器 |
| KR1020040068837A KR100725468B1 (ko) | 2004-03-17 | 2004-08-31 | 유리판 표면의 에칭 방법, 유리판 에칭 장치, 평판디스플레이용 유리판 및 평판 디스플레이 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004075585 | 2004-03-17 | ||
| JP2004167969A JP4071220B2 (ja) | 2004-03-17 | 2004-06-07 | ガラス基板の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007152268A Division JP2007284345A (ja) | 2004-03-17 | 2007-06-08 | フラットパネルディスプレイ用ガラス板の製造方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298314A true JP2005298314A (ja) | 2005-10-27 |
| JP4071220B2 JP4071220B2 (ja) | 2008-04-02 |
Family
ID=35041438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004167969A Expired - Fee Related JP4071220B2 (ja) | 2004-03-17 | 2004-06-07 | ガラス基板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4071220B2 (ja) |
| KR (1) | KR100725468B1 (ja) |
| CN (1) | CN100513340C (ja) |
| SG (1) | SG115713A1 (ja) |
| TW (1) | TWI250136B (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100824544B1 (ko) | 2006-09-18 | 2008-04-23 | (주)에스티아이 | 식각 장치 및 식각방법 |
| JP2008146072A (ja) * | 2006-12-08 | 2008-06-26 | Lg Phillips Lcd Co Ltd | 基板エッチング装置及びこれを利用した液晶表示素子製造ライン |
| JP2009249276A (ja) * | 2008-04-10 | 2009-10-29 | M M Tech Co Ltd | 下向き式基板薄型化装置及びこれを用いた薄型化システム |
| KR100943321B1 (ko) | 2008-03-03 | 2010-02-19 | (주)세미로드 | 유리 식각 장치와 유리 기판의 슬러지 제거 방법 |
| US7823595B2 (en) | 2006-07-04 | 2010-11-02 | Nec Corporation | Apparatus for etching substrate and method of fabricating thin-glass substrate |
| WO2013061764A1 (ja) * | 2011-10-28 | 2013-05-02 | 株式会社Nsc | ガラス基板の製造方法 |
| JP5761187B2 (ja) * | 2010-06-21 | 2015-08-12 | 旭硝子株式会社 | ガラス板の研磨方法、ガラス板の製造方法、およびガラス板の製造装置 |
| CN117396447A (zh) * | 2021-05-21 | 2024-01-12 | 康宁股份有限公司 | 基于坯棒的多纤芯光纤和形成方法 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100741291B1 (ko) * | 2006-02-14 | 2007-07-23 | 에버테크노 주식회사 | Lcd 유리 슬리밍장치 |
| KR100732019B1 (ko) * | 2006-02-17 | 2007-06-25 | (주)지원테크 | 유리 기판의 박판화 장치 |
| KR20070105699A (ko) * | 2006-04-27 | 2007-10-31 | 삼성전자주식회사 | 기판 식각 장치 및 이를 이용한 기판 식각 방법 |
| KR101300524B1 (ko) * | 2006-09-19 | 2013-09-02 | (주)에스티아이 | 식각장치 및 식각방법 |
| KR100865767B1 (ko) * | 2007-03-15 | 2008-10-28 | 우진선행기술 주식회사 | 기판 슬림화 장치 및 기판 슬림화 방법 |
| KR100732016B1 (ko) * | 2007-03-22 | 2007-06-25 | (주)지원테크 | 유리 기판의 박판화 장치 |
| KR100801957B1 (ko) * | 2007-06-26 | 2008-02-12 | 이민철 | 에칭 키트 |
| KR100943756B1 (ko) * | 2007-10-15 | 2010-02-23 | 우진선행기술 주식회사 | 기판 슬림화 장치 |
| KR100860294B1 (ko) * | 2008-01-09 | 2008-09-25 | 주식회사 이코니 | 유리기판 에칭 장치와 상기 에칭 장치에 의하여 제조된유리박판 |
| CN101630635B (zh) * | 2009-08-25 | 2011-11-30 | 满纳韩宏电子科技(南京)有限公司 | 玻璃基板蚀刻装置 |
| KR101007306B1 (ko) * | 2010-02-23 | 2011-01-13 | 주식회사 엠엠테크 | 상부 하향 분사식 기판 에칭 장치 |
| CN102653451A (zh) * | 2011-03-01 | 2012-09-05 | 三福化工股份有限公司 | 玻璃基板连续结晶式化学蚀刻方法与设备 |
| CN102730956B (zh) * | 2011-04-11 | 2015-08-26 | 诺发光电股份有限公司 | 保护玻璃的加工方法 |
| KR101277161B1 (ko) * | 2011-07-08 | 2013-06-20 | 주식회사 엠엠테크 | 글라스 박형화 시스템 |
| JP5317304B2 (ja) * | 2012-01-31 | 2013-10-16 | 株式会社Nsc | 化学研磨装置 |
| KR20130092713A (ko) * | 2012-02-13 | 2013-08-21 | (주)미코씨엔씨 | 터치스크린용 강화 유리 기판의 가공방법 |
| JP5340457B1 (ja) * | 2012-06-06 | 2013-11-13 | 株式会社Nsc | 化学研磨装置 |
| KR101387058B1 (ko) * | 2012-10-11 | 2014-04-21 | 주식회사 유플러스비젼 | 저반사 나노구조의 유리기판 제조방법 및 이를 위한 부식액 조성물 |
| CN104176943A (zh) * | 2013-05-24 | 2014-12-03 | 中国科学院微电子研究所 | 一种增加石英片表面刻蚀粗糙度的方法 |
| CN104761150B (zh) * | 2015-03-16 | 2017-09-22 | 南昌欧菲光学技术有限公司 | 玻璃蚀刻液、利用该蚀刻液蚀刻玻璃的方法、盖板玻璃及其制备方法 |
| JP6651127B2 (ja) * | 2015-09-11 | 2020-02-19 | 日本電気硝子株式会社 | ガラス板の製造方法及びその製造装置 |
| JP6283062B2 (ja) * | 2016-05-31 | 2018-02-21 | 株式会社Nsc | 表示装置製造方法 |
| TWI649285B (zh) * | 2016-06-07 | 2019-02-01 | 全鴻精研股份有限公司 | 水平式玻璃蝕刻的方法 |
| TWI613167B (zh) * | 2016-11-18 | 2018-02-01 | 宏益玻璃科技股份有限公司 | 一種抗眩光強化抗菌及抗指紋之玻璃面板製作方法 |
| TWI829673B (zh) * | 2018-03-07 | 2024-01-21 | 美商康寧公司 | 玻璃基板黏接控制 |
| JP7708770B2 (ja) * | 2020-01-17 | 2025-07-15 | コーニング インコーポレイテッド | 基板面を処理する方法、そのための装置、及び処理されたガラス物品 |
| KR20240027709A (ko) * | 2021-07-01 | 2024-03-04 | 코닝 인코포레이티드 | 유리-계 시트를 에칭하는 방법 |
| KR102400576B1 (ko) * | 2021-09-02 | 2022-05-19 | 오성수 | 유리판의 단면 가공 방법 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2103548B (en) * | 1981-08-20 | 1985-01-30 | Glaverbel | Method of reducing light reflection from glass surfaces |
| JPS63121678A (ja) | 1986-11-11 | 1988-05-25 | Dainippon Screen Mfg Co Ltd | クロム被膜のエツチング方法及びエツチング装置 |
| KR0180850B1 (ko) * | 1996-06-26 | 1999-03-20 | 구자홍 | 유리기판 에칭장치 |
| JP3623094B2 (ja) | 1998-01-30 | 2005-02-23 | セントラル硝子株式会社 | ガラス板面の酸処理方法およびその装置 |
| JPH11307494A (ja) | 1998-04-17 | 1999-11-05 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2000323813A (ja) | 1999-05-12 | 2000-11-24 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| CN1306912A (zh) * | 2000-01-21 | 2001-08-08 | 张建华 | 玻璃本色砂面装饰制品及其化学生产方法 |
| CN2492564Y (zh) * | 2001-08-16 | 2002-05-22 | 铼宝科技股份有限公司 | 有机电致发光显示面板铟锡氧化物电极的电化学蚀刻平坦化装置 |
| SG121817A1 (en) * | 2002-11-22 | 2006-05-26 | Nishiyama Stainless Chemical Co Ltd | Glass substrate for flat planel display, and process for producing the same |
-
2004
- 2004-06-07 JP JP2004167969A patent/JP4071220B2/ja not_active Expired - Fee Related
- 2004-07-30 SG SG200404296A patent/SG115713A1/en unknown
- 2004-08-02 TW TW093123095A patent/TWI250136B/zh not_active IP Right Cessation
- 2004-08-20 CN CNB2004100641632A patent/CN100513340C/zh not_active Expired - Fee Related
- 2004-08-31 KR KR1020040068837A patent/KR100725468B1/ko not_active Expired - Fee Related
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7823595B2 (en) | 2006-07-04 | 2010-11-02 | Nec Corporation | Apparatus for etching substrate and method of fabricating thin-glass substrate |
| US8409451B2 (en) | 2006-07-04 | 2013-04-02 | Nec Corporation | Apparatus for etching substrate and method of fabricating thin-glass substrate |
| US20100326953A1 (en) * | 2006-07-04 | 2010-12-30 | Nec Corporation | Apparatus for etching substrate and method of fabricating thin-glass substrate |
| KR100824544B1 (ko) | 2006-09-18 | 2008-04-23 | (주)에스티아이 | 식각 장치 및 식각방법 |
| US9411178B2 (en) | 2006-12-08 | 2016-08-09 | Lg Display Co., Ltd. | Apparatus for etching substrate and fabrication line for fabricating liquid crystal display using the same |
| US8293065B2 (en) | 2006-12-08 | 2012-10-23 | Lg Display Co., Ltd. | Apparatus for etching substrate and fabrication line for fabricating liquid crystal display using the same |
| JP2008146072A (ja) * | 2006-12-08 | 2008-06-26 | Lg Phillips Lcd Co Ltd | 基板エッチング装置及びこれを利用した液晶表示素子製造ライン |
| KR100943321B1 (ko) | 2008-03-03 | 2010-02-19 | (주)세미로드 | 유리 식각 장치와 유리 기판의 슬러지 제거 방법 |
| JP2009249276A (ja) * | 2008-04-10 | 2009-10-29 | M M Tech Co Ltd | 下向き式基板薄型化装置及びこれを用いた薄型化システム |
| JP5761187B2 (ja) * | 2010-06-21 | 2015-08-12 | 旭硝子株式会社 | ガラス板の研磨方法、ガラス板の製造方法、およびガラス板の製造装置 |
| WO2013061764A1 (ja) * | 2011-10-28 | 2013-05-02 | 株式会社Nsc | ガラス基板の製造方法 |
| JP2013095617A (ja) * | 2011-10-28 | 2013-05-20 | Nsc:Kk | ガラス基板の製造方法 |
| KR20140093934A (ko) * | 2011-10-28 | 2014-07-29 | 가부시키가이샤 엔에스씨 | 유리 기판의 제조방법 |
| TWI601600B (zh) * | 2011-10-28 | 2017-10-11 | Nsc Co Ltd | Method of manufacturing glass substrate |
| KR101988998B1 (ko) | 2011-10-28 | 2019-06-13 | 가부시키가이샤 엔에스씨 | 유리 기판의 제조방법 |
| CN117396447A (zh) * | 2021-05-21 | 2024-01-12 | 康宁股份有限公司 | 基于坯棒的多纤芯光纤和形成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050093669A (ko) | 2005-09-23 |
| KR100725468B1 (ko) | 2007-06-08 |
| SG115713A1 (en) | 2005-10-28 |
| CN100513340C (zh) | 2009-07-15 |
| TWI250136B (en) | 2006-03-01 |
| TW200531945A (en) | 2005-10-01 |
| CN1669967A (zh) | 2005-09-21 |
| JP4071220B2 (ja) | 2008-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4071220B2 (ja) | ガラス基板の製造方法 | |
| TWI421973B (zh) | 基板處理裝置 | |
| JP4939545B2 (ja) | 連続方法における平面状薄型基板の湿式化学処理のための装置 | |
| JP5345265B1 (ja) | 電子機器用カバーガラスの製造方法および製造装置 | |
| JP2007284345A (ja) | フラットパネルディスプレイ用ガラス板の製造方法及びその装置 | |
| CN101169599A (zh) | 利用处理液除去基板的光刻胶并用臭氧处理处理液 | |
| WO2011142060A1 (ja) | 洗浄方法及び洗浄装置 | |
| US20120312782A1 (en) | Etching method and etching device | |
| JP2007294606A (ja) | パネルのエッチング製作プロセスの方法及びその装置 | |
| TWI239650B (en) | Method for manufacturing the display device | |
| CN102463237A (zh) | 基底清洁系统和方法 | |
| JP2007217276A (ja) | ガラス基板の薄板化装置 | |
| JP2014069126A (ja) | 基板処理装置 | |
| JP2005244162A (ja) | 基板処理装置 | |
| CN211828692U (zh) | 基板处理装置以及吐出喷嘴 | |
| TWI391349B (zh) | 基板薄型化裝置,基板薄型化方法以及基板薄型化組件 | |
| JP2005211718A (ja) | 基板処理装置 | |
| JP2551123B2 (ja) | 連続表面処理装置 | |
| JP2003142453A (ja) | ウエット処理装置およびウエット処理方法 | |
| JP2007196094A (ja) | 処理液供給ユニットおよびそれを備えた基板処理装置 | |
| JP5202400B2 (ja) | 基板処理装置および基板処理方法 | |
| HK1081169A (en) | Etching method and apparatus for glass plate for display, and said glass plate and display | |
| JP4206372B2 (ja) | 剥離装置 | |
| JP2013075794A (ja) | ガラスカレットの除去方法 | |
| JP2006303042A (ja) | 基板表面処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070608 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071003 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20071127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080116 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4071220 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110125 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110125 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120125 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120125 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120125 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130125 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140125 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |