JP2004331992A - 熱間圧延における金属板の温度予測方法および冷却方法 - Google Patents
熱間圧延における金属板の温度予測方法および冷却方法 Download PDFInfo
- Publication number
- JP2004331992A JP2004331992A JP2003124696A JP2003124696A JP2004331992A JP 2004331992 A JP2004331992 A JP 2004331992A JP 2003124696 A JP2003124696 A JP 2003124696A JP 2003124696 A JP2003124696 A JP 2003124696A JP 2004331992 A JP2004331992 A JP 2004331992A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- metal plate
- cooling water
- cooling
- hot rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Control Of Metal Rolling (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
【課題】熱間圧延における金属板の冷却水による冷却に際し、冷却水の温度が変化しても、冷却水により金属板表面を冷却する際の熱伝達係数を計算式により正確に求め、冷却中の金属板の温度を正確に予測する。
【解決手段】冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、冷却水の温度の低下とともに増大する関数として、金属板の温度を予測する。
【選択図】 図3
【解決手段】冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、冷却水の温度の低下とともに増大する関数として、金属板の温度を予測する。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、熱間圧延における金属板の温度予測方法および冷却方法に関し、金属板の冷却を精度良く行なうことにより、良好な材質の金属板を得ることが可能な、熱間圧延における金属板の温度予測方法および冷却方法に関する。
【0002】
【従来の技術】
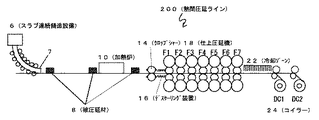
熱間圧延とは、金属材料を数100〜千数100℃に加熱した後、図9に例示するような熱間圧延ライン100上に抽出し、一対のロールで挟圧しつつそのロールを回転させ、薄く延ばすことをいう。熱間圧延ラインを図9に例示するが、3/4連続(スリークォータ)と呼ばれるタイプのものが多い。これは、被圧延材の搬送方向上流から下流に向かう順に、加熱炉10、複数の粗圧延機(Rougher)12(多くの場合4基。そのうち一部(多くの場合1基)が往復圧延を行い、残る圧延機が一方向圧延を行う。しかし、4基中3基が一方向のタイプに限らず例えば3基中1基又は2基が一方向のタイプなども含め、3/4連続という)、クロップシャー14、デスケーリング装置14、仕上圧延機(Finisher)18、冷却ゾーン22、コイラー(巻取装置)24を順次配置して成る。各設備間には図示しない多数のテーブルローラがあり、これにより被圧延材8が搬送される。冷却ゾーン22のテーブルローラ群のことを、特にランアウトテーブルと称することがある。
【0003】
前記粗圧延機12、仕上圧延機18は複数あるので、それぞれRougher、Finisherの頭文字を取り、各スタンドのナンバーを付与して、R1、R2、R3、F1、F2 … F7などと略称される。コイラー24も同様に複数あって、号機ナンバーを付与して、DC1、DC2などと略称される。
【0004】
熱間圧延ラインには他に、図10に示す、ステッケルミル150と呼ばれるタイプのものもある。このステッケルミル150では、粗圧延機12、仕上圧延機18が、共に1台とされ、仕上圧延機18の入側と出側にファーネスコイラー26が設けられて、往復圧延される。
【0005】
また、近年、スラブ連続鋳造設備6で薄スラブ7を連続鋳造し、切断機(図示省略)で切断して被圧延材8として、粗圧延を経ずに直接仕上圧延する、図11に示すような熱間圧延ライン200も登場してきている。
【0006】
金属板(金属帯も含む)を仕上圧延後に冷却するための冷却媒体としては、通常、水が用いられている。
【0007】
例えば、近年ますます需要が増えている製品の引張強さが400MPa以上の高張力鋼板(高張力鋼帯も含む)等の熱間圧延においては、仕上圧延機18により900℃程度で仕上圧延を行った鋼板を、フェライト変態の開始温度を低くして組織を微細化することを目的に、冷却ゾーン22を搬送されるランアウトテーブル上の高張力鋼板を900℃程度から400〜550℃程度まで冷却水により冷却を行なった後に、コイラー24により巻取っている。冷却後の金属板の温度は巻取り直前に測定する(巻取り温度、と以下称する)のが一般的であるが、この温度は、所望の材質を得るために大変重要であり、精度良く制御する必要がある。
【0008】
高張力鋼板の冷却の場合に限らず、金属板の冷却に用いる冷却水は、ピットなどに大量に貯めてからポンプなどによって冷却ゾーン22に供給され、金属板を冷却することで逆に受熱して昇温した冷却水は回収され、図示しないクーリングタワーと呼ばれる冷却手段により、冷却水は熱放散により温度降下され、再び金属板の冷却に用いるためにピットに戻される、という具合に循環して使用されるのが一般的であり、冷却水の温度は次に述べる変動要因により、大体25〜40℃の範囲になる。
【0009】
冷却水の温度は、冷却の対象となった金属板の材種の違いからくる金属板の加熱温度の違いや、金属板の寸法の違い等の、いわゆるプロダクトミックスと呼ばれる、その工場で製造される、金属板の材種、寸法の構成や、単位時間あたりの生産量の大小、それに季節の違い等によっても変動する。
【0010】
また、冬期や、熱間圧延ラインの操業を長時間停止した後に金属板の冷却を行なう場合等は、冷却水の温度が通常よりも10℃近くも低い状態となる場合もある。
【0011】
ところで、巻取り温度の目標を550℃以下としている高張力鋼板等の冷却に際しては、冷却水により金属板表面を冷却する際の、両者の境界では、沸騰現象が、膜沸騰から遷移沸騰に変化することが知られている。
【0012】
そして、冷却水の温度が下がると、膜沸騰から遷移沸騰に沸騰現象が変化する温度、即ち遷移沸騰開始温度(クエンチ点とも呼ばれる)が上がることが定性的に知られている。
【0013】
冷却水の温度が、先述のような変動要因により低い側に振れると、金属板表面温度が局部的に低い金属板部位では、冷却水の温度が低いことと相俟って、膜沸騰から遷移沸騰に沸騰現象が変化する温度、即ち遷移沸騰開始温度に達するまで、その表面が冷却されてしまうことがあり、そうなると、その部位では沸騰現象が不安定になって熱伝達係数が大きく変動し、巻取り温度が金属板の全幅全長で一様でなくなり、変動しやすくなる。
【0014】
この問題を解決しようと、例えば、特許文献1では、高残留オーステナイト鋼を製造する場合に、巻取り温度の目標よりも100℃高い温度まで鋼板の温度が低下した時点で冷却水の温度を45℃以上60℃以下とすることが提案されている。
【0015】
【特許文献1】
特開平6−256858号公報
【0016】
【発明が解決しようとする課題】
しかしながら、特許文献1では、冷却水の温度を従来よりもかなり高く設定する必要があるため、冷却水を加熱する手段を持たなくてはならず、多大な設備、エネルギー費用を要する。
【0017】
また、巻取り温度の目標よりも100℃高い温度まで鋼板の温度が低下した時点で冷却水の温度を上げるに際しては、ヒーター等によって冷却水を加熱すると応答性が悪く、冷却水の温度を精度良く制御することも難しかった。
【0018】
一方、金属板の熱間圧延に際しては、先述のような、金属板の材種の違いからくる金属板の加熱温度の違いや、金属板の寸法の違い、季節の違い、等の変動要因がある他、例えば、圧延速度が変化したり、巻取り温度制御においては、巻取り温度の実績を捉え、以降の金属板への冷却水流量のフィードバック制御が行なわれていたりする関係で、金属板の単位表面積に、単位時間あたり供給される冷却水の量は時々刻々に変動する。その影響で、金属板の単位表面積に、単位時間あたり供給される冷却水の量の変化が大きい場合には冷却水の温度も大きく変化してしまう。
【0019】
このため、沸騰現象が安定で熱伝達係数が変動しにくい状態にして金属板の冷却を行うには、特許文献1のような方法によっても、所詮、冷却水の温度を精度良く制御し、変動を抑えられなければ、金属板の冷却を精度良く行ない、目標とする巻取り温度を得、良好な材質の金属板を得ることができず、先述の通り、冷却水の加熱という設備、エネルギー費用の問題に行きついて、経済ロスは免れなかった。
【0020】
さらに、これまで冷却水の温度が下がることによって遷移沸騰開始温度が上がるということは定性的には知られていたにしても、金属板の温度を精度よく予測する手法が提案されていない。冷却水の温度が変動した場合には、精度良く冷却を行なうことができず、金属板の製品の材質のばらつきを抑えたり、歩留まりを向上したりする効果は小さかった。
【0021】
本発明は、前述のような従来技術の問題を解決するためになされたもので、金属板の冷却を精度良く行なうことにより、良好な材質の金属板を得ることを課題とする。
【0022】
【課題を解決するための手段】
本発明は、第一に、熱間圧延における金属板の冷却水による冷却に際し、冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、冷却水温度の低下とともに増大する関数として、金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法である。
【0023】
本発明は、第二に、熱間圧延における金属板の冷却水による冷却に際し、冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、金属板の材種、目標とする巻取り温度の関数として、金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法である。
【0024】
本発明は、第三に、前記の各方法を用いて金属板の温度を計算により予測し、目標とする冷却終了温度まで金属板を冷却することを特徴とする熱間圧延における金属板の冷却方法である。
【0025】
【発明の実施の形態】
以下、図面を参照して、本発明の実施形態を詳細に説明する。
【0026】
(実施の形態1)
冷却水により金属板表面を冷却する過程で、冷却水と金属板表面の両者の境界では、沸騰現象が、膜沸騰から遷移沸騰に変化するが、本発明では、そのことを金属板の温度を計算により予測する計算式に反映する。それには、冷却水により金属板表面を冷却する際の熱伝達係数αが、下記式(1)に示すように金属板表面温度Tsの関数f(Ts)で与えられるとする。
【0027】
α= f(Ts) …(1)
【0028】
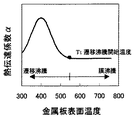
ここで、f(Ts)は、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分をもつ熱伝達係数を表す関数とする。これは、遷移沸騰開始温度以下に金属板表面温度が低下すると、熱伝達係数が増大することを関数で表したものである。冷却水により冷却する金属板が鋼板の場合を例に取ると、金属板表面温度が550℃から400℃までの領域において、熱伝達係数が、金属板表面温度の低下とともに増大する関数とする。金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係を、金属板が鋼板の場合を例に、模式的に示したものが図1である。
【0029】
図1を見ると、先述の通り、高張力鋼板の冷却は、低炭素鋼や極低炭素鋼などの普通鋼に比べ、目標とする巻取り温度をかなり低くし、400〜550℃程度とすることに伴い、金属板表面温度に対して熱伝達係数が次第に高くなってくる領域での冷却になってくることがわかる。
【0030】
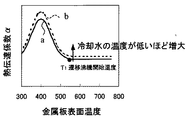
そして、そのこととは別に、従来から定性的にはよく知られているように、冷却水により金属板表面を冷却する際の熱伝達係数は冷却水の温度Tw(℃)が低くなるほど高くなる。このことを、金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係として、模式的に示すと、図2のようになるが、例えばある基準となる冷却水の温度Tw0における熱伝達係数α0に対して、冷却水により金属板表面を冷却する際の熱伝達係数αは、下記(2)式のような計算式で表されることになる。ちなみに冷却水の温度が1℃下がるごとに熱伝達係数が1%上昇する場合は、r1 = 0.01となる。
【0031】
α= k α0 = (1 + r1 (Tw0 − Tw)) α0 …(2)
【0032】
ここで発明者らは、冷却水により金属板表面を冷却する際の熱伝達係数が冷却水の温度Tw(℃)によってどの程度変動するかを定量的に究明しようと試みた。発明者らの研究によると、上記(2)式は、鋼板の温度が550℃以上の温度域で使用する場合には有効であるが、それを下回る温度域ではさほど正確ではないことがわかってきた。
【0033】
例えば金属板が鋼板の場合、900℃で仕上圧延を終了した後、25℃の冷却水で、巻取り温度600℃まで冷却した場合は、(2)式で表す熱伝達係数が、冷却水が35℃だった場合と比べて10%高くなり、r1 = 0.01 となる。ところが、同様に、900℃で仕上圧延を終了した後、25℃の冷却水で、巻取り温度450℃まで冷却した場合は、熱伝達係数が、冷却水が35℃だった場合と比べて30%も高くなり、r1 = 0.03 となることがわかった。
【0034】
ところが、発明者らの研究によると、上記(2)式は、鋼板の温度が550℃以上の温度域で使用する場合には有効であるが、それを下回る温度域ではさほど正確ではないことがわかってきた。
【0035】
発明者らは、鋼板の温度が550℃を下回る温度域でも、冷却水により金属板表面を冷却する際の熱伝達係数を計算式にて正確に表現できるよう、鋭意研究を重ねた。
【0036】
その結果、発明者らは、以上述べたこととは別に、図3に模式的に示すように、金属板の冷却過程すなわち徐々に温度が低下する過程で、冷却水により金属板表面を冷却する際の熱伝達係数が急激に大きくなる遷移沸騰開始温度T1が、金属板表面温度Tsだけでなく、冷却水の温度にも依存して変化することを見出した。
【0037】
即ち、図2に模式的に示したように、冷却水の温度が低下すると、熱伝達係数はaからbのように大きくなるという従来からの知見に加えて、図3に模式的に示したように、冷却水の温度が低下すると、遷移沸騰開始温度T1が金属板表面温度Tsの高い側にシフトして熱伝達係数曲線がbからcのようになることを見出したのである。
【0038】
発明者らは、次に、このことを計算式で表現しようと考えた。
【0039】
先にも述べた通り、図1のような、従来から知られている、金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係が、f(Ts)と表せたとすると、上述のように、冷却水の温度に依存して、熱伝達係数αが変化することは、先述の(2)式をベースに考え、
α= (1 + r1 (Tw0 − Tw)) f (Ts − r2 (Tw0 − Tw))…(3)
と表される、という結論に、発明者らは最終的に到達したのである。ここに、
f(Ts):遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分をもつ熱伝達係数を表す関数
例1:f(Ts)= a + b exp( c (Ts − r2 (Tw0 − Tw)) 2)、
例2:f(Ts)=perfc(Ts) + q
Ts:金属板表面温度
Tw0:基準となる冷却水の温度
Tw:冷却水の温度
r1,r2:比例定数
をそれぞれ表すものとする。
【0040】
そして、次の(4)式に従い、金属板の温度Tを予測計算する。
【0041】
T=T0 − α(Ts − Tw)×t/c …(4)
ここに、
T0:予測計算前温度
t:経過時間
c:金属板の比熱
をそれぞれ表すものとする。
【0042】
(実施の形態2)
そして、巻取り温度の予測に対する実績の回帰を人手により行い、巻取り温度の予測計算結果が実績に合うように、r1,r2のような比例定数を、金属板の材種によって最適化する。材種は、例えばC(カーボン)の含有率によって、低炭素鋼、極低炭素鋼に分けるとか、高張力鋼板の場合であれば、Mn(マンガン)やSi(珪素)の含有率、あるいは製品に要求される引張強さ、降伏応力がいくら以上かといった需要家オーダに関連したデータ等により分類して決定すればよい。これらに限らず種々の決め方を適宜採用してよい。
【0043】
また、金属板の材種が同じでも、目標とする巻取り温度によってr1,r2のような比例定数を最適化する。
【0044】
例えば、目標とする巻取り温度が550℃以上の場合には r1=0.01 (1℃につき水冷熱伝達係数が1℃につき1%変化する)とし、巻取り温度が470℃以上550℃未満の場合にはr1=0.02 (1℃につき2%変化する)とし、巻取り温度が470℃未満の場合にはr1=0.03 (1℃につき3%変化する)とする等してよい。
【0045】
ところで、(3)式中のr1,r2のような比例定数の最適化には相当の労力を要する場合がある。このような場合には、(3)式中の r2 を0とする代わりに、r1 を目標とする巻取り温度や金属板の材種によって最適化するなどしてもよい。
【0046】
ちなみに、特許文献1では、冷却水の温度が低い場合に、巻取り温度の低い高張力鋼板の冷却を行なうと、コイル内(金属板の全幅、全長という意味)の実際の巻取り温度は、ばらつきが大きくなって、材質もばらつきが大きくなる、と説明されているが、発明者らは、研究の末、冷却水が特に加熱等しない25〜40℃の温度でも、安定的に冷却を行なえる手法を、本発明とは別に、あわせて幾つか見出した。
【0047】
例えば、高張力鋼板の幅方向の実際の巻取り温度のばらつきは、仕上圧延前までに発生したスケールをデスケーリング装置で除去する際に、水ジェットを鋼板に向け噴射していることに伴い、同水ジェットが鋼板を冷却する作用があるため、それが鋼板の幅方向に一様でないのが原因である。このため、より強力に、すなわち水ジェットを鋼板に向け噴射する際の圧力を高くすれば、鋼板の幅方向の実際の巻取り温度のばらつきや材質のばらつきが小さくできる。
【0048】
また、冷却水により金属板表面を冷却する際の、両者の境界での沸騰現象が、遷移沸騰の状態で長時間が経つと、鋼板の幅方向および長さ方向の実際の巻取り温度のむらが大きくなる。このため、圧延速度を速くして冷却水が鋼板に対して滑りやすくするのも鋼板の幅方向および長さ方向の実際の巻取り温度のばらつきが小さくできる。
【0049】
さらに、冷却水の供給方式をミストなどにして緩冷却を行なえば、金属板に接触する際の冷却水の温度は上昇するため、高温の冷却水で冷却を行なったのと同じ効果が得られ、鋼板の幅方向および長さ方向の実際の巻取り温度のばらつきが小さくできる。
【0050】
したがって、以上述べたことを全て考えあわせれば、特許文献1のように、冷却水の温度を45℃以上に上げるようにすることは、大量の冷却水を加熱するためのエネルギー費用のことを考えた場合、高張力鋼板の材質のばらつきを小さくするためには、必ずしもそこまでする必要があるとはいえず、有効な方法とは言えない。
【0051】
コイル内の実際の巻取り温度のばらつきを小さくすることはもちろん重要であるが、本発明のような方法によれば、簡便な方法で巻取り温度の制御精度を向上させ、巻取り温度を目標により近づけることができるようになる。しかも、それを冷却水の加熱という多大な設備、エネルギー費用を要さず、安価に実現できるようになるのである。
【0052】
(実施の形態3)
以下、本発明を実際の熱間圧延ラインに適用する上での実施の形態の一例を図面に基づいて説明する。
【0053】
図4は、本発明に係る被圧延金属材の冷却制御方法が適用される、先述の図9にて説明したスリークォータ式の熱間圧延ライン100の一部を抜き出して拡大した概略構成図である。図4において、熱間圧延ライン100は、被圧延材8の搬送方向上流から下流に向かう順に、加熱炉10、複数の粗圧延機12、クロップシャー14、デスケーリング装置16、複数の仕上圧延機18、冷却ゾーン22、及びコイラー24を順次配置して構成されている。そして、粗圧延機12の出側には粗出側温度計13、仕上圧延機18の入側には仕上入側温度計15、仕上圧延機18の最終F7スタンドには速度計19、仕上圧延機18の出側には仕上出側板厚計20と仕上出側温度計21、コイラー24の入側には巻取り温度計23がそれぞれ設置されている。図において、28はメジャーリングロールである。
【0054】
ここで、粗圧延機12で粗圧延された被圧延材8が粗出側温度計13の真下まで搬送されてきて、その先端が粗出側温度計13の真下に到達すると、被圧延材8の先端の温度は粗出側温度計13からプロセスコンピュータ70に伝送される。プロセスコンピュータ70内では、被圧延材8の先端の温度が所定の閾値以上であるか否かを判断し、前記温度が所定の閾値以上である場合には、被圧延材8の先端が粗出側温度計13の真下に到達したと判定する。そして、プロセスコンピュータ70内では、被圧延材8の先端が粗出側温度計13の真下に到達した、と判定したことをトリガー信号として、プロセスコンピュータ70よりも上位のビジネスコンピュータ90から、被圧延金属材の長手方向目標CTパターン(CTとは巻取り温度:coiling temperatureを意味する)を設定し、それを達成するための被圧延材長手方向の注水バンクのスプレーパターン計算が起動される。この注水バンクのスプレーパターンの計算は、同じくビジネスコンピュータ90から伝送される、前記被圧延金属材の長手方向目標CTパターン、被圧延材の長手方向目標FDTパターン(FDTとは仕上圧延機出側温度(仕上圧延後温度ともいう):finisher delivery temperatureを意味する)、仕上圧延後の被圧延材8の厚み、被圧延材8のスレッディング速度、及び被圧延材8のトップ速度に基づいて、計算される。
【0055】
ここで、被圧延金属材の長手方向目標CTパターンは、ビジネスコンピュータ90内に設定テーブルを設け、被圧延材8の材種や仕上圧延後の厚み、幅等のデータをキーとし、被圧延材8の先端、中間、尾端ごとに設定される。しかし、これに限らず、プロセスコンピュータ70内に設定テーブルを設けて、設定してもよい。
【0056】
また、被圧延材8のスレッディング速度及びトップ速度とは、図5に示すように、被圧延材8を仕上圧延する際の加減速パターン中でいえば、被圧延材8の先端が次々と仕上圧延機18の各スタンドにオンしていくときの突っ掛け防止のための低い速度をスレッディング速度、また、さらに被圧延材8の先端が進行し、コイラー24に巻き付いた直後に加速を開始するのであるが、被圧延材製品材質確保のための温度降下補償のための高い速度をトップ速度と称す。
【0057】
図5においては、被圧延材8の先端が仕上圧延機18のF1スタンドにオンしたとき(a)から前記先端がコイラー24に巻き付いたとき(b)までスレッディング速度で通板し、先端がコイラー24に巻き付いた直後に加速し、そしてトップ速度を被圧延材8の尾端がF1スタンドからオフするとき(c)まで維持し、さらに尾端の巻取りが完了する(d)までにクリーピング速度と呼ばれる速度まで減速して通板している。
【0058】
プロセスコンピュータ70内で注水バンクのスプレーパターンが計算されると、被圧延材8の先端領域の仕上圧延後温度FDT、被圧延材8の先端領域の巻取り温度CT及び被圧延材8の先端領域が冷却ゾーン22を通過する際の注水長Lが予測される。
【0059】
プロセスコンピュータ70は、新たな被圧延材8の先端が粗出側温度計13の真下に到達した、と判定するたびに、長手方向目標CTパターンを設定した後、この新たな長手方向目標巻取温度CTパターンを達成するための注水バンクのスプレーパターンの計算を行う。
【0060】
この計算は、前記長手方向目標CTパターン、ビジネスコンピュータ90から伝送される、被圧延材8の長手方向目標FDTパターン、仕上圧延後の被圧延材8の厚み、被圧延材8のスレッディング速度、及び被圧延材8のトップ速度に基づいて、被圧延材8の長手方向の長さ数mピッチに仮想的に区分した連続した切板(図4(B)参照)8aごとに、概略次に述べる計算ロジックにより計算される。
【0061】
ここで、プロセスコンピュータ70内での注水バンクのスプレーパターンの計算によって予測された被圧延材8の先端領域の仕上圧延後温度FDTと、前記計算によって予測された被圧延材8の先端領域の巻取り温度CTとの差は、被圧延材8先端部の、注水開始バンク入側温度 − 注水終了バンク出側温度の計算結果に相当し、また同じく、注水バンクのスプレーパターンの計算によって求まる、注水開始バンク〜注水終了バンクの距離が注水長Lに相当する。
【0062】
注水バンクのスプレーパターンの計算ロジックの概略であるが、まず、図4(B)に示すように切板8aを取り上げて考え、その被圧延材8中の前記切板8aが長手方向のどこに位置するか、そして仕上圧延開始前の被圧延材8の状態ではどの位置に相当し、該位置での粗出側被圧延材温度実績はいくらだったのか(粗出側温度計13により測定される)、のデータをもとに以降の計算が行われる。前述のスレッディング速度、トップ速度、それに各構成設備間の機械的な距離をもとに、主要構成設備(F1、F7、冷却ゾーン22の入側及び出側)への到達までに要する時間を計算し、次にその所要時間をもとに冷却ゾーン22の入側へ到達するまでの放冷による被圧延材8の温度降下、デスケーリング装置16によるデスケーリング水や仕上圧延機18内のスタンド間に設置された冷却装置(図示せず)の冷却水噴射による被圧延材8の温度降下、仕上圧延中の加工発熱による被圧延材8の温度上昇などの温度変動をその切板8aごとに計算し、その切板8aが冷却ゾーン22の入側へ到達したときに何℃の温度になるかを計算する。そして、その温度をもとに、冷却ゾーン22を通過する際にどこどこのバンクを冷却水噴射状態とすれば、前記切板8aを目標とする巻取り温度CTまで冷却できるかを計算する。
【0063】
ここで、冷却ゾーン22を通過する際にどこのバンクを冷却水噴射とすれば、前記切板8aを目標とする巻取り温度CTまで冷却できるか、あるバンク1つから冷却水を噴射した場合、そのバンクに相当するゾーンをその切板8aが通過するのに要する時間を前述のスレッディング速度、トップ速度、それに各構成設備間の機械的な距離をもとに計算した結果とから、その時間でその切板8aが何℃まで冷却されるかを求め、それがまだ目標とする巻取り温度CTよりも所定値以上高い値であれば、その直下流のバンクも噴射した場合はどうか、を次に計算する、という一連の計算プロセスを繰り返す収束計算により求めてもよい。
【0064】
それらの計算の際に、実施の形態1、あるいは実施の形態2の要領で計算する。
【0065】
このように計算された注水バンクのスプレーパターンは制御装置50に伝送され、制御装置50は、この伝送された注水バンクのスプレーパターンにより冷却ゾーン22による被圧延材8の冷却を制御する。具体的には、冷却水を噴射するバンクと対象の切板8aの計算機設定に基づいて多くのデータを制御装置50に伝送し、制御装置50は、リアルタイムにその切板8aの冷却水を噴射する各バンクへの到達をメジャーリングロール28と速度計19の両者を用いたトラッキングに基づいて判定し、バルブ開閉から冷却水の噴射開始及び噴射停止までの遅延時間などを適宜考慮した上で、その到達タイミングに合わせて各バンクの各ヘッダの冷却水の噴射開始及び噴射停止のためのバルブ開閉を制御する。
【0066】
以上、本発明の実施形態について説明してきたが、本発明はこれに限定されず、種々の変更を行うことができる。例えば、図4に示すように、仕上圧延機18の入側に設置された仕上入側温度計15及び仕上圧延機18の出側に設置された仕上出側温度計21のそれぞれの直下に切板8aが到達したときのその切板8aの温度を予め計算によって求めておき、前記切板8aの仕上入側温度計15による仕上入側温度実績と計算された仕上入側温度との偏差と、前記切板8aの仕上出側温度計21による仕上出側温度実績と計算された仕上出側温度との偏差とをとらえて、適当なゲインを掛け算して冷却ゾーン22における冷却水噴射バンク数を加減調整するフィードフォワード制御を併用してもよく、また、冷却ゾーン22の出側に設置された巻取り温度計23の直下に切板8aが到達したときのその切板8aの温度を予め計算によって求めておき、前記切板8aの巻取り温度計23による巻取り温度実績CTと計算された巻取り温度CTとの偏差をとらえて、適当なゲインを掛け算して冷却ゾーン22における冷却水噴射バンク数を加減調整するフィードバック制御を併用してもよい。あるいはまた、粗出側温度計13ではなく、仕上入側温度計15の真下に被圧延材8の先端が到達したときに被圧延材長手方向の注水バンクのスプレーパターンの補正計算を起動するなどしてももちろんよい。
【0067】
また、本発明の実施の形態は、図9に示すスリークォータ式の熱間圧延ライン100に適用対象を限定するものではなく、図10に示すようなステッケルミル150や、薄スラブを連続鋳造し、粗圧延を経ずに直接仕上圧延する、図11に示すような熱間圧延ライン200(ヌーコアタイプ)などのその他の形式の熱間圧延ラインにも適用でき、また、被圧延材8も鋼に限定する必要はなく、アルミニウムその他の金属であってももちろんよい。
【0068】
【実施例】
本発明の方法にて仕上圧延終了直後の温度(仕上圧延機出側温度)が880℃で、仕上圧延後の厚さが3mm、同幅900mmの、引張強さ等の材質が異なる3種類の熱延鋼板の冷却を行なった。その効果を、従来の方法にて冷却を行なった結果と比較する。
【0069】
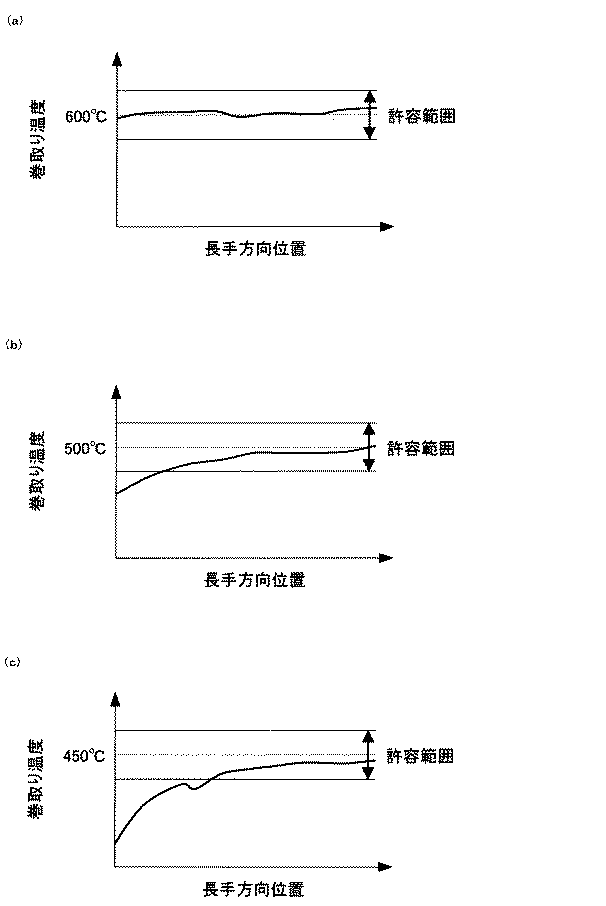
鋼種Aは、目標とする巻取り温度が600℃で、目標とする製品の引張強さが363MPa、鋼種Bは、目標とする巻取り温度が500℃で、目標とする製品の引張強さが490MPa、鋼種Cは、目標とする巻取り温度が450℃で、目標とする製品の引張強さが588MPaであり、冷却水の温度は25〜40℃の範囲にした。
【0070】
従来例では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮しておらず、冷却水により金属板表面を冷却する際の熱伝達係数を(2)式で与えていた。また、水温の影響係数であるパラメータ r1 を0.01で一定として温度予測を行なっていた。その結果、鋼種Aでこそ巻取り温度の精度は図6(a)に示すように良好で、全長許容範囲に収まり、余幅の切捨てロス等のその他の要因によるロスのため、94%の歩留まりを得たが、鋼種B、鋼種Cと、目標とする巻取り温度が低くなっていくにつれて図6(b)、図6(c)に示すように巻取り温度の精度は悪化し、歩留まりも、鋼種Bでは87%、鋼種Cでは80%まで低下した。
【0071】
これに対し、実施例1では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮して、(3)式で
f(Ts)= a + b exp( c (Ts − r2 (Tw0 − Tw)) 2)、
a=1800、b=4000、C=−0.00006、
とした上、 r2 = 0.05 とし、冷却水の温度の影響係数であるパラメータ r1 を0.01とした。これを適用した結果、鋼種Aでは、従来例1と同じように巻取り温度の精度は図7(a)に示すように良好で、94%の歩留まりを得た。そして、巻取り温度の低い鋼種BおよびCでも図7(b)、図7(c)に示すように巻取り温度の精度は従来例(図6(b)、図6(c))に比べて向上し、歩留まりも、鋼種Bでは92%、鋼種Cでは90%まで向上した。
【0072】
また、実施例2では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮しなかったが、(3)式で実施例1と同じようにし、冷却水の温度の影響係数であるパラメータ r1 を鋼種Aで0.01、鋼種Bで0.02、鋼種Cで0.03とした。鋼種Aでは、従来例1と同じように巻取り温度の精度は図8(a)に示すように良好で、94%の歩留まりを得た。そして、巻取り温度の低い鋼種BおよびCでも図8(b)、図8(c)に示すように巻取り温度の精度は従来例(図6(b)、図6(c))に比べて向上し、歩留まりも、鋼種Bでは92%、鋼種Cでは90%まで向上した。
【0073】
以上の結果を下表1にまとめて示す。
【0074】
【表1】
 【0075】
【0075】
なお、上記実施例では、鋼板を冷却する場合について示したが、本発明は高残留オーステナイト鋼等の高張力鋼板に限らず、ステンレス鋼なども含めたあらゆる鋼板、更に、例えば厚鋼板や型鋼を冷却水により冷却する場合や、アルミニウムなど他の材種の金属板を冷却水により冷却する場合も同様に適用できる。
【0076】
【発明の効果】
本発明によれば、冷却水の温度が変化しても、冷却水により金属板表面を冷却する際の熱伝達係数を計算式により正確に求め、冷却中の金属板の温度を正確に予測することが可能になる。
【0077】
また、本発明の金属板の温度予測方法を用いて金属板の冷却に必要な冷却水の供給の仕方を設定すれば、巻取り温度の制御精度が向上し、材質のばらつきを小さくできる。
【0078】
さらに、本発明によれば、特許文献1のように、冷却水を加熱するという大がかりなことをしないでも、巻取り温度の制御精度を向上させることができる。すなわち、操業条件によって冷却水の温度がばらついたとしても巻取り温度を目標により近づけて、材質のばらつきの小さい金属板を得ることができる。
【図面の簡単な説明】
【図1】金属板表面温度と熱伝達係数の関係を示す図
【図2】金属板表面温度と熱伝達係数の関係を示す図
【図3】金属板表面温度と熱伝達係数の関係を示す図
【図4】本発明の実施の形態を説明するための図
【図5】被圧延材のスレッディング速度及びトップ速度について説明するための図
【図6】本発明の実施の結果を示す図
【図7】本発明の実施の結果を示す図
【図8】本発明の実施の結果を示す図
【図9】熱間圧延ラインの一つの形態について概略を示した図
【図10】熱間圧延ラインの一つの形態について概略を示した図
【図11】熱間圧延ラインの一つの形態について概略を示した図
【符号の説明】
8…被圧延材
10…加熱炉
12…粗圧延機
13…粗出側温度計
14…クロップシャ
15…仕上入側温度計
16…デスケーリング装置
18…仕上圧延機
19…速度計
20…仕上出側板厚計
21…仕上出側温度計
22…冷却ゾーン
24…コイラー
23…巻取り温度計
28…メジャーリングロール
50…制御装置
70…プロセスコンピュータ
90…ビジネスコンピュータ
100…熱間圧延ライン
150…ステッケルミル
200…熱間圧延ライン
【発明の属する技術分野】
本発明は、熱間圧延における金属板の温度予測方法および冷却方法に関し、金属板の冷却を精度良く行なうことにより、良好な材質の金属板を得ることが可能な、熱間圧延における金属板の温度予測方法および冷却方法に関する。
【0002】
【従来の技術】
熱間圧延とは、金属材料を数100〜千数100℃に加熱した後、図9に例示するような熱間圧延ライン100上に抽出し、一対のロールで挟圧しつつそのロールを回転させ、薄く延ばすことをいう。熱間圧延ラインを図9に例示するが、3/4連続(スリークォータ)と呼ばれるタイプのものが多い。これは、被圧延材の搬送方向上流から下流に向かう順に、加熱炉10、複数の粗圧延機(Rougher)12(多くの場合4基。そのうち一部(多くの場合1基)が往復圧延を行い、残る圧延機が一方向圧延を行う。しかし、4基中3基が一方向のタイプに限らず例えば3基中1基又は2基が一方向のタイプなども含め、3/4連続という)、クロップシャー14、デスケーリング装置14、仕上圧延機(Finisher)18、冷却ゾーン22、コイラー(巻取装置)24を順次配置して成る。各設備間には図示しない多数のテーブルローラがあり、これにより被圧延材8が搬送される。冷却ゾーン22のテーブルローラ群のことを、特にランアウトテーブルと称することがある。
【0003】
前記粗圧延機12、仕上圧延機18は複数あるので、それぞれRougher、Finisherの頭文字を取り、各スタンドのナンバーを付与して、R1、R2、R3、F1、F2 … F7などと略称される。コイラー24も同様に複数あって、号機ナンバーを付与して、DC1、DC2などと略称される。
【0004】
熱間圧延ラインには他に、図10に示す、ステッケルミル150と呼ばれるタイプのものもある。このステッケルミル150では、粗圧延機12、仕上圧延機18が、共に1台とされ、仕上圧延機18の入側と出側にファーネスコイラー26が設けられて、往復圧延される。
【0005】
また、近年、スラブ連続鋳造設備6で薄スラブ7を連続鋳造し、切断機(図示省略)で切断して被圧延材8として、粗圧延を経ずに直接仕上圧延する、図11に示すような熱間圧延ライン200も登場してきている。
【0006】
金属板(金属帯も含む)を仕上圧延後に冷却するための冷却媒体としては、通常、水が用いられている。
【0007】
例えば、近年ますます需要が増えている製品の引張強さが400MPa以上の高張力鋼板(高張力鋼帯も含む)等の熱間圧延においては、仕上圧延機18により900℃程度で仕上圧延を行った鋼板を、フェライト変態の開始温度を低くして組織を微細化することを目的に、冷却ゾーン22を搬送されるランアウトテーブル上の高張力鋼板を900℃程度から400〜550℃程度まで冷却水により冷却を行なった後に、コイラー24により巻取っている。冷却後の金属板の温度は巻取り直前に測定する(巻取り温度、と以下称する)のが一般的であるが、この温度は、所望の材質を得るために大変重要であり、精度良く制御する必要がある。
【0008】
高張力鋼板の冷却の場合に限らず、金属板の冷却に用いる冷却水は、ピットなどに大量に貯めてからポンプなどによって冷却ゾーン22に供給され、金属板を冷却することで逆に受熱して昇温した冷却水は回収され、図示しないクーリングタワーと呼ばれる冷却手段により、冷却水は熱放散により温度降下され、再び金属板の冷却に用いるためにピットに戻される、という具合に循環して使用されるのが一般的であり、冷却水の温度は次に述べる変動要因により、大体25〜40℃の範囲になる。
【0009】
冷却水の温度は、冷却の対象となった金属板の材種の違いからくる金属板の加熱温度の違いや、金属板の寸法の違い等の、いわゆるプロダクトミックスと呼ばれる、その工場で製造される、金属板の材種、寸法の構成や、単位時間あたりの生産量の大小、それに季節の違い等によっても変動する。
【0010】
また、冬期や、熱間圧延ラインの操業を長時間停止した後に金属板の冷却を行なう場合等は、冷却水の温度が通常よりも10℃近くも低い状態となる場合もある。
【0011】
ところで、巻取り温度の目標を550℃以下としている高張力鋼板等の冷却に際しては、冷却水により金属板表面を冷却する際の、両者の境界では、沸騰現象が、膜沸騰から遷移沸騰に変化することが知られている。
【0012】
そして、冷却水の温度が下がると、膜沸騰から遷移沸騰に沸騰現象が変化する温度、即ち遷移沸騰開始温度(クエンチ点とも呼ばれる)が上がることが定性的に知られている。
【0013】
冷却水の温度が、先述のような変動要因により低い側に振れると、金属板表面温度が局部的に低い金属板部位では、冷却水の温度が低いことと相俟って、膜沸騰から遷移沸騰に沸騰現象が変化する温度、即ち遷移沸騰開始温度に達するまで、その表面が冷却されてしまうことがあり、そうなると、その部位では沸騰現象が不安定になって熱伝達係数が大きく変動し、巻取り温度が金属板の全幅全長で一様でなくなり、変動しやすくなる。
【0014】
この問題を解決しようと、例えば、特許文献1では、高残留オーステナイト鋼を製造する場合に、巻取り温度の目標よりも100℃高い温度まで鋼板の温度が低下した時点で冷却水の温度を45℃以上60℃以下とすることが提案されている。
【0015】
【特許文献1】
特開平6−256858号公報
【0016】
【発明が解決しようとする課題】
しかしながら、特許文献1では、冷却水の温度を従来よりもかなり高く設定する必要があるため、冷却水を加熱する手段を持たなくてはならず、多大な設備、エネルギー費用を要する。
【0017】
また、巻取り温度の目標よりも100℃高い温度まで鋼板の温度が低下した時点で冷却水の温度を上げるに際しては、ヒーター等によって冷却水を加熱すると応答性が悪く、冷却水の温度を精度良く制御することも難しかった。
【0018】
一方、金属板の熱間圧延に際しては、先述のような、金属板の材種の違いからくる金属板の加熱温度の違いや、金属板の寸法の違い、季節の違い、等の変動要因がある他、例えば、圧延速度が変化したり、巻取り温度制御においては、巻取り温度の実績を捉え、以降の金属板への冷却水流量のフィードバック制御が行なわれていたりする関係で、金属板の単位表面積に、単位時間あたり供給される冷却水の量は時々刻々に変動する。その影響で、金属板の単位表面積に、単位時間あたり供給される冷却水の量の変化が大きい場合には冷却水の温度も大きく変化してしまう。
【0019】
このため、沸騰現象が安定で熱伝達係数が変動しにくい状態にして金属板の冷却を行うには、特許文献1のような方法によっても、所詮、冷却水の温度を精度良く制御し、変動を抑えられなければ、金属板の冷却を精度良く行ない、目標とする巻取り温度を得、良好な材質の金属板を得ることができず、先述の通り、冷却水の加熱という設備、エネルギー費用の問題に行きついて、経済ロスは免れなかった。
【0020】
さらに、これまで冷却水の温度が下がることによって遷移沸騰開始温度が上がるということは定性的には知られていたにしても、金属板の温度を精度よく予測する手法が提案されていない。冷却水の温度が変動した場合には、精度良く冷却を行なうことができず、金属板の製品の材質のばらつきを抑えたり、歩留まりを向上したりする効果は小さかった。
【0021】
本発明は、前述のような従来技術の問題を解決するためになされたもので、金属板の冷却を精度良く行なうことにより、良好な材質の金属板を得ることを課題とする。
【0022】
【課題を解決するための手段】
本発明は、第一に、熱間圧延における金属板の冷却水による冷却に際し、冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、冷却水温度の低下とともに増大する関数として、金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法である。
【0023】
本発明は、第二に、熱間圧延における金属板の冷却水による冷却に際し、冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、金属板の材種、目標とする巻取り温度の関数として、金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法である。
【0024】
本発明は、第三に、前記の各方法を用いて金属板の温度を計算により予測し、目標とする冷却終了温度まで金属板を冷却することを特徴とする熱間圧延における金属板の冷却方法である。
【0025】
【発明の実施の形態】
以下、図面を参照して、本発明の実施形態を詳細に説明する。
【0026】
(実施の形態1)
冷却水により金属板表面を冷却する過程で、冷却水と金属板表面の両者の境界では、沸騰現象が、膜沸騰から遷移沸騰に変化するが、本発明では、そのことを金属板の温度を計算により予測する計算式に反映する。それには、冷却水により金属板表面を冷却する際の熱伝達係数αが、下記式(1)に示すように金属板表面温度Tsの関数f(Ts)で与えられるとする。
【0027】
α= f(Ts) …(1)
【0028】
ここで、f(Ts)は、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分をもつ熱伝達係数を表す関数とする。これは、遷移沸騰開始温度以下に金属板表面温度が低下すると、熱伝達係数が増大することを関数で表したものである。冷却水により冷却する金属板が鋼板の場合を例に取ると、金属板表面温度が550℃から400℃までの領域において、熱伝達係数が、金属板表面温度の低下とともに増大する関数とする。金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係を、金属板が鋼板の場合を例に、模式的に示したものが図1である。
【0029】
図1を見ると、先述の通り、高張力鋼板の冷却は、低炭素鋼や極低炭素鋼などの普通鋼に比べ、目標とする巻取り温度をかなり低くし、400〜550℃程度とすることに伴い、金属板表面温度に対して熱伝達係数が次第に高くなってくる領域での冷却になってくることがわかる。
【0030】
そして、そのこととは別に、従来から定性的にはよく知られているように、冷却水により金属板表面を冷却する際の熱伝達係数は冷却水の温度Tw(℃)が低くなるほど高くなる。このことを、金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係として、模式的に示すと、図2のようになるが、例えばある基準となる冷却水の温度Tw0における熱伝達係数α0に対して、冷却水により金属板表面を冷却する際の熱伝達係数αは、下記(2)式のような計算式で表されることになる。ちなみに冷却水の温度が1℃下がるごとに熱伝達係数が1%上昇する場合は、r1 = 0.01となる。
【0031】
α= k α0 = (1 + r1 (Tw0 − Tw)) α0 …(2)
【0032】
ここで発明者らは、冷却水により金属板表面を冷却する際の熱伝達係数が冷却水の温度Tw(℃)によってどの程度変動するかを定量的に究明しようと試みた。発明者らの研究によると、上記(2)式は、鋼板の温度が550℃以上の温度域で使用する場合には有効であるが、それを下回る温度域ではさほど正確ではないことがわかってきた。
【0033】
例えば金属板が鋼板の場合、900℃で仕上圧延を終了した後、25℃の冷却水で、巻取り温度600℃まで冷却した場合は、(2)式で表す熱伝達係数が、冷却水が35℃だった場合と比べて10%高くなり、r1 = 0.01 となる。ところが、同様に、900℃で仕上圧延を終了した後、25℃の冷却水で、巻取り温度450℃まで冷却した場合は、熱伝達係数が、冷却水が35℃だった場合と比べて30%も高くなり、r1 = 0.03 となることがわかった。
【0034】
ところが、発明者らの研究によると、上記(2)式は、鋼板の温度が550℃以上の温度域で使用する場合には有効であるが、それを下回る温度域ではさほど正確ではないことがわかってきた。
【0035】
発明者らは、鋼板の温度が550℃を下回る温度域でも、冷却水により金属板表面を冷却する際の熱伝達係数を計算式にて正確に表現できるよう、鋭意研究を重ねた。
【0036】
その結果、発明者らは、以上述べたこととは別に、図3に模式的に示すように、金属板の冷却過程すなわち徐々に温度が低下する過程で、冷却水により金属板表面を冷却する際の熱伝達係数が急激に大きくなる遷移沸騰開始温度T1が、金属板表面温度Tsだけでなく、冷却水の温度にも依存して変化することを見出した。
【0037】
即ち、図2に模式的に示したように、冷却水の温度が低下すると、熱伝達係数はaからbのように大きくなるという従来からの知見に加えて、図3に模式的に示したように、冷却水の温度が低下すると、遷移沸騰開始温度T1が金属板表面温度Tsの高い側にシフトして熱伝達係数曲線がbからcのようになることを見出したのである。
【0038】
発明者らは、次に、このことを計算式で表現しようと考えた。
【0039】
先にも述べた通り、図1のような、従来から知られている、金属板表面温度Tsと、冷却水により金属板表面を冷却する際の熱伝達係数αと、の関係が、f(Ts)と表せたとすると、上述のように、冷却水の温度に依存して、熱伝達係数αが変化することは、先述の(2)式をベースに考え、
α= (1 + r1 (Tw0 − Tw)) f (Ts − r2 (Tw0 − Tw))…(3)
と表される、という結論に、発明者らは最終的に到達したのである。ここに、
f(Ts):遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分をもつ熱伝達係数を表す関数
例1:f(Ts)= a + b exp( c (Ts − r2 (Tw0 − Tw)) 2)、
例2:f(Ts)=perfc(Ts) + q
Ts:金属板表面温度
Tw0:基準となる冷却水の温度
Tw:冷却水の温度
r1,r2:比例定数
をそれぞれ表すものとする。
【0040】
そして、次の(4)式に従い、金属板の温度Tを予測計算する。
【0041】
T=T0 − α(Ts − Tw)×t/c …(4)
ここに、
T0:予測計算前温度
t:経過時間
c:金属板の比熱
をそれぞれ表すものとする。
【0042】
(実施の形態2)
そして、巻取り温度の予測に対する実績の回帰を人手により行い、巻取り温度の予測計算結果が実績に合うように、r1,r2のような比例定数を、金属板の材種によって最適化する。材種は、例えばC(カーボン)の含有率によって、低炭素鋼、極低炭素鋼に分けるとか、高張力鋼板の場合であれば、Mn(マンガン)やSi(珪素)の含有率、あるいは製品に要求される引張強さ、降伏応力がいくら以上かといった需要家オーダに関連したデータ等により分類して決定すればよい。これらに限らず種々の決め方を適宜採用してよい。
【0043】
また、金属板の材種が同じでも、目標とする巻取り温度によってr1,r2のような比例定数を最適化する。
【0044】
例えば、目標とする巻取り温度が550℃以上の場合には r1=0.01 (1℃につき水冷熱伝達係数が1℃につき1%変化する)とし、巻取り温度が470℃以上550℃未満の場合にはr1=0.02 (1℃につき2%変化する)とし、巻取り温度が470℃未満の場合にはr1=0.03 (1℃につき3%変化する)とする等してよい。
【0045】
ところで、(3)式中のr1,r2のような比例定数の最適化には相当の労力を要する場合がある。このような場合には、(3)式中の r2 を0とする代わりに、r1 を目標とする巻取り温度や金属板の材種によって最適化するなどしてもよい。
【0046】
ちなみに、特許文献1では、冷却水の温度が低い場合に、巻取り温度の低い高張力鋼板の冷却を行なうと、コイル内(金属板の全幅、全長という意味)の実際の巻取り温度は、ばらつきが大きくなって、材質もばらつきが大きくなる、と説明されているが、発明者らは、研究の末、冷却水が特に加熱等しない25〜40℃の温度でも、安定的に冷却を行なえる手法を、本発明とは別に、あわせて幾つか見出した。
【0047】
例えば、高張力鋼板の幅方向の実際の巻取り温度のばらつきは、仕上圧延前までに発生したスケールをデスケーリング装置で除去する際に、水ジェットを鋼板に向け噴射していることに伴い、同水ジェットが鋼板を冷却する作用があるため、それが鋼板の幅方向に一様でないのが原因である。このため、より強力に、すなわち水ジェットを鋼板に向け噴射する際の圧力を高くすれば、鋼板の幅方向の実際の巻取り温度のばらつきや材質のばらつきが小さくできる。
【0048】
また、冷却水により金属板表面を冷却する際の、両者の境界での沸騰現象が、遷移沸騰の状態で長時間が経つと、鋼板の幅方向および長さ方向の実際の巻取り温度のむらが大きくなる。このため、圧延速度を速くして冷却水が鋼板に対して滑りやすくするのも鋼板の幅方向および長さ方向の実際の巻取り温度のばらつきが小さくできる。
【0049】
さらに、冷却水の供給方式をミストなどにして緩冷却を行なえば、金属板に接触する際の冷却水の温度は上昇するため、高温の冷却水で冷却を行なったのと同じ効果が得られ、鋼板の幅方向および長さ方向の実際の巻取り温度のばらつきが小さくできる。
【0050】
したがって、以上述べたことを全て考えあわせれば、特許文献1のように、冷却水の温度を45℃以上に上げるようにすることは、大量の冷却水を加熱するためのエネルギー費用のことを考えた場合、高張力鋼板の材質のばらつきを小さくするためには、必ずしもそこまでする必要があるとはいえず、有効な方法とは言えない。
【0051】
コイル内の実際の巻取り温度のばらつきを小さくすることはもちろん重要であるが、本発明のような方法によれば、簡便な方法で巻取り温度の制御精度を向上させ、巻取り温度を目標により近づけることができるようになる。しかも、それを冷却水の加熱という多大な設備、エネルギー費用を要さず、安価に実現できるようになるのである。
【0052】
(実施の形態3)
以下、本発明を実際の熱間圧延ラインに適用する上での実施の形態の一例を図面に基づいて説明する。
【0053】
図4は、本発明に係る被圧延金属材の冷却制御方法が適用される、先述の図9にて説明したスリークォータ式の熱間圧延ライン100の一部を抜き出して拡大した概略構成図である。図4において、熱間圧延ライン100は、被圧延材8の搬送方向上流から下流に向かう順に、加熱炉10、複数の粗圧延機12、クロップシャー14、デスケーリング装置16、複数の仕上圧延機18、冷却ゾーン22、及びコイラー24を順次配置して構成されている。そして、粗圧延機12の出側には粗出側温度計13、仕上圧延機18の入側には仕上入側温度計15、仕上圧延機18の最終F7スタンドには速度計19、仕上圧延機18の出側には仕上出側板厚計20と仕上出側温度計21、コイラー24の入側には巻取り温度計23がそれぞれ設置されている。図において、28はメジャーリングロールである。
【0054】
ここで、粗圧延機12で粗圧延された被圧延材8が粗出側温度計13の真下まで搬送されてきて、その先端が粗出側温度計13の真下に到達すると、被圧延材8の先端の温度は粗出側温度計13からプロセスコンピュータ70に伝送される。プロセスコンピュータ70内では、被圧延材8の先端の温度が所定の閾値以上であるか否かを判断し、前記温度が所定の閾値以上である場合には、被圧延材8の先端が粗出側温度計13の真下に到達したと判定する。そして、プロセスコンピュータ70内では、被圧延材8の先端が粗出側温度計13の真下に到達した、と判定したことをトリガー信号として、プロセスコンピュータ70よりも上位のビジネスコンピュータ90から、被圧延金属材の長手方向目標CTパターン(CTとは巻取り温度:coiling temperatureを意味する)を設定し、それを達成するための被圧延材長手方向の注水バンクのスプレーパターン計算が起動される。この注水バンクのスプレーパターンの計算は、同じくビジネスコンピュータ90から伝送される、前記被圧延金属材の長手方向目標CTパターン、被圧延材の長手方向目標FDTパターン(FDTとは仕上圧延機出側温度(仕上圧延後温度ともいう):finisher delivery temperatureを意味する)、仕上圧延後の被圧延材8の厚み、被圧延材8のスレッディング速度、及び被圧延材8のトップ速度に基づいて、計算される。
【0055】
ここで、被圧延金属材の長手方向目標CTパターンは、ビジネスコンピュータ90内に設定テーブルを設け、被圧延材8の材種や仕上圧延後の厚み、幅等のデータをキーとし、被圧延材8の先端、中間、尾端ごとに設定される。しかし、これに限らず、プロセスコンピュータ70内に設定テーブルを設けて、設定してもよい。
【0056】
また、被圧延材8のスレッディング速度及びトップ速度とは、図5に示すように、被圧延材8を仕上圧延する際の加減速パターン中でいえば、被圧延材8の先端が次々と仕上圧延機18の各スタンドにオンしていくときの突っ掛け防止のための低い速度をスレッディング速度、また、さらに被圧延材8の先端が進行し、コイラー24に巻き付いた直後に加速を開始するのであるが、被圧延材製品材質確保のための温度降下補償のための高い速度をトップ速度と称す。
【0057】
図5においては、被圧延材8の先端が仕上圧延機18のF1スタンドにオンしたとき(a)から前記先端がコイラー24に巻き付いたとき(b)までスレッディング速度で通板し、先端がコイラー24に巻き付いた直後に加速し、そしてトップ速度を被圧延材8の尾端がF1スタンドからオフするとき(c)まで維持し、さらに尾端の巻取りが完了する(d)までにクリーピング速度と呼ばれる速度まで減速して通板している。
【0058】
プロセスコンピュータ70内で注水バンクのスプレーパターンが計算されると、被圧延材8の先端領域の仕上圧延後温度FDT、被圧延材8の先端領域の巻取り温度CT及び被圧延材8の先端領域が冷却ゾーン22を通過する際の注水長Lが予測される。
【0059】
プロセスコンピュータ70は、新たな被圧延材8の先端が粗出側温度計13の真下に到達した、と判定するたびに、長手方向目標CTパターンを設定した後、この新たな長手方向目標巻取温度CTパターンを達成するための注水バンクのスプレーパターンの計算を行う。
【0060】
この計算は、前記長手方向目標CTパターン、ビジネスコンピュータ90から伝送される、被圧延材8の長手方向目標FDTパターン、仕上圧延後の被圧延材8の厚み、被圧延材8のスレッディング速度、及び被圧延材8のトップ速度に基づいて、被圧延材8の長手方向の長さ数mピッチに仮想的に区分した連続した切板(図4(B)参照)8aごとに、概略次に述べる計算ロジックにより計算される。
【0061】
ここで、プロセスコンピュータ70内での注水バンクのスプレーパターンの計算によって予測された被圧延材8の先端領域の仕上圧延後温度FDTと、前記計算によって予測された被圧延材8の先端領域の巻取り温度CTとの差は、被圧延材8先端部の、注水開始バンク入側温度 − 注水終了バンク出側温度の計算結果に相当し、また同じく、注水バンクのスプレーパターンの計算によって求まる、注水開始バンク〜注水終了バンクの距離が注水長Lに相当する。
【0062】
注水バンクのスプレーパターンの計算ロジックの概略であるが、まず、図4(B)に示すように切板8aを取り上げて考え、その被圧延材8中の前記切板8aが長手方向のどこに位置するか、そして仕上圧延開始前の被圧延材8の状態ではどの位置に相当し、該位置での粗出側被圧延材温度実績はいくらだったのか(粗出側温度計13により測定される)、のデータをもとに以降の計算が行われる。前述のスレッディング速度、トップ速度、それに各構成設備間の機械的な距離をもとに、主要構成設備(F1、F7、冷却ゾーン22の入側及び出側)への到達までに要する時間を計算し、次にその所要時間をもとに冷却ゾーン22の入側へ到達するまでの放冷による被圧延材8の温度降下、デスケーリング装置16によるデスケーリング水や仕上圧延機18内のスタンド間に設置された冷却装置(図示せず)の冷却水噴射による被圧延材8の温度降下、仕上圧延中の加工発熱による被圧延材8の温度上昇などの温度変動をその切板8aごとに計算し、その切板8aが冷却ゾーン22の入側へ到達したときに何℃の温度になるかを計算する。そして、その温度をもとに、冷却ゾーン22を通過する際にどこどこのバンクを冷却水噴射状態とすれば、前記切板8aを目標とする巻取り温度CTまで冷却できるかを計算する。
【0063】
ここで、冷却ゾーン22を通過する際にどこのバンクを冷却水噴射とすれば、前記切板8aを目標とする巻取り温度CTまで冷却できるか、あるバンク1つから冷却水を噴射した場合、そのバンクに相当するゾーンをその切板8aが通過するのに要する時間を前述のスレッディング速度、トップ速度、それに各構成設備間の機械的な距離をもとに計算した結果とから、その時間でその切板8aが何℃まで冷却されるかを求め、それがまだ目標とする巻取り温度CTよりも所定値以上高い値であれば、その直下流のバンクも噴射した場合はどうか、を次に計算する、という一連の計算プロセスを繰り返す収束計算により求めてもよい。
【0064】
それらの計算の際に、実施の形態1、あるいは実施の形態2の要領で計算する。
【0065】
このように計算された注水バンクのスプレーパターンは制御装置50に伝送され、制御装置50は、この伝送された注水バンクのスプレーパターンにより冷却ゾーン22による被圧延材8の冷却を制御する。具体的には、冷却水を噴射するバンクと対象の切板8aの計算機設定に基づいて多くのデータを制御装置50に伝送し、制御装置50は、リアルタイムにその切板8aの冷却水を噴射する各バンクへの到達をメジャーリングロール28と速度計19の両者を用いたトラッキングに基づいて判定し、バルブ開閉から冷却水の噴射開始及び噴射停止までの遅延時間などを適宜考慮した上で、その到達タイミングに合わせて各バンクの各ヘッダの冷却水の噴射開始及び噴射停止のためのバルブ開閉を制御する。
【0066】
以上、本発明の実施形態について説明してきたが、本発明はこれに限定されず、種々の変更を行うことができる。例えば、図4に示すように、仕上圧延機18の入側に設置された仕上入側温度計15及び仕上圧延機18の出側に設置された仕上出側温度計21のそれぞれの直下に切板8aが到達したときのその切板8aの温度を予め計算によって求めておき、前記切板8aの仕上入側温度計15による仕上入側温度実績と計算された仕上入側温度との偏差と、前記切板8aの仕上出側温度計21による仕上出側温度実績と計算された仕上出側温度との偏差とをとらえて、適当なゲインを掛け算して冷却ゾーン22における冷却水噴射バンク数を加減調整するフィードフォワード制御を併用してもよく、また、冷却ゾーン22の出側に設置された巻取り温度計23の直下に切板8aが到達したときのその切板8aの温度を予め計算によって求めておき、前記切板8aの巻取り温度計23による巻取り温度実績CTと計算された巻取り温度CTとの偏差をとらえて、適当なゲインを掛け算して冷却ゾーン22における冷却水噴射バンク数を加減調整するフィードバック制御を併用してもよい。あるいはまた、粗出側温度計13ではなく、仕上入側温度計15の真下に被圧延材8の先端が到達したときに被圧延材長手方向の注水バンクのスプレーパターンの補正計算を起動するなどしてももちろんよい。
【0067】
また、本発明の実施の形態は、図9に示すスリークォータ式の熱間圧延ライン100に適用対象を限定するものではなく、図10に示すようなステッケルミル150や、薄スラブを連続鋳造し、粗圧延を経ずに直接仕上圧延する、図11に示すような熱間圧延ライン200(ヌーコアタイプ)などのその他の形式の熱間圧延ラインにも適用でき、また、被圧延材8も鋼に限定する必要はなく、アルミニウムその他の金属であってももちろんよい。
【0068】
【実施例】
本発明の方法にて仕上圧延終了直後の温度(仕上圧延機出側温度)が880℃で、仕上圧延後の厚さが3mm、同幅900mmの、引張強さ等の材質が異なる3種類の熱延鋼板の冷却を行なった。その効果を、従来の方法にて冷却を行なった結果と比較する。
【0069】
鋼種Aは、目標とする巻取り温度が600℃で、目標とする製品の引張強さが363MPa、鋼種Bは、目標とする巻取り温度が500℃で、目標とする製品の引張強さが490MPa、鋼種Cは、目標とする巻取り温度が450℃で、目標とする製品の引張強さが588MPaであり、冷却水の温度は25〜40℃の範囲にした。
【0070】
従来例では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮しておらず、冷却水により金属板表面を冷却する際の熱伝達係数を(2)式で与えていた。また、水温の影響係数であるパラメータ r1 を0.01で一定として温度予測を行なっていた。その結果、鋼種Aでこそ巻取り温度の精度は図6(a)に示すように良好で、全長許容範囲に収まり、余幅の切捨てロス等のその他の要因によるロスのため、94%の歩留まりを得たが、鋼種B、鋼種Cと、目標とする巻取り温度が低くなっていくにつれて図6(b)、図6(c)に示すように巻取り温度の精度は悪化し、歩留まりも、鋼種Bでは87%、鋼種Cでは80%まで低下した。
【0071】
これに対し、実施例1では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮して、(3)式で
f(Ts)= a + b exp( c (Ts − r2 (Tw0 − Tw)) 2)、
a=1800、b=4000、C=−0.00006、
とした上、 r2 = 0.05 とし、冷却水の温度の影響係数であるパラメータ r1 を0.01とした。これを適用した結果、鋼種Aでは、従来例1と同じように巻取り温度の精度は図7(a)に示すように良好で、94%の歩留まりを得た。そして、巻取り温度の低い鋼種BおよびCでも図7(b)、図7(c)に示すように巻取り温度の精度は従来例(図6(b)、図6(c))に比べて向上し、歩留まりも、鋼種Bでは92%、鋼種Cでは90%まで向上した。
【0072】
また、実施例2では、遷移沸騰開始温度が冷却水の温度によって変化することを考慮しなかったが、(3)式で実施例1と同じようにし、冷却水の温度の影響係数であるパラメータ r1 を鋼種Aで0.01、鋼種Bで0.02、鋼種Cで0.03とした。鋼種Aでは、従来例1と同じように巻取り温度の精度は図8(a)に示すように良好で、94%の歩留まりを得た。そして、巻取り温度の低い鋼種BおよびCでも図8(b)、図8(c)に示すように巻取り温度の精度は従来例(図6(b)、図6(c))に比べて向上し、歩留まりも、鋼種Bでは92%、鋼種Cでは90%まで向上した。
【0073】
以上の結果を下表1にまとめて示す。
【0074】
【表1】
なお、上記実施例では、鋼板を冷却する場合について示したが、本発明は高残留オーステナイト鋼等の高張力鋼板に限らず、ステンレス鋼なども含めたあらゆる鋼板、更に、例えば厚鋼板や型鋼を冷却水により冷却する場合や、アルミニウムなど他の材種の金属板を冷却水により冷却する場合も同様に適用できる。
【0076】
【発明の効果】
本発明によれば、冷却水の温度が変化しても、冷却水により金属板表面を冷却する際の熱伝達係数を計算式により正確に求め、冷却中の金属板の温度を正確に予測することが可能になる。
【0077】
また、本発明の金属板の温度予測方法を用いて金属板の冷却に必要な冷却水の供給の仕方を設定すれば、巻取り温度の制御精度が向上し、材質のばらつきを小さくできる。
【0078】
さらに、本発明によれば、特許文献1のように、冷却水を加熱するという大がかりなことをしないでも、巻取り温度の制御精度を向上させることができる。すなわち、操業条件によって冷却水の温度がばらついたとしても巻取り温度を目標により近づけて、材質のばらつきの小さい金属板を得ることができる。
【図面の簡単な説明】
【図1】金属板表面温度と熱伝達係数の関係を示す図
【図2】金属板表面温度と熱伝達係数の関係を示す図
【図3】金属板表面温度と熱伝達係数の関係を示す図
【図4】本発明の実施の形態を説明するための図
【図5】被圧延材のスレッディング速度及びトップ速度について説明するための図
【図6】本発明の実施の結果を示す図
【図7】本発明の実施の結果を示す図
【図8】本発明の実施の結果を示す図
【図9】熱間圧延ラインの一つの形態について概略を示した図
【図10】熱間圧延ラインの一つの形態について概略を示した図
【図11】熱間圧延ラインの一つの形態について概略を示した図
【符号の説明】
8…被圧延材
10…加熱炉
12…粗圧延機
13…粗出側温度計
14…クロップシャ
15…仕上入側温度計
16…デスケーリング装置
18…仕上圧延機
19…速度計
20…仕上出側板厚計
21…仕上出側温度計
22…冷却ゾーン
24…コイラー
23…巻取り温度計
28…メジャーリングロール
50…制御装置
70…プロセスコンピュータ
90…ビジネスコンピュータ
100…熱間圧延ライン
150…ステッケルミル
200…熱間圧延ライン
Claims (3)
- 熱間圧延における金属板の冷却水による冷却に際し、
冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、冷却水温度の低下とともに増大する関数として、
金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法。 - 熱間圧延における金属板の冷却水による冷却に際し、
冷却水により金属板表面を冷却する際の熱伝達係数を、金属板表面温度、冷却水温度の関数であって、遷移沸騰開始温度以下に金属板表面温度が低下するとともに増大する部分を持ち、且つ、金属板の材種、目標とする巻取り温度の関数として、
金属板の温度を予測することを特徴とする熱間圧延における金属板の温度予測方法。 - 熱間圧延における金属板の冷却水による冷却に際し、
請求項1又は2に記載の方法を用いて金属板の温度を計算により予測し、目標とする冷却終了温度まで金属板を冷却することを特徴とする熱間圧延における金属板の冷却方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003124696A JP2004331992A (ja) | 2003-04-30 | 2003-04-30 | 熱間圧延における金属板の温度予測方法および冷却方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003124696A JP2004331992A (ja) | 2003-04-30 | 2003-04-30 | 熱間圧延における金属板の温度予測方法および冷却方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004331992A true JP2004331992A (ja) | 2004-11-25 |
Family
ID=33502158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003124696A Pending JP2004331992A (ja) | 2003-04-30 | 2003-04-30 | 熱間圧延における金属板の温度予測方法および冷却方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004331992A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007044715A (ja) * | 2005-08-08 | 2007-02-22 | Kobe Steel Ltd | 冷却制御モデルの学習方法及び圧延材の冷却方法。 |
| JP2013180321A (ja) * | 2012-03-01 | 2013-09-12 | Jfe Steel Corp | 熱間圧延における金属板の温度予測方法、冷却制御方法及び冷却制御装置 |
| EP3060358B1 (de) | 2013-10-25 | 2017-11-15 | SMS group GmbH | Aluminium-warmbandwalzstrasse und verfahren zum warmwalzen eines aluminium-warmbandes |
| CN112507610A (zh) * | 2020-11-20 | 2021-03-16 | 东北大学 | 一种热轧卷取温度的区间预测方法 |
| FR3101888A1 (fr) * | 2019-10-14 | 2021-04-16 | Fives Stein | Refroidissement rapide des tôles d’acier à haute limite élastique |
| EP2376662B1 (fr) * | 2009-01-09 | 2021-04-28 | Fives Stein | Procédé et section de refroidissement d'une bande métallique en défilement par projection d'un liquide |
-
2003
- 2003-04-30 JP JP2003124696A patent/JP2004331992A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007044715A (ja) * | 2005-08-08 | 2007-02-22 | Kobe Steel Ltd | 冷却制御モデルの学習方法及び圧延材の冷却方法。 |
| JP4744226B2 (ja) * | 2005-08-08 | 2011-08-10 | 株式会社神戸製鋼所 | 冷却制御モデルの学習方法及び圧延材の冷却方法。 |
| EP2376662B1 (fr) * | 2009-01-09 | 2021-04-28 | Fives Stein | Procédé et section de refroidissement d'une bande métallique en défilement par projection d'un liquide |
| JP2013180321A (ja) * | 2012-03-01 | 2013-09-12 | Jfe Steel Corp | 熱間圧延における金属板の温度予測方法、冷却制御方法及び冷却制御装置 |
| EP3060358B1 (de) | 2013-10-25 | 2017-11-15 | SMS group GmbH | Aluminium-warmbandwalzstrasse und verfahren zum warmwalzen eines aluminium-warmbandes |
| FR3101888A1 (fr) * | 2019-10-14 | 2021-04-16 | Fives Stein | Refroidissement rapide des tôles d’acier à haute limite élastique |
| WO2021074500A1 (fr) * | 2019-10-14 | 2021-04-22 | Fives Stein | Refroidissement rapide des tôles d'acier à haute limite élastique |
| CN112507610A (zh) * | 2020-11-20 | 2021-03-16 | 东北大学 | 一种热轧卷取温度的区间预测方法 |
| CN112507610B (zh) * | 2020-11-20 | 2023-09-26 | 东北大学 | 一种热轧卷取温度的区间预测方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5217516B2 (ja) | 熱間圧延における冷却制御方法および熱延金属帯の製造方法 | |
| KR101516476B1 (ko) | 설정치 계산 장치, 설정치 계산 방법, 및 설정치 계산 프로그램이 기억된 기억 매체 | |
| JP5310966B1 (ja) | 熱延鋼板冷却装置 | |
| JP5948967B2 (ja) | 熱間圧延における金属板の温度予測方法、冷却制御方法及び冷却制御装置 | |
| JP2004331992A (ja) | 熱間圧延における金属板の温度予測方法および冷却方法 | |
| JP2006055884A (ja) | 熱延鋼板の製造方法及び圧延制御装置 | |
| JP2005270982A (ja) | 熱間圧延における被圧延材の冷却制御方法 | |
| KR20030053621A (ko) | 권취목표온도 변경을 통한 열연강판의 냉각제어방법 | |
| KR100711387B1 (ko) | 열연강판의 길이방향 온도 제어방법 | |
| JP3546864B2 (ja) | 熱間圧延方法とその装置 | |
| JP4079098B2 (ja) | 熱延鋼板の製造方法及び製造装置 | |
| JP3503571B2 (ja) | 熱延鋼板の圧延方法および熱間圧延装置 | |
| KR100496824B1 (ko) | 온도계를 이용한 열연강판의 냉각제어방법 | |
| JP2003025008A (ja) | 熱間圧延における被圧延金属材の冷却制御方法 | |
| JP3351368B2 (ja) | 鋼材の圧延方法 | |
| JP3329297B2 (ja) | 熱間圧延方法 | |
| JP3801154B2 (ja) | 熱延鋼板の製造方法 | |
| RU2686504C1 (ru) | Способ производства рулонной полосы на широкополосном прокатном стане | |
| JPH11221606A (ja) | 熱延鋼帯の圧延方法 | |
| JP2002011502A (ja) | 熱延鋼板の製造方法および製造装置 | |
| JP2018001211A (ja) | 熱延鋼帯の製造方法および熱延鋼帯の製造設備 | |
| JP2003048012A (ja) | 熱間圧延における被圧延金属材の冷却制御方法 | |
| JP3558010B2 (ja) | 鋼板の製造方法 | |
| JP4691836B2 (ja) | 熱間エンドレス圧延方法及び熱間エンドレス圧延製品の製造方法 | |
| JP2004136308A (ja) | 熱延鋼帯の製造方法 |