ES2897562T3 - Catalizador a granel de hidroprocesamiento, su uso y métodos de producción del mismo - Google Patents
Catalizador a granel de hidroprocesamiento, su uso y métodos de producción del mismo Download PDFInfo
- Publication number
- ES2897562T3 ES2897562T3 ES10833782T ES10833782T ES2897562T3 ES 2897562 T3 ES2897562 T3 ES 2897562T3 ES 10833782 T ES10833782 T ES 10833782T ES 10833782 T ES10833782 T ES 10833782T ES 2897562 T3 ES2897562 T3 ES 2897562T3
- Authority
- ES
- Spain
- Prior art keywords
- catalyst
- metal
- block element
- precursor
- iron
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G49/00—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00
- C10G49/02—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00 characterised by the catalyst used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/02—Sulfur, selenium or tellurium; Compounds thereof
- B01J27/04—Sulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/70—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper
- B01J23/76—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/80—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36 with zinc, cadmium or mercury
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/70—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper
- B01J23/76—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/84—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of the iron group metals or copper combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36 with arsenic, antimony, bismuth, vanadium, niobium, tantalum, polonium, chromium, molybdenum, tungsten, manganese, technetium or rhenium
- B01J23/85—Chromium, molybdenum or tungsten
- B01J23/88—Molybdenum
- B01J23/883—Molybdenum and nickel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/02—Sulfur, selenium or tellurium; Compounds thereof
- B01J27/04—Sulfides
- B01J27/043—Sulfides with iron group metals or platinum group metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/02—Sulfur, selenium or tellurium; Compounds thereof
- B01J27/04—Sulfides
- B01J27/047—Sulfides with chromium, molybdenum, tungsten or polonium
- B01J27/051—Molybdenum
- B01J27/0515—Molybdenum with iron group metals or platinum group metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/20—Sulfiding
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G45/00—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds
- C10G45/02—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds to eliminate hetero atoms without changing the skeleton of the hydrocarbon involved and without cracking into lower boiling hydrocarbons; Hydrofinishing
- C10G45/04—Refining of hydrocarbon oils using hydrogen or hydrogen-generating compounds to eliminate hetero atoms without changing the skeleton of the hydrocarbon involved and without cracking into lower boiling hydrocarbons; Hydrofinishing characterised by the catalyst used
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G49/00—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00
- C10G49/10—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00 with moving solid particles
- C10G49/12—Treatment of hydrocarbon oils, in the presence of hydrogen or hydrogen-generating compounds, not provided for in a single one of groups C10G45/02, C10G45/32, C10G45/44, C10G45/58 or C10G47/00 with moving solid particles suspended in the oil, e.g. slurries
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/10—Feedstock materials
- C10G2300/1037—Hydrocarbon fractions
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/70—Catalyst aspects
- C10G2300/703—Activation
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/80—Additives
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- General Chemical & Material Sciences (AREA)
- Catalysts (AREA)
- Production Of Liquid Hydrocarbon Mixture For Refining Petroleum (AREA)
Abstract
Una composición de catalizador, expresada en forma elemental, que tiene una fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)h, donde la fórmula se refiere a los sólidos de catalizador, que constituyen la suspensión espesa de catalizador en aceite, donde R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo; M es al menos un metal de elemento de bloque "d"; L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M; 0 <=i< = 1; 0 < b / a = < 5, 0,5 (a + b) <= d <= 5(a + b), 0 < e <= 11(a+b), 0 < f<= 7(a+b), 0 <g<= 5(a + b), 0 < h <= 2(a + b), p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xj+yg+zh=0; donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-θ de más de 25°; y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
Description
DESCRIPCIÓN
Catalizador a granel de hidroprocesamiento, su uso y métodos de producción del mismo
Campo Técnico
La invención se refiere en general a catalizadores a granel para uso en la conversión de una materia prima de hidrocarburos tal como carbón, aceites pesados, y residuos, y métodos para producir los catalizadores a granel de los mismos.
Antecedentes
La industria del petróleo está recurriendo cada vez más a crudos pesados, residuos, carbones y arenas de alquitrán como fuentes para materias primas. Las materias primas derivadas de estos materiales pesados contienen más azufre y nitrógeno que las materias primas derivadas de petróleos crudos más convencionales, lo que requiere una cantidad considerable de mejora a fin de obtener productos utilizables a partir de los mismos. La mejora o refinación se logra por procesos de hidrotratamiento, es decir, el tratamiento con hidrógeno de diversas fracciones de hidrocarburos, o alimentos pesados enteros, o materias primas, en la presencia de catalizadores de hidrotratamiento para efectuar la conversión de al menos una porción de los alimentos, o materias primas a hidrocarburos de menor peso molecular, o para efectuar la remoción de componentes, o compuestos no deseados, o su conversión en compuestos inocuos o menos indeseables.
Los sulfuros de los elementos de metal de bloque "d" de la tabla periódica, se han utilizado en la licuefacción de material carbonáceo, tal como carbón. La patente de Estados Unidos de América No. 4441983 describe el uso de un catalizador de sulfuro de zinc activado en la forma de un sulfuro de zinc de una calidad de reactivo o una mena beneficiada. Se han descrito compuestos que contienen hierro, tal como piritas (FeS2) y barro rojo (Fe2 O3), como catalizadores para los procesos de hidrogenación y licuefacción de carbón. US 2009/0057201 A describe catalizadores a granel de hidroprocesamiento con base en metales de Grupo VIB.
Existe la necesidad de catalizadores mejorados con morfología óptima, estructura y actividad catalítica mejorada para conversiones de alto rendimiento. También existe la necesidad de un proceso mejorado para preparar catalizadores a granel para uso en la conversión de aceites pesados y residuos. La invención se refiere a un nuevo catalizador a granel con base en sulfuros de metales de bloque "d" para uso en la conversión de aceites pesados y residuos.
Breve descripción de la invención
La presente invención se define en y por las reivindicaciones anexas.
En general, la presente descripción se refiere a una composición de catalizador de suspensión espesa que tiene una fórmula: (Rp)¡(Mt)a(Lu)ft(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,, donde M es al menos un metal de elemento de bloque "d"; L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M; R es opcional y R puede ser un elemento lantanoide; 0 <= i <= 1; 0 < b / a = < 5; 0,5 (a b) <= d <= 5(a b); 0 < e <= 11 (a+b); 0 <f<= 7(a+b); 0 < g <= 5(a b); 0 < h <= 2(a + b); p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xf+yg+zh=0. En una realización, el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°. M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
También se describe un proceso para preparar una composición de catalizador, proceso que comprende los pasos de combinar al menos dos diferentes precursores de metal de metales de elemento de bloque "d" con un agente de sulfuración que forma al menos un precursor de catalizador sulfurado; y iii) mezclar el precursor de catalizador sulfurado con un compuesto de hidrocarburo para formar la composición de catalizador de la fórmula: (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)h. En una realización, se sulfuran ambos precursores de metal, ya sea por separado o conjuntamente en un paso.
También se describe un proceso para preparar una composición de catalizador, proceso que comprende los pasos de proporcionar al menos dos diferentes precursores de metal de metales de elemento de bloque "d", con al menos uno de los precursores de metal que es un compuesto orgánico que contiene azufre dispersable en aceite, y mezclar los precursores de metal con un compuesto de hidrocarburo en condiciones suficientes para que el compuesto iónico orgánico dispersable en aceite que contiene azufre se descomponga térmicamente, que libera azufre para la sulfuración de los precursores de metal, que forma la composición de catalizador de la fórmula: (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f¡Oy)g(Nz)h.
También se describe un proceso para preparar una composición de catalizador que comprende proporcionar un precursor de catalizador con al menos dos precursores de metal de diferentes metales de elemento de bloque "d" en un portador de solvente, entonces combinar el precursor de catalizador con un agente de sulfuración y una materia prima de hidrocarburo, formando la composición de catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)b. El portador
de solvente se puede seleccionar del grupo de alcoholes, cetonas, aldehidos, ácido cítrico, ácidos carboxílicos, agua, y mezclas de estos. La mezcla de precursor de catalizador en un portador de solvente se puede emplear para impregnar partículas de carbón como la materia prima de hidrocarburo, entonces las partículas de carbón impregnadas con los precursores de catalizador se combinan con un solvente, convirtiendo el precursor de catalizador en la composición de catalizador de la fórmula: (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)/i[Oy)g(Nz)h.
Breve descripción de las figuras
La figura 1 ilustra los pasos implicados en una realización para preparar la composición de catalizador con al menos un paso de sulfuración.
La figura 2 ilustra un diagrama de una segunda realización para preparar la composición de catalizador con al menos un paso de sulfuración.
La figura 3 ilustra los pasos implicados en otra realización para preparar la composición de catalizador con los precursores de metal que se sulfuran por separado.
La figura 4 ilustra los pasos implicados en una realización para preparar la composición de catalizador donde la sulfuración tiene lugar en el paso de transformación.
La figura 5 ilustra los pasos implicados en otra realización para preparar la composición de catalizador donde la sulfuración tiene lugar in situ, después del contacto con un compuesto de hidrocarburo.
La figura 6 ilustra aun otra realización para preparar la composición de catalizador donde la sulfuración tiene lugar in situ después del contacto con una alimentación de aceite pesado.
La figura 7 ilustra una realización para preparar la composición de catalizador donde la sulfuración tiene lugar in situ después del contacto con una alimentación de aceite pesado y un agente de sulfuración.
La figura 8 ilustra otra realización para preparar la composición de catalizador con el uso de una solución de alcohol como un portador y con la sulfuración que tiene lugar in situ después del contacto con una alimentación de aceite pesado y un agente de sulfuración.
La figura 9 ilustra aun otra realización para preparar la composición de catalizador con el uso de una solución de alcohol, y donde la mezcla de precursor de catalizador se sulfura ex situ formando una suspensión espesa de catalizador antes de utilizarse para un proceso de actualización de aceite pesado.
La figura 10 muestra el patrón de difracción de rayos X en polvo de una realización de una composición de catalizador basado en aceite de Fe-Zn sintetizada a partir de sales de ditiocarbamato solubles en aceite.
La figura 11 muestra el patrón de difracción de rayos X en polvo del catalizador en la figura 10, después de una corrida de prueba (como un catalizador agotado). La figura 12 es una gráfica que muestra los cambios en el % en peso de residuo de microcarbono (MCR) en la variación de la relación en peso de Zn a Fe Zn.
La figura 13 es otra gráfica que muestra la relación entre la relación molar de hidrógeno a carbono (H/C) con relación a la relación en peso de Zn a Fe Zn.
Descripción detallada
Los siguientes términos se utilizarán de principio a fin de la especificación y tendrán los siguientes significados, salvo que se indique lo contrario.
Como se utiliza aquí, el término "catalizador a granel" se puede utilizar indistintamente con "catalizador no soportado", lo que significa que la composición de catalizador NO es de la forma de catalizador convencional que tiene un soporte de catalizador preformado formado que entonces se carga con metales mediante catalizador de impregnación o deposición. El catalizador a granel es un catalizador tipo dispersante ("catalizador de suspensión espesa") para uso como partículas de catalizador dispersadas en mezcla de líquido (por ejemplo, aceite de hidrocarburo). En una realización, el catalizador a granel se forma a través de precipitación. En otra realización, el catalizador a granel tiene un agente de unión incorporado en la composición de catalizador. En aun otra realización, el catalizador a granel se forma a partir de compuestos de metal y sin ningún agente de unión.
Como se utiliza en la presente, la alimentación o materia prima de "aceite pesado" se refiere a crudos pesados y ultra pesados, incluyendo pero no limitado a residuos, carbones, bitumen, aceites de pizarra, arenas de alquitrán, etc. La materia prima de aceite pesado puede ser líquida, semisólida, y/o sólida. Los ejemplos de materias primas de aceite pesado que se pueden mejorar como se describe en la presente incluyen pero no se limitan a arenas de alquitrán de Canadá, residuos de vacío de las cuencas de Santos y Campos brasileños, Golfo egipcio de Suez, Chad, Zulia
venezolana, Malasia, e Indonesia Sumatra. Otros ejemplos de materia prima de aceite pesado incluyen el fondo del barril y el residuo sobrante de los procesos de refinería, que incluyen "fondo del barril" y "residuo" (o "residuo"), fondos de torre atmosférica, que tienen un punto de ebullición de al menos 343°C. (650°F.), o fondos de torre de vacío, que tienen un punto de ebullición de al menos 524°C. (975°F.), o "paso de residuo" y "residuo obtenido al vacío", que tienen un punto de ebullición de 524°C. (975°F.) o mayor.
Las propiedades de la materia prima de aceite pesado pueden incluir, pero no se limitan a: TAN de al menos 0,1, al menos 0,3, o al menos 1; viscosidad de al menos 10 cSt (10 mm2/segundo); gravedad API como mucho 15 en una realización, y como mucho 10 en otra realización. Un gramo de materia prima de aceite pesado habitualmente contiene al menos 0,0001 gramos de Ni/V/Fe; al menos 0,005 gramos de heteroátomos; al menos 0,01 gramos de residuo; al menos 0,04 gramos de asfaltenos C5; al menos 0,002 gramos de MCR; por gramo de crudo; al menos 0,00001 gramos de sales de metales alcalinos de uno o más ácidos orgánicos; y al menos 0,005 gramos de azufre. En una realización, la materia prima de aceite pesado tiene un contenido de azufre de al menos 5% en peso y una gravedad API de -10 a 10.
En una realización, la materia prima de aceite pesado comprende bitumen de Athabasca (Canadá) que tiene al menos un 50% en volumen de residuo obtenido al vacío. En otra realización, la materia prima es una alimentación de Boscan (Venezuela) con al menos 64 % en volumen de residuo obtenido al vacío. En una realización, la materia prima de aceite pesado contiene al menos 100 ppm V (0,01% V) (por gramo de materia prima de aceite pesado). En otra realización, el nivel de V varía entre 500 y 1000 ppm (0,05% a 0,1%). En una tercera realización, al menos 2000 ppm (0,2%).
Los términos "tratamiento", "tratado", "mejora", "que mejora" y "mejorado", cuando se usan en conjunto con una materia prima de aceite pesado, describen una materia prima de aceite pesado que está siendo o se ha sometido a hidroprocesamiento, o un material resultante o producto crudo, que tiene una reducción en el peso molecular de la materia prima de aceite pesado, una reducción en el intervalo de punto de ebullición de la materia prima de aceite pesado, una reducción en la concentración de asfaltenos, una reducción en la concentración de radicales libres de hidrocarburos, y/o una reducción en la cantidad de impurezas, tal como azufre, nitrógeno, oxígeno, haluros, y metales.
La actualización o tratamiento de alimentaciones de aceite pesado se conoce en general en la presente como "hidroprocesamiento". El hidroprocesamiento se entiende como cualquier proceso que se lleva a cabo en la presencia de hidrógeno, incluyendo, pero no limitado a, hidroconversión, hidrodesintegración, hidrogenación, hidrotratamiento, hidrodesulfuración, hidrodenitrogenación, hidrodesmetalización, hidrodesaromatización, hidroisomerización, hidrodesparafinado e hidrodesintegración incluyendo hidrodesintegración selectiva. Los productos de hidroprocesamiento pueden mostrar viscosidades mejoradas, índices de viscosidad, contenido de saturados, propiedades de baja temperatura, volatilidades y despolarización, etc.
Como se utiliza en la presente, el hidrógeno se refiere a hidrógeno, y/o un compuesto o compuestos que cuando están en la presencia de una alimentación de aceite pesado y un catalizador reaccionan para proporcionar hidrógeno.
Como se utiliza en la presente, el término "agente tensioactivo" (se puede utilizar indistintamente con "agente activo de superficie", "estabilizador" o "modificador de superficie") se refiere en general a cualquier material que opera para reducir la tensión superficial de un líquido, mejorando de esta manera la humectación en la interfaz entre las partículas de catalizador dispersas y el aceite de hidrocarburo. De manera alternativa o en combinación, el agente tensioactivo opera para reducir la tensión superficial entre el material de catalizador en suspensión y el solvente/solución en la que se suspende el material de catalizador, por consiguiente, en una realización, el agente tensioactivo permite la estratificación controlada y dispersada de las partículas de catalizador en la solución que contiene el material de catalizador.
Como se utiliza en la presente, el término "precursor de catalizador" se refiere a un compuesto que contiene uno o más metales catalíticamente activos, a partir del cual se forma finalmente el compuesto que tiene la fórmula (Rp)¡(Mt)a(Lu)ft(Sv)d(CW)e(Hx)f(Oy)g(Nz)/,, y cuyo compuesto puede ser catalíticamente activo como un catalizador de hidroprocesamiento. El precursor de catalizador puede ser transformable en el catalizador mediante reacción química con uno o más reactivos (tal como agentes de sulfuración y/o de reducción, por ejemplo, hidrógeno, tal como dentro de un medio de hidrocarburo) y/o mediante cualquier otro tratamiento adecuado (tal como tratamiento térmico, tratamiento térmico de múltiples pasos, tratamiento a presión, o cualquier combinación de los mismos).
Como se utiliza en la presente, la frase "uno o más de” o " al menos uno de” cuando se utiliza para prologar varios elementos o clases de elementos tal como X, Y y Z o X1-Xn, Yi-Yn y Z1-Zn, se propone que se refiera a un elemento individual seleccionado de X o Y o Z, una combinación de elementos seleccionados de la misma clase común (tal como X1 y X2), así como una combinación de elementos seleccionados de diferentes clases (tal como X1, Y2 y Zn). X, Y, y Z aquí se entienden simplemente como ejemplos para la explicación aquí.
SCF/BBL (o scf/bbl) se refiere a una unidad de pie cúbico estándar de gas (N2, H2, etc.) por barril de alimentación de hidrocarburos. La tabla periódica a la que se hace referencia en la presente es la tabla aprobada por la IUPAC y la oficina nacional de normas de Estados Unidos de América, un ejemplo es la tabla periódica de los elementos de la División de Química del Laboratorio Nacional de Los Álamos de octubre de 2001.
Los elementos de bloque "d" se refieren a elementos de la tabla periódica donde el subnivel d del átomo se está llenando, seleccionado de Ti, Mn, Fe, Co, Ni, Cu, y Zn.
Los elementos de lantanoides (o lantánido, o algunas veces conocidos como tierras raras) se refieren a los quince elementos en la tabla periódica con números atómicos 57 a 71.
Compuesto "dispersable en aceite" significa que el compuesto se esparce o dispersa en aceite que forma una dispersión. En una realización, el compuesto dispersable en aceite es soluble en aceite que se disuelve después de mezclarse con aceite.
Fórmula de catalizador: La composición de catalizador como se expresa en forma elemental, es de la fórmula general (Rp)¡(Mt)a(Lu)ft(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,. La fórmula en la presente se refiere a los sólidos de catalizador, que constituyen la suspensión espesa de catalizador en aceite. En la ecuación, donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto. R es opcional. En una realización, R es por lo menos uno de un elemento lantanoide de la tabla periódica tal como La, Ce, Nd, etc. En otra realización, R es al menos un metal alcalinotérreo tal como magnesio.
También en la ecuación, p, t, u, v, w, x, y, z que representan la carga total para cada uno del componente (R, M, L, S, C, H, O y N, respectivamente); pi+ta+ub+vd+we+xf+yg+zh=0. R con un subíndice i que varía de 0 a 1. M y L con subíndices a y b, con valores de a y b que varían respectivamente de 0 a 5, y (0 <= b/a <= 5). S representa azufre con el valor del subíndice d que varía de 0,5(a b) a 5(a 2b). C representa el carbono con el subíndice e que tiene un valor de 0 a 11 (a+b). H es hidrógeno con un valor de f que varía de 0 a 7(a+b). O representa oxígeno con el valor de g que varía de 0 a 5(a b); y N representa nitrógeno con h que tiene un valor de 0 a 2(a b). En una realización, una cantidad suficiente de precursores de metal están presentes para que b/a tenga una relación molar que varía de 0,10 a 10.
El catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)h puede tener una relación de M a L en el intervalo de 1:10-10:1 (como relación molar). La relación puede estar en el intervalo de 1:5 a 5:1. La relación de zinc a hierro puede estar en el intervalo de 1:10 a 1:5. M puede ser hierro y L puede ser zinc (o viceversa). M puede ser hierro y L puede ser titanio (o viceversa). M puede ser hierro y L puede ser manganeso (o viceversa). M puede ser hierro y L puede ser cobre (o viceversa). M puede ser hierro y L puede ser níquel (o viceversa). M puede ser cobre y L puede ser hierro (o viceversa). M puede ser cobalto y L puede ser hierro (o viceversa). M puede ser titanio y L puede ser hierro (o viceversa).
El catalizador puede tener la fórmula (FezZm-z)a(S)d(C)e(H)f(O)g(N)b, donde la relación de zinc a hierro está en el intervalo de 9:1-1:9 (como % en peso). La relación de zinc a hierro puede estar en el intervalo de 1:5 a 5:1. La relación de zinc a hierro puede estar en el intervalo de 1:10 a 1:5. El catalizador de Fe Zn puede tener una relación de zinc a hierro (% en peso) de aproximadamente 1:1. La relación en peso de Fe:Zn puede variar de 40% a 60%. El Zn a Fe Zn total (% en peso, base de metal) puede variar de 40% a 75%, con 60% que es el más preferido. Las secciones que siguen describen reactivos que se pueden utilizar en la fabricación del catalizador. El término reactivo se refiere a una materia prima que se puede utilizar en la fabricación del catalizador, que puede estar en su forma elemental, de compuesto, o iónica.
El término "metal" se refiere a los reactivos de elemento de bloque "d" en su forma elemental, de compuesto, o iónica. El término "metal" o "precursor de metal" en la forma singular no se limita a un metal o precursor de metal individual. El término "en el estado de soluto" en una realización significa que el componente de metal está en una forma líquida prótica. El término "precursor de metal" se refiere al compuesto de metal al proceso.
Componentes de precursor de metal: "M" y "L" se derivan de componentes de precursor de metal. En una realización, al menos parte de los precursores de metal se adicionan en el estado sólido. En una segunda realización, al menos parte de los precursores de metal se adiciona en el estado de soluto. En una tercera realización, al menos uno de los precursores de metal puede ser soluble en aceite, dispersable en aceite, soluble en agua y/o dispersable en agua. Los precursores de metal se pueden proporcionar como un metal elemental o como un compuesto de metal. Uno de los precursores de metal se puede adicionar en el estado sólido, en tanto que el segundo precursor de metal se puede adicionar en el estado de soluto. Los precursores de metal pueden ser los mismos o diferentes, es decir, todos los compuestos orgánicos, todos los compuestos inorgánicos, o uno orgánico y uno inorgánico. Los precursores de metal en una realización pueden ser catalíticamente activos, por ejemplo, un sulfuro de metal de grado reactivo o una mena benficada.
En una realización, al menos uno de los precursores de metal se selecciona de compuestos inorgánicos, incluyendo pero no limitado a sulfatos, nitratos, carbonatos, sulfuros, oxisulfuros, óxidos y óxidos hidratados, sales de amonio y ácidos heteropoli de los metales de elemento "d".
En una realización, al menos uno de los precursores de metal es un compuesto orgánico. En una realización, los precursores de metales orgánicos se seleccionan del grupo de las sales de metal de bloque "d" de ácidos orgánicos, tal como ácidos alifáticos acíclicos y alicíclicos, ácidos carboxílicos que contienen dos o más átomos de carbono. Los ejemplos no limitantes de las sales de ácido orgánico incluyen acetatos, oxilatos, citratos, naftanatos y octoatos. En otra
realización, los precursores de metal se seleccionan de sales de aminas orgánicas tal como aminas alifáticas, aminas aromáticas, compuestos de amonio cuaternario, y mezclas de los mismos. En aun otra realización, los precursores de metal se seleccionan de compuestos organometálicos. Los ejemplos incluyen pero no se limitan a quelatos tal como 1,3-dicetonas, etilendiamina, ácido tetraacético de etilendiamina, y ftalocianinas de metales de elemento de bloque "d" y mezclas de los mismos. En una cuarta realización, los precursores de metal son compuestos orgánicos que contienen azufre, por ejemplo, un compuesto de quelato con azufre como un átomo de coordinación tal como sulfhidrilo S-H. Los ejemplos incluyen pero no se limitan a tioles tal como dialquilditiofosfatos, tio- o ditiocarbamatos, fosporotioatos, tiocarbonatos, trimercaptotriazina, tiofenatos, mercaptanos, ácidos carboxílicos de tiol RC(O)SH, ditioácidos RC(S)SH, y compuestos relacionados.
Los ejemplos de precursores de metal incluyen, pero no se limitan a, sulfuro férrico, sulfuro ferroso, sulfuro de hierro, sulfuro de zinc, sulfato férrico, ferroceno, fosfato férrico, sulfato de cobalto, nitrato de cobalto, fosfato de cobalto, sulfato de níquel, nitrato de níquel, sulfato de cobre, nitrato de cobre, fosfato de cobre, acetato de cobre, acetato de cobalto, acetato de níquel, naftenato de cobre, acetato de cobre, naftenato de cobalto, óxido de cobre, hidróxido de cobre, óxido de níquel, hidróxido de níquel, óxido de cobalto, tetrafenolato de titanio, naftenato de titanio, naftenato de níquel, ditiocarbamato de titanio, sulfato de titanilo, ditiocarbamato de zinc, fosforoditioato de zinc, mercaptobenzotiazol de zinc, dibencilditiocarbamato de zinc, ditiocarbamato de cobre, acetato de manganeso, dialquilditiofosfato de zinc, y combinaciones de los mismos. En una realización, los precursores de metal se seleccionan de polvo cristalino de sulfuro de zinc, polvo de sulfuro de zinc-hierro, polvo de sulfuro de hierro. En una realización, el polvo de precursor de metal tiene un tamaño de partícula promedio de menos de 10 micrones (1 x 10 -5 m). En una segunda realización, el tamaño de partícula promedio es de aproximadamente 1,0 a 20,0 micrones (1 x10-5 m a 2 x10-5 m). En una realización, el precursor de metal es un componente de níquel soluble en agua, por ejemplo, nitrato de níquel, sulfato de níquel, acetato de níquel, cloruro de níquel, o mezclas de los mismos. En otra realización, el precursor de metal es un compuesto de níquel que está al menos parcialmente en el estado sólido, por ejemplo, un compuesto de níquel insoluble en agua tal como carbonato de níquel, hidróxido de níquel, fosfato de níquel, fosfito de níquel, formiato de níquel, sulfuro de níquel, molibdato de níquel, tungstato de níquel, óxido de níquel, aleaciones de níquel tal como aleaciones de níquel-molibdeno, níquel Raney, o mezclas de los mismos. En una tercera realización, el precursor de metal es una solución de sulfato de níquel soluble en agua. En aun otra realización, el precursor de metal es un reactivo soluble en agua, por ejemplo, un componente de hierro en el estado de soluto seleccionado de acetato de hierro, cloruro, formiato, nitrato, sulfato y mezclas de los mismos.
Agente de sulfuración: El uso de agente de sulfuración depende de si al menos uno de los precursores de metal ya contiene suficiente azufre en una forma fácilmente liberable para la sulfuración de los precursores de metal in situ o ex situ. En una realización donde al menos uno de los precursores de metal es un compuesto que contiene azufre soluble en aceite o dispersable en aceite con exceso de azufre ya presente en el compuesto (para la formación estequiométrica del catalizador de sulfuro), los agentes de sulfuración pueden no ser necesarios.
En una realización, el agente de sulfuración es azufre elemental por sí mismo. En otra realización, el agente de sulfuración es un compuesto que contiene azufre que, en condiciones predominantes, se puede descomponer en sulfuro de hidrógeno. En aun una tercera realización, el agente de sulfuración es H2S por sí mismo o en H2.
El agente de sulfuración está presente en una cantidad en exceso de la cantidad estequiométrica requerida para formar el catalizador. En una realización, la cantidad de agente de sulfuración representa un azufre a la relación molar del metal del elemento de bloque "d" ("M" y "L") de al menos 3 a 1 para producir un catalizador sulfurado a partir del precursor de catalizador. En otra realización, la cantidad total de compuesto que contiene azufre se selecciona en general para corresponder a cualquiera de aproximadamente 50-300%, 70-200%, y 80-150%, de la cantidad de azufre estequiométrico necesaria para convertir los metales en, por ejemplo, ZnS, Ni3S2, TiS, etc.
Los agentes de sulfuración adecuados incluyen, pero no se limitan a, por ejemplo, cualquier compuesto de azufre que esté en una forma fácilmente liberable, por ejemplo, sulfuro de amonio, polisulfuro de amonio ((NH4)2Sx), tiosulfato de amonio ((NH4)2S2O3), tiosulfato de sodio (Na2S2O3), tiourea (CSN2H4), disulfuro de carbono (CS2), disulfuro de dimetilo (DMDS), sulfuro de dimetilo (DMS), polisulfuro de terciariobutilo (PSTB), polisulfuro de terciariononilo (PSTN), mercaptanos, tioglicoles, y mezclas de los mismos. En otra realización, el agente de sulfuración se selecciona de sulfuros de metales alcalinotérreos y/o alcalinos, sulfuros de hidrógeno de metales alcalinotérreos y/o alcalinos, y mezclas de los mismos. El uso de agentes de sulfuración que contienen metales alcalinotérreos y/o alcalinos puede requerir un paso de proceso de separación adicional para remover los metales alcalinotérreos y/o alcalinos del catalizador agotado.
En una realización, el agente de sulfuración es sulfuro de amonio en solución acuosa. Una solución acuosa de sulfuro de amonio se puede sintetizar a partir de sulfuro de hidrógeno y amoníaco, gases de descarga comunes de refinería. Este sulfuro de amonio sintetizado es fácilmente soluble en agua y se puede almacenar fácilmente en solución acuosa en tanques antes del uso. Puesto que la solución de sulfuro de amonio es más densa que residuo, se puede separar fácilmente en un tanque de sedimentación después de la reacción.
El agente de sulfuración se puede adicionar en cualquier forma adecuada. En una realización, se adiciona azufre elemental a la mezcla de material carbonáceo pretratada en la forma de un polvo sublimado o como una dispersión
concentrada (tal como una flor comercial de azufre). Las formas alotrópicas de azufre elemental, tal como azufre ortorrómico y monoclínico, también son adecuadas para el uso en la presente. En una realización, el uno o más compuestos de azufre están en la forma de un polvo sublimado (flores de azufre), un azufre fundido, un vapor de azufre, o una combinación o mezcla de los mismos.
Agentes de unión opcionales: En una realización, un agente de unión se incluye opcionalmente en el proceso para producir el catalizador. En general, el material de agente de unión tiene menos actividad catalítica que la composición de catalizador (sin el material de agente de unión) o ninguna actividad catalítica en absoluto. Por consiguiente, por la adición de un material de agente de unión, se puede reducir la actividad de la composición de catalizador. Por consiguiente, la cantidad de material de agente de unión que se va a adicionar en el proceso en general depende de la actividad deseada de la composición de catalizador final. Las cantidades de agente de unión de 0-95% en peso de la composición total pueden ser adecuadas, dependiendo de la aplicación catalítica prevista. En otra realización, el agente de unión se puede adicionar opcionalmente en el intervalo de 0,5-75% en peso de la composición total.
Los materiales de agente de unión se pueden adicionar a los precursores de metal ya sea simultáneamente o uno después del otro. De manera alternativa, los precursores de metal se pueden combinar conjuntamente, y posteriormente se puede adicionar un material de agente de unión a los precursores de metal combinados. También es posible combinar parte de los precursores de metal ya sea simultáneamente o uno después del otro, para adicionar posteriormente el material de agente de unión y finalmente adicionar el resto de los precursores de metal ya sea simultáneamente o uno después del otro. Además, también es posible combinar el agente de unión con precursores de metal en el estado de soluto y posteriormente adicionar un precursor de metal al menos parcialmente en el estado sólido.
Los materiales de agente de unión opcionales incluyen cualquier material que se aplica convencionalmente como agente de unión en catalizadores de hidroprocesamiento. Los ejemplos incluyen sílice, sílice-alúmina, tal como sílicealúmina convencional, sílice-alúmina recubierta y sílice recubierta de alúmina, alúmina tal como (pseudo)boehmita, o gibbsita, óxido de titanio, zirconia, arcillas catiónicas o arcillas aniónicas tal como saponita, bentonita, caolina, sepiolita o hidrotalcita, o mezclas de las mismas. En una realización, los materiales de agente de unión se seleccionan de sílice, sílice coloidal impurificada con aluminio, sílice-alúmina, alúmina, titanio, zirconia, o mezclas de los mismos. En una realización, el catalizador comprende un material de óxido refractario que comprende 50% en peso o más de óxido de óxido de titanio, en base de óxido.
Estos agentes de unión se pueden aplicar como tales o después de la peptización. También es posible aplicar precursores de estos agentes de unión que, durante el proceso, se convierten en cualquiera de los agentes de unión descritos anteriormente. Los precursores adecuados son, por ejemplo, aluminatos de metal alcalino (para obtener un agente de unión de alúmina), vidrio de agua (para obtener un agente de unión de sílice), una mezcla de aluminatos de metal alcalino y vidrio de agua (para obtener un agente de unión de alúmina de sílice), una mezcla de fuentes de un metal di-, tri-, y/o tetravalente tal como una mezcla de sales solubles en agua de magnesio, aluminio y/o silicio (para preparar una arcilla catiónica y/o arcilla aniónica), clorhidrol, sulfato de aluminio, o mezclas de los mismos.
En una realización donde se utiliza alúmina como un agente de unión, el agente de unión de alúmina tiene un área superficial que varía de 100 a 400 m2/g, con un volumen de poro que varía de 0,5 a 1,5 ml/g medido por adsorción de nitrógeno. En una realización donde el óxido de titanio se utiliza como un agente de unión, el óxido de titanio tiene un tamaño de partícula promedio de menos de 50 micrones. En una segunda realización, el agente de unión de titanio tiene un tamaño de partícula promedio de menos de 5 micrones (5x10-6 m). En una tercera realización, el agente de unión de titanio tiene un tamaño de partícula promedio de más de 0,005 micrones (5x10-9 m). En una cuarta realización, el agente de unión de óxido de titanio tiene un área superficial de BET de 10 a 700 m2/g.
Aditivos de azufre opcionales: El uso del aditivo de azufre es opcional. En una realización, al menos un aditivo de azufre (también conocido como "aditivo de sulfuración") se adiciona en mezcla con cualquiera de los agentes de sulfuración descritos anteriormente, el precursor de metal (M), el precursor de metal (L), por separado o en una mezcla con todos los reactivos. En una realización, la función del aditivo de azufre es incrementar la incorporación de azufre en el catalizador, y en otra realización, incrementar la estabilidad de las actividades de catalizador.
En una realización, la cantidad de aditivo de azufre (utilizado indistintamente con aditivos) varía de 5 a 50% en peso de la cantidad de azufre introducida en el catalizador (mediante el agente de sulfuración). En una segunda realización, esta cantidad varía de 10 a 40% en peso de la cantidad de azufre introducida en el catalizador. En una tercera realización, de 15 a 30% en peso. El aditivo de azufre se puede adicionar ya sea en el estado puro o se puede disolver en un solvente adecuado, por ejemplo, agua.
En una realización, el aditivo de azufre se selecciona del grupo de tiodiazoles, tioácidos, tioamidas, tiocianatos, tioésteres, tiofenoles, tiosemicarbazidas, tioureas, y mezclas de los mismos. Los ejemplos incluyen pero no se limitan a, ácido tiobenzoico, 2-tiocresol, 3-tiocresol, 4-tiocresol, ácido 3,3'-tiodipropiónico, 3,3'-tiodipropionitrilo, 2,3,6-trimetil tiofenol, tioglicolato de metilo, 4-metil-3-tiosemicarbazida, naftaleno-2-tiol, isotiocianato de fenilo, 2-feniltiofenol, tioacetamida, tiobenzamida, 2,6-dimetiltiofenol, 3,5-dimetiltiofenol, disulfuro de 2,2'-dinitrodifenilo, 2,5-ditiobiurea, tioglicolato de etilo, 2-metoxi tiofenol, 3-metoxi tiofenol, 2-metil-5-mercapto-1,3,4-tiadiazol, amidotiourea, 2-amino-5etiltio-1,3,4-tiadiazol, 2-amino-5-mercapto-1,3,4-tiadiazol, 3-amino-5-mercapto-1,2,4-triazol, 2-aminotiofenol, benceno-1,3-ditiol, 3-clorotiofenol y 2,5-dimercapto-1,3,4-tiadiazol (D.M.T.D.).
En otra realización, el aditivo de azufre se selecciona del grupo de alcoholes de mercapto. Los ejemplos son compuestos de fórmula HS-CH 2 -CH2OH (2-mercaptoetanol) y HS-CH2-C (C6H5) H-OH (1-mercapto-2-fenil-2-etanol). En aun otra realización, el aditivo de azufre es uno de sulfuros de dialquilo (tal como sulfuros de di-n-butilo, sulfuros de di-ter-butilo), sulfuros de dihidroxialquilo (tal como tiodietilenglicol (S(CH2CH2OH)2), tiodipropilenglicol), sulfuros de diarilo (tal como sulfuro de difenilo), sulfuros de diaralquilo (tal como sulfuro de dibencilo), éteres de alquilo, tiofenoles (tal como tioanisol), tioéteres cíclicos y sus derivados sustituidos (tal como sulfuro de etileno, tiofeno, tiazol, tiopirona, tioxantona, tioxanohidrol, 1,4-tioxano), dimetilsulfóxido, etanol de etiltiol, ácido tioglicólico, ditioglicol, y disulfuro de dietanol.
En una realización, el aditivo de azufre es un compuesto que contiene azufre disponible comercialmente, por ejemplo, ternonilpolisulfuro tal como TPS-374 de Atofina Company o agente de presulfuración de catalizador SulfiZolMR de Lubrizol Corp.
En otra realización, el aditivo de azufre es azufre en forma de polvo (flores de azufre), que se puede utilizar en suspensión, ya sea solo o mezclado con otro compuesto de azufre (por ejemplo, un polisulfuro orgánico) en proporciones de peso ejemplificadas de 5 a 90% de polisulfuro y 95 a 10% de azufre elemental en un ejemplo, y 20 a 50% de polisulfuro y 80 a 50% de azufre elemental en otro ejemplo.
En otra realización, el aditivo de azufre se selecciona del grupo de sulfuro de dimetilo DMS, disulfuro de dimetilo DMD, disulfuro de dietanol o 2,2-ditiobis etanol (DEODS) soluble en agua, glicoles, y poliglicoles. En un ejemplo, el aditivo de azufre es DEODS mezclado en ácido fórmico o una solución orgánica de formiato de metilo.
Agente tensoactivo opcional: El uso de un componente de agente tensioactivo es opcional. En una realización, se utiliza un agente tensioactivo. El agente tensioactivo puede ser cualquier agente tensioactivo adecuado cuyo uso mejore favorablemente las características del catalizador a granel, incluyendo su dispersión, área superficial de metal, morfología y similares, empleado en una cantidad que varía de 0,001 a 5% en peso. En una segunda realización, la cantidad de agente tensioactivo varía de 0,005 a 3% en peso. En una tercera realización, de 0,01 a 2% en peso.
En una realización, el agente tensioactivo opcional se adiciona a los componentes de precursor de metal ya sea simultáneamente o uno después del otro. De manera alternativa, los precursores de metal se pueden combinar conjuntamente primero y posteriormente el agente tensioactivo se puede adicionar a los precursores de metal combinados. En otra realización, el agente tensioactivo se adiciona al agente de transformación de hidrocarburos para potenciar la formación de microemulsiones. En una realización, la cantidad de agente tensioactivo adicionado al agente de transformación de hidrocarburos varía de 0,005 a 3% en peso. En otra realización, varía de 0,01 a 2% en peso. En aún una realización como se conoce en la técnica, el agente tensioactivo se puede adicionar a la materia prima a la operación de hidroprocesamiento, por ejemplo, una corriente de alimentación de aceite pesado que se va a hidroconvertir, en lugar de o además de la adición del agente tensioactivo al agente de transformación de hidrocarburos. Si el agente tensioactivo se adiciona únicamente a la materia prima de hidroconversión, la cantidad que se va a adicionar varía de 0,001 a 0,05% en peso de la alimentación en una realización y 0,005 a 0,01% en peso en una segunda realización.
El agente tensioactivo puede ser al menos uno de agentes tensioactivos aniónicos, agentes tensioactivos zwitteriónicos, agentes tensioactivos anfóteros, agentes tensioactivos no iónicos, agentes tensioactivos catiónicos, y combinaciones de los mismos. En una realización, el agente tensioactivo no iónico se selecciona de monolaurato de polioxietilenosorbitano, alquilfenoles polioxietilenados, etoxilatos de alquilfenol polioxietilenados, y similares. Los agentes tensioactivos catiónicos adecuados incluyen sales de amina orgánica de cadena larga cuaternarias, sales de amina orgánica de cadena larga polietoxiladas cuaternarias, y similares. En otra realización, el agente tensioactivo se selecciona del grupo de materiales de solvente que tienen una propiedad de alta tensión superficial tal como carbonato de etileno, bencifenona; cianuro de bencilo, nitrobenceno, 2-feniletanol, 1,3-propanodiol, 1,4-butanodiol, 1,5-pentanodiol, dietilenglicol, trietilenglicol, glicerol, dimetilsulfóxido (DMSO), N-metilformamida, N-metilpirrolidona, y mezclas de los mismos. En aun otra realización, el agente tensioactivo comprende un agente tensioactivo que tiene una tensión superficial alta tal como N-metilpirrolidona, cuyo agente tensioactivo en algunas realizaciones, ayuda a potenciar el rendimiento de conversión de al menos 1%. Otros ejemplos de agentes tensioactivos incluyen acetonitrilo, acetona, acetato de etilo, hexano, éter dietílico, metanol, etanol, acetilacetona, dietilcarbonato, cloroformo, cloruro de metileno, dietilcetona, y mezclas de los mismos.
En una realización, el agente tensioactivo es un agente tensioactivo catiónico, por ejemplo, una amina catiónica soluble en agua seleccionada del grupo de bromuro de cetiltrimetilamonio, cloruro de cetiltrimetilamonio, amina de dodeciltrimetilamonio, cloruro de noniltrimetilamonio y jabones de amina cuatertnaria de dodecilfenol.
En una realización, el agente tensioactivo es un compuesto orgánico que contiene al menos un átomo de nitrógeno o fósforo para un catalizador con una fase de carbosulfuro con actividades catalíticas potenciadas. La cantidad del aditivo orgánico que contiene N/que contiene P/que contiene azufre que se va a adicionar en general depende de la actividad
deseada de la composición de catalizador final. En otra realización, el agente tensioactivo es un amonio o fosfonio de la fórmula R1R2R3R4Q+, donde Q es nitrógeno o fósforo y donde al menos uno de R1, R 2, R 3, R4 es arilo o alquilo de 8-36 átomos de carbono, por ejemplo, -C10H21, -C16H33 y -C18H37, o combinaciones de estos, el resto de R1, R2, R3, R4 se selecciona del grupo que consta de hidrógeno, alquilo de 1 - 5 átomos de carbono y combinaciones de estos. Ejemplos de cetiltrimetilamonio, cetiltrimetilfosfonio, octadeciltrimetilfosfonio, cetilpiridinio, miristiltrimetilamonio, deciltrimetilamonio, dodeciltrimetilamonio y dimetildidodecilamonio. El compuesto del cual se deriva el ion amonio o fosfonio anterior puede ser, por ejemplo, el hidróxido, haluro, silicato, o mezclas de los mismos.
En una realización, el agente tensioactivo es un aditivo orgánico que contiene N seleccionado del grupo de aminas aromáticas, aminas alifáticas cíclicas, aminas alifáticas policíclicas, y mezclas de las mismas. En otra realización, el aditivo orgánico que contiene N se selecciona de compuestos que contienen al menos un grupo amina primaria, secundaria, y/o terciaria tal como hexametilendiamina, monoetanolamina, dietanolamina, trietanolamina y N,N-dimetil-N'-etiletilendiamina; aminoalcoholes, tal como, por ejemplo, 2(2-aminoetilamino)etanol, 2(2-aminoetoxi)etanol, 2-amino-1-butanol, 4-amino-1-butanol, 2,2-dietoxietilamina, 4,4-dietoxibutilamina, 6-amino-1-hexanol, 2-amino-1,3- propanodiol, 3-amino-1,2-propanodiol, 3-amino-1-propanol; y aminoalcoxisilanos, tal como, por ejemplo, (3-glicidoxipropil)trimetoxisilano, 3-(2-aminoetilamino)propiltrimetoxisilano y (3-aminopropil)trimetoxi-silano, y mezclas de los mismos. En aun otra realización, el agente tensioactivo es un aditivo orgánico que contiene azufre. En una realización, el agente tensioactivo se selecciona del grupo de sulfonatos de alquilo, fosfonatos, y óxidos de alquilo.
En una realización, el estabilizador/agente tensioactivo es un agente tensioactivo de ácido carboxílico orgánico. En una realización, el agente tensioactivo es ácido cítrico. En otra realización, el agente tensioactivo es ácido pentadecanoico, ácido decanoico, u otros ácidos de cadena larga similares. En aun otra realización, el agente tensioactivo es ácido algínico. En una cuarta realización, el agente tensioactivo es ácido maleico. En una sexta realización, el agente tensioactivo es pirolodona y/o ácido sulfónico, seleccionado por sus características de desaglomeración de asfaltenos.
Aditivos opcionales: depuradores/materiales de sacrificio: En una realización, al menos un aditivo seleccionado de depuradores de metal, removedores de contaminantes de metal, pasivadores de metal, y materiales de sacrificio se adiciona al proceso, por ejemplo, en la etapa de transformación o etapa de sulfuración in situ, en una cantidad que varía de 1 a 5000 ppm (del catalizador de suspensión espesa). En una segunda realización, el material de aditivo se adiciona en una cantidad menor que 2.000 ppm (0,2%). En una tercera realización, el material de aditivo varía de 50 a 1000 ppm (0,005% a 0,1%).
En una realización, los aditivos opcionales funcionan principalmente como removedores de contaminantes de metal y/o pasivadores de metal y/o depuradores de metal, para remover metales pesados en la alimentación de aceite pesado. En otra realización, algunos otros materiales de sacrificio, además de funcionar como un depurador de metal para absorber metales, también absorben o atrapan otros materiales que incluyen coque depositado.
En una realización, el material de aditivo se puede adicionar al proceso como está, o en un diluyente o solvente de portador adecuado. Los solventes de portador de ejemplo incluyen pero no se limitan a solventes de hidrocarburos aromáticos tal como tolueno, xileno, y destilados aromáticos derivados de aceite crudo. Los diluyentes de ejemplo incluyen gasóleo al vacío, diésel, aceite de decantación, aceite de ciclo y/o gasóleo ligero. En algunas realizaciones, el material de aditivo se puede dispersar en una pequeña porción de la materia prima de aceite pesado y entonces adicionarse al catalizador de suspensión espesa.
En una realización, el material de aditivo es un "material de sacrificio" (o "material de captura") que funciona para atrapar, o para el depósito de, e/o inmovilización de coque y/o metales depositados (Ni, V, Fe, Na) en la alimentación de aceite pesado, mitigando los efectos perjudiciales sobre estos materiales en el catalizador y/o equipo. En otra realización, el material de aditivo funciona para inmovilizar/adsorber los asfaltenos en la materia prima de aceite pesado, mitigando de esta manera la desactivación de catalizador. En una realización, el material de sacrificio tiene poros grandes, por ejemplo, que tienen un área superficial de BET de al menos 1 m2/g en una realización, al menos 10 m2/g en una segunda realización, y al menos 25 m2/g en otra realización. En aun otra realización, el material de aditivo es un material de sacrificio que tiene un volumen de poro de al menos 0,005 cm3/g. En una segunda realización, un volumen de poro de al menos 0,05 cm3/g. En una tercera realización, un volumen de poro total de al menos 0,1 cm3/g. En una cuarta realización, un volumen de poro de al menos 0,1 cm3/g. En una realización, el material de sacrificio tiene un volumen de poro de al menos 0,5 cm3/g. En otra realización, al menos 1 cm3/g.
En una realización, el material de sacrificio comprende un material inerte de poros grandes tal como microesferas de arcilla de caolín calcinado. En otra realización, el material de sacrificio se caracteriza por tener al menos 20% de su volumen de poro constituido por poros de al menos 100 Angstrom (1x10-8m); y 150-600 Angstrom (1,5 x10-8m a 6x10-8m) en una segunda realización.
Los ejemplos de materiales de aditivo para uso en el atrapamiento de depósitos/depuración de metal incluyen pero no se limitan a compuestos de silicato tal como Mg2SiO4 y Fe2SiO4; óxidos inorgánicos tal como compuestos de óxido de hierro, por ejemplo, FeO.Fe 2O3, FeO, Fe3O4, Fe2O3, etc. Otros ejemplos de materiales de aditivo incluyen compuestos de silicato tal como sílice de humo, AhO3, MgO, MgAhO4, zeolitas, microesferas de arcilla de caolín calcinado, óxido de titanio, carbón activo, negro de carbón, y combinaciones de los mismos. Los ejemplos de pasivadores de metal incluyen
pero no se limitan a compuestos de metales alcalinotérreos, antimonio, y bismuto.
En una realización, el material de aditivo es un depurador de metal comercialmente disponible de fuentes tal como Degussa, Albermale, Phosphonics, y Polysciences. En una realización, el depurador de metal es un polisiloxano de función orgánica macroporosa de Degussa con el nombre comercial DELOXANEMR.
En una realización, el depurador/atrapamiento/material de depurador se origina a partir de un catalizador de suspensión espesa, específicamente, un catalizador de suspensión espesa agotado en forma de polvo seco. En una realización, el catalizador de suspensión espesa agotado es de un sistema de mejora de aceite pesado que tiene al menos 75% del aceite pesado removido utilizando medios conocidos en la técnica, por ejemplo, desaceitado mediante filtración por membrana, extracción por solvente, y similares. El catalizador de suspensión espesa agotado para uso como un material de sacrificio en una realización tiene un área superficial de BET de al menos 1 m2/g para el atrapamiento de coque/metales que de otro modo se depositarían a lo largo de los componentes internos de reactor. En una segunda realización, el catalizador de suspensión espesa agotado tiene un área superficial de BET de al menos 10 m2/g. En una tercera realización, el área superficial BET es mayor que 100 m2/g.
En una realización, el aditivo es un depurador/atrapamiento/ material de depurador originado a partir de un catalizador de suspensión espesa desaceitado gastado, en el que se han removido algunos o la mayoría de los metales. En una realización, el aditivo está en la forma de un catalizador de suspensión espesa agotado seco que tiene al menos algunos o la mayoría de los metales tal como níquel, molibdeno, cobalto, etc., removidos del catalizador agotado. En una realización, el material de sacrificio está en la forma de residuo sólido que comprende coque y algún complejo de metal de grupo VB, tal como metavanadato de amonio, cuyo residuo se obtiene después de que la mayoría de los metales tal como molibdeno y níquel se han removido en un proceso de lixiviación a presión. En aun otra realización, el material de sacrificio está en la forma de residuo sólido que comprende principalmente coque, con muy poco vanadio restante (en la forma de metavanadato de amonio).
En otra realización, el material de sacrificio es negro de carbón que se selecciona debido a su área superficial alta, estructura de diverso tamaño de poro, y fácil recuperación/separación de metales pesados por combustión. Además, el material de carbono es relativamente suave, minimizando de esta manera el daño en las válvulas de descarga y otros materiales de planta. En una realización, el material de carbono puede ser cualquier material comúnmente conocido y comercialmente disponible. Los ejemplos incluyen, pero no se limitan a sólido de carbono de partículas poroso caracterizado por una distribución de tamaño que varía de 1 a 100 micrones (1x10-6m a 1x10-4m) y un área superficial BET que varía de 10 a más de 2.000 m2/g. En una realización, el material de carbono tiene un tamaño de partícula promedio que varía de 1 a 50 micrones y un área superficial BET de aproximadamente 90 a aproximadamente 1.500 m2/g. En otra realización, el material de carbono tiene un tamaño de partícula promedio que varía de 10 a 30 micrones. Opcionalmente, el material de catalizador se puede pretratar por una o más técnicas como se conoce en general en la técnica tal como calcinación e/o impregnación primero con el catalizador de suspensión espesa antes de alimentarse en el sistema de mejora y/o mezclarse con la materia prima de aceite pesado.
En una realización, el material de aditivo comprende carbón activado que tiene un área superficial grande, por ejemplo, un área de poro de al menos 100 m2/g, y un intervalo de diámetro de poro entre 100 a 400 Angstrom (1x10-8 m a 4x10-8 m). En una realización, el material de aditivo es un carbón activado en polvo comercialmente disponible de Norit como DARCO KB-GMR con un D-90 de 40 micrones (4 x 10-5 m). En otra realización, el material de carbono comercialmente disponible es DARCO INSULMR con un D-90 de 23 micrones (23 x 10-5 m). En aun otra realización, el material de aditivo comprende negro de carbón obtenido mediante la coquización de catalizador de suspensión espesa agotado en aceite pesado residual de un proceso de recuperación de metal para recuperar/separar metales de un catalizador de suspensión espesa agotado.
En una realización, el material de aditivo cumple una pluralidad de funciones, por ejemplo, atrapamiento de depósito/depuración de metal y antiespumación, atrapamiento de depósito/depuración de metal y supresión de mesofasas, etc., con el uso de un material de sacrificio tratado en superficie. En una realización, el material de sacrificio se trata en superficie (o se recubre) con al menos un material de aditivo tal como un inhibidor y/o un agente antiespumante.
En una realización, el material de aditivo es negro de carbón modificado en superficie. En una realización, el negro de carbón tratado en la superficie contiene grupos de funciones reactivas en la superficie que proporcionan las propiedades antiespumantes, y con el área superficial requerida y la estructura de tamaño de poro para atrapar e/o inmovilizar el coque depositado y/o metales (Ni, V, Fe, Na) en la alimentación de aceite pesado. En una realización, el aditivo es un negro de carbón tratado en la superficie, con el carbono que se ha puesto en contacto con un aditivo de aceite pesado, por ejemplo, un compuesto de silicona tal como polímeros de dialquilsiloxano, polidimetilsiloxano, polidifenilsiloxano, polidifenildimetilsiloxano, siloxanos fluorados, y mezclas de los mismos.
Portador de solvente/agente de transformación de hidrocarburos: En una realización de un método de síntesis de catalizador basado en agua, se emplea un agente de transformación de hidrocarburos para transformar un precursor de catalizador basado en agua/precursor de metal en un catalizador activo basado en aceite (hidrófobo). En otra realización, se utiliza un compuesto de hidrocarburo como un portador de solvente para mezclarse con los precursores
de metal, lo que facilita la dispersión de las partículas de catalizador precursor para un paso de sulfuración posterior. En aun otra realización, se utiliza un compuesto de hidrocarburo como el medio para descomponer térmicamente un precursor orgánico que contiene azufre, liberando al menos algo del azufre que forma un catalizador activo basado en aceite. En aun otra realización, se utiliza agua o una solución de alcohol como un portador de solvente para dispersar precursores de metales inorgánicos. En una realización, la relación de peso de los metales de elemento de bloque "d" con respecto al portador de solvente/agente de transformación es menor que 1,0. En una segunda realización, la relación es menor que 0,5. En un tercio, menos de 0,1. En una realización, la relación en peso del precursor de catalizador (o precursor de metal orgánico que contiene azufre dispersable en aceite) con respecto a un compuesto de hidrocarburo para uso como un portador de solvente/agente de transformación está en el intervalo de 1:10 a 5:1. En una segunda realización, la relación de peso está en el intervalo de 1:5 a 1:1. En otra realización, en el intervalo de 1:2 a 1:15. En una tercera realización, de 1:3 a 1:100. En una cuarta realización, de 1:5 a 1:50. En una quinta realización, de 1:7 a 1:20.
Si se utiliza un compuesto de hidrocarburos, en general puede incluir cualquier compuesto de hidrocarburos, acíclico o cíclico, saturado o insaturado, insustituido o sustituido de manera inerte, y mezclas de los mismos, y cuyo compuesto de hidrocarburos es líquido a temperaturas ordinarias. En una realización, el compuesto de hidrocarburo se selecciona del grupo de hidrocarburos acíclicos saturados de cadena recta como octano, tridecano, eicosano, nonacosano, o similares; hidrocarburos acíclicos insaturados de cadena recta como 2-hexeno, 1,4-hexadieno, y similares; hidrocarburos acíclicos saturados de cadena ramificada como 3-metilpentano, neopentano, isohexano, 2,7,8-trietildecano, y similares; hidrocarburos acíclicos insaturados de cadena ramificada tal como 3,4-dipropil-1,3-hexadieno-5-ino, 5,5-dimetil-1-hexeno, y similares; hidrocarburos cíclicos, saturados o insaturados, tal como ciclohexano, 1,3-ciclohexadieno, y similares; e incluyendo productos aromáticos tal como cumeno, mesitileno, estireno, tolueno, o-xileno, o similares.
En una realización, el agente de transformación se selecciona de hidrocarburos de petróleo caracterizados como naftas vírgenes, naftas agrietadas, nafta de Fischer-Tropsch, gasóleo de vacío (VGO), aceite de ciclo de cat. ligero, aceite de ciclo de cat. pesado, habitualmente aquellos que contienen de aproximadamente 5 a aproximadamente 30 átomos de carbono, y mezclas de los mismos. En una realización, el compuesto de hidrocarburo es VGO. En aun otra realización, el compuesto de hidrocarburo es metanol. En una realización, el compuesto de hidrocarburo tiene una viscosidad cinética que varía de 2 cSt a 15 cSt (2 mm2/s a 15 mm2/s) a 100°C. En una segunda realización, el aceite de hidrocarburo como un agente de transformación tiene una viscosidad cinemática de al menos 2 cSt (2 mm2/s) a 100°C. En una tercera realización, de 5 cSt a 8 cSt (5 a 8 mm2/s) a 100°C. En una realización con la viscosidad cinemática del agente de transformación que está por debajo de 2 cSt (2 mm2/s) a 100°C o por encima de aproximadamente 15 cSt (15 mm2/s) a 100°C, la transformación del precursor de catalizador da por resultado partículas de catalizador que se aglomeran o de otro modo no se mezclan.
En una realización, el portador de solvente se selecciona del grupo de soluciones de alcohol, por ejemplo, metanol, etanol, y similares. En otra realización, el portador de solvente es agua con adición opcional de al menos un agente tensioactivo en una cantidad de menos de 20% en peso. En una tercera realización, el portador de solvente se selecciona del grupo de aldehídos, ácido cítrico, ácidos carboxílicos, y cetonas. En una realización, el portador de solvente es acetona.
Otros componentes opcionales: Si se desea, se pueden adicionar materiales que incluyen otros metales además de los componentes descritos anteriormente. Estos materiales incluyen cualquier material que se adiciona durante la preparación de catalizador de hidroprocesamiento convencional. Los ejemplos adecuados son compuestos de fósforo, compuestos de boro, metales de bloque "d" adicionales, metales lantanoides R o mezclas de los mismos. Los compuestos de fósforo adecuados incluyen fosfato de amonio, ácido fosfórico, o compuestos de fósforo orgánico. Los metales adicionales adecuados que se pueden adicionar a los pasos de proceso incluyen, por ejemplo, renio, rutenio, rodio, iridio, platino, paladio, etc. En una realización, los metales adicionales se aplican en la forma de compuestos insolubles en agua. En otra realización, los metales adicionales se adicionan en la forma de compuestos solubles en agua. En otra realización, se adicionan compuestos de metal lantanoide adicionales en la forma de compuestos solubles en aceite, por ejemplo, carboxilatos de neodimio tal como neodecanoato de neodimio, naftenato de neodimio, octanato de neodimio, 2,2-dietilhexanoato de neodimio, 2,2-dietilheptanoato de neodimio y las sales correspondientes de lantano o praseodimio.
Además de adicionar estos metales durante el proceso, también es posible componer la composición de catalizador final con los materiales opcionales. Es, por ejemplo, posible impregnar la composición de catalizador final con una solución de impregnación que comprende cualquiera de estos materiales adicionales.
En una realización para ayudar a reducir la coquización, el componente opcional adicional adicionado es fósforo en la forma de ácido fosfomolibdico que tiene una relación atómica de P a metales de elemento de bloque "d" que varía de aproximadamente 0,08:1 a 0,01:1.
Método para producir catalizador: En una realización, el método de preparación permite la variación sistemática de la composición y estructura del catalizador por el control de las cantidades relativas de los elementos, los tipos de los componentes de alimentación (reactivos) que incluyen aditivos de agentes tensioactivos si los hay, la longitud y la gravedad de las diversas reacciones. El método da por resultado una dispersión fina de partículas de catalizador en la
alimentación, por ejemplo, aceite pesado o carbón, donde hará su química en las condiciones de proceso apropiadas.
En una realización en la que al menos uno de los precursores de metal es un compuesto orgánico que contiene azufre dispersable en aceite, por ejemplo, un compuesto de quelato con azufre como un átomo de coordinación, y en la que hay suficiente azufre para que los precursores de metal se sulfuren después del contacto con un aceite de hidrocarburo, por ejemplo, la propia materia prima de aceite pesado o VGO, un paso de sulfuración separado con un agente de sulfuración es opcional. La sulfuración después del contacto con un compuesto de hidrocarburo, en un reactor de hidroprocesamiento o antes de la introducción a un reactor de hidroprocesamiento a veces se conoce como "sulfuración in situ". En una realización, la sulfuración in situ es debido a la descomposición térmica del precursor de metal que contiene azufre dispersable en aceite.
En una realización, en la que ambos precursores de metal son compuestos inorgánicos y/o hay suficiente azufre en los precursores de metal (o el azufre no está en una forma liberable) para que los precursores se sulfuren después del contacto con un aceite de hidrocarburo, se necesita sulfurar con un agente de sulfuración para formar al menos un precursor de catalizador sulfurado. La sulfuración antes del contacto con un hidrocarburo a veces se conoce como "sulfuración ex situ".
En una realización para un proceso con sulfuración ex situ, los precursores de metal se combinan primero formando una mezcla intermedia, con la relación en peso de los dos metales de elemento "d" que varía de aproximadamente 1:1 a aproximadamente 1:100 en una realización. En una segunda realización, la relación varía de aproximadamente 1:2 a 1:20. En una tercera realización, de 1:5 a 1:30. En una cuarta realización, de 1:10 a 10:1. En una realización, el tiempo de reacción para la mezcla varía de aproximadamente 1 hora a 10 horas, a una temperatura que varía de temperatura ambiente a 100 °C a una presión que varía de atmosférica a 3000 lbf/plg2 (20,79 MPa).
En una realización con uno de los precursores de metal que es un sulfato, una solución acuosa de hidróxido de metal alcalino se adiciona opcionalmente al paso de mezcla para precipitar el metal para la sulfuración posterior. En una realización, la mezcla de precursor de metal puede comprender además otros componentes de metal de promotor, por ejemplo, componentes de cobalto o cromo. En una realización, la mezcla (reacción) de precursores de metal se lleva a cabo en un solvente orgánico con agua adicionada bajo presión de gas que contiene H2, con el solvente orgánico que es una mezcla de hidrocarburos de alcanos y compuestos aromáticos.
En una realización, la mezcla de precursor de metal se mantiene a su pH natural durante el paso de reacción. El pH está en el intervalo de 0-12 en una realización, entre 2-10 en una segunda realización, y 3-8 en una tercera realización. El cambio del pH se puede realizar por la adición de base o ácido a la mezcla de reacción, o la adición de compuestos, que se descomponen después del incremento de temperatura en iones de hidróxido o iones de H+ que, respectivamente, incrementan o disminuyen el pH. Los ejemplos incluyen urea, nitritos, hidróxido de amonio, etc. En una realización, el pH se controla tal que el pH al inicio de la reacción difiera del pH final después de la precipitación.
En una realización después de la mezcla, formando un precipitado, la mezcla de precursor de metal se aísla del líquido utilizando métodos conocidos en la técnica tal como filtración, centrifugación, decantación, o combinaciones de los mismos. En otra realización, la mezcla de precursor se trata opcionalmente con un aditivo de azufre o un agente de presulfuración de catalizador comercialmente disponible.
En una realización con sulfuración ex situ, después de la mezcla, la mezcla de precursor de catalizador se sulfura con un agente de sulfuración, por ejemplo, sulfuro de amonio (NH4)2S durante un período de tiempo que varía de 5 minutos a 2 horas. En una realización, la mezcla de precursor de catalizador se adiciona gradualmente a un tanque de mezcla que ya contiene el agente de sulfuración, por ejemplo, sulfuro de amonio en solución acuosa en exceso con relación a las sales de metal para una condición más favorable para la sulfuración.
En una realización además del agente de sulfuración, al menos un aditivo de azufre y opcionalmente otros aditivos conocidos en la técnica, por ejemplo, aditivos orgánicos que contienen N y/o que contienen P, promotores que contienen fósforo, etc., pueden estar por separado o en una mezcla con el agente de sulfuración para incrementar la incorporación de azufre en el catalizador. En una realización, en lugar de o además de la adición de agentes tensioactivos en otros pasos, se adiciona al menos un agente tensioactivo en el paso de sulfuración.
En una realización, la sulfuración se lleva a cabo a una temperatura que varía de temperatura ambiente a 70 °C, y a 0 lbf/plg2 (101 kPa). En otra realización, la sulfuración se lleva a cabo a una temperatura que varía de temperatura ambiente a 300°F (149 °C) y durante 1/2 hr a 24 horas. En otra realización, la sulfuración está a 50°F a 250°F (10°C a 121°C). En aun otra realización, la sulfuración es entre 50-200 °F (10-93 °C). En una cuarta realización, la sulfuración es de entre 60-150 °F (16 a 66 °C). En una realización, la sulfuración es de entre 0 a 3000 lbf/plg2 (101 kPa a 20,79 MPa). En una segunda realización, entre 100 a 1000 lbf/plg2 (790 kPa a 20,79 MPa). En una tercera realización, la presión de sulfuración es menor que 500 lbf/plg2 (3,55 MPa).
En aun otra realización, la sulfuración se lleva a cabo a una temperatura que varía de 50 °F a 300 °F (10 °C a 149 °C), de 10 minutos a 5 días, y bajo una presión de gas que contiene H2. Si la temperatura de sulfuración está por debajo del punto de ebullición del agente de sulfuración, tal como 60-70°F (16-21 °C) en el caso de la solución de sulfuro de
amonio, el proceso se lleva a cabo en general a presión atmosférica. Por encima de la temperatura de ebullición del agente de sulfuración/componentes opcionales, la reacción en general se lleva a cabo a una presión incrementada, como en un autoclave. El gas que contiene hidrógeno en los pasos anteriores del proceso puede ser sustancialmente hidrógeno puro, o puede ser mezclas de hidrógeno con otros gases tal como nitrógeno, helio, metano, etano, monóxido de carbono o sulfuro de hidrógeno.
En una realización, la sulfuración es con una solución acuosa de sulfuro de amonio a una temperatura entre ambiente y 250 °F (121 °C), y en la presencia de al menos un aditivo de azufre seleccionado del grupo de tiodazoles, tioácidos, tioamidas, tiocianatos, tioésteres, tiofenoles, tiosemicarbazidas, tioureas, alcoholes de mercapto, y mezclas de los mismos.
En una realización con el paso de sulfuración que se lleva a cabo en solución acuosa, el producto resultante del paso de sulfuración es una suspensión espesa en una solución acuosa. Los análisis mostrarán que el producto de precursor de catalizador del paso de sulfuración es catalíticamente activo, aunque no en forma óptima para uso en operaciones de hidroprocesamiento.
En una realización antes de la sulfuración, el precursor de catalizador se aísla opcionalmente del líquido utilizando métodos conocidos en la técnica tal como filtración, centrifugación, decantación, o combinaciones de los mismos, bajo una atmósfera inerte que comprende cualquiera de nitrógeno, gas de refinería, un gas que tiene poco o ningún oxígeno, y mezclas de los mismos. En la siguiente paso, el polvo precursor de catalizador se impregna con el agente de sulfuración, por ejemplo, solución de sulfuro de amonio (NH4)2S, y/o aditivos de azufre opcionales.
En una realización después de la sulfuración, el precursor de catalizador se somete a un paso opcional de remoción de amoníaco. La remoción de amoníaco tiene un efecto favorable sobre la actividad de catalizador debido a que el amoníaco es un depresor de la actividad de un catalizador de hidrogenación. La remoción de amoníaco es beneficiosa para la actividad de catalizador debido a que cualquier amoníaco presente se puede adsorber en sitios de metal y puede constituir un veneno catalizador. En una realización, la suspensión espesa basada en agua sulfurada del paso de sulfuración se somete a un paso de destello de amoníaco de fase acuosa simple por el enfriamiento y despresurización de la corriente de suspensión espesa. El amoníaco se puede vaporizar instantáneamente junto con cualquier sulfuro de hidrógeno generado e hidrógeno presente en el sistema.
En una realización antes de, o después del paso de sulfuración, la mezcla se trata opcionalmente con al menos un aditivo orgánico que contiene N/que contiene P. En aun otra realización, se adiciona un agente tensioactivo al paso de sulfuración (ya sea antes, después, o durante) para mejorar la dispersión.
En una realización con sulfuración ex situ, los precursores de catalizador sulfurado se mezclan con un compuesto de hidrocarburo y se transforman en un catalizador basado en aceite de la fórmula (Rp)¡(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,. En una realización con sulfuración in situ, los precursores de metal se mezclan con un compuesto de hidrocarburo en el paso de transformación, en condiciones suficientes para que los precursores de metal se descompongan térmicamente, formando un catalizador de suspensión espesa sulfurado en aceite. En aun una tercera realización donde los precursores de metal en sí mismos son compuestos de sulfuro de grado de reactivo, el paso de transformación es opcional ya que los compuestos de sulfuro se pueden combinar y adicionar directamente a la materia prima de aceite pesado.
El aceite de hidrocarburo para uso en el paso de transformación puede ser un aceite ligero tal como nafta (con un punto de ebullición por encima del punto de ebullición del agua), donde después del paso de transformación, el aceite ligero se puede vaporizar convenientemente para obtener el catalizador de suspensión espesa concentrado. El aceite vaporizado se puede reciclar para la reutilización posterior en el paso de transformación de catalizador o en otro lugar en el sistema de hidroprocesamiento. Además, con el uso de un aceite ligero como un agente de transformación, hay menos aglomeración y el catalizador de suspensión espesa concentrado se puede dispersar posteriormente de manera rápida en alimentación de aceite pesado en un proceso de hidroconversión. En una realización, el aceite de hidrocarburo para el uso en el paso de transformación se selecciona del grupo de aceite de decantación, diésel, VGO (gasóleo de vacío), gasóleo ligero, MCO (aceite de ciclo medio), aceite de ciclo ligero (LCO), aceite de ciclo pesado (HCO), donador de solvente, y otros solventes aromáticos. En una tercera realización, el aceite de hidrocarburo para uso en el paso de transformación es una materia prima de aceite pesado.
En una realización con un precursor de catalizador de sulfuro basado en agua, se cree que en el proceso de transformación, el precursor de catalizador de sulfuro hidrófilo se transforma en una especie de sulfuro hidrófobo activo en la forma de dispersión fina de agregados pequeños. En una realización, las condiciones de proceso en el paso de transformación son suficientes para formar el catalizador final, en términos de que al menos una porción del agua está en el líquido. En una realización, "una porción del agua" significa que al menos 50% del agua en la mezcla se mantiene en una fase líquida. En una segunda realización, "una porción del agua" significa que menos de 90% del agua en la mezcla se mantiene en la fase líquida. En una tercera realización, menos del 70% del agua en la mezcla se mantiene en la fase líquida. En una cuarta realización, menos de 50% del agua se mantiene en la fase líquida.
En una realización, la transformación se lleva a cabo a una temperatura que varía de 100 a 400 °C y a una presión de 0
a 1000 Ibf/plg2 (101 kPa a 6996 kPa). En aun otra realización, la temperatura del paso de transformación se mantiene a una temperatura de 50 - 600°F (10-316°C). En una segunda realización, la temperatura se mantiene a una temperatura de 100 - 500°F (38-260°C). En una tercera realización, la temperatura de transformación varía de 150-450 °F (66-232 °C). En una cuarta realización, la temperatura de transformación varía de 200 a 475 °C. En una realización, la presión del paso de transformación se mantiene en el intervalo de 0 - 1000 lbf/plg2 (101 kPa a 6996 kPa). En una segunda realización, está entre 200 - 500 lbf/plg2 (1480-3549 kPa). En una tercera realización, de 300 a 450 lbf/plg2 (2169-3204 kPa). En una realización, el tiempo de residencia en el paso de transformación varía de 30 minutos a 3 horas. En otra realización, el tiempo de residencia varía de 1 a 2 horas. En una realización, la mezcla es mediante un CSTR con una mezcla de alto esfuerzo cortante de más de 500 RPM ("revoluciones por minuto") para mantener la suspensión espesa homogénea en el reactor. En una realización, en lugar de o además de la adición de agentes tensioactivos en otros pasos, al menos un agente tensioactivo se adiciona al precursor de catalizador y al compuesto de hidrocarburo en esta fase de transformación.
En una realización, es deseable remover el agua de la suspensión espesa de catalizador después de la transformación debido a que podría interferir con la reactividad del catalizador. En una realización, el hidrógeno se adiciona directamente al paso de transformación (al tanque de mezcla). En otra realización, el hidrógeno se adiciona a un separador de alta presión para evaporar instantáneamente el agua y el H2S residual en la suspensión espesa de catalizador. La adición de hidrógeno ayuda a cambiar el agua de la fase líquida a vapor, lo que permite la separación de la suspensión espesa e aceite en un separador de alta presión. En una realización, se adiciona hidrógeno a una tasa de 300 a aproximadamente 2000 SCFB (8,06 a 53,71 m3 por 159L). En una realización, la cantidad de agua que queda en el catalizador de suspensión espesa es menor que 10% en peso. En una segunda realización, menos de 5% en peso. En una tercera realización, entre 1 a 3% en peso.
En una realización (no mostrada), la composición de catalizador activo se transporta a un tanque de almacenamiento, donde la suspensión espesa de catalizador se mezcla continuamente para mantener una suspensión espesa homogénea en una atmósfera de hidrógeno con poco o ningún oxígeno para mantener la actividad catalítica y la estabilidad. La remoción de amoníaco de la suspensión espesa de catalizador basado en aceite se puede llevar a cabo después del paso de transformación en una realización. La corriente de catalizador en una realización se calienta antes de la despresurización y vaporización de amoníaco.
En una realización, en lugar de combinar los componentes de precursor de metal para la sulfuración posterior, los componentes de precursor de metal se sulfuran por separado en dos pasos de sulfuración separadas, entonces se combinan conjuntamente para el paso de transformación posterior en una suspensión espesa de catalizador dispersable en aceite. En otra realización, uno de los precursores de metal primero se sulfura, entonces se combina con el otro precursor de metal (no sulfurado) para el paso de transformación. En una tercera realización, un precursor de metal sulfurado o un precursor de metal orgánico quelado dispersable en aceite con azufre como un átomo de coordinación se combina con un segundo precursor de metal (no sulfurado) y un componente de aceite de hidrocarburo para una sulfuración in situ, generando el catalizador de suspensión espesa.
En una realización después del paso de transformación, el catalizador de suspensión espesa en aceite se reduce adicionalmente en tamaño de partícula con un paso de preparación o molienda (no mostrada), utilizando equipo comercialmente disponible, para reducir el tamaño de partícula de catalizador promedio a menos de 20 micrones (2 x 10-5m) en una realización, y menos de 10 micrones (1 x 10-5m) en una segunda realización. En una realización, la sulfuración se puede llevar a cabo in situ en un reactor de hidroprocesamiento con la reacción de los precursores y el agente de sulfuración (por ejemplo, azufre elemental o un compuesto que contiene azufre) que se presenta en la materia prima de hidrocarburos misma. En una realización, la sulfuración in situ se lleva a cabo en una mezcla de materia prima de hidrocarburos y alimentación de hidrocarburos adicional, por ejemplo, VGO (gasóleo de vacío), nafta, MCO (aceite de ciclo medio), aceite de ciclo ligero (LCO), aceite de ciclo pesado (HCO), donador de solvente, u otros solventes aromáticos, etc., en una cantidad que varía de 2 a 50% en peso de la alimentación de aceite pesado. En aun otra realización, la sulfuración in situ se lleva a cabo con una materia prima de hidrocarburo sólido, por ejemplo, carbón, en un solvente en un reactor de licuefacción de carbón.
la sulfuración in situ en una realización se lleva a cabo en condiciones de hidroprocesamiento, por ejemplo, a una temperatura que varía de 200 a 500 °C y una presión de 3 a 300 bar (300 kPa a 30 MPa). En otra realización, la sulfuración in situ se lleva a cabo en dos etapas, con la primera etapa que está a presión y temperatura ambiente, y la segunda etapa en condiciones de hidroprocesamiento.
En una realización antes de la sulfuración in situ en un reactor de hidroprocesamiento, se utiliza una solución de alcohol como un portador/diluyente para la mezcla/dispersión de los precursores de metal antes de la sulfuración in situ. En aun otra realización, la sulfuración se lleva a cabo ex situ ya sea en un paso separado después de que los precursores de metal se dispersan en una solución de alcohol, o directamente en un paso con el agente de sulfuración que se adiciona directamente a la solución de alcohol y los precursores de metal.
En una realización para un catalizador de licuefacción de carbón para la conversión de materia prima de hidrocarburos sólidos (es decir, materiales carbonáceos) con el uso de precursores de metales inorgánicos, se utiliza un solvente de portador como un diluyente para la mezcla/dispersión de los precursores de metal, formando un precursor de
catalizador. El solvente de portador puede ser cualquiera de solución de alcohol, cetonas, ácido cítrico, ácidos carboxílicos, o incluso agua. En el siguiente paso, la mezcla de precursor de catalizador/portador de solvente se utiliza para pulverizar/humedecer/impregnar partículas carbonáceas. Las partículas carbonáceas impregnadas se secan opcionalmente para remover el portador de solvente. El material carbonáceo puede ser cualquier alimentación o material carbonáceo sólido que contiene heteroátomos, así como cualquier alimentación de hidrocarburos pesados, tal como, por ejemplo, carbón, coque, turba, aceite de pizarra y/o un material similar, que tiene un tamaño de partícula promedio de menos de aproximadamente 0,5 pulgadas (1,27 cm). En una realización, el término "impregnación" (o impregnar) significa humedad incipiente, por ejemplo, el llenado de los poros de la partícula carbonéacea con la mezcla de precursor de catalizador/solvente.
En la reacción de licuefacción de carbón, las partículas de carbón se mezclan con un solvente y un agente de sulfuración, donde el precursor de catalizador se transforma en un catalizador de la fórmula (Rp)¡(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,. En una realización, el solvente es un compuesto de hidrocarburo con un punto de ebullición de más de 300 °F (149 °C), por ejemplo, VGO, aceite de proceso tipo FCC y similares. La sulfuración in situ en una realización se lleva a cabo en un proceso de licuefacción de carbón a una temperatura de al menos 200 °C y una presión en el intervalo de 300-5000 lbf/plg2 (2169 kPa a 34,5 MPa) durante al menos 10 minutos. En una realización, la sulfuración in situ se lleva a cabo en dos etapas, con la primera etapa a una temperatura (por ejemplo, temperatura ambiente) y presión (por ejemplo, ambiente) más bajas que la segunda etapa de licuefacción de carbón, con la segunda etapa a una temperatura de al menos 350 °C.
Se hará referencia a las figuras 1-9 para ilustrar adicionalmente las realizaciones del proceso para hacer la composición de catalizador.
La figura 1 ilustra los pasos implicados en una realización para preparar la composición de catalizador con un paso de sulfuración, donde al menos uno de los precursores de metal es un compuesto inorgánico o que los precursores de metal no contienen suficiente azufre, por lo que se necesita un paso de sulfuración.
En un reactor (tanque de mezcla) 10, un precursor de metal tal como Fe(NO3)3, FeSO4, Zn(NO3)2 o ZnSO4 en solución acuosa (corriente de alimentación 1) se mezcla con otro precursor de metal inorgánico u orgánico (corriente de alimentación 2), formando una mezcla intermedia. En una realización, el tiempo de reacción en el tanque de mezcla 10 varía de aproximadamente 1 hora a 10 horas, la temperatura varía de temperatura ambiente a 100 °C, y la presión varía de atmosférica a 3000 lbf/plg2 (101 kPa a 28 MPa). En una realización, la relación en peso de los dos metales de elemento "d" en las dos corrientes de alimentación varía de aproximadamente 1:1 a aproximadamente 1:200. En una segunda realización, la relación varía de aproximadamente 1:2 a 1:20. En una tercera realización, de 1:5 a 1:30.
Como se muestra, la mezcla de precursor de metal se sulfura en el reactor 20 en ya sea modo continuo o por lotes, entonces se transforma en una suspensión espesa de catalizador soluble en aceite en el tanque de mezcla 30. En una realización como se muestra, la suspensión espesa de catalizador se mezcla con una materia prima de aceite pesado y se precalienta en el tanque de mezcla 40. En otra realización (no mostrada), la suspensión espesa de catalizador se preacondiciona con hidrógeno, antes de alimentarse a un sistema de actualización junto con la alimentación de aceite pesado.
Se observa que el equipo 10 (o 20) no tiene que ser necesariamente un tanque de mezcla. Además, que los precursores de metal M y L no necesariamente tienen que estar en una forma líquida. En una realización, los precursores de metal M y L (en forma sólida o líquida) se alimentan directamente en un reactor de lecho fluidizado (en lugar de un tanque de mezcla como se muestra) junto con un agente de sulfuración para que tenga lugar la sulfuración.
La figura 2 ilustra un diagrama de una segunda realización para preparar la composición de catalizador con un paso de sulfuración, donde uno de los precursores de metal se sulfura primero por separado en el reactor 10 antes de combinarse con el segundo precursor de metal L en el tanque 20 para un paso de transformación posterior (en el reactor 30). Los precursores de metal M y L pueden ser precursores de metal orgánicos o inorgánicos, y cualquiera de los pasos de proceso se puede presentar en ya sea un lote, continuo, o una combinación de ambos.
La figura 3 ilustra otra realización del proceso, donde los precursores de metal se sulfuran por separado en los reactores 10 y 20 respectivamente. Los precursores de catalizador sulfurados se pueden combinar primero antes del paso de transformación, o se pueden alimentar en el reactor 30 por separado (no mostrado) con un diluyente de hidrocarburo para el paso de transformación. La figura 4 ilustra los pasos implicados en aún una realización, donde la sulfuración está in situ con la degradación térmica de al menos un precursor de metal, por ejemplo, un azufre dispersable en aceite que contiene el compuesto orgánico tal como dibencilditiocarbamato de zinc, dimetilditiocarbamato de hierro (III), etc. Los precursores de metal se combinan primero en el tanque de mezcla 10 antes del paso de sulfuración in situ en el reactor 30, donde los precursores se combinan con un aceite de hidrocarburo y se descomponen, liberando azufre después de la descomposición térmica. El exceso de azufre generado en la descomposición funciona como un agente de sulfuración para la sulfuración in situ de los precursores de metal en la mezcla, formando una composición de catalizador de suspensión 7 para la mejora posterior de aceite pesado en el reactor de hidroprocesamiento 40.
La figura 5 es otra realización de la sulfuración in situ, donde los precursores 1 y 2 se combinan directamente con un
diluyente de hidrocarburos 6 en el tanque de mezcla 10. En esta realización, al menos uno de los precursores de metal es un compuesto orgánico que contiene azufre dispersable en aceite, por ejemplo, dimetilditiocarbamato de hierro(NI) (Fe-DTC), dietilditiocarbamato de zinc (Zn-DTC), diisopropilditiofosfato de zinc, etc. con azufre fácilmente liberable para la sulfuración de los precursores de metal in situ. La condición del tanque de mezcla 10 se mantiene tal que el o los precursores de metal que contienen azufre dispersable en aceite se descompongan térmicamente, formando sulfuros de metal, para una suspensión espesa de catalizador 7 de fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy)g(Nz)/,.
La figura 6 ilustra aún otra realización para preparar la composición de catalizador donde la sulfuración tiene lugar in situ después del contacto directamente con una alimentación de aceite pesado 8, con al menos uno de los precursores de metal está un compuesto orgánico que contiene azufre dispersable en aceite con azufre fácilmente liberable. En una realización, ambos de los precursores de metal son compuestos orgánicos que contienen azufre soluble. En una segunda realización, al menos uno de los precursores de metal es un compuesto orgánico que contiene azufre soluble con exceso de azufre liberable. En aun otra realización, ambos de los precursores de metal son sulfuros de metal de grado reactivo, donde los sulfuros de metal se combinan y reaccionan después del contacto con la materia prima de aceite pesado, formando una suspensión espesa de catalizador de fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy)g(Nz)/,.
La figura 7 ilustra aun otra realización para la sulfuración in situ con al menos uno de los precursores es un precursor de metal orgánico, por ejemplo, ditiocarbamatos de hierro/zinc. La sulfuración de los precursores de metal tiene lugar in situ en el reactor de hidroprocesamiento 10, después del contacto con una alimentación de aceite pesado 8 y un agente de sulfuración 4, por ejemplo, un compuesto que contiene azufre o azufre elemental. En esta realización, la alimentación de aceite pesado 8 transforma los precursores en un catalizador para uso en la actualización del aceite pesado en productos más ligeros.
En la figura 8, se utiliza un portador de solvente 6 para la dispersión de una mezcla de precursores de metal 1 y 2 que forman un precursor de catalizador. En una realización, al menos uno de los precursores de metal es un compuesto orgánico. El portador de solvente en una realización es una solución de alcohol. La sulfuración del precursor de catalizador 5 tiene lugar en el reactor de hidroprocesamiento 40, después del contacto con una alimentación de aceite pesado 8 y un agente de sulfuración 4. En esta realización, el precursor de catalizador se sulfura y se descompone in situ, formando una suspensión espesa de catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,.
En la figura 9, se utiliza un compuesto de hidrocarburo tal como una solución de alcohol 6 como el portador para la mezcla de precursores de metal 1 y 2, entonces se sulfura el precursor de catalizador en el tanque 40, formando una suspensión espesa de catalizador 7 de la fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy)g(Nz)/, para uso posterior para mejorar una alimentación de aceite pesado 8 en el reactor de hidroprocesamiento 40. En este proceso, al menos uno de los precursores de metal es un compuesto orgánico.
En cualquiera de las realizaciones anteriores como se ilustra, los pasos descritos no se limitan de ninguna manera al uso de cualquier aparato particular. Los aparatos no se limitan de ninguna manera al equipo como se muestra en las figuras. Dependiendo del paso, el aparato puede ser cualquiera de un reactor de lecho de expansión, un tanque de mezcla o un reactor de lecho fluidizado. Se debe observar que el proceso se puede llevar a cabo en cualquiera de modo continuo, por lotes, o combinaciones de estos para algunos de los pasos, utilizando un reactor de etapa individual o reactores de múltiples etapas. En otra realización, algunos de los pasos se realizan en modo por lotes, y algunos de los pasos se realizan en el modo continuo. En una realización, la sulfuración se realiza en un modo continuo. En una realización, el proceso se lleva a cabo como un proceso por lotes con un reactor individual que se utiliza para los pasos, por ejemplo, formar una mezcla, sulfuración, y formar un catalizador soluble en aceite en el mismo equipo, con los pasos que se llevan a cabo en secuencia después de la finalización del paso anterior.
En otra realización, el proceso es un proceso por lotes con múltiples reactores en serie y con cada paso que se lleva a cabo en un CSTR separado. En una tercera realización, el proceso es continuo con los efluentes de precursor de precipitado o catalizador de un paso que se mueven al siguiente paso en el proceso. Cualquiera de los tanques de mezcla o reactores puede estar en la forma de reactores de tanque continuamente agitados (CSTR), y puede ser un medio de calentamiento equipado con recipiente que tiene un agitador mecánico, o un mezclador estático, o por medio de una bomba de recirculación. Los componentes (corrientes de alimentación) se pueden introducir simultáneamente, o secuencialmente en cualquier orden al reactor. El término "flujo de alimentación" se refiere a procesado tanto continuo como por lotes.
La mezcla de los componentes se puede realizar dentro de un tanque de agitación continua, o se puede realizar por otros medios que incluyen un mezclador estático en línea (por ejemplo, con una pluralidad de deflectores internos u otros elementos), un mezclador dinámico de alto esfuerzo cortante (recipiente con hélice para mezcla muy turbulenta, de alto esfuerzo cortante), o una combinación de los anteriores para condición de mezcla turbulenta. En una realización, la mezcla de alto esfuerzo cortante es deseable para impedir que la suspensión espesa acuosa se sedimente o forme gel espeso. Como se utiliza en la presente, las condiciones de mezcla turbulentas significan la mezcla suficiente para un flujo con un número de Reynolds de al menos 2000. En una realización, la mezcla es continua en un modo de alto esfuerzo cortante, por ejemplo, de 100 a 1600 RPM, y de aproximadamente 10 minutos a 24 horas, formando una suspensión espesa homogénea. En una segunda realización, la mezcla turbulenta significa una mezcla suficiente para un número de Reynolds de al menos 3000. En una tercera realización, un número de Reynolds que varía de 3200 a
7200. En una de las realizaciones anteriores, la mezcla puede estar bajo una atmósfera inerte que comprende cualquiera de nitrógeno, gas de refinería, un gas que tiene poco o ningún oxígeno, y mezclas de los mismos. En una realización, la mezcla está bajo una presión de gas que contiene H2. En otra, se adiciona gas de hidrógeno a una tasa relativamente baja antes y después del reactor en el que tiene lugar la mezcla de hidrocarburo/precursor de catalizador. En una realización, el flujo de H2 al paso de transformación se mantiene en 100 a 2000 SCFB (2,69 a 53,71 m3 por 159 L) (por alimentación de compuesto de hidrocarburos al reactor). En una segunda realización, el flujo de H2 varía de 300 a 1000 SCFB (8,06 a 26,86 m3 por 159 L). En una tercera realización, el flujo de H2 varía de 200 a 500 SCFB (5,37 a 13,43 m3 por 159 L).
En cualquiera de las realizaciones anteriores, las corrientes de alimentación precursoras de metal se pueden adicionar a la mezcla de reacción en solución, suspensión o como tal. Si se adicionan sales solubles como tales, se disolverán en la mezcla de reacción y posteriormente se precipitarán. En una realización, la solución se calienta opcionalmente bajo vacío para efectuar la precipitación y evaporación del agua. En una realización, además de los precursores de metal, al menos un material de agente de unión y/o material de sacrificio se pueden adicionar opcionalmente a la mezcla. El material de unión puede ser cualquiera de los agentes de unión opcionales descritos anteriormente y/o un precursor de los mismos. Si se adiciona un material de agente de unión precursor en la forma de la solución, la condición de proceso se puede ajustar tal que se pueda presentar la precipitación del agente de unión.
En una realización (no mostrada), al menos un agente tensioactivo se adiciona al proceso antes, después, o durante los pasos, por ejemplo, sulfuración, transformación, etc. En una realización (no mostrada), la mezcla de catalizador de suspensión espesa está sujeta a radiación de activación para mejorar adicionalmente las características de catalizador. En otra realización, la mezcla se somete a tratamiento de ultrasonido de alta intensidad o energía electromagnética para reducir el tamaño de partícula y, por consiguiente, las características de catalizador.
La mezcla de suspensión resultante puede ir directamente a un reactor de hidroprocesamiento sin la necesidad de remoción de agua, pero la presencia de agua ocupará espacio innecesario en un reactor de hidroprocesamiento. En una realización, la mezcla de suspensión espesa de catalizador basado en aceite se pasa al separador de alta presión (no mostrado) para remover el agua del catalizador de suspensión antes de ingresar a un reactor de hidroprocesamiento. En otra realización, la suspensión espesa de catalizador basado en aceite se preacondiciona con hidrógeno (no mostrado) antes de ingresar a un reactor de hidroprocesamiento.
Uso del catalizador: La composición de catalizador es útil para mejorar las materias primas carbonáceas que incluyen gasóleos atmosféricos, gasóleos de vacío (VGO), aceites desasfaltados, olefinas, aceites derivados de arenas de alquitrán o bitumen, aceites derivados de carbón, aceites crudos pesados, aceites sintéticos de procesos de Fischer-Tropsch, y aceites derivados de desechos de aceite reciclado y polímeros. La composición de catalizador es útil para, pero no se limita a, procesos de mejora de hidrogenación tal como hidrodesintegración térmica, hidrotratamiento, hidrodesulfuración, hidrodesnitrificación, e hidrodesmetalización. En aun otra realización, el catalizador de suspensión espesa también se puede utilizar para pretratar un material carbonáceo y/o para licuar un material carbonáceo tal como carbón.
En una realización de licuefacción de carbón, se utiliza un precursor de catalizador para impregnar carbón molido a una tasa de 0,25 a 5% en peso de metal a carbón (en una base seca, libre de cenizas o "daf"). Después de la impregnación, el catalizador se forma mediante sulfuración in situ. En una realización, la sulfuración in situ se lleva a cabo al mezclar azufre elemental con el carbón impregnado con catalizador y un solvente o diluyente, por ejemplo, aceite de proceso tipo FCC, a una relación de solvente a carbón que varía de 0,25:1 a 5:1 en una realización, y 0,5 a 3:1 en una segunda realización.
La composición de catalizador se puede utilizar para tratar una pluralidad de alimentaciones en condiciones de reacción de amplio alcance, tal como temperaturas de 200 a 500 °C, presiones de hidrógeno de 5 a 300 bar (72 a 4351 lb/plg2 o 0,5 a 30 MPa), velocidades espaciales líquidas por hora de 0,05 a 10 h-1 y velocidades de gas de tratamiento de hidrógeno de 35,6 a 2670 m3/m3 (200 a 15000 SCF/B).
En una realización, la presión de proceso varía de aproximadamente 10 MPa (1.450 lb/plg2) a aproximadamente 25 MPa (3.625 lb/plg2), aproximadamente 15 MPa (2,175 lb/plg2) a aproximadamente 20 MPa (2.900 lb/plg2), menos de 22 MPa (3.190 lb/plg2), o más de 14 MPa (2.030 lb/plg2). La velocidad espacial por hora líquida (LHSV) de la alimentación en general variará de aproximadamente 0,05 h-1 a aproximadamente 30 h-1, aproximadamente 0,5 h-1 a aproximadamente 25 h-1, aproximadamente 1 h. -1 a aproximadamente 20 h-1, aproximadamente 1,5 h-1 a aproximadamente 15 h-1, o aproximadamente 2 h-1 a aproximadamente 10 h-1. En algunas realizaciones, LHSV es al menos 5 h-1, al menos 11 h-1, al menos 15 h-1, o al menos 20 h-1. En otra realización, la LHSV varía de 0,25 a 0,9 h-1. En aun otra realización, la LHSV varía de 0,1 a 3 de LHSV. La temperatura de proceso (zona de contacto) varía de aproximadamente 410 °C (770 °F) a aproximadamente 600 °C (1112 °F) en una realización, menos de aproximadamente 462 °C (900 °F) en otra realización, más de aproximadamente 425 °C (797 °F) en otra realización.
El hidroprocesamiento se puede practicar en una o más zonas de reacción y se puede practicar en ya sea el modo de flujo de contracorriente o de flujo paralelo. Por modo de flujo de contracorriente se entiende un proceso donde la corriente de alimentación fluye contracorriente al flujo de gas de tratamiento que contiene hidrógeno. El
hidroprocesamiento también incluye procesos de hidrotratamiento de suspensión espesa y de lecho en ebullición para la remoción de compuestos de azufre y nitrógeno y la hidrogenación de moléculas aromáticas presentes en combustibles fósiles ligeros tal como destilados medios de petróleo, por ejemplo, hidrotratamiento de un aceite pesado que emplea un catalizador de suspensión espesa circulante.
Las materias primas para uso en procesos de hidroprocesamiento que utilizan el catalizador pueden incluir petróleo y materias primas químicas tal como olefinas, crudos reducidos, productos de hidrodesintegración, residuos de refinados, aceites hidrotratados, gasóleos atmosféricos y de vacío, gasóleos de coquizador, residuos atmosféricos y de vacío, aceites desasfaltados, aceites desparafinados, ceras parafinicas residuales, ceras de Fischer-Tropsch y mezclas de los mismos. Los ejemplos específicos varían desde las fracciones de destilado relativamente ligeras hasta las existencias de alto punto de ebullición, tal como petróleo crudo completo, crudos reducidos, residuos de torre de vacío, residuos desasfaltados de propano, aceite pesado refinado, aceites de ciclo, fondos de torre de FCC, gasóleos que incluyen gasóleos de coquizador y gasóleos de vacío, residuos desasfaltados y otros aceites pesados. En una realización, la materia prima es una materia prima de C10+. En otro, la materia prima se selecciona de existencias de destilado, tal como gasóleos, querosenos, combustibles de chorro, existencias de aceite lubricante que hierven por encima de 230°C, aceites de calentamiento, existencias de aceite hidrotratado, existencias de aceite lubricante extraído con furfural y otras fracciones de destilado cuyo punto de vertido y propiedades de viscosidad se necesitan mantener dentro de ciertos límites de especificación.
En una realización, las materias primas contienen una cantidad sustancial de nitrógeno, por ejemplo, al menos 10 wppm (0,001%) de nitrógeno, en la forma de compuestos de nitrógeno orgánico. Las fuentes de alimentación también pueden tener un contenido de azufre significativo, que varía de aproximadamente 0,1% en peso a 3% en peso, o más. En aun otra realización, la materia prima es una alimentación derivada de aceites crudos, aceites de pizarra y arenas de alquitrán, así como alimentos sintéticos tal como aquellos derivados del proceso de Fischer-Tropsch, que tienen puntos de ebullición iniciales de más de 315 °C o más. Los ejemplos específicos incluyen crudos reducidos, productos de hidrodesintegración, residuos de refinados, aceites tratados con hidrógeno, gasóleos atmosféricos, gasóleos de vacío, gasóleos de coquizador, residuos atmosféricos y de vacío, aceites desasfaltados, ceras parafinicas residuales y cera de Fischer-Tropsch, y mezclas de los mismos. En una realización, la materia prima es una mezcla de gasóleo de un coquizador y destilación de vacío de crudos convencionales, derivados de torres de destilación (atmosférica y de vacío), hidrodesintegradores, hidrotratadores y unidades de extracción de solvente, y puede tener contenidos de cera de hasta 50% o más. En aun otra realización, la materia prima se selecciona de destilados medios de combustibles fósiles tal como aceites de desintegración de ciclo catalítico ligero (LCCO); destilados derivados de petróleo, carbón, bitumen, arenas de alquitrán o aceite de pizarra; aceites de ciclo de desintegración catalítica pesada (HCCO), gasóleos de coquizador, aceites derivados de residuos y polímeros de aceite reciclado, gasóleos de vacío (VGO) y residuos más pesados, que contienen varios por ciento de aromáticos de anillo 3+, particularmente moléculas asfalténicas grandes.
Los procesos de hidrotratamiento que utilizan el catalizador pueden ser adecuados para producir bases de aceite lubricante que cumplan con los requisitos de aceite base de Grupo II o Grupo III. En una realización, el catalizador es para uso en un proceso de hidroprocesamiento que produce aceites blancos. Los aceites minerales blancos, llamados aceites blancos, son líquidos incoloros, transparentes y aceitosos obtenidos por el refinado de materias primas de petróleo crudo.
El catalizador se puede aplicar en cualquier tipo de reactor. En otra realización, dos o más reactores que contienen el catalizador se pueden utilizar en serie o funcionando en paralelo.
En una realización, el catalizador se adiciona a la materia prima (relación de catalizador a aceite) a una tasa de 0,01 a 3% en peso de metales de elemento de bloque "d" activos ("M" y "L" en la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,. En una segunda realización, a una tasa de 0,25 a 2% en peso. En una tercera realización, a una tasa de 100 a 2000 ppm (0,01-0,2%). En una cuarta realización, el catalizador se adiciona a la materia prima a una velocidad suficiente para que la cantidad total de M y L en la zona de reacción alcance 0,005 a 0,05% en peso (con base en el peso total de la materia prima). En una quinta realización, la concentración es de al menos 1200 ppm (0,12%).
Caracterización del catalizador: La caracterización del catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy) g(Nz)/, que tiene características de morfología y dispersión mejoradas se puede realizar utilizando técnicas conocidas en la técnica, que incluyen análisis elemental, análisis de área superficial (BET), análisis de tamaño de partícula (PSA), difracción de rayos X en polvo (PXRD), microscopía electrónica de barrido (SEM), análisis de rayos X dispersivos en energía (EDS), y otros métodos. En un método, la microscopía electrónica se utiliza para complementar el estudio de difracción de rayos X. En otro método, el área superficial del catalizador se determina utilizando el método de BET. En aun otro método, se pueden utilizar microscopía de efecto túnel de barrido (STM) y teoría funcional de densidad (DFT) para caracterizar el catalizador. El análisis elemental del catalizador mostrará la presencia de azufre, así como oxígeno, carbono, hidrógeno, y nitrógeno.
En una realización, el catalizador tiene un volumen de poros de 0,05-5 ml/g como se determina por adsorción de nitrógeno. En una segunda realización, el volumen de poros es 0,1-4 ml/g. En una tercera realización, de 0,1-3 ml/g. En una cuarta realización, de 0,1-2 ml/g.
En una realización, el catalizador tiene un área superficial de al menos 5 m2/g. En una segunda realización, un área superficial de al menos 10m2/g. En una tercera realización, un área superficial de al menos 50 m2/g. En una cuarta realización, el área superficial es mayor que 100 m2/g como se determina mediante el método de B.E.T. En una quinta realización, el catalizador tiene un área superficial de más de 200 m2/g. En una sexta realización, el catalizador se caracteriza por agregados de cristalitos de 10 a 20 angstrom (1x10-9m a 2x10-9m), para un área superficial total mayor que 100 m2/g.
En una realización, el catalizador tiene un tamaño de partícula mediano suspendido efectivo de 0,0005 a 1000 micrones (5 x10-10m a 1 x10-3m). En una segunda realización, el catalizador tiene un tamaño de partícula mediano de 0,001 a 500 micrones (1 x10-9m a 5 x10-4m). En una tercera realización, un tamaño de partícula de 0,005 a 100 micrones (5 x10-9m a 1 x10-4m). En una cuarta realización, un tamaño de partícula de 0,05 a 50 micrones (5 x10-8m a 5 x10-5m). En una quinta realización, el catalizador en forma de una suspensión dispersa se caracteriza por un tamaño de partícula mediano de 30 nm a 6000 nm. En una sexta realización, el catalizador tiene un tamaño de partícula promedio en el intervalo de 0,3 a 20 mm (3 x10-7m a 2 x10-5m).
En una realización, el catalizador de suspensión espesa tiene un tamaño de partícula promedio que varía de coloidal (tamaño de nanómetro) a aproximadamente 1-2 micrones (1 x10-6m a 2 x10-6m). En otra realización, el catalizador comprende moléculas de catalizador y/o partículas extremadamente pequeñas que son de tamaño coloidal (es decir, menos de 100 nm, menos de aproximadamente 10 nm, menos de aproximadamente 5 nm y menos de aproximadamente 1 nm), que en un diluyente de hidrocarburo, forman un catalizador de suspensión espesa que tiene "grupos" de las partículas coloidales, con los grupos que tienen un tamaño de partícula promedio en el intervalo de 1 -20 micrones (1 x10-6m a 2 x10-5m) con un área superficial de más de 100 m2/g. En aun otra realización, la composición de catalizador comprende agrupaciones de una capa individual de tamaños de nanómetro, por ejemplo, 5-10 nm en el borde.
En una realización, el catalizador de suspensión espesa se caracteriza por un tamaño de cristal en el intervalo de 10 a 20 angstrom (1 x10-9m a 2 x10-9m) con un área superficial de más de 100 m2/g. En otra realización, el catalizador se caracteriza por un adicionado de macroestructura con volúmenes de poros aparentes extremadamente altos que proporcionan acceso a las moléculas de aceite pesado al catalizador.
En una realización, el catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy)g(Nz)/, se caracteriza por difracción de rayos X en polvo (LRD o PXRD) como un compuesto poco cristalino que tiene picos de difusión de baja intensidad. En una realización, el catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy) g(Nz)/, se caracteriza mediante difracción de rayos X en polvo (PXRD) como un compuesto poco cristalino que tiene picos de difracción de baja intensidad. En una realización, el catalizador se caracteriza como que tiene al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, con 1/2 de altura de al menos 1° (en escala de 2-0), cuando se mide en un difractómetro Siemens-D500 utilizando 1.54187 A (1.54187 x10-10m) (Cu K[alfa]1,2) de longitud de onda de emisión, hendidura de divergencia de 1°, y tasa de barrido de 1°/min en incrementos de 0,02°. En otra realización, el catalizador tiene tres picos de difracción ubicados en los ángulos de Bragg (2-0) de: 25 a 30°, 45 a 50° y 52 a 60° (de escala de 2-0 de 0 a 70°).
La figura 10 muestra el patrón de difracción de rayos X de una realización de un catalizador de Fe-Zn sintetizado a partir de precursores de metal orgánico, por ejemplo, sales de ditiocarbamatos solubles en aceite, con señales fuertes a aproximadamente 28,5, 47,5 y 56,5 grados (en escala de 2-0). La figura 11 muestra el patrón de difracción de rayos X en polvo del mismo catalizador después de una corrida de prueba como un catalizador agotado.
El catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)b(Cw)e(Hx)f(Oy)g(Nz)/, se caracteriza por dar excelentes tasas de conversión en las actualizaciones de aceite pesado dependiendo de la configuración del proceso de actualización y la concentración del catalizador utilizado. En una realización, el catalizador de suspensión espesa proporciona tasas de conversión de al menos 70% en una realización, al menos 75% en una segunda realización, al menos 80% en una tercera realización, y al menos 90% en una cuarta realización. En una realización de un sistema de actualización de aceite pesado que emplea el catalizador de la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)*, al menos 98% en peso de la alimentación de aceite pesado se convierte en productos más ligeros. En una segunda realización, al menos 98,5% de la alimentación de aceite pesado se convierte en productos más ligeros. En una tercera realización, la tasa de conversión es de al menos 99%. En una cuarta realización, la tasa de conversión es de al menos 95%. En una quinta realización, la tasa de conversión es de al menos 80%. Como se utiliza en la presente, la tasa de conversión se refiere a la conversión de la materia prima de aceite pesado en materiales de punto de ebullición a menos de 1000° F (538 °C).
EJEMPLOS: Se propone que los siguientes ejemplos ilustrativos no sean limitantes. Salvo que se especifique lo contrario, la actividad catalítica de los catalizadores preparados en los ejemplos se prueba para Hidrodenitrogenación (HDN), Hidrodesulfuración (HDS), así como cambio de gravedad API y Residuo de Carbono Microcristalino (MCRT).
La materia prima para el uso en los ejemplos es una mezcla de 60% en peso de aceite pesado (residuo obtenido al vacío o VR) y 40% en peso de diluyente de aceite de ciclo, con las propiedades como se indica en la tabla 1.
Tabla 1

Continuación

Ejemplo 1 de catalizador a granel de Ni-Mo comparativo: Se combinaron 2663 g de dimolibdato de amonio con 1850 g de agua desionizada en caliente (DI) y 1566 g de solución de hidróxido de amonio (28% en agua). La mezcla se agitó y el reactor se calentó a ~140°F (60°C). Después de agitar durante 20 minutos, se adicionó una suspensión de 673 g de sulfato de níquel hexahidratado en 667 g de hidróxido de amonio (28% en agua). La mezcla se agitó durante cuatro horas para disolver cualquier sólido presente. En este momento la mezcla de reacción era una solución azul oscura. Se adicionó una solución acuosa de sulfuro de amonio (41,9%) a una velocidad de adición de ~91g.min-1. Se adicionó un total de 9061 g de solución de sulfuro de amonio durante 100 minutos. El precursor de catalizador basado en agua se transformó a la fase de aceite por la mezcla de 3796 g de precursor basado en agua y 3000 g de gasóleo de vacío (VGO) en un autoclave de 3 galones (11.3562 L) y se calentó a 400 °F (204 °C) bajo 400 lb/plg2 (2,8 MPa) de nitrógeno. Entonces se adicionó hidrógeno a 32 SCF/h (0,859 m3/h). La reducción se llevó a cabo hasta que no se detectó H2S en la corriente de gas de salida. Esto dio la suspensión espesa de catalizador final. Para la evaluación de la actividad catalítica, los sólidos se separaron por centrifugación y se probaron con una mezcla de residuo obtenido al vacío al 60% en peso como la alimentación de aceite pesado.
Ejemplos 2-4. En estos ejemplos, se emplearon tres precursores de catalizador de hierro y zinc solubles en aceite, ricos en azufre: dimetilditiocarbamato de hierro(III) (Fe-DTC), dietilditiocarbamato de zinc (Zn-DTC) y diispropilditiofosfato de zinc (Zn-DTP). El ejemplo 3 es un catalizador de Fe/Zn mixto, donde se utilizó una relación en peso de 1:1 de Fe:Zn con una mezcla de dimetilditiocarbamato de hierro(III) y dietilditiocarbamato de zinc.
Los catalizadores se formaron in situ en la cantidad de 1,7% en peso sobre una base de metal de alimentación de VR (mezcla 60/40 de VR a aceite de ciclo), donde 130 g de muestra de la alimentación de VR se mezcló con los precursores de metal, formando catalizadores sulfurados in situ. Las muestras de VR que incluyen catalizadores se adicionaron al reactor de lote de 1 L, donde se presurizó con hidrógeno de 1600 lbf/plg2 (11,1 MPa) (a 80°F/27 °C), se calentó a 825°F (441 °C) en 2,5 horas y se remojó a esa temperatura durante 2 horas, entonces se enfrió rápidamente, y los productos se recolectaron y analizaron.
Los productos líquidos se separaron mediante filtración, y se analizaron para el índice de refracción a 20 °C, la gravedad API (60 °F/60 °F) (15,6 °c / | 5,6 °C), el residuo de microcarbono (Mc R), la curva de ebullición (destilación simulada, SimDist), el nitrógeno y el azufre. A partir de los resultados mostrados en la tabla, se puede observar que el catalizador de Fe-Zn mezclado tuvo la actividad catalítica más alta como se juzga por la gravedad API incrementada y las reducciones en MCR, VR (1000+°F) (538+°C), así como en el contenido de nitrógeno y azufre.
Tabla 2
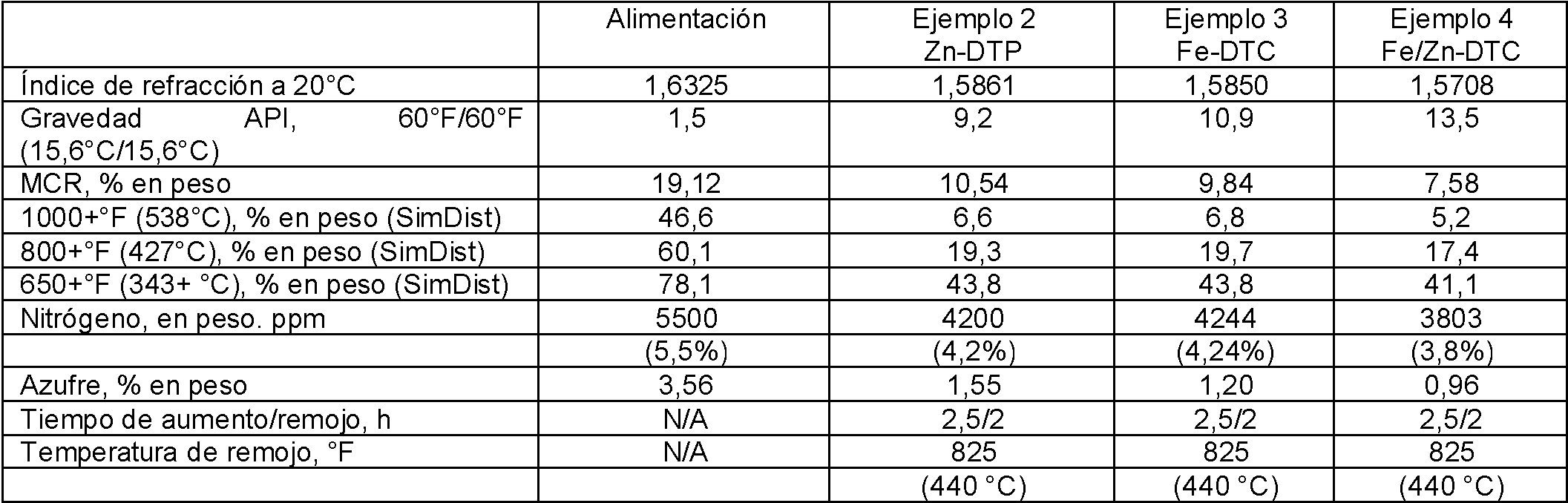
El catalizador de Fe:Zn del ejemplo 4 se comparó con un catalizador de Mo-Ni de la técnica anterior (ejemplo
comparable 1). En este experimento, se probaron 3 muestras diferentes, 170 g de la materia prima de VR/aceite de ciclo de 60/40 ("VR") por sí misma sin ningún catalizador (blanco), una mezcla de VR y el catalizador comparativo de Mo/Ni en el ejemplo 1, y una mezcla de VR y el catalizador de Fe:Zn del ejemplo 4. Las muestras se adicionaron al reactor de lote de 1 L, donde el reactor se presurizó con hidrógeno de 1350 lbf/plg2 (9,4 MPa) (a 180°F/82 °C), se calentó a 805°F (429 °C) en 1,5 horas y se remojó a esa temperatura durante 2 horas, entonces se enfrió rápidamente, y los productos se recolectaron y analizaron. La suspensión de reacción se centrifugó y se filtró para separar los sólidos húmedos ("sólidos en suspensión espesa de producto" en la tabla de datos), que entonces se lavaron con tolueno y se secaron para determinar la cantidad de material insoluble en tolueno (definido como "insolubles en tolueno" o coque en la tabla de datos). Los productos líquidos se analizaron para determinar el índice de refracción a 20 °C, la gravedad API (60 °F/60 °F) (15,6 °C/15,6 °C), el residuo de microcarbono (MCR), y el azufre. Los resultados se muestran en la tabla 3 y se comparan con las propiedades de la alimentación de VR de 60/40 inicial.
Tabla 3


Ejemplo 5. En este ejemplo, se empleó una cantidad de precursores de catalizador de hierro y zinc solubles en aceite, ricos en azufre en diferentes relaciones de Fe: Zn: dimetilditiocarbamato de hierro(III) (Fe-DTC), dietilditiocarbamato de zinc (Zn-DTC). Los catalizadores se formaron in situ en la cantidad de 2% en peso de metales totales con relación a VR, donde 130 g de muestra de la alimentación de VR (mezcla de 60/40 de VR a aceite de ciclo) se mezcló con los precursores de metal. Las muestras de VR que incluyen catalizadores se adicionaron al reactor de lote de 1 L, donde se presurizó con hidrógeno de 1600 lbf/plg2 (11,1 MPa) (a 80°F/27 °C), se calentó a 825°F (440 °C) en 2,5 horas y se remojó a esa temperatura durante 2 horas, entonces se enfrió rápidamente, y los productos se recolectaron y analizaron, en un procedimiento similar a los ejemplos 2-4.
A partir de los resultados mostrados en la tabla, se observa que el catalizador de Fe-Zn mezclado tuvo la actividad catalítica más alta en las relaciones en peso de Fe:Zn en la vecindad de 1:1; con un contenido de componentes de zinc de 60% en peso (en Fe+Zn total en base de metales) que es deseable para la mejora de alimentación.
Tabla 5

Tiempo de aumento/remojo, h_________
(Continuación)

La figura 12 grafica los cambios en el % en peso de MCR con relación a la relación en peso de Zn a Fe Zn de las pruebas de residuo en el ejemplo 5. La figura 13 es una gráfica que muestra el cambio en la relación molar de H/C con relación a la relación en peso de Zn a Fe Zn desde las pruebas de residuo.
Ejemplo 6. Se preparó una muestra de un catalizador de sulfuro de hierro-zinc a granel a partir de sales inorgánicas por sulfuración de una solución acuosa de hierro(III) y nitratos de zinc con sulfuro de amonio. El precursor de catalizador basado en agua resultante se transformó en un catalizador basado en aceite final con aceite de ciclo medio (MCO), y el agua se evaporó en una corriente de hidrógeno a 450°F (232°C). Las pruebas con una materia prima de aceite pesado fueron idénticas a las condiciones de los ejemplos 2-4. Los resultados experimentales se muestran en la tabla 6, con datos para una corrida en blanco (sin catalizador) también incluidos para comparación. Como se muestra, el MCR se redujo significativamente y la gravedad API incrementó.

Se preparó una muestra de catalizador de suspensión espesa de hierro-zinc a granel a partir de una mezcla de dimetilditiocarbamato de hierro(III) y dietilditiocarbamato de zinc en una relación de 1:1 (base de metales) mediante descomposición térmica en aceite bajo presión de hidrógeno (700 °F/371 °C, 1000 lbf/plg2/7,0 MPa). El catalizador de suspensión espesa de hierro-zinc se probó posteriormente en condiciones similares a aquellas de los ejemplos 2-4. Los resultados experimentales se muestran en la tabla 7, con datos para una corrida en blanco (sin catalizador) también incluidos para la tabla 7 de comparación

En comparación a la corrida en blanco, las pruebas con catalizadores de Fe-Ni muestran niveles más bajos de sólidos en la suspensión espesa de producto, lo que es importante para un proceso de actualización de aceite pesado.
Ejemplo 7 (Fe/Zn). En este ejemplo, el rendimiento de un catalizador basado en Fe-Zn sulfurado se comparó a un
catalizador basado en Zn sulfurado y un catalizador basado en hierro sulfurado.
En la corrida 1, se preparó una solución de un precursor de catalizador mixto nitrato de hierro (Fe(NO3)3-9H2O) y nitrato de zinc (Zn(NO3)26 H2O) disuelto en metanol. Una muestra de alimentación de carbón libre de humedad (es decir, menos de 1 % en peso de agua) que tiene un tamaño de partícula de menos de 100 mallas (0,149 mm) se impregnó a humedad incipiente con la solución, en una relación de solución en peso de carbón de 1:1, que produce una carga de Fe/carbón en una base seca, libre de cenizas (daf) de 1% de Fe y una carga de Zn/carbón en una base de daf de 1% en peso de Zn. Entonces, el carbón impregnado con catalizador se secó bajo N2 a 105°C durante hasta 24 horas para remover el metanol. El carbón impregnado con catalizador seco se mezcló con un aceite de proceso de tipo FCC (500 °F+ corte) como solvente, en una relación de solvente:carbón de 1,6:1.
Se adicionó azufre elemental al sulfuro de hierro y zinc, en una relación molar de S:Fe de 2:1 y una relación de S:Zn de 2:1. La mezcla entonces se calentó rápidamente en un recipiente a 200°C, y se mantuvo a 200°C durante 2 horas, en tanto que la presión parcial de hidrógeno dentro del recipiente incrementó de aproximadamente 100 lbf/plg2 a aproximadamente 1000 lbf/plg2 (689 kPa a 6,89 MPa). La mezcla entonces se calentó adicionalmente a 430 °C, y entonces se mantuvo a 430 °C durante 3 horas bajo una presión parcial de hidrógeno de 2500 lbf/plg2 (1,72 MPa). Después de 3 horas, el recipiente de reacción que contenía la mezcla de solvente/carbón sulfurado, hidrógeno y cualquier producto de reacción se extinguió a temperatura ambiente. Los gases de producto (CO, CO2, C1, C2 y C3) se desfogaron a través de un medidor de prueba húmedo para determinar el rendimiento de gas. Los sólidos, principalmente carbón no convertido, ceniza y sulfuro de catalizador se separaron de los productos líquidos (C4+) por filtración.
La corrida 2 es una repetición de la corrida 1 donde se utilizó nitrato de zinc como el precursor de catalizador en una carga de Zn a carbón en una base de daf de 2% en peso de Zn. Se adicionó azufre elemental al sulfuro de zinc, en una relación de S a Zn de 2:1.
La corrida 3 es una repetición de la corrida 1, donde se utilizó nitrato de hierro como el precursor de catalizador en una base de daf de carga de hierro a carbón de 2% en peso de Fe. Se adicionó azufre elemental al sulfuro de hierro en una relación de S a Fe de 2:1.
La conversión de carbón se determinó como sigue: (sólidos recuperados - (cenizas en carbón catalizador recuperado))/alimentación de carbón. Al restar el solvente adicionado al inicio de la corrida, el rendimiento de aceite se determinó con base en la base de daf de carbón (seco, libre de cenizas). Los rendimientos de productos que comparan las tres corridas se tabulan en la tabla 8.
Tabla 8

Ejemplo 8 (Fe / Ni): En este ejemplo, el rendimiento de un catalizador basado en Fe-Ni sulfurado se comparó a un catalizador basado en Ni sulfurado y un catalizador basado en Ni no sulfurado. En la corrida 1, se preparó una solución de un precursor de catalizador mixto en metanol a partir de una mezcla de nitrato de hierro (Fe(NO3)3-9H2O) y nitrato de níquel. Al igual que en la corrida 1 del ejemplo 7, el precursor de catalizador se cargó en carbón a una carga de hierro a carbón en una base de daf de 1% en peso de Fe, y un Ni a carga de carbón en una base de daf de 1% en peso de Ni. Se adicionó azufre elemental al sulfuro de hierro y níquel, en una relación molar de S a Fe de 2:1 y una relación de S a Ni de 2:1.
En la corrida 2, se utilizó nitrato de níquel como el precursor de catalizador en una carga de Ni a carbón a una base de daf de 2% en peso de Zn. Se adicionó azufre elemental al sulfuro de níquel, en una relación de S a Ni de 2:1. Los rendimientos de productos que comparan las corridas se tabulan en la tabla 9.
Tabla 9

Ejemplo 9 (Fe / Cu): En este ejemplo, el rendimiento de un catalizador basado en Fe-Cu sulfurado se comparó a un catalizador basado en Cu sulfurado y un catalizador basado en Cu no sulfurado. En la corrida 1, se preparó una solución
de un precursor de catalizador mixto en metanol que emplea nitrato de hierro (Fe(NO3)3-9H 2O) y nitrato de cobre. Las condiciones de la corrida 1 (ejemplo 7) se repitieron con el precursor de catalizador de Fe/Cu mixto a una carga de Fe a carbón en una base de daf de 1% en peso de Fe, y una carga de Cu a carbón en una base de daf de 1% en peso de Cu.
En la corrida 2, la corrida 1 se repitió pero con nitrato de cobre como el precursor de catalizador a una carga de Ni/carbón en una base de daf de 2% en peso de Cu. Se adicionó azufre elemental al sulfuro de cobre en una relación de S a Cu de 2:1. Los rendimientos de productos se tabulan en la tabla 10.
Tabla 10

Ejemplo 10 (Fe/Co): El rendimiento de un catalizador basado en Fe-Co sulfurado se comparó a un catalizador basado en Co sulfurado y un catalizador basado en Co no sulfurado. En la ejecución 1, se preparó una solución de un precursor de catalizador mixto en metanol a partir de nitrato de hierro (Fe(NO3)3-9H2O) y nitrato de cobalto. Las condiciones de la corrida 1 (ejemplo 7) se repitieron con el precursor de catalizador de Fe/Co mixto, a una carga de Fe a carbón en una base de daf de 1% en peso de Fe, y una carga de Co a carbón en una base de daf de 1% en peso de Co. Se adicionó azufre elemental al sulfuro de hierro y cobalto en una relación molar de S a Fe de 2:1 y una relación de S a Co de 2:1. Los rendimientos de productos se tabulan en la tabla 11.
Tabla 11

Ejemplo de referencia 11 (Fe / Cr): El rendimiento de un catalizador basado en Fe-Cr sulfurado se comparó a un catalizador basado en Cr sulfurado y un catalizador basado en Cr no sulfurado. En la corrida 1, se preparó una solución de un precursor de catalizador mixto en metanol que utiliza nitrato de hierro (Fe(NO3)3-9H 2O) y nitrato de cromo. Las condiciones de la corrida 1 (ejemplo 7) se repitieron con el precursor de catalizador mixto a una carga de Fe a carbón en una base de daf de 1% en peso de Fe, y una carga de Cr/carbón en una base de daf de 1% en peso de Cr. Se adicionó azufre elemental al sulfuro de hierro y cromo, en una relación molar de S:Fe de 2:1 y una relación de S:Cr de 2: 1.
En la corrida 2, las condiciones de la corrida 1 se repitieron utilizando nitrato de cromo como el precursor de catalizador a una carga de Cr a carbón en una base de daf de 2% en peso de Cr. Se adicionó azufre elemental al sulfuro de cromo, en una relación de S a Cr de 2:1. En la corrida 3, la corrida 2 se repitió sin el azufre adicionado. Los rendimientos de productos se tabulan en la tabla 12.
Tabla 12

Ejemplo 12 (Fe / Ti): El rendimiento de un catalizador basado en Fe-Ti sulfurado se comparó a un catalizador basado en Ti sulfurado y un catalizador basado en Ti no sulfurado. Las condiciones de la corrida 1 (ejemplo 7) se repitieron con el carbón que se impregna con un precursor de catalizador de nitrato de hierro (Fe(NO3)3-9H2O) a una carga de Fe/carbón en una base de daf de 1% en peso de Fe. Entonces se mezcló dietilditiocarbamato de titanio en la mezcla de carbón solvente para proporcionar una carga de Ti/carbón en una base de daf de 1% en peso de Ti. Se adicionó azufre elemental, en una relación molar de S:Ti de 2: 1.
En la corrida 2, una muestra de alimentación de carbón libre de humedad (es decir, menos de 1 % en peso de agua) que tiene un tamaño de partícula de menos de 100 mallas (0,149 mm) se mezcló con un aceite de proceso de tipo FCC (500 °F+ (260 °C+) cortado) como solvente, en una relación de solvente:carbón de 1,6:1. Se mezcló dietilditiocarbamato de titanio en la mezcla de carbón de solvente para proporcionar una carga de Ti/carbón sobre una base de daf de 1 % en peso de Ti. Se adicionó azufre elemental, en una relación molar de S a Ti de 2: 1. La mezcla entonces se calentó rápidamente en un recipiente a 200°C, y se mantuvo a 200°C durante 2 horas, en tanto que la presión parcial de hidrógeno dentro del recipiente incrementó de aproximadamente 100 lbf/plg2 a aproximadamente 1000 lbf/plg2 (689 kPa
a 6,89 MPa). La mezcla entonces se calentó adicionalmente a 430 °C, y entonces se mantuvo a 430 °C durante 3 horas bajo una presión parcial de hidrógeno de 2500 lbf/plg2 (17,2 MPa). Los rendimientos de productos de las corridas se tabulan en la tabla 13.
Tabla 13

Con los propósitos de esta especificación y las reivindicaciones anexas, salvo que se indique lo contrario, todos los números que expresan cantidades, porcentajes o proporciones, y otros valores numéricos utilizados en la especificación y las reivindicaciones, se deben entender como que se modifican en todos los casos por el término "aproximadamente". Por consiguiente, salvo que se indique lo contrario, los parámetros numéricos expuestos en la siguiente especificación y las reivindicaciones anexas son aproximaciones que pueden variar dependiendo de las propiedades deseadas que se buscan obtener por la presente invención. Se debe observar que, como se utiliza en esta especificación y las reivindicaciones anexas, las formas singulares "uno", "una", "el", y "la" incluyen referencias plurales salvo que se limiten de manera expresa e inequívocamente a un referente. Como se utiliza en la presente, se propone que el término "incluir” y sus variantes gramaticales no sea limitante, tal que la citación de artículos en una lista no esté para la exclusión de otros artículos similares que se puedan sustituir o adicionar a los artículos listados.
Esta descripción utiliza ejemplos para divulgar la invención, incluyendo el mejor modo, y también para permitir que cualquier persona experta en la materia haga y utilice la invención. El alcance patentable se define por las reivindicaciones.
Claims (27)
1. Una composición de catalizador, expresada en forma elemental, que tiene una fórmula (Rp)¡(Mt)a(Lu)ft(Sv)d(Cw)e(Hx)f(Oy)g(Nz)/,, donde la fórmula se refiere a los sólidos de catalizador, que constituyen la suspensión espesa de catalizador en aceite, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i< = 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b),
0 < h <= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta ub vd+we xj+yg zh =0;
donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°; y
donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
2. La composición de catalizador de la reivindicación 1, donde los tres picos de difracción se ubican en ángulos de Bragg: 25 a 30°, 45 a 50° y 52 a 60° (de escala de 2-0 de 0 a 70°).
3. La composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 - 2,
donde el catalizador tiene un volumen de poros de 0,05-5 ml/g como se determina por adsorción de nitrógeno; o el catalizador tiene un área superficial BET de al menos 5 m2/g.
4. La composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 - 2,
donde M se selecciona de zinc y hierro y mezclas de los mismos y L se selecciona de zinc y hierro y mezclas de los mismos; o
donde M es Fe y L es Zn y la relación en peso de Fe a Zn varía de 1:9 a aproximadamente 9:1; o
donde al menos uno de M y L se deriva de precursores de metal seleccionados del grupo de dimetilditiocarbamato de hierro(MI) (Fe-DTC), dietilditiocarbamato de zinc (Zn-DTC), diispropilditiofosfato de zinc, sulfatos, nitratos, carbonatos, sulfuros, oxisulfuros, óxidos y óxidos hidratados, sales de amonio, acetatos, oxilatos, citratos, nafatatos y octoatos y ácidos heteropoli de metales de elemento de bloque "d"; o
donde al menos uno de M y L se deriva de un precursor de metal seleccionado del grupo de sales de metal de elemento de bloque "d" de ácidos orgánicos; o
donde al menos uno de M y L se deriva de un precursor de metal seleccionado del grupo de sales de metal de elemento "d" de ácidos acíclicos, ácidos alifáticos alicíclicos, ácidos carboxílicos que contienen dos o más átomos de carbono, y mezclas de los mismos.
5. La composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1-2, donde b/a tiene una relación molar que varía de 0,1 a 5.
6. La composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 - 2,
donde M se selecciona de cobre y hierro y mezclas de los mismos, L se selecciona de cobre y hierro y mezclas de los mismos, y M es diferente de L; o
donde M se selecciona de cobalto y hierro y mezclas de los mismos, L se selecciona de cobalto y hierro y mezclas de los mismos, y M es diferente de L; o
donde M se selecciona de titanio y hierro y mezclas de los mismos, L se selecciona de titanio y hierro y mezclas de los mismos, y M es diferente de L; o
donde M es Fe y L es Zn, y Fe: Zn tiene una relación molar que varía de 1:10 a 10:1.
7. El uso de la composición de catalizador de cualquiera de las reivindicaciones 1 - 2,
donde el catalizador se adiciona a una materia prima de aceite pesado en un proceso de hidroconversión a una concentración de al menos 1200 ppm en peso de catalizador de metal activo a materia prima de aceite pesado; o donde el catalizador se utiliza para hidrogenación y se adiciona a una materia prima de aceite pesado en una relación de catalizador a aceite de 0,25 a 4% en peso; o
donde el catalizador se aplica sobre partículas de carbón en un proceso de licuefacción de carbón a una concentración de 0,25 a 5% en peso de metal a carbón en una base seca, libre de cenizas.
8. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar al menos dos precursores de metal de diferentes metales de elemento de bloque "d";
ii) combinar los por lo menos dos precursores de metal con un agente de sulfuración en un paso de sulfuración, formando al menos un precursor de catalizador sulfurado; y
iii) mezclar el por lo menos un precursor de catalizador sulfurado con un compuesto de hidrocarburo para transformar el precursor de catalizador sulfurado en una composición de catalizador que tiene la fórmula (Rp)¡(Mt)a(Lu)ft(Sv)d(Cw)e(Hx)/('Oy)g(Nz)/,, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i<= 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b\
0 < h<= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xf yg+zh=0, donde la composición de catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
9. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar al menos dos precursores de metal de diferentes metales de elemento de bloque "d", un primer precursor de metal y un segundo precursor de metal;
ii) sulfurar el primer precursor de metal con un agente de sulfuración que forma un primer precursor de catalizador
sulfurado; y
iii) combinar el primer precursor de catalizador sulfurado y el segundo precursor de metal con un compuesto de hidrocarburo para transformar los precursores en una composición de catalizador que tiene la fórmula (Rp)¡(Mt)a(Lu)ft(Sv)Qi(Cw)e(Hx)/fOy)g(Nz)/j, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i< = 1;
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b), 0 < h <= 2(a b)
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xf+yg+zh=0, donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
10. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar al menos dos precursores de metal de diferentes metales de elemento de bloque "d";
ii) sulfurar un primer precursor de metal con un agente de sulfuración que forma un primer precursor de catalizador sulfurado;
iii) sulfurar un segundo precursor de metal con un agente de sulfuración que forma un segundo precursor de catalizador sulfurado; y
iv) combinar el primer precursor de catalizador sulfurado y el segundo precursor de metal sulfurado con un compuesto de hidrocarburo para transformar los precursores en una composición de catalizador que tiene la fórmula (Rp)j(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)h, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i< = 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b),
0 < h <= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xf+yg+zh=0, donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
11. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar al menos dos precursores de metal de diferentes metales de elemento de bloque "d", con al menos uno de los precursores de metal que es un compuesto orgánico que contiene azufre dispersable en aceite; y ii) combinar los precursores de metal con un compuesto de hidrocarburo para transformar los precursores en una composición de catalizador que tiene la fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)b, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i< = 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11 (a+b),
0 < f <= 7(a+b),
0 <g<= 5(a b),
0 <h <= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xj+yg+zh=0; y
donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
12. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar un precursor de catalizador que comprende al menos dos precursores de metal de diferentes metales de elemento de bloque "d" en un portador de solvente;
ii) combinar el precursor de catalizador con un agente sulfurante y una materia prima de hidrocarburo, formando al menos un catalizador sulfurado que tiene una fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)h, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=i< = 1;
Q < b / a = <5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b), 0 < h <= 2(a b)
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente,
donde p/+ta+ub+vd+we+xf+yg+zh=0, donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
13. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar un precursor de catalizador que comprende al menos dos precursores de metal de diferentes metales de elemento de bloque "d" en un portador de solvente;
ii) combinar el precursor de catalizador con un agente de sulfuración para un precursor de catalizador sulfurado; iii) combinar el precursor de catalizador sulfurado con una materia prima de hidrocarburo, formando una composición de catalizador que tiene una fórmula (Rp)i(Mt)a(Lu)b(Si) *v *)d(Cw)e(Hx)f(Oy)g(Nz)b, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=/< = 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11(a+b),
0 < f<= 7(a+b),
0 <g<= 5(a b), 0 < h <= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde p/+ta+ub+vd+we+xj+yg+zh=0; donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
14. Un proceso para preparar una composición de catalizador de acuerdo con cualquiera de las reivindicaciones 1 a 6 o como se define en la reivindicación 7, que comprende:
i) proporcionar un precursor de catalizador que comprende al menos dos precursores de metal de diferentes metales de elemento de bloque "d" en un portador de solvente;
ii) impregnar una materia prima de hidrocarburo que comprende partículas carbonáceas sólidas con el precursor de catalizador;
iii) combinar la materia prima de hidrocarburo impregnada con un solvente y un agente de sulfuración que forma una composición de catalizador que tiene una fórmula (Rp)i(Mt)a(Lu)b(Sv)d(Cw)e(Hx)f(Oy)g(Nz)b, donde
R es opcional, R es al menos un metal de elemento lantanoide o un metal alcalinotérreo;
M es al menos un metal de elemento de bloque "d";
L es al menos un metal de elemento de bloque "d" diferente del metal de elemento de bloque "d" M;
0 <=/< = 1;
0 < b / a = < 5,
0,5 (a b) <= d <= 5(a b),
0 < e <= 11 (a+b),
0 < f<= 7(a+b)
0 <g<= 5(a b),
0 <h <= 2(a b),
p, t, u, v, w, x, y, z, cada uno que representa la carga total para cada uno de: M, L, S, C, H, O y N, respectivamente, donde pi+ta+ub+vd+we+xf+yg+zh=0, donde el catalizador tiene un patrón de difracción de rayos X en polvo con al menos tres picos de difracción ubicados en ángulos 2-0 de más de 25°, y donde M o L es hierro y el otro de M o L se selecciona de zinc, titanio, manganeso, cobre, níquel, y cobalto.
15. El proceso de cualquiera de las reivindicaciones 8 - 10 y 12 - 14, donde el agente de sulfuración se selecciona del grupo de azufre elemental, sulfuro de amonio, polisulfuro de amonio ([(NH4)2Sx), tiosulfato de amonio ((NH4)2S2O3), tiosulfato de sodio Na2S2O3), tiourea CSN2H4, disulfuro de carbono, disulfuro de dimetilo (DMDS), sulfuro de dimetilo (DMS), polisulfuro de butilo terciario (PSTB), polisulfuro de nonilo terciario (PSTN), mercaptanos, tioglicoles, y mezclas de los mismos.
16. El proceso de cualquiera de las reivindicaciones 8-10 y 12-14, donde al menos un aditivo de azufre se adiciona al agente sulfurante, donde el aditivo de azufre se selecciona del grupo de azufre elemental, tiodiazoles, tioácidos, tioamidas, tiocianatos, tioésteres, tiofenoles, tiosemicarbazidas, tioureas, alcoholes de mercapto, sulfuros de dialquilo, sulfuros de dihidroxialquilo, sulfuros de diarilo, sulfuros de diaralquilo, sulfóxido de dimetilo, disulfuro de dietanol, ternonilpolisulfuros, sulfuro de dimetilo, disulfuro de dimetilo, 2,2-ditiobis etanol, y mezclas de los mismos.
17. El proceso de cualquiera de las reivindicaciones 8 - 10 y 12 - 14, donde los por lo menos dos precursores de metal de diferentes metales de elemento de bloque "d" se seleccionan de nitrato de hierro(III), nitrato de zinc, sulfuro férrico, sulfuro ferroso, sulfuro de zinc, sulfato férrico, nitrato férrico, fosfato férrico, sulfato de níquel, nitrato de níquel, fosfato de níquel, acetato de níquel, y mezclas de los mismos.
18. El proceso de cualquiera de las reivindicaciones 8 - 14, donde se proporciona una cantidad suficiente de precursores de metal para que b/a tenga una relación molar que varía de 0,1 a 5.
19. El proceso de cualquiera de las reivindicaciones 8 - 11, donde la transformación en una composición de catalizador está a una temperatura de 100 - 400 °C y una presión manométrica de 0 - 1000 lb/plg2 (0 - 6,9 Mpa).
20. El proceso de cualquiera de las reivindicaciones 8-11, donde el compuesto de hidrocarburo se selecciona del grupo de nafta, aceite de decantación, diésel, VGO (gasóleo de vacío), gasóleo ligero, MCO (aceite de ciclo medio), aceite de ciclo ligero (LCO), aceite de ciclo pesado (HCO), solventes aromáticos, y mezclas de los mismos.
21. El proceso de cualquiera de las reivindicaciones 8 - 11, donde al menos un agente tensioactivo se adiciona al compuesto de hidrocarburo para formar la composición de catalizador, opcionalmente donde el agente tensioactivo se selecciona de aditivos orgánicos que contienen N, aditivos orgánicos que contienen P, aditivos orgánicos que contienen azufre, y mezclas de los mismos, o donde el agente tensioactivo se selecciona del grupo de aminas aromáticas, aminas alifáticas cíclicas, aminas alifáticas policíclicas, ácidos carboxílicos, sulfonatos de alquilo, fosfonatos, óxidos de alquilo, y mezclas de los mismos.
22. El proceso de cualquiera de las reivindicaciones 8 - 11, donde al menos un material de sacrificio se adiciona al compuesto de hidrocarburo para formar la composición de catalizador, opcionalmente donde el material de sacrificio se selecciona del grupo de sílice ahumada, óxidos de hierro, AhO3, MgO, MgAhO4, zeolitas, microesferas de arcilla de caolín calcinado, óxido de titanio, carbón activo, negro de carbón, y mezclas de los mismos, o donde el material de sacrificio tiene un área superficial BET de al menos 1 m2/g y un volumen de poro total de al menos 0,005 cm3/g.
23. El proceso de cualquiera de las reivindicaciones 8 -10 y 12 - 14,
donde los al menos dos precursores de metal de diferentes metales de elemento de bloque "d" se seleccionan de naftenato de níquel, ditiocarbamato de titanio, sulfato de titanilo, alquilditiocarbamato de zinc, fosforoditioato de alquilo de zinc, mercaptobenzotiazol de zinc, dibencilditiocarbamato de zinc, ditiocarbamato de cobre, acetato de manganeso, dialquilditiofosfato de zinc, y combinaciones de los mismos,
o donde los por lo menos dos precursores de metal de diferentes metales de elemento de bloque "d" se seleccionan de hierro(III) dimetil
ditiocarbamato (Fe-DTC), dietilditiocarbamato de zinc (Zn-DTC) y diispropilditiofosfato de zinc (Zn-DTP).
24. El proceso de cualquiera de las reivindicaciones 8 - 11, que comprende además adicionar al menos un compuesto de metal lantanoide al compuesto de hidrocarburo, opcionalmente donde el compuesto de metal lantanoide se selecciona del grupo de neodecanoato de neodimio, naftenato de neodimio, octanato de neodimio, 2,2-dietilhexanoato de neodimio, 2,2-dietilheptanoato de neodimio, y mezclas de los mismos.
25. El proceso de cualquiera de las reivindicaciones 12-14, donde el portador de solvente se selecciona del grupo de alcoholes, cetonas, aldehídos, ácido cítrico, ácidos carboxílicos, agua, y mezclas de los mismos.
26. El proceso de cualquiera de las reivindicaciones 8-14, donde al menos uno de los precursores de metal es un precursor orgánico.
27. El proceso de cualquiera de las reivindicaciones 8 - 14,
donde la materia prima de hidrocarburo es una alimentación de aceite pesado, y donde el precursor de catalizador se combina con el agente de sulfuración en la alimentación de aceite pesado para una sulfuración in situ del precursor de catalizador, opcionalmente donde la sulfuración se lleva a cabo a una temperatura que varía de ambiente a 500 °C, una presión de ambiente a 2800 lb/plg2 (19,3 MPa), una velocidad espacial líquida por hora de 0,05 a 10 h-1, y una tasa de gas de hidrógeno de 200 a 15.000 SCF (5663 a 424.752 litros)/B (159 litros);
o donde la materia prima de hidrocarburo comprende partículas carbonáceas sólidas, y donde el precursor de catalizador se combina con el agente de sulfuración, al menos un solvente, y las partículas carbonáceas sólidas en un reactor de licuefacción de carbón para una sulfuración in situ del precursor de catalizador, opcionalmente donde la sulfuración in situ se lleva a cabo a una temperatura de al menos 200°C y una presión manométrica en el intervalo de 300-5000 lb/plg2 (2,07-34,5 MPa) durante al menos 10 minutos;
o donde el agente de sulfuración se adiciona directamente al precursor de catalizador para una sulfuración ex situ del precursor de catalizador antes de combinarse con la materia prima de hidrocarburo.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/625,368 US8389433B2 (en) | 2009-11-24 | 2009-11-24 | Hydroprocessing bulk catalyst and methods of making thereof |
| US12/625,394 US8420565B2 (en) | 2009-11-24 | 2009-11-24 | Hydroprocessing bulk catalyst and methods of making thereof |
| US12/625,382 US8372776B2 (en) | 2009-11-24 | 2009-11-24 | Hydroprocessing bulk catalyst and methods of making thereof |
| US12/625,399 US8431511B2 (en) | 2009-11-24 | 2009-11-24 | Hydroprocessing bulk catalyst and methods of making thereof |
| PCT/US2010/057031 WO2011066150A2 (en) | 2009-11-24 | 2010-11-17 | Hydroprocessing bulk catalyst and methods of making thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2897562T3 true ES2897562T3 (es) | 2022-03-01 |
Family
ID=44067184
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES10833782T Active ES2897562T3 (es) | 2009-11-24 | 2010-11-17 | Catalizador a granel de hidroprocesamiento, su uso y métodos de producción del mismo |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP2504099B1 (es) |
| JP (1) | JP5871810B2 (es) |
| KR (1) | KR101804782B1 (es) |
| CN (1) | CN102665907A (es) |
| BR (1) | BR112012012495A2 (es) |
| CA (1) | CA2781530C (es) |
| EA (1) | EA024752B1 (es) |
| ES (1) | ES2897562T3 (es) |
| MX (1) | MX2012005688A (es) |
| WO (1) | WO2011066150A2 (es) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103285930B (zh) * | 2012-02-22 | 2015-08-26 | 中国石油化工股份有限公司 | 一种含黄铁矿石的重油加氢催化剂及其制备和应用 |
| CN103285928B (zh) * | 2012-02-22 | 2015-08-26 | 中国石油化工股份有限公司 | 一种含氧化铁矿石的重油加氢催化剂及其制备和应用 |
| CN108114725B (zh) * | 2016-11-28 | 2021-01-05 | 中国石油化工股份有限公司 | 一种臭氧催化氧化催化剂,其制备方法及应用 |
| CN107349948A (zh) * | 2017-06-15 | 2017-11-17 | 华东理工大学 | 一种用于煤直接液化的铁碱复合催化剂 |
| CN110038580B (zh) * | 2018-01-16 | 2021-11-09 | 中国石油化工股份有限公司 | 加氢精制催化剂的制法 |
| CN110038624B (zh) * | 2018-01-16 | 2022-01-04 | 中国石油化工股份有限公司 | 加氢裂化催化剂的制法 |
| CN111514935B (zh) * | 2020-04-30 | 2022-11-15 | 中国工程物理研究院化工材料研究所 | 一种面向含能离子液体-双氧水的自点火催化剂及其制备方法 |
| CN112500916B (zh) * | 2020-11-12 | 2022-04-15 | 中国石油大学(华东) | 一种废润滑油临氢预处理提纯方法 |
| CN112500917B (zh) * | 2020-11-12 | 2022-04-26 | 青岛翌星环保技术有限公司 | 一种废润滑油加氢循环利用方法 |
| CN117983294A (zh) * | 2022-10-27 | 2024-05-07 | 中国石油天然气股份有限公司 | 一种原油低温催化裂解催化剂及其制备方法和应用 |
| CN115845880A (zh) * | 2022-12-08 | 2023-03-28 | 复旦大学 | 一种水溶性高分子模板原位构筑过渡金属硫化物/碳复合材料及其制备方法和应用 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5917153B2 (ja) * | 1982-04-16 | 1984-04-19 | 三井造船株式会社 | 石炭−油スラリ−の水添液化方法 |
| JPS5940872B2 (ja) * | 1982-08-31 | 1984-10-03 | 三井造船株式会社 | 石炭液化油の蒸留方法 |
| US4561964A (en) * | 1984-10-01 | 1985-12-31 | Exxon Research And Engineering Co. | Catalyst for the hydroconversion of carbonaceous materials |
| NL8403739A (nl) * | 1984-12-07 | 1986-07-01 | Unilever Nv | Katalysator geschikt voor het ontzwavelen en de bereiding van deze katalysator. |
| JPH05501829A (ja) * | 1990-07-05 | 1993-04-08 | シェブロン リサーチ アンド テクノロジー カンパニー | 高活性スラリー触媒方法 |
| JP2001026785A (ja) * | 1999-07-15 | 2001-01-30 | Agency Of Ind Science & Technol | 石炭液化方法 |
| US7387712B2 (en) * | 2002-10-17 | 2008-06-17 | Carnegie Mellon University | Catalytic process for the treatment of organic compounds |
| US20060058174A1 (en) * | 2004-09-10 | 2006-03-16 | Chevron U.S.A. Inc. | Highly active slurry catalyst composition |
| US7737073B2 (en) * | 2004-09-10 | 2010-06-15 | Chevron U.S.A. Inc. | Hydroprocessing bulk catalyst and uses thereof |
| US7544632B2 (en) * | 2004-09-22 | 2009-06-09 | Exxonmobil Research And Engineering Company | Bulk Ni-Mo-W catalysts made from precursors containing an organic agent |
| MXPA05009283A (es) * | 2005-08-31 | 2007-02-27 | Mexicano Inst Petrol | Procedimiento para la preparacion de una composicion catalitica para el hidroprocesamiento de fracciones del petroleo. |
| WO2007050636A2 (en) * | 2005-10-26 | 2007-05-03 | Exxonmobil Research And Engineering Company | Hydroprocessing using bulk bimetallic catalysts |
| WO2009058783A1 (en) * | 2007-10-31 | 2009-05-07 | Chevron U.S.A. Inc. | Hydroconversion processes employing multi-metallic catalysts and method for making thereof |
-
2010
- 2010-11-17 JP JP2012541111A patent/JP5871810B2/ja active Active
- 2010-11-17 CA CA2781530A patent/CA2781530C/en active Active
- 2010-11-17 WO PCT/US2010/057031 patent/WO2011066150A2/en active Application Filing
- 2010-11-17 EP EP10833782.5A patent/EP2504099B1/en active Active
- 2010-11-17 CN CN2010800593384A patent/CN102665907A/zh active Pending
- 2010-11-17 EA EA201290386A patent/EA024752B1/ru not_active IP Right Cessation
- 2010-11-17 BR BR112012012495A patent/BR112012012495A2/pt not_active IP Right Cessation
- 2010-11-17 KR KR1020127016355A patent/KR101804782B1/ko active IP Right Grant
- 2010-11-17 ES ES10833782T patent/ES2897562T3/es active Active
- 2010-11-17 MX MX2012005688A patent/MX2012005688A/es not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| EP2504099A4 (en) | 2014-08-27 |
| KR101804782B1 (ko) | 2017-12-06 |
| MX2012005688A (es) | 2012-06-13 |
| WO2011066150A3 (en) | 2011-09-29 |
| CN102665907A (zh) | 2012-09-12 |
| JP2013512091A (ja) | 2013-04-11 |
| CA2781530C (en) | 2022-08-30 |
| JP5871810B2 (ja) | 2016-03-01 |
| CA2781530A1 (en) | 2011-06-03 |
| BR112012012495A2 (pt) | 2019-09-24 |
| EP2504099B1 (en) | 2021-08-11 |
| WO2011066150A2 (en) | 2011-06-03 |
| EP2504099A2 (en) | 2012-10-03 |
| EA201290386A1 (ru) | 2013-01-30 |
| KR20120104263A (ko) | 2012-09-20 |
| EA024752B1 (ru) | 2016-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2897562T3 (es) | Catalizador a granel de hidroprocesamiento, su uso y métodos de producción del mismo | |
| US8372776B2 (en) | Hydroprocessing bulk catalyst and methods of making thereof | |
| US8431511B2 (en) | Hydroprocessing bulk catalyst and methods of making thereof | |
| US8389433B2 (en) | Hydroprocessing bulk catalyst and methods of making thereof | |
| US8420565B2 (en) | Hydroprocessing bulk catalyst and methods of making thereof | |
| KR101523119B1 (ko) | 수소처리 벌크 촉매 및 이의 용도 | |
| JP6097224B2 (ja) | 水素化処理触媒を作製するための方法 | |
| US7678730B2 (en) | Hydroprocessing bulk catalyst and uses thereof | |
| JP2007533835A (ja) | 炭化水素質原料ストリームの品質向上方法 | |
| US7678731B2 (en) | Hydroprocessing bulk catalyst and uses thereof |