EP2003753B1 - Zündkerze und Verfahren zur Herstellung einer Zündkerze - Google Patents
Zündkerze und Verfahren zur Herstellung einer Zündkerze Download PDFInfo
- Publication number
- EP2003753B1 EP2003753B1 EP08010005A EP08010005A EP2003753B1 EP 2003753 B1 EP2003753 B1 EP 2003753B1 EP 08010005 A EP08010005 A EP 08010005A EP 08010005 A EP08010005 A EP 08010005A EP 2003753 B1 EP2003753 B1 EP 2003753B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- inner conductor
- insulator
- spark plug
- electrode
- ceramic material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 7
- 238000000034 method Methods 0.000 title claims description 10
- 239000004020 conductor Substances 0.000 claims abstract description 61
- 239000012212 insulator Substances 0.000 claims abstract description 50
- 229910052581 Si3N4 Inorganic materials 0.000 claims abstract 2
- 229910010293 ceramic material Inorganic materials 0.000 claims description 16
- 238000010304 firing Methods 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 9
- 150000001247 metal acetylides Chemical class 0.000 claims description 6
- 150000004767 nitrides Chemical class 0.000 claims description 5
- 238000007493 shaping process Methods 0.000 claims description 5
- 238000001125 extrusion Methods 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 229910021332 silicide Inorganic materials 0.000 claims description 3
- 150000002739 metals Chemical class 0.000 claims description 2
- 229910052575 non-oxide ceramic Inorganic materials 0.000 claims description 2
- 229910002262 LaCrO3 Inorganic materials 0.000 claims 1
- 229910020968 MoSi2 Inorganic materials 0.000 claims 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims 1
- 229910052593 corundum Inorganic materials 0.000 claims 1
- 229910001845 yogo sapphire Inorganic materials 0.000 claims 1
- 239000000919 ceramic Substances 0.000 abstract description 16
- YXTPWUNVHCYOSP-UHFFFAOYSA-N bis($l^{2}-silanylidene)molybdenum Chemical compound [Si]=[Mo]=[Si] YXTPWUNVHCYOSP-UHFFFAOYSA-N 0.000 abstract 1
- 229910021343 molybdenum disilicide Inorganic materials 0.000 abstract 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 abstract 1
- 229910000679 solder Inorganic materials 0.000 description 8
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 6
- 238000002485 combustion reaction Methods 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 229910016006 MoSi Inorganic materials 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000011265 semifinished product Substances 0.000 description 4
- 229910017563 LaCrO Inorganic materials 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 239000000567 combustion gas Substances 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 239000011225 non-oxide ceramic Substances 0.000 description 1
- 229910052574 oxide ceramic Inorganic materials 0.000 description 1
- 239000011224 oxide ceramic Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T13/00—Sparking plugs
- H01T13/20—Sparking plugs characterised by features of the electrodes or insulation
- H01T13/38—Selection of materials for insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01T—SPARK GAPS; OVERVOLTAGE ARRESTERS USING SPARK GAPS; SPARKING PLUGS; CORONA DEVICES; GENERATING IONS TO BE INTRODUCED INTO NON-ENCLOSED GASES
- H01T21/00—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs
- H01T21/02—Apparatus or processes specially adapted for the manufacture or maintenance of spark gaps or sparking plugs of sparking plugs
Definitions
- the invention relates to a spark plug for internal combustion engines with an outer electrode, a center electrode, an inner conductor connected to the center electrode and a surrounding the inner conductor, prepared by extrusion, insulator body and a method for producing such a spark plug.
- a spark plug and a method for their preparation are in the US-A-3,537,160 disclosed.
- spark plugs In operation, spark plugs must withstand pressure and temperature stresses which place high demands on the mechanical strength of the insulator body and the sealing of interfaces between different parts of the spark plug relative to the combustion chamber of an engine. At high peak pressures, it may happen despite accurate production and careful sealing that gases from the combustion chamber leak through insufficient sealing points of the spark plug as leakage gases. Such leakage gases, which seep in, for example, along interfaces between the center electrode and the insulator body or the inner conductor and the surrounding insulator body, can lead to deposits inside the spark plug, which increase the risk of shunts and thus limit the life of a spark plug.
- spark plug requirements are exacerbated by a trend towards miniaturization, which, for example, is associated with the highest demands on load capacity in racing applications.
- the object of the invention is therefore to show a way how the high demands that are placed on spark plugs, can be better met.
- an electrically conductive ceramic is used in a spark plug according to the invention for the inner conductor.
- an inner conductor of an electrically conductive ceramic can be made together with the insulator body by coextrusion.
- the composition of the ceramic of the inner conductor of the interference suppression resistor formed by it can be easily adapted to the requirements of a specific product series within narrow tolerances. This is another advantage of spark plugs according to the invention.
- plasticizers for example water, paraffin or polymers may be added to the ceramic materials for the insulator body and optionally the inner conductor, so that the ceramic materials have a plasticity and pasty consistency suitable for coextrusion.
- a green compact is first produced, which preferably has a cylindrical shape. Due to the plasticity of the extruded materials, the green compact can be shaped with little effort, for example, cut to the desired length and provided by machining its outer contour with a ring bead typical of the insulator body of a spark plug.
- aqueous / thermal debinding and firing possibly existing plasticizer can be expelled from the green compact and the first plastic ceramic materials are sintered to form the inner conductor and the surrounding insulator body of a spark plug.
- silicides, carbides, nitrides and / or borides can be used for the inner conductor.
- the metal component of the silicides, carbides and / or borides from which the ceramic of the inner conductor may consist, for example, molybdenum, tungsten, titanium and / or lanthanum can be used.
- a non-oxide ceramic based on carbides, nitrides and / or borides of the metals Si, Al and / or Ti is particularly suitable as the material for the insulator body.
- the combination of a Si 3 N 4 ceramic for the insulator body and MoSi 2 as a material for the inner conductor is particularly favorable.
- Another possibility is to produce the insulator body predominantly or even completely of Al 2 O 3 and to use a composite material of Al 2 O 3 with LaCrO 3 and / or TiN as the ceramic material for the inner conductor.
- the center electrode is soldered to the inner conductor. It is further preferred that the inner conductor is soldered at its end facing away from the central electrode end with a firing pin, in particular that the firing pin protrudes into the insulator. It is further preferred that the insulator is surrounded by a metallic spark plug body, wherein the insulator body is connected by means of a solder connection to the metallic spark plug body. It is further preferred that the spark plug has a metallic spark plug body, which carries an external thread for screwing into a motor, which has a thread size of M12 or less, preferably M10 or M8.
- a green compact is first produced by coextrusion which has a first material for forming the insulator on the outside and another material for forming the inner conductor on the inside, and the green body is subsequently fired.
- the green body is processed before firing shaping to form a federation of the insulator. It is preferred that the shaping processing takes place by means of turning or grinding.
- the inner conductor is drilled at its rear end and inserted into the bore thus created a firing pin.
- the firing pin is soldered to the inner conductor.
- the insulator is soldered to a spark plug body surrounding it.
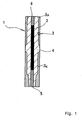
- FIG. 1 shows a cylindrically coextruded green body 1, which comprises an electrically conductive ceramic material 2 for forming an inner conductor in its center and an electrically insulating ceramic material 3, which surrounds the inner conductor 2.
- the coextruded green body 1 is a semi-finished product for producing a spark plug.
- the green body 1 is brought to the desired length for a spark plug and machined its outer contour shaping, so that the electrically insulating ceramic 3 receives the usual for an insulator body of a spark plug contour with a collar 4.
- the outer areas 3a of the green body 1 to be removed by shaping, for example by turning or grinding, are shown in a hatched manner.
- the green compact 1 can be processed relatively easily because of the plasticity required for coextrusion. Only by firing the green body 1, a hard, mechanically strong ceramic body with a crystalline inner conductor 2 and an insulator surrounding the inner conductor 3 is formed. In principle, after the firing a shape-giving processing or reworking of the ceramic body.
- the electrically insulating ceramic 3 predominantly, ie more than 50 wt .-%, of Si 3 N 4 , in particular more than 90 wt .-%, preferably at least 95 wt .-% of Si 3 N 4 .
- pure Si 3 N 4 can be used.
- the electrically conductive ceramic of the inner conductor consists in the illustrated embodiment mainly of MoSi. 2
- the inner conductor preferably consists of more than 90% by weight of MoSi 2 .
- pure MoSi 2 can be used, but also the material properties of the inner conductor can be improved by additions of other ceramic materials and / or save costs.
- a ceramic based on Al 2 O 3 can also be used for the insulator body 3.
- the inner conductor also an oxide ceramic, in particular also based on Al 2 O 3 , too use.
- Well suited for this are composites based on Al 2 O 3 TiN and / or Al 2 O 3 -LaCrO 3 .
- FIG. 1 shown green body 1 is further processed in a further step, preferably before firing, by boring the inner conductor 2 at its front end.
- the created in this way bore 5 is in FIG. 1 shown cross hatched.
- this hole 5 is later, preferably after firing, in FIG. 2 drawn center electrode 10 is inserted and connected to the inner conductor 2.
- a solder connection is suitable for connecting the inner conductor 2 to the center electrode 10.
- the inner conductor 2 is also drilled at its rear end.
- the bore 6 produced in this way is in FIG. 1 also cross-hatched.
- firing pin 11 is inserted and connected to the inner conductor 2.
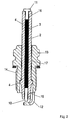
- FIG. 2 an embodiment of a spark plug is shown which, using the in FIG. 1 produced semifinished product was produced.
- the spark plug has at least one outer electrode 12, a center electrode 10 cooperating with the outer electrode 12 for generating a spark, an inner conductor 2 connected to the center electrode 10, and an insulator 3 surrounding the inner conductor 2.
- the insulator 3 has a collar 4 having a metallic spark plug body 13 surrounds.
- the spark plug body 13 carries an external thread 14 for screwing into a suitable engine opening.
- the good mechanical properties of the spark plug shown allow a small and compact size, so that for the external thread and relatively small thread sizes, for example less than M12, can be selected.
- the center electrode 10 is connected by means of a solder joint 15 with the insulator 3 surrounding it. In this way, an excellent seal between the center electrode 10 and the insulator 3 can be achieved, which impedes seepage of gases from the combustion chamber of a motor along the center electrode 10 and the inner conductor 2.
- the illustrated spark plug is connected via a firing pin 11, which in the in FIG. 1 shown hole 6 protrudes and contacted the inner conductor 2, at a supply line connected, which supplies the ignition voltage.
- the firing pin 11 is connected by a solder joint 16 with the ceramic body 3.
- the insulator 3 connected by a solder joint 17 gas-tight with him enclosing metallic spark plug body 13.
- This measure for improved sealing has independent significance and can be used in particular in a spark plug with a conventional, non-ceramic inner conductor.
- An improved seal between the insulator 3 and the surrounding spark plug body 13 can be achieved by heat shrinking, moreover.
- the insulator 3 is introduced into a heated spark plug body 13. As the spark plug body 13 cools, it shrinks and gasifies against the insulator 3.
- An improved seal between the insulator 3 and the surrounding spark plug body (13) can be made even with a structure of the spark plug according to the prior art via an inner sealing ring, which is biased gas-tight by heat shrinking of the body in the longitudinal direction.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Spark Plugs (AREA)
- Ceramic Products (AREA)
Description
- Die Erfindung betrifft eine Zündkerze für Verbrennungsmotoren mit einer Außenelektrode, einer Mittelelektrode, einem an die Mittelelektrode angeschlossenen Innenleiter und einem den Innenleiter umgebenden, durch Extrusion hergestellten, Isolatorkörper sowie ein Verfahren zur Herstellung einer solchen Zündkerze. Eine solche Zündkerze und ein Verfahren zu ihrer Herstellung sind in der
US-A- 3,537,160 offenbart. - Zündkerzen müssen im Betrieb Druck- und Temperaturbelastungen Stand halten, die hohe Anforderungen an die mechanische Festigkeit des Isolatorkörpers und die Abdichtung von Grenzflächen zwischen verschiedenen Kerzenteilen gegenüber dem Verbrennungsraum eines Motors stellen. Bei hohen Spitzendrücken kann es trotz maßgenauer Fertigung und sorgfältiger Abdichtung dazu kommen, dass Gase aus dem Verbrennungsraum über unzureichende Dichtstellen der Zündkerze als Leckagegase austreten. Derartige Leckagegase, die beispielsweise entlang von Grenzflächen zwischen der Mittelelektrode und dem Isolatorkörper bzw. dem Innenleiter und dem umgebenden Isolatorkörper einsickern, können im Inneren der Zündkerze zu Ablagerungen führen, welche die Gefahr von Nebenschlüssen erhöhen und so die Lebensdauer einer Zündkerze begrenzen.
- Diese Anforderungen an Zündkerzen werden durch einen Trend zur Miniaturisierung, der beispielsweise bei Anwendungen für den Rennsport mit höchsten Anforderungen an die Belastbarkeit einhergeht, noch verschärft.
- Aufgabe der Erfindung ist es deshalb, einen Weg aufzuzeigen, wie die hohen Anforderungen, die an Zündkerzen gestellt werden, besser erfüllt werden können.
- Diese Aufgabe wird erfindungsgemäß mit einer Zündkerze mit den Merkmalen des Patentanspruchs 1 und durch ein Verfahren mit den Merkmalen des Patentanspruchs 8 gelöst.
- Indem der Innenleiter zusammen mit dem Isolatorkörper koextrudiert wird, lässt sich der Aufwand, einen separat hergestellten Innenleiter in den Isolatorkörper einzubringen einsparen. Ferner lassen sich durch Koextrusion Leckagestellen zwischen dem Innenleiter und dem umgebenden Isolatorkörper praktisch vollständig vermeiden, so dass auf diese Weise der Gefahr eines Einsickerns von Verbrennungsgasen aus dem Verbrennungsraum eines Motors wirksam begegnet werden kann. Ein weiterer Vorteil der Koextrusion von Isolatorkörper und Innenleiter besteht darin, dass sie zu einer erhöhten mechanischen Festigkeit führt. Die verbesserten Materialeigenschaften ermöglichen eine verstärkte Miniaturisierung, so dass erfindungsgemäße Zündkerzen mit kleineren Außengewinden, insbesondere Gewindegrößen M12, M10 und sogar M8, geschaffen werden können. Dies ist beispielsweise für Rennsportmotoren und ähnliche Anwendungen, bei denen der für Zündkerzen benötigte Raum möglichst klein sein sollte und trotzdem höchste Drehzahlen benötigt werden, ein wichtiger Vorteil.
- Bevorzugt wird bei einer erfindungsgemäßen Zündkerze für den Innenleiter eine elektrisch leitende Keramik verwendet. Während im Stand der Technik gebräuchliche Innenleiter aus Glas, die beispielsweise durch eingelagerte Kohlenstoffpartikel einen Entstörwiderstand bilden, nur mit sehr großem Aufwand gegen den umgebenden Isolatorkörper abgedichtet werden können und in einem aufwendigen Fertigungsschritt in den Isolatorkörper eingebracht werden müssen, kann ein Innenleiter aus einer elektrisch leitenden Keramik zusammen mit dem Isolatorkörper durch Koextrusion gefertigt werden. Insbesondere kann durch die Zusammensetzung der Keramik des Innenleiters der von ihm gebildete Entstörwiderstand auf einfache Weise an die Anforderungen einer konkreten Produktserie innerhalb geringer Toleranzen angepasst werden. Dies ist ein weiterer Vorteil erfindungsgemäßer Zündkerzen.
- Den Keramikmaterialien für den Isolatorkörper und gegebenenfalls den Innenleiter können für die Koextrusion Plastifizierungsmittel, beispielsweise Wasser, Paraffin oder Polymere zugesetzt werden, damit die Keramikmaterialen eine für die Koextrusion geeignete Plastizität und pastöse Konsistenz erhalten. Durch Koextrusion der Keramikmaterialen wird zunächst ein Grünling hergestellt, der bevorzugt eine zylindrische Form hat. Der Grünling kann wegen der Plastizität der extrudierten Materialen mit geringem Aufwand Form gebend bearbeitet werden, beispielsweise auf die gewünschte Länge zugeschnitten und durch Bearbeitung seiner Außenkontur mit einem für den Isolatorkörper einer Zündkerze typischen Ringwulst versehen werden. Durch wässrige/thermische Entbinderung und Brennen können eventuell vorhandene Plastifizierungsmittel aus dem Grünling ausgetrieben und die zunächst plastischen Keramikmaterialien gesintert werden, um den Innenleiter und den ihn umgebenden Isolatorkörper einer Zündkerze zu bilden.
- Für den Innenleiter können beispielsweise Silicide, Karbide, Nitride und/oder Boride verwendet werden. Als Metallbestandteil der Silizide, Karbide und/oder Boride, aus denen die Keramik des Innenleiters bestehen kann, können beispielsweise Molybdän, Wolfram, Titan und/oder Lanthan verwendet werden. Für die Koextrusion mit einer derartigen Innenleiterkeramik ist als Material für den Isolatorkörper insbesondere eine Nichtoxidkeramik auf Basis von Karbiden, Nitriden und/oder Boriden der Metalle Si, Al und/oder Ti geeignet. Besonders günstig ist beispielsweise die Kombination einer Si3N4-Keramik für den Isolatorkörper und MoSi2 als Material für den Innenleiter.
- Eine weitere Möglichkeit besteht darin, den Isolatorkörper überwiegend oder sogar vollständig aus Al2O3 zu fertigen und als Keramikmaterial für den Innenleiter einen Kompositwerkstoff aus Al2O3 mit LaCrO3 und/oder TiN zu verwenden.
- Bevorzugt ist, dass die Mittelelektrode mit dem Innenleiter verlötet ist. Bevorzugt ist ferner, dass der Innenleiter an seinem von der Mittelelektrode abgewandten Ende mit einem Zündstift verlötet ist, insbesondere dass der Zündstift in den Isolator hineinragt. Bevorzugt ist ferner, dass der Isolator von einem metallischen Zündkerzenkörper umgeben ist, wobei der Isolatorkörper mittels einer Lötverbindung mit dem metallischen Zündkerzenkörper verbunden ist. Bevorzugt ist ferner, dass die Zündkerze einen metallischen Zündkerzenkörper hat, der zum Einschrauben in einen Motor ein Außengewinde trägt, das eine Gewindegröße von M12 oder weniger, vorzugsweise M10 oder M8, aufweist.
- Bei einem erfindungsgemäßen Verfahren zur Herstellung einer Zündkerze ist bevorzugt, dass durch Koextrusion zunächst ein Grünling hergestellt wird, der außen ein erstes Material zur Ausbildung des Isolators und innen ein weiteres Material zur Ausbildung des Innenleiters aufweist, und der Grünling später gebrannt wird. Bevorzugt wird der Grünling vor dem Brennen formgebend zur Ausbildung eines Bundes des Isolators bearbeitet. Dabei ist bevorzugt, dass die formgebende Bearbeitung mittels Drehen oder Schleifen erfolgt.
- Bevorzugt wird der der Innenleiter an seinem hinteren Ende aufgebohrt und in die so geschaffene Bohrung ein Zündstift eingesetzt. Bevorzugt wird der Zündstift mit dem Innenleiter verlötet wird. Bevorzugt wird der Isolator mit einem ihn umgebenden Zündkerzenkörper verlötet.
- Weitere Einzelheiten und Vorteile der Erfindung werden im Folgenden anhand eines Ausführungsbeispieles unter Bezugnahme auf die beigefügten Zeichnungen erläutert. Die dabei beschriebenen Merkmale können einzeln oder in Kombination zum Gegenstand von Ansprüchen gemacht werden.
- Es zeigen:
- Figur 1
- einen Innenleiter mit koextrudiertem Isolatorkörper als Halbzeug zur Herstellung einer Zündkerze;
- Figur 2
- ein Ausführungsbeispiel einer erfindungsgemäßen Zündkerze, die unter Verwendung des in
Figur 1 gezeigten Halbzeugs hergestellt wurde. -
Figur 1 zeigt einen zylinderförmig koextrudierten Grünling 1, der ein elektrisch leitendes Keramikmaterial 2 zur Ausbildung eines Innenleiters in seinem Zentrum und ein elektrisch isolierendes Keramikmaterial 3, das den Innenleiter 2 umgibt, aufweist. Der koextrudierte Grünling 1 ist ein Halbzeug zur Herstellung einer Zündkerze. Der Grünling 1 wird auf die für eine Zündkerze gewünschte Länge gebracht und seine Außenkontur formgebend bearbeitet, so dass die elektrisch isolierende Keramik 3 die für einen Isolatorkörper einer Zündkerze übliche Kontur mit einem Bund 4 erhält. InFigur 1 sind die durch Formgebung, beispielsweise Drehen oder Schleifen, zu entfernenden Außenbereiche 3a des Grünlings 1 eng schraffiert dargestellt. Der Grünling 1 lässt sich wegen der für die Koextrusion erforderlichen Plastizität verhältnismäßig leicht bearbeiten. Erst durch Brennen des Grünlings 1 entsteht ein harter, mechanisch belastbarer Keramikkörper mit einem kristallinen Innenleiter 2 und einem den Innenleiter umgebenden Isolator 3. Prinzipiell kann auch nach dem Brennen eine Form gebende Bearbeitung oder Nachbearbeitung des Keramikkörpers erfolgen. - Bei dem in
Figur 1 dargestellten Ausführungsbeispiel besteht die elektrisch isolierende Keramik 3 überwiegend, d. h. zu mehr als 50 Gew.-%, aus Si3N4, insbesondere zu mehr als 90 Gew.-%, bevorzugt zumindestens 95 Gew.-% aus Si3N4. Dabei kann selbstverständlich auch reines Si3N4 verwendet werden. Es hat sich aber gezeigt, dass die keramischen Werkstoffeigenschaften durch Zusätze anderer Keramikmaterialien, insbesondere von Karbiden, Boriden und/oder anderen Nitriden, verbessert werden können. Die elektrisch leitende Keramik des Innenleiters besteht bei dem dargestellten Ausführungsbeispiel überwiegend aus MoSi2. Bevorzugt besteht der Innenleiter zu mehr als 90 Gew.-% aus MoSi2. Selbstverständlich kann auch reines MoSi2 verwendet werden, jedoch lassen sich auch die Werkstoffeigenschaften des Innenleiters durch Zusätze anderer Keramikmaterialen verbessern und/oder Kosten einsparen. - Für den Isolatorkörper 3 kann beispielsweise auch eine Keramik auf Basis von Al2O3 verwendet werden. In einem solchen Fall ist es für die Koextrusion günstig, für den Innenleiter ebenfalls eine Oxid-Keramik, insbesondere ebenfalls auf Basis von Al2O3, zu verwenden. Gut geeignet sind hierfür Komposite auf Basis von Al2O3TiN und/oder Al2O3-LaCrO3.
- Der in
Figur 1 dargestellte Grünling 1 wird in einem weiteren Arbeitsschritt, bevorzugt vor dem Brennen, durch Aufbohren des Innenleiters 2 an seinem vorderen Ende weiterbearbeitet. Die auf diese Weise geschaffene Bohrung 5 ist inFigur 1 kreuzweise schraffiert dargestellt. In diese Bohrung 5 wird später, bevorzugt nach dem Brennen, die inFigur 2 eingezeichnete Mittelelektrode 10 eingesetzt und an den Innenleiter 2 angeschlossen. Zum Anschließen des Innenleiters 2 an die Mittelelektrode 10 ist insbesondere eine Lotverbindung geeignet. - In entsprechender Weise wird der Innenleiter 2 auch an seinem hinteren Ende aufgebohrt. Die auf diese Weise erzeugte Bohrung 6 ist in
Figur 1 ebenfalls kreuzweise schraffiert dargestellt. In die Bohrung 6 wird ein inFigur 2 eingezeichneter Zündstift 11 eingesetzt und an den Innenleiter 2 angeschlossen. - In
Figur 2 ist ein Ausführungsbeispiel einer Zündkerze dargestellt, die unter Verwendung des inFigur 1 dargestellten Halbzeugs hergestellt wurde. Die Zündkerze hat mindestens eine Außenelektrode 12, eine mit der Außenelektrode 12 zum Erzeugen eines Zündfunkens zusammenwirkende Mittelelektrode 10, einen an die Mittelelektrode 10 angeschlossenen Innenleiter 2 und einen den Innenleiter 2 umgebenden Isolator 3. Der Isolator 3 hat einen Bund 4, den ein metallischer Zündkerzenkörper 13 umgibt. Der Zündkerzenkörper 13 trägt ein Außengewinde 14 zum Einschrauben in eine passende Motoröffnung. Die guten mechanischen Eigenschaften der dargestellten Zündkerze ermöglichen eine kleine und kompakte Baugröße, so dass für das Außengewinde auch relativ kleine Gewindegrößen, beispielsweise weniger als M12, gewählt werden können. - Die Mittelelektrode 10 ist mittels einer Lötverbindung 15 mit dem sie umschließenden Isolator 3 verbunden. Auf diese Weise kann eine hervorragende Abdichtung zwischen der Mittelelektrode 10 und dem Isolator 3 erreicht werden, die ein Einsickern von Gasen aus dem Verbrennungsraum eines Motors entlang der Mittelelektrode 10 und dem Innenleiter 2 erschwert. Die dargestellte Zündkerze wird über einen Zündstift 11, der in die in
Figur 1 dargestellte Bohrung 6 hineinragt und den Innenleiter 2 kontaktiert, an eine Versorgungsleitung angeschlossen, welche die Zündspannung liefert. Der Zündstift 11 ist durch eine Lötverbindung 16 mit dem Keramikkörper 3 verbunden. - Um einem Austreten von Verbrennungsgasen aus dem Motorraum zusätzlich entgegen zu wirken, ist bei dem in
Figur 2 dargestellten Ausführungsbeispiel der Isolator 3 durch eine Lötverbindung 17 gasdicht mit der ihn umschließenden metallischen Zündkerzenkörper 13 verbunden. Diese Maßnahme zur verbesserten Abdichtung hat selbstständige Bedeutung und kann insbesondere auch bei einer Zündkerze mit einem herkömmlichen, nicht keramischen Innenleiter eingesetzt werden. - Eine verbesserte Abdichtung zwischen dem Isolator 3 und dem ihn umgebenden Zündkerzenkörper 13 kann im übrigen auch durch Warmschrumpfen erreicht werden. Hierfür wird der Isolator 3 in einen erhitzten Zündkerzenkörper 13 eingebracht. Beim Abkühlen des Zündkerzenkörpers 13 schrumpft dieser und legt sich gasdicht an den Isolator 3 an.
- Eine verbesserte Abdichtung zwischen Isolator 3 und dem ihn umgebenden Zündkerzenkörper (13) kann auch bei einem Aufbau der Zündkerze gemäß dem Stand der Technik über einen Innendichtring vorgenommen werden, der durch Warmschrumpfen des Körpers in Längsrichtung gasdicht vorgespannt wird.
-
- 1.
- Grünling
- 2.
- Innenleiter / Keramikmaterial
- 3.
- Isolator / Keramikmaterial
- 4.
- Bund
- 5.
- Bohrung
- 6.
- Bohrung
- 7.
- ---
- 8.
- ---
- 9.
- ---
- 10.
- Mittelelektrode
- 11.
- Zündstift
- 12.
- Außenelektrode / Masseelektrode
- 13.
- Zündkerzenkörper
- 14.
- Außengewinde
- 15.
- Lotverbindung
- 16.
- Lotverbindung
- 17.
- Lotverbindung
Claims (13)
- Zündkerze mit einer Außenelektrode/Masseelektrode (12), einer Mittelelektrode (10), einem an die Mittelelektrode (10) angeschlossenen Innenleiter (2) und Zündstift (11) und einem den Innenleiter (2) umgebenden Isolator (3), dadurch gekennzeichnet, dass der Isolator (3) zusammen mit dem Innenleiter (2) durch Koextrusion gefertigt ist.
- Zündkerze nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Innenleiter (2) aus einer elektrisch leitenden Keramik gefertigt ist.
- Zündkerze nach Anspruch 2, dadurch gekennzeichnet, dass die elektrisch leitende Keramik des Innenleiters (2) aus einem oder mehreren Siliciden, Karbiden, Nitriden und/oder Boriden besteht.
- Zündkerze nach Anspruch 2, dadurch gekennzeichnet, dass die elektrisch leitende Keramik des Innenleiters (2) überwiegend aus MoSi2 besteht.
- Zündkerze nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Isolator aus einer Nichtoxidkeramik auf der Basis von einem oder mehreren Karbiden, Nitriden und/oder Boriden der Metalle Si, Al, und/oder Ti besteht.
- Zündkerze nach Anspruch 5, dadurch gekennzeichnet, dass der Isolator (3) überwiegend aus Si3N4 besteht.
- Zündkerze nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die elektrisch leitende Keramik des Innenleiters (3) überwiegend aus Kompositen auf der Basis Al2O3/TiN und/oder Al2O3-LaCrO3 besteht.
- Verfahren zur Herstellung einer Zündkerze mit einer Außenelektrode (12), einer Mittelelektrode (10), einem an die Mittelelektrode (10) angeschlossenen Innenleiter (2) und einem den Innenleiter (2) umgebenden Isolator (3), dadurch gekennzeichnet, dass der Innenleiter (2) und ein den Innenleiter (2) umgebende Isolator (3) durch Koextrusion hergestellt werden.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass durch Koextrusion zunächst ein Grünling (1) hergestellt wird, der außen ein erstes Material zur Ausbildung des Isolators (3) und innen ein weiteres Material zur Ausbildung des Innenleiters (2) aufweist, und der Grünling später gebrannt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass der Grünling (1) vor dem Brennen formgebend zur Ausbildung eines Bundes (4) des Isolators (3) bearbeitet wird.
- Verfahren nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass der Innenleiter (2) an seinem vorderen Ende aufgebohrt und eine Mittelelektrode (10) in die Bohrung (5) eingesetzt wird.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass der Innenleiter vor dem Brennen aufgebohrt wird.
- Verfahren nach einem der Ansprüche 8 bis 12, dadurch gekennzeichnet, dass der Isolator (3) mittels Warmschrumpfen gasdicht mit einem ihn umgebenden Zündkerzenkörper (13) verbunden wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007027319A DE102007027319A1 (de) | 2007-06-14 | 2007-06-14 | Zündkerze und Verfahren zur Herstellung einer Zündkerze |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2003753A1 EP2003753A1 (de) | 2008-12-17 |
| EP2003753B1 true EP2003753B1 (de) | 2011-05-04 |
Family
ID=39638925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08010005A Not-in-force EP2003753B1 (de) | 2007-06-14 | 2008-05-31 | Zündkerze und Verfahren zur Herstellung einer Zündkerze |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7980908B2 (de) |
| EP (1) | EP2003753B1 (de) |
| AT (1) | ATE508507T1 (de) |
| DE (2) | DE102007027319A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010011739B4 (de) * | 2010-03-17 | 2014-12-18 | Federal-Mogul Ignition Gmbh | Zündkerze und Verfahren zur Herstellung einer Zündkerze |
| DE102010022334B3 (de) * | 2010-06-01 | 2011-12-01 | Borgwarner Beru Systems Gmbh | HF-Zündeinrichtung |
| DE102011081746A1 (de) * | 2011-08-29 | 2013-02-28 | Telsonic Holding Ag | Vorrichtung und Sonotrode für die Prozesstechnik |
| CN104412471B (zh) | 2012-05-07 | 2016-08-17 | 费德罗-莫格尔点火公司 | 点火器以及制造点火器的方法 |
| US9698573B2 (en) | 2012-11-21 | 2017-07-04 | Federal-Mogul Ignition Company | Extruded insulator for spark plug and method of making the same |
| CN112996593B (zh) * | 2018-10-02 | 2023-04-18 | 哈佛学院院长及董事 | 陶瓷间接蒸发冷却系统的疏水性阻挡层 |
| DE102019203913A1 (de) * | 2019-03-21 | 2020-09-24 | Robert Bosch Gmbh | Zündkerzengehäuse, Zündkerze und Verfahren zur Herstellung einer Zündkerze |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB505085A (en) * | 1937-10-28 | 1939-04-28 | John Gabler | Improvements in or relating to sparking plugs |
| GB714810A (en) * | 1951-09-18 | 1954-09-01 | Gen Motors Corp | Method of and apparatus for shaping ceramic articles before final firing |
| GB717555A (en) * | 1952-08-07 | 1954-10-27 | Arthur Abbey | Improvements in or relating to shaped silicon nitride bodies and their manufacture |
| DE1289360B (de) | 1966-01-31 | 1969-02-13 | Magneti Marelli Spa | Zuendkerze fuer Brennkraftmaschinen und Verfahren zu ihrer Herstellung |
| JPS5657282A (en) * | 1979-10-13 | 1981-05-19 | Ngk Spark Plug Co | Ignition plug |
| US4400643A (en) * | 1979-11-20 | 1983-08-23 | Ngk Spark Plug Co., Ltd. | Wide thermal range spark plug |
| DE3212770A1 (de) * | 1982-04-06 | 1983-10-06 | Bosch Gmbh Robert | Verfahren zum spaltfreien einbau von mittelelektroden in isolierkoerper von zuendkerzen fuer brennkraftmaschinen |
| DE3217951A1 (de) * | 1982-05-13 | 1983-11-17 | Robert Bosch Gmbh, 7000 Stuttgart | Zuendkerze fuer brennkraftmaschinen |
| JPS61230281A (ja) * | 1985-04-04 | 1986-10-14 | 株式会社デンソー | 点火プラグ |
| US5053092A (en) * | 1988-03-21 | 1991-10-01 | Corning Incorporated | Method for producing a sinterable extruded laminated article |
| JPH06101365B2 (ja) * | 1988-06-21 | 1994-12-12 | 日本特殊陶業株式会社 | 内燃機関用スパークプラグの製造方法 |
| EP0360426B1 (de) * | 1988-08-25 | 1993-03-31 | Ngk Spark Plug Co., Ltd | Verfahren zum Formen keramischer Isolatoren für die Verwendung in Zündkerzen |
| US6407487B1 (en) * | 1998-02-27 | 2002-06-18 | Ngk Spark Plug Co., Ltd. | Spark plug, alumina insulator for spark plug, and method of manufacturing the same |
| DE10047499A1 (de) * | 2000-09-26 | 2002-04-11 | Bosch Gmbh Robert | Zündkerze mit angeschweißter bzw. angelöteter Mittelelektrode und Herstellungsverfahren |
| US20080036241A1 (en) * | 2001-02-15 | 2008-02-14 | Integral Technologies, Inc. | Vehicle body, chassis, and braking systems manufactured from conductive loaded resin-based materials |
| DE10353972B4 (de) * | 2003-11-19 | 2006-03-16 | Beru Ag | Verfahren zum Herstellen von keramischen Glühkerzen |
| WO2005117220A2 (en) * | 2004-05-25 | 2005-12-08 | Integral Technologies, Inc. | Low cost spark plug manufactured from conductive loaded resin-based materials |
| US7388323B2 (en) * | 2004-10-12 | 2008-06-17 | Ngk Spark Plug Co., Ltd. | Spark plug |
| JP4293121B2 (ja) * | 2004-11-29 | 2009-07-08 | 株式会社デンソー | 内燃機関用のスパークプラグ |
| JP4658871B2 (ja) * | 2005-09-01 | 2011-03-23 | 日本特殊陶業株式会社 | スパークプラグ |
| JP4690230B2 (ja) * | 2006-03-16 | 2011-06-01 | 日本特殊陶業株式会社 | 内燃機関用スパークプラグ及びその製造方法 |
-
2007
- 2007-06-14 DE DE102007027319A patent/DE102007027319A1/de not_active Withdrawn
-
2008
- 2008-05-31 EP EP08010005A patent/EP2003753B1/de not_active Not-in-force
- 2008-05-31 DE DE502008003400T patent/DE502008003400D1/de active Active
- 2008-05-31 AT AT08010005T patent/ATE508507T1/de active
- 2008-06-12 US US12/138,343 patent/US7980908B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US7980908B2 (en) | 2011-07-19 |
| DE502008003400D1 (de) | 2011-06-16 |
| US20080309214A1 (en) | 2008-12-18 |
| EP2003753A1 (de) | 2008-12-17 |
| ATE508507T1 (de) | 2011-05-15 |
| DE102007027319A1 (de) | 2008-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2003753B1 (de) | Zündkerze und Verfahren zur Herstellung einer Zündkerze | |
| DE60003342T2 (de) | Zündkerze | |
| DE60100323T2 (de) | Zündkerze für Verbrennungsmotoren und ihr Herstellungsverfahren | |
| DE102018101512B4 (de) | Verfahren zum Herstellen einer Elektrodenanordnung, Elektrodenanordnung und Zündkerze | |
| EP1533571B1 (de) | Verfahren zum Herstellen von keramischen Glühkerzen | |
| DE112017007278B4 (de) | Zündkerze | |
| DE19857958A1 (de) | Verfahren zur Herstellung eines Stiftheizer | |
| DE3837128A1 (de) | Gluehkerze fuer dieselmotoren | |
| DE69033451T2 (de) | Zündkerze | |
| DE102004055218A1 (de) | Glühkerze und Verfahren zu ihrer Herstellung | |
| DE3320557C2 (de) | Verfahren zur Herstellung der Kühlwand einer Raketenbrennkammer und Verwendung derselben | |
| DE102007037736B4 (de) | Dorn oder Dornstange für ein Rohrherstellungsverfahren und Verwendung solch eines Dorns oder solch einer Dornstange | |
| DE102010011739B4 (de) | Zündkerze und Verfahren zur Herstellung einer Zündkerze | |
| DE4335697C2 (de) | Verfahren zur Herstellung einer hochvakuumdichten, aber spannungsarmen Fügestelle | |
| DE69706149T2 (de) | Monolithische Sonde/Rohr für Glühkerze | |
| DE10210421B4 (de) | Elektrodenelement für Plasmabrenner sowie Verfahren zur Herstellung | |
| DE10353973B4 (de) | Verfahren zum Herstellen eines keramischen Glühstiftes für eine keramische Glühkerze | |
| EP1279896B1 (de) | Glühkerzen und Verfahren zu deren Herstellung | |
| DE602004012002T2 (de) | Herstellungsverfahren eines metallischen Gehäuses für eine Zündkerze, Herstellungsverfahren einer Zündkerze mit einem metallischen Gehäuse und Zündkerze hiermit hergestellt | |
| WO2000079185A1 (de) | Elektrisch beheizbare glühkerze oder glühstab für verbrennungsmotoren | |
| DE4217995C2 (de) | Schmelzschweißkontaktdüse | |
| DE19956019C2 (de) | Glühkerze mit einer keramischen Heizvorrichtung und Verfahren zur Herstellung dieser Glühkerze | |
| DE102021128646B3 (de) | Verfahren zur Herstellung einer mineralisolierten Buchse | |
| DE10248045B4 (de) | Glühkerze | |
| DE102013210436B4 (de) | Verfahren zum Herstellen einer Elektrode für eine Zündkerze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090423 |
|
| 17Q | First examination report despatched |
Effective date: 20090616 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BORGWARNER BERU SYSTEMS GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008003400 Country of ref document: DE Date of ref document: 20110616 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008003400 Country of ref document: DE Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110804 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110905 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| BERE | Be: lapsed |
Owner name: BORGWARNER BERU SYSTEMS G.M.B.H. Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110904 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110805 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| 26N | No opposition filed |
Effective date: 20120207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111123 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008003400 Country of ref document: DE Effective date: 20120207 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008003400 Country of ref document: DE Representative=s name: TWELMEIER MOMMER & PARTNER PATENT- UND RECHTSA, DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502008003400 Country of ref document: DE Owner name: FEDERAL-MOGUL IGNITION GMBH, DE Free format text: FORMER OWNER: BORGWARNER BERU SYSTEMS GMBH, 71636 LUDWIGSBURG, DE Effective date: 20130109 Ref country code: DE Ref legal event code: R082 Ref document number: 502008003400 Country of ref document: DE Representative=s name: TWELMEIER MOMMER & PARTNER PATENT- UND RECHTSA, DE Effective date: 20130109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110804 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008003400 Country of ref document: DE Representative=s name: TWELMEIER MOMMER & PARTNER PATENT- UND RECHTSA, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008003400 Country of ref document: DE Representative=s name: TWELMEIER MOMMER & PARTNER PATENT- UND RECHTSA, DE Effective date: 20130702 Ref country code: DE Ref legal event code: R081 Ref document number: 502008003400 Country of ref document: DE Owner name: FEDERAL-MOGUL IGNITION GMBH, DE Free format text: FORMER OWNER: FEDERAL-MOGUL IGNITION GMBH, 65201 WIESBADEN, DE Effective date: 20130702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130930 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 508507 Country of ref document: AT Kind code of ref document: T Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008003400 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008003400 Country of ref document: DE Effective date: 20141202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141202 |