EP1764173A2 - Dispositif pour mouler de la poudre par pression - Google Patents
Dispositif pour mouler de la poudre par pression Download PDFInfo
- Publication number
- EP1764173A2 EP1764173A2 EP06013880A EP06013880A EP1764173A2 EP 1764173 A2 EP1764173 A2 EP 1764173A2 EP 06013880 A EP06013880 A EP 06013880A EP 06013880 A EP06013880 A EP 06013880A EP 1764173 A2 EP1764173 A2 EP 1764173A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- piston
- cylinder
- guide means
- central axis
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000843 powder Substances 0.000 title claims abstract description 17
- 238000000465 moulding Methods 0.000 title abstract description 10
- 239000002184 metal Substances 0.000 claims abstract description 6
- 239000000463 material Substances 0.000 claims description 7
- 230000009969 flowable effect Effects 0.000 claims description 2
- 239000007788 liquid Substances 0.000 abstract 1
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/04—Frames; Guides
- B30B15/041—Guides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/1423—Component parts; Constructional details
- F15B15/1471—Guiding means other than in the end cap
Definitions
- the invention relates to a device for producing a molded part from powder, in particular from metal powder, from a powdery, doughy material, from a powder containing flowable material or from pre-pressed material having a tool on which in the manufacture of the molding a pressing force is exerted by a pressing device, wherein the tool for producing a desired molding contour has at least one piston-cylinder system with a central axis, which has a piston movable hydraulically relative to a cylinder in a travel direction.
- a generic device is from the US 5,498,147 known. There, a tool is described which has a plurality of concentric piston-cylinder units inserted into each other. To guide the entire tool in the machine, laterally arranged guide columns are provided, which pass through a cover plate of the tool.
- Devices of this type are used to produce molded parts of metal powder by pressing and subsequent sintering.
- stamp-like tools are used for the pressing of powdery material, which compress the powder introduced into a die by an axial pressing movement.
- At least one press die is inserted, which penetrates into the die.
- the die has a cavity which opens to the punch side is.
- the die opening is closed - except for a slight play - by the stamp.
- the stamp builds up by its penetration into the Matrizenhohlraum necessary for compression pressure.
- a plurality of punches are used, which can move in an axial direction.
- the punches can dive into an axially closed on one side mold or come in an axially open in both directions die from both axial directions. Occasionally, through mandrel rods are used, but primarily have no compression function, but a positive displacement function.
- the punches can also dip laterally into the die to create undercuts or other geometric shapes. To demould the molded part, these radially dipping punch are withdrawn so far that the demolding is not hindered.
- piston-cylinder systems For positioning of the individual stamps, these are connected to piston-cylinder systems or they are part of these systems. In this case, a number of pistons are arranged concentrically with each other. During pressing, they are moved in accordance with the contour of the molded part to be generated by a defined displacement relative to its cylinder.
- the individual piston-like stamps are guided in their cylinders characterized in that the piston rests with its radially outwardly facing cylindrical surface in the corresponding bore of the cylinder. It has been found, especially in the production of asymmetrical moldings, that tilting moments, the axis of which are perpendicular to the central axis of the tool, can cause problems. The existing leadership of the pistons in their cylinders is then no longer sufficient for a high-quality production. In addition, there may be problems when the rotationally symmetrical pistons in the cylinders uncontrolled around the Central axis can rotate. The known structural elements are then no longer sufficient to ensure a sufficiently accurate guidance of the pistons in their cylinders.
- the invention is therefore the object of a device of the type mentioned in such a way that the disadvantages mentioned are avoided. It should thus be ensured that even with off-center forces sufficient guidance of the piston is maintained in their cylinders and that a rotation of the piston to its cylinder about the central axis is not possible.
- This solution to this problem by the invention is characterized by a guide means, which guides at least one of the pistons relative to one of the cylinders in the direction of travel of the piston-cylinder system, wherein the guide means extends in the travel direction along an axis which is spaced from the central axis wherein the tool is designed as a replaceable adapter in the pressing device.
- the invention thus provides previously unknown in the prior art guide means which are at least partially at a distance from the central axis.
- the guide means is preferably suitable for receiving a tilting moment between the cylinder and the piston, wherein the tilting moment acts perpendicular to the central axis. Especially when asymmetric moldings have to be pressed and consequently there is no necessarily a symmetrical force distribution, the guide means ensure that no relative tilting between the piston and the cylinder can occur.
- the guide means comprises at least one rod which is fixedly arranged on the piston or on the cylinder is and which is guided in a guide (socket) in the cylinder or in the piston. It is particularly provided that a plurality of rods are arranged on the piston or on the cylinder; Advantageously, four rods are used, which are arranged on the piston or on the cylinder. These four rods can be arranged symmetrically to two mutually perpendicular planes.
- the rod may be attached to a support member fixed to the piston or cylinder.
- a number of piston-cylinder systems are arranged along the central axis.
- the pistons may be arranged concentrically with each other and at least two pistons may be adjacent to one another on facing lateral surfaces.
- the guide means can also guide a plurality of pistons and / or cylinders relative to one another.
- the individual pistons of the tool are guided improved in an advantageous manner, which is particularly their parallelism.
- the directional stability of the pistons is also improved.
- the guide rods are quick and easy to assemble and disassemble, as well as the sockets on the respective piston.
- the overall quality of the molded part is improved because the tool is provided with precisely working parts.
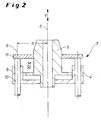
- a device 1 for producing a molded part is shown, with the metal powder 12 can be pressed into a molded part.
- the invention is not only suitable for the processing of powder. Frequently, an already preformed compact is re-pressed in a further step, especially in the final pressing at higher pressures.
- the device 1 consists essentially of a tool 2, which can be used in a pressing device 3.
- the pressing device 3 has a machine frame 13 with an upper cross member 14 and a lower cross member 15.
- an upper piston 16 is arranged in a cylinder, with which a pressing force can be applied downward.
- the lower cross member 15 carries a lower piston 17, with which a pressing force can be generated upwards.
- the tool 2 has a die 18, which receives the powder 12.
- a number of stamp pistons 5 arranged concentrically with one another are provided, which are arranged in respective cylinders 4 and can be moved or controlled relative to them.
- a piston-cylinder system Depending on a piston 5 forms together with this receiving cylinder 4, a piston-cylinder system, as it is already known as such. All pistons 5 and cylinders 4 are arranged concentrically around a central axis 6 in the exemplary embodiment.
- actuating the respective piston-cylinder systems 4, 5 By actuating the respective piston-cylinder systems 4, 5, a movement in the direction of travel V (corresponds to the present case the vertical direction) can be accomplished. Only mentioned in passing were stamp 19 and 20, which are actuated by the upper piston 16, and a filler 21 for the feed of the die 18 with powder 12th
- a guide means 7 which prevents tilting and excludes twisting.
- a plate-shaped support member 11 is fixed to the piston 5, to which in turn four rods 9 are fixedly arranged with a circular cross-section.
- the rods 9 are arranged displaceably in guides 10 in the cylinder 4 in the direction of travel V.
- the guides can be designed as tightly tolerated sliding bushes, which ensure that during the displacement of the piston 5 relative to the cylinder 4 in the direction of travel V, a high degree of parallelism of both elements 4, 5 is maintained.
- tilting moments M which act perpendicular to the direction of travel V, should have no influence on the parallelism between piston 5 and cylinder 4.
- the rods 9 are positioned so that their axis 8 is at a (radial) distance a from the central axis 6.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- General Engineering & Computer Science (AREA)
- Powder Metallurgy (AREA)
- Press Drives And Press Lines (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Glass Compositions (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005044759A DE102005044759B4 (de) | 2005-09-20 | 2005-09-20 | Vorrichtung zum Herstellen eines Formteils |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1764173A2 true EP1764173A2 (fr) | 2007-03-21 |
| EP1764173A3 EP1764173A3 (fr) | 2008-07-02 |
| EP1764173B1 EP1764173B1 (fr) | 2010-09-22 |
Family
ID=37672200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06013880A Active EP1764173B1 (fr) | 2005-09-20 | 2006-07-04 | Dispositif pour mouler de la poudre par pression |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070062248A1 (fr) |
| EP (1) | EP1764173B1 (fr) |
| JP (1) | JP2007083308A (fr) |
| AT (1) | ATE482041T1 (fr) |
| DE (2) | DE102005044759B4 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016124497A1 (fr) * | 2015-02-02 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Presse à poudre avec poinçon inférieur de forme conique, procédé pour faire fonctionner une presse à poudre, poinçon inférieur d'une presse à poudre et produit-programme informatique pour déplacer le poinçon inférieur d'une presse à poudre |
| WO2016124498A1 (fr) * | 2015-02-02 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Composants à forme optimisée d'outils pour la métallurgie des poudres, réalisés à l'aide de la technologie d'assemblage |
| WO2016124511A1 (fr) * | 2015-02-04 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Presse à poudre présentant une infrastructure conique |
| CN108637244A (zh) * | 2018-04-12 | 2018-10-12 | 海宁金瑞金属制品有限公司 | 粉末冶金的成型模具 |
| EP3530448A1 (fr) * | 2018-02-26 | 2019-08-28 | Osterwalder AG | Dispositif de presse pour une presse à poudre et un système de changement d'outil |
| NL2028552B1 (en) * | 2021-06-25 | 2023-01-02 | Boschman Tech Bv | Component Processing Apparatus and Method Allowing to Selectively Apply Force to a Component Processed |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014003726A1 (de) * | 2014-03-18 | 2015-09-24 | Gkn Sinter Metals Engineering Gmbh | Presse zum Herstellen maßhaltiger Grünlinge und Verfahren zum Herstellen |
| DE102017114455B3 (de) * | 2017-06-29 | 2018-10-31 | Gkn Sinter Metals Engineering Gmbh | Ebenenplatte eines Pressenwerkzeugs |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5498147A (en) | 1990-08-10 | 1996-03-12 | Yoshizuka Seiki Co., Ltd. | Powder molding press |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2499980A (en) * | 1944-01-07 | 1950-03-07 | Stokes Machine Co | Press for molding annular stepped articles |
| DE3142126A1 (de) * | 1981-10-23 | 1983-05-11 | Dorst-Keramikmaschinen-Bau Otto Dorst U. Dipl.-Ing. Walter Schlegel, 8113 Kochel | "presse zum herstellen masshaltiger presslinge aus pulverfoermigem material" |
| DE3909757A1 (de) * | 1989-03-23 | 1990-09-27 | Dorst Masch & Anlagen | Presse mit einem in die presse einsetzbaren werkzeuggestell |
| DE9203546U1 (fr) * | 1992-03-17 | 1993-07-22 | Komage - Gellner & Co. Maschinenfabrik Kg, 54427 Kell, De | |
| JPH0818158B2 (ja) * | 1993-06-29 | 1996-02-28 | 株式会社ヨシツカ精機 | 粉末成形プレス |
| JP2000015493A (ja) * | 1998-06-30 | 2000-01-18 | Aisin Seiki Co Ltd | 粉末成形機 |
| JP4714334B2 (ja) * | 2000-11-21 | 2011-06-29 | 株式会社ヨシツカ精機 | 粉末成形プレスのパンチ接続構造および接続方法 |
-
2005
- 2005-09-20 DE DE102005044759A patent/DE102005044759B4/de active Active
-
2006
- 2006-07-04 EP EP06013880A patent/EP1764173B1/fr active Active
- 2006-07-04 DE DE502006007915T patent/DE502006007915D1/de active Active
- 2006-07-04 AT AT06013880T patent/ATE482041T1/de active
- 2006-09-12 US US11/519,528 patent/US20070062248A1/en not_active Abandoned
- 2006-09-19 JP JP2006252813A patent/JP2007083308A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5498147A (en) | 1990-08-10 | 1996-03-12 | Yoshizuka Seiki Co., Ltd. | Powder molding press |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107427916B (zh) * | 2015-02-02 | 2020-09-29 | 吉凯恩粉末冶金工程有限公司 | 粉末压制机、其运行方法以及其计算机程序产品的存储介质 |
| WO2016124497A1 (fr) * | 2015-02-02 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Presse à poudre avec poinçon inférieur de forme conique, procédé pour faire fonctionner une presse à poudre, poinçon inférieur d'une presse à poudre et produit-programme informatique pour déplacer le poinçon inférieur d'une presse à poudre |
| CN107427916A (zh) * | 2015-02-02 | 2017-12-01 | 吉凯恩粉末冶金工程有限公司 | 带有锥式的下冲模的粉末压制机、用于运行粉末压制机的方法、以粉末压制机制造的压制品、粉末压制机的下冲模和用于使压制机的下冲模移动的计算机程序产品 |
| CN107428105A (zh) * | 2015-02-02 | 2017-12-01 | 吉凯恩粉末冶金工程有限公司 | 在使用连接技术下的形状优化的pm工具构件 |
| US20180015680A1 (en) * | 2015-02-02 | 2018-01-18 | Gkn Sinter Metals Engineering Gmbh | Shape-Optimized PM Tool Components Using Connection Technology |
| WO2016124498A1 (fr) * | 2015-02-02 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Composants à forme optimisée d'outils pour la métallurgie des poudres, réalisés à l'aide de la technologie d'assemblage |
| US11007744B2 (en) * | 2015-02-02 | 2021-05-18 | Gkn Sinter Metals Engineering Gmbh | Shape-optimized PM tool components using connection technology |
| WO2016124511A1 (fr) * | 2015-02-04 | 2016-08-11 | Gkn Sinter Metals Engineering Gmbh | Presse à poudre présentant une infrastructure conique |
| US11103924B2 (en) | 2015-02-04 | 2021-08-31 | Gkn Sinter Metals Engineering Gmbh | Powder press having a cone-shaped substructure |
| WO2019162510A1 (fr) * | 2018-02-26 | 2019-08-29 | Osterwalder Ag | Dispositif de pressage pour presse à poudre et système de changement d'outil |
| EP3530448A1 (fr) * | 2018-02-26 | 2019-08-28 | Osterwalder AG | Dispositif de presse pour une presse à poudre et un système de changement d'outil |
| CN111819072A (zh) * | 2018-02-26 | 2020-10-23 | 奥斯瓦尔德股份公司 | 用于粉末压机的压制设备以及工具更换系统 |
| CN108637244A (zh) * | 2018-04-12 | 2018-10-12 | 海宁金瑞金属制品有限公司 | 粉末冶金的成型模具 |
| NL2028552B1 (en) * | 2021-06-25 | 2023-01-02 | Boschman Tech Bv | Component Processing Apparatus and Method Allowing to Selectively Apply Force to a Component Processed |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070062248A1 (en) | 2007-03-22 |
| ATE482041T1 (de) | 2010-10-15 |
| EP1764173A3 (fr) | 2008-07-02 |
| EP1764173B1 (fr) | 2010-09-22 |
| DE102005044759B4 (de) | 2007-07-12 |
| DE502006007915D1 (de) | 2010-11-04 |
| JP2007083308A (ja) | 2007-04-05 |
| DE102005044759A1 (de) | 2007-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1764173B1 (fr) | Dispositif pour mouler de la poudre par pression | |
| EP2103423B1 (fr) | Presse à poudre destinée à la fabrication d'une pièce pressée en poudre de métal | |
| DE2604648C2 (de) | Rundlaufpresse | |
| DE3142126A1 (de) | "presse zum herstellen masshaltiger presslinge aus pulverfoermigem material" | |
| EP0679503B1 (fr) | Procédé pour fabriquer des pièces moulées à partir de matières pulvérulentes et presse correspondante | |
| DE3036533A1 (de) | Presse zur herstellung von formkoerpern aus pulver | |
| DE2801225A1 (de) | Presswerkzeug zum pressen eines pulverfoermigen materials in ein geformtes werkstueck | |
| EP3253567A1 (fr) | Presse à poudre présentant une infrastructure conique | |
| EP2441573B1 (fr) | Presse et procédé de fabrication d'un objet moulé en matériau poudreux | |
| EP2098317A1 (fr) | Procédé et dispositif de fabrication d'une pièce moulée en poudre de métal | |
| WO1986005425A1 (fr) | Dispositif de serrage rapide | |
| DE2224592C3 (de) | Doppelt wirkende hydraulische Pulverpresse mit einem einzigen Hydraulikzylinder | |
| EP4076881A1 (fr) | Dispositif pour la fabrication de blocs de béton | |
| DE2033106A1 (de) | Stauch oder Schmiedepresse | |
| DE69817482T2 (de) | Verfahren zum herstellen von keramischen fliesen , einschliesslich fliesen mit grossen abmessungen und vorrichtung zum durchführen des verfahrens | |
| DE102005027296B3 (de) | Vorrichtung zum Herstellen eines Formteils aus Pulver | |
| DE2906858C2 (de) | Formvorrichtung zur Erzeugung von Formteilen aus Glas, Keramik, Kunststoff u.dgl. | |
| DE102015103829A1 (de) | Vorrichtung zur Herstellung von Betonformteilen in einer Formmaschine | |
| DE102005027032B4 (de) | Vorrichtung zum Herstellen eines Formteils | |
| EP3075505B1 (fr) | Dispositif de fabrication d'éléments de formage en béton | |
| DE3304576A1 (de) | Verfahren und vorrichtung zum herstellen von tiefen kegeligen oder zylindrischen keramischen hohlkoerpern aus pulverfoermiger oder granulatartiger pressmasse durch isostatisches pressen | |
| DE469805C (de) | Herstellung von Gegenstaenden aus pulverigen oder bildsamen Stoffen durch Zusammenpressen | |
| EP0255719A1 (fr) | Dispositif et procédé pour fabriquer des pièces moulées creuses de forme conique ou cylindrique, en particulier tasses avec une anse | |
| DE976579C (de) | Presswerkzeug zum Herstellen von zu sinternden Presskoerpern aus Metallpulver | |
| DE102007037108B4 (de) | Antriebsanordnung für eine Lebensmittelteilvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081206 |
|
| 17Q | First examination report despatched |
Effective date: 20090206 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006007915 Country of ref document: DE Date of ref document: 20101104 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100922 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101223 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110124 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110102 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006007915 Country of ref document: DE Effective date: 20110623 |
|
| BERE | Be: lapsed |
Owner name: SMS MEER G.M.B.H. Effective date: 20110731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110704 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110801 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20100922 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100922 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006007915 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN PATENTANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006007915 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006007915 Country of ref document: DE Owner name: SMS GROUP GMBH, DE Free format text: FORMER OWNER: SMS MEER GMBH, 41069 MOENCHENGLADBACH, DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230801 Year of fee payment: 18 Ref country code: AT Payment date: 20230720 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230719 Year of fee payment: 18 |