EP3075505B1 - Dispositif de fabrication d'éléments de formage en béton - Google Patents
Dispositif de fabrication d'éléments de formage en béton Download PDFInfo
- Publication number
- EP3075505B1 EP3075505B1 EP16159424.7A EP16159424A EP3075505B1 EP 3075505 B1 EP3075505 B1 EP 3075505B1 EP 16159424 A EP16159424 A EP 16159424A EP 3075505 B1 EP3075505 B1 EP 3075505B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- intermediate plate
- plate
- bolt
- stamp
- openings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title description 8
- 238000000465 moulding Methods 0.000 claims description 23
- 239000008186 active pharmaceutical agent Substances 0.000 claims description 10
- 239000003795 chemical substances by application Substances 0.000 claims description 5
- 238000007639 printing Methods 0.000 description 18
- 238000000034 method Methods 0.000 description 8
- 239000004575 stone Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000003698 laser cutting Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000009420 retrofitting Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/24—Unitary mould structures with a plurality of moulding spaces, e.g. moulds divided into multiple moulding spaces by integratable partitions, mould part structures providing a number of moulding spaces in mutual co-operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/04—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form with one ram per mould
- B28B3/06—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form with one ram per mould with two or more ram and mould sets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0097—Press moulds; Press-mould and press-ram assemblies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/021—Ram heads of special form
Definitions
- the invention relates to a device for producing concrete moldings.
- Devices for the production of concrete moldings such.
- As paving stones are typically used for machining and contain a molding machine with a punch unit and a form of a molded mold base, in which the punch unit can intervene.
- the lower mold part usually one or more mold cavities are formed, which are open up and down.
- the mold base is placed with a lower boundary plane of a stone field on a horizontal surface, which closes the lower openings of the mold.
- the mold nests are filled with concrete amount, which is then pressed through arranged on the stamp unit printing plates in which the printing plates are sunk through the upper openings in the mold cavities.
- by shaking typically the pad a solidification of the concrete amount to form-stable concrete moldings. These are removed from the mold through the lower openings of the mold cavities.
- the stamp unit is connected to a typically hydraulically actuated vertical movement unit of the molding machine and by means of this vertically movable.
- the connection can be given in conventional construction via a Auflastü, which usually forms with the stamp unit a Formoberteil as uniformly manageable assembly.
- a uniform stone height is achieved even with different compression of the concrete amount.
- WO 2008/055504 A1 For example, there is shown a molding machine in which concrete from concrete from mold cavities can not reach the top of printing plates during compacting.
- a device according to the preamble of claim 1 between the plunger and pressure plate a plurality of support plates and a pin plate is introduced so that when retracting the pressure plate in a mold cavity always a part of the support plate protrudes beyond the Formnestoberkante.
- the printing plate assembly is provided for quick change.
- the pressure plate is over a screw connected to the stamp plate, wherein the screw is guided within a hollow cylinder.
- the hollow cylinder serves as a plunger.
- an apparatus for producing concrete moldings in a molding machine comprising a mold top having a pressure plate assembly having a plurality of pressure plates each facing an opening of a mold cavity, each of the pressure plates being bolted to an intermediate plate, the intermediate plate facing on the mold top Side is connected via at least one plunger with a stamp plate on the upper mold, characterized in that the intermediate plate is clamped to the stamp plate in which by a recording on the intermediate plate at least one bolt is guided, which releasably engages the stamp plate, wherein the plunger a Hollow body includes, which surrounds the bolt between the intermediate plate and the punch plate.
- a basic idea of the invention is to make the plunger as a hollow body, in whose inner a bolt is guided.
- the bolt is on the one hand releasably connected to the intermediate plate, for example via a screw.
- the bolt is guided by a receptacle in the intermediate plate, so that between the intermediate plate and the punch plate is a stress-generating mechanical connection, wherein the hollow body is provided for transmitting power between the punch plate and the intermediate plate.
- the receptacle is formed as a depression which has a step-shaped cross-section along a direction perpendicular to the surface of the intermediate plate.
- the step-shaped cross-section may in particular be provided to provide a possibility for fastening the bolt, so that the bolt can be supported against the intermediate plate in the axial direction from the side of the pressure plate.
- the step-shaped cross-section on the pressure plate facing side of the intermediate plate on a second inner dimension which is selected to be larger than the first inner dimension.
- the stepped cross-section is now continued in the direction of the pressure plate so that an expansion of the cross-section is carried out, which is characterized by a second inner dimension.
- a bolt head mounted on the bolt can be introduced in the region of the second inner dimension in the intermediate plate, which is arranged on the pressure plate facing side below the surface of the intermediate plate.
- the step-shaped cross-section is thus suitable for accommodating a screw head attached to the end of the bolt, which may be designed, for example, as a hexagon, slotted head or the like, such that the overlying pressure plate completely covers it and rests on the surface of the intermediate plate.
- a screw head at the end of the bolt provides an easy way to create the desired tension between the intermediate plate and the stamp plate.
- an engaging in an external thread of the bolt nut in the region of the second inner dimension in the intermediate plate, can be introduced, which is arranged on the pressure plate facing side below the surface of the intermediate plate.
- the bolt is not provided here with a screw head but can be provided for example as a threaded rod, in which in the region of the second inner dimension, a nut is brought into engagement. Also according to this procedure, a tension between the punch plate and intermediate plate is possible.
- the hollow body is designed as a hollow cylinder, the upper edge and the lower edge are aligned plane-parallel to each other in the axial direction.
- the side surfaces of the hollow cylinder are aligned plane-parallel to each other, and it may also be provided in the invention, the side surfaces on the upper edge or the lower edge only Align sections in parallel to each other, so that, for example, individual projections are formed, the gaps do not necessarily have to be formed in parallel.
- the bolt is formed with a circular cross-section.
- the bolt is provided with a circular cross-section.
- the bolt is provided in the region of its end facing the stamp plate with an external thread.
- a plurality of bolts and hollow bodies are provided for each intermediate plate.
- This procedure allows a stable attachment of the intermediate plate to the stamp plate, wherein the number of bolts and hollow body is selected according to the expected mechanical stress accordingly.
- it may be provided, for example, to carry out the intermediate plate with a substantially rectangular base, wherein two or more bolts and hollow bodies are arranged on the two longer sides.
- the intermediate plate comprises openings, via which a fastening element can be carried out in order to carry out a screw connection to the pressure plate.
- a fastener is performed by appropriate openings according to this procedure in order to make a screw.
- the fastening element may for example be designed as a threaded rod with associated mother.
- the intermediate plate is integrally formed.
- the intermediate plate is advantageously made together with the openings or the receptacles for the bolts in one piece, so that on the one hand manufacturing costs can be reduced, but on the other hand, a stable construction is achieved.
- the outer periphery of the intermediate plate together with inner surfaces of the receptacles and the openings forms a closed curve.
- the receptacles or the openings in the intermediate plate are not formed as isolated holes, but can be traveled along the outer circumference along a single closed curve.
- the receptacles and the openings in the intermediate plate are offset inwardly from the outer edge of the intermediate plate, wherein the receptacles and the openings in the direction of the outer edge facing recesses.
- the receptacles or openings provided in the form of boreholes may be formed directly on the outer edge of the intermediate plate, wherein it is also provided with the laser cutting method just described to form the corresponding holes for the receptacles and openings further away from the outer edge of the intermediate plate, in which from the outer edge to the openings or recordings corresponding recesses are formed.
- This makes it possible to increase the cross-sectional area of the hollow body, so that the pressure stamp formed over the hollow body and bolt has a high stability.
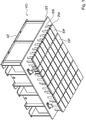
- a device VO is shown, which is suitable for the production of concrete moldings in a molding machine.
- the device VO has a replaceable arranged shape, which is not in Fig. 1 formed mold base and a mold top FB is formed.
- the mold base has in a usual way a mold cavity, which has a correspondingly selected number of openings, so that concrete moldings can be produced in the desired number or size with the device VO.
- the upper mold part FB has a plurality of printing plates DP, each printing plate DP corresponding to one of the openings.
- the printing plates DP are each connected via a plurality of printing stamps DS with a stamp plate ST.
- a loading device AE which can compress via the plunger DS a introduced into the openings of the mold cavity concrete amount as filling material accordingly.
- an intermediate plate ZW arranged on which the printing plates DP are releasably attached, so that if necessary, the corresponding printing plate is easily exchangeable.
- Fig. 2 is in a further perspective side view, the device VO again shown from a different angle, but now no longer as in Fig. 1 the device is shown from the bottom with the printing plates arranged there DP, but is looked at obliquely from above on the intermediate plates ZW.
- fastening elements BE are provided which are releasably screwed for example by means of a nut and a threaded rod which is guided through the intermediate plate ZW and is connected at its other end to the pressure plate DP.
- a plurality of fastening elements BE can be provided for a single pressure plate DP.
- the load element AE has on its top mounting rails BS, which together with other elements, which are not the subject of the present invention, allow a recording of the load element in a molding machine.
- the plunger DS are arranged, whose structure is described below with reference to Fig. 3 is explained in more detail.
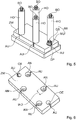
- Fig. 3 is shown in perspective side view, the attachment of the plunger DS on the intermediate plate ZW.
- the intermediate plate ZW is provided in the embodiment shown with four pressure stamps DS, which are each made up of a bolt BO and a bolt HO surrounding hollow body HO.
- the hollow bodies HO are designed in the example shown as a hollow cylinder, the inner diameter of the circular cross-section of the Bolzens BO is adapted so that the hollow body HO can be performed on the bolt BO.
- Fig. 4 is the in Fig. 3 embodiment shown again, with a hollow body HO removed for better explanation. It can be seen that on the bolt BO, the external thread AG does not necessarily have to be guided over the entire outside. Furthermore, the Fig. 4 it can be seen that the intermediate plate ZW on the side facing the plungers DS side has a receptacle AN, which is designed with a first inner dimension IA1, which is adapted to the outer dimension of the bolt BO, so that the bolt BO can be introduced through the receptacle AN in the intermediate plate ZW. As will be explained below, a support of the bolt BO in the receptacle AN can take place from the side facing the pressure plate DP.
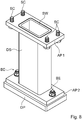
- Fig. 5 the device according to the invention is shown, in which the pressure plate DP is connected via the fastening device BE with the intermediate plate ZW.
- the protruding in the upper edge OK parts of the external thread AG of a bolt BO can engage in corresponding fasteners on the stamp plate ST, so that over the bolt BO a clamping of the intermediate plate ZW against the punch plate ST can be performed.
- the distance between the stamp plate ST and the intermediate plate ZW and consequently also to the pressure plate DP can be set via the hollow body HO, so that the device according to the invention can be converted without great effort both in the event of wear and when converting a molding machine.
- the attachment of the pressure plate DP via the fastening element BE which is formed in the example shown by a threaded rod GS and a nut MU.
- Fig. 6 is a view of the intermediate plate ZW of the pressure plate DP facing side shown. It can be seen that both the receptacles AN, which are provided for fastening the intermediate plate ZW to the bolts BO, and the opening OE, which serves to pass through the threaded rod GS, are each provided with recesses AU. Accordingly, the intermediate plate ZW is formed with an outer periphery, which forms a closed curve together with the inner surfaces of the receptacles AN and the openings OE. Thus, it is possible the in Fig. 6 to produce shown intermediate plate ZW with a single cutting line of a planar block.
- a correspondingly pre-machined metal body which has corresponding plane-parallel main surfaces and is provided by means of a laser cutting process in a single step with the corresponding recordings AN or the openings OE.
- the step-shaped cross section of the receptacle AN in the intermediate plate ZW is subsequently formed so that a second inner dimension IA2, which is greater than the first inner dimension IA1, is formed on the side of the intermediate plate ZW facing the pressure plate DP.
- a screw head or a nut can be introduced in the region of this stepped depression, with which the bolt BO is screwed to its external thread AG in order to clamp the intermediate plate ZW against the hollow body HO.
- Fig. 7 again shown a plunger according to the prior art.
- the plunger DS is usually introduced as a tubular connection between an upper mounting plate AP1 and a lower mounting plate AP2 in an opening provided there and permanently connected by means of a weld SW with the mounting plates AP1 and AP2.
- the upper mounting plate AP1 again has corresponding openings, via which screws SC can engage in the stamp plate ST.
- the screwing of the printing plates DP is analogous to the manner provided for in the invention via fasteners BE, as in Fig. 8 is shown.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Claims (12)
- Dispositif de fabrication de pièces moulées en béton dans une machine de moulage, comprenant une partie supérieure de moule (FB) comportant un agencement de plaques de pression doté de plusieurs plaques de pression (DP) orientées respectivement vers une ouverture d'une cavité de moule, chacune des plaques de pression (DP) étant vissée sur une plaque intermédiaire (ZW), la plaque intermédiaire (ZW) étant reliée sur le côté orienté vers la partie supérieure de moule (FB) par au moins un tampon de pression (DS) à une plaque de tamponnage (ST) de la partie supérieure de moule (FB), la plaque intermédiaire (ZW) étant serrée par la plaque de tamponnage (ST), dans laquelle au moins un boulon pouvant être vissé (BO) est guidé à travers un logement (AN) sur la plaque intermédiaire (ZW), lequel boulon vient en prise de manière amovible avec la plaque intermédiaire (ZW) et présente un corps creux (HO) entre la plaque intermédiaire (ZW) et la plaque de tamponnage (ST), lequel corps creux enveloppe le boulon (BO), caractérisé en ce que la plaque intermédiaire (ZW) comprend des ouvertures (OE) et la circonférence extérieure de la plaque intermédiaire (ZW) conjointement avec les surfaces intérieures des logements (AN) et les ouvertures (OE) forment une courbe fermée dans la plaque intermédiaire (ZW) et les logements (AN) et les ouvertures (OE) de la plaque intermédiaire sont décalés vers l'intérieur à partir du bord extérieur de la plaque intermédiaire (ZW), les logements (AN) et les ouvertures (OE) présentant des évidements (AU) orientés dans la direction du bord extérieur.
- Dispositif selon la revendication 1, dans lequel le logement (AN) est formé comme une creusure présentant une section transversale étagée dans une direction perpendiculaire à la surface de la plaque intermédiaire (ZW).
- Dispositif selon la revendication 2, dans lequel la section transversale étagée du côté de la plaque intermédiaire (ZW) orienté vers la plaque taponnage (ST) présente une première dimension intérieure (IA1) qui correspond à une dimension extérieure du boulon (BO).
- Dispositif selon la revendication 3, dans lequel la section transversale étagée du côté de la plaque intermédiaire (ZW) orienté vers la plaque de pression (DP) présente une seconde dimension intérieure (IA2) qui est choisie pour être supérieure à la première dimension intérieure (IA1).
- Dispositif selon la revendication 4, dans lequel, dans la zone de la seconde dimension intérieure (IA2), une tête de vis, qui est fixée au boulon (BO) et disposée sur le côté orienté vers la plaque de pression (DP) sous la surface de la plaque intermédiaire (ZW), peut être insérée dans la plaque intermédiaire (ZW).
- Dispositif selon la revendication 4, dans lequel, dans la zone de la seconde dimension intérieure (IA2), un écrou, venant en prise dans un filetage extérieur du boulon (BO) et disposé sur le côté orienté vers la plaque de pression (DP) sous la surface de la plaque intermédiaire (ZW), peut être insérée dans la plaque intermédiaire (ZW).
- Dispositif selon l'une des revendications 1 à 6, dans lequel le corps creux (HO) est réalisé comme un cylindre creux dont le bord supérieur et le bord inférieur sont alignés entre eux en plan parallèle dans la direction axiale.
- Dispositif selon l'une des revendications 1 à 7, dans lequel le boulon (BO) est pourvu d'une section transversale circulaire.
- Dispositif selon la revendication 8, dans lequel le boulon (BO) est pourvu d'un filetage extérieur (AG) dans la zone de son extrémité orientée vers la plaque de tamponnage (ST).
- Dispositif selon l'une des revendications 1 à 9, dans lequel une pluralité de boulons (BO) et de corps creux (HO) sont prévus pour chaque plaque intermédiaire (ZW).
- Dispositif selon l'une des revendications 1 à 10, dans lequel un élément de fixation (BE) peut être guidé à travers les ouvertures (OE) de la plaque intermédiaire (ZW) pour réaliser un vissage sur la plaque de pression (DP).
- Dispositif selon l'une des revendications 1 à 11, dans lequel la plaque intermédiaire (ZW) est formée en une seule pièce.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201630383T SI3075505T1 (sl) | 2015-03-16 | 2016-03-09 | Naprava za izdelavo betonskih oblikovnih delov |
| PL16159424T PL3075505T3 (pl) | 2015-03-16 | 2016-03-09 | Urządzenie do wytwarzania elementów kształtowych z betonu |
| HRP20191684 HRP20191684T1 (hr) | 2015-03-16 | 2019-09-17 | Uređaj za proizvodnju kalupa za beton |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015103828.5A DE102015103828A1 (de) | 2015-03-16 | 2015-03-16 | Vorrichtung zur Herstellung von Betonformteilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3075505A1 EP3075505A1 (fr) | 2016-10-05 |
| EP3075505B1 true EP3075505B1 (fr) | 2019-07-17 |
Family
ID=55532160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16159424.7A Active EP3075505B1 (fr) | 2015-03-16 | 2016-03-09 | Dispositif de fabrication d'éléments de formage en béton |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9855676B2 (fr) |
| EP (1) | EP3075505B1 (fr) |
| CA (1) | CA2923877C (fr) |
| DE (1) | DE102015103828A1 (fr) |
| DK (1) | DK3075505T3 (fr) |
| ES (1) | ES2744923T3 (fr) |
| HR (1) | HRP20191684T1 (fr) |
| HU (1) | HUE045717T2 (fr) |
| PL (1) | PL3075505T3 (fr) |
| SI (1) | SI3075505T1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202016007003U1 (de) * | 2016-11-14 | 2016-11-23 | Rampf Formen Gmbh | Universell einsetzbares Stempelprofil |
| CN108481528A (zh) * | 2018-05-17 | 2018-09-04 | 欧阳炎 | 一种拼装式轨道板生产装置 |
| US20230382009A1 (en) * | 2022-05-30 | 2023-11-30 | Columbia Machine, Inc. | Interconnect support plunger for concrete block forming shoe |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2479350A (en) | 1947-10-03 | 1949-08-16 | Jr John C Haggart | Apparatus for molding reflector devices |
| FR2413958A1 (fr) * | 1978-01-06 | 1979-08-03 | Thieffry Luc | Procede et installation pour le moulage et la pose mecanique ou semi-mecanique de paves ou dalles modules, en beton ou autre materiau |
| DE3638207A1 (de) | 1986-11-08 | 1988-05-11 | Netter Gmbh | Verfahren zur herstellung von betonfomsteinen und vorrichtung zur durchfuehrung des verfahrens |
| US4941813A (en) | 1988-12-13 | 1990-07-17 | Grubb Jr Lloyd T | Mold guidance system for block making machinery |
| DE19924926C1 (de) | 1999-05-31 | 2000-04-13 | Hubaleck Gmbh U Co Kg | Steinformmaschine mit Steinform für Mauerwerksteine |
| DE10302693B3 (de) | 2003-01-24 | 2004-06-03 | Kobra Formen Gmbh | Auflastvorrichtung |
| DE102004004188A1 (de) | 2004-01-28 | 2005-10-06 | Manfred Lebherz | Beton-Formstein-Fertigungseinrichtung |
| WO2006015179A2 (fr) * | 2004-07-30 | 2006-02-09 | Rampf Molds Industries, Inc. | Appareil et procede pour l'utilisation d'un plongeur flexible |
| US7704435B2 (en) * | 2004-07-30 | 2010-04-27 | Rampf Molds Industries, Inc. | Apparatus and method for utilizing a universal plunger |
| DE102005048930B4 (de) | 2004-11-12 | 2021-04-01 | Rampf Formen Gmbh | Form zur Herstellung von Betonsteinen und Steinformmaschine mit Form |
| US7575700B2 (en) | 2005-03-01 | 2009-08-18 | Pampf Molds Industries, Inc. | Apparatus and method for a mold alignment system |
| WO2008055504A1 (fr) * | 2006-11-10 | 2008-05-15 | Kvm Industrimaskiner A/S | Système de moule de béton avec plaques de pression et parties de base réduisant l'usure du moule |
-
2015
- 2015-03-16 DE DE102015103828.5A patent/DE102015103828A1/de not_active Withdrawn
-
2016
- 2016-03-09 ES ES16159424T patent/ES2744923T3/es active Active
- 2016-03-09 SI SI201630383T patent/SI3075505T1/sl unknown
- 2016-03-09 EP EP16159424.7A patent/EP3075505B1/fr active Active
- 2016-03-09 PL PL16159424T patent/PL3075505T3/pl unknown
- 2016-03-09 DK DK16159424.7T patent/DK3075505T3/da active
- 2016-03-09 HU HUE16159424A patent/HUE045717T2/hu unknown
- 2016-03-15 US US15/070,205 patent/US9855676B2/en active Active
- 2016-03-15 CA CA2923877A patent/CA2923877C/fr active Active
-
2019
- 2019-09-17 HR HRP20191684 patent/HRP20191684T1/hr unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2923877C (fr) | 2018-05-29 |
| CA2923877A1 (fr) | 2016-09-16 |
| PL3075505T3 (pl) | 2020-03-31 |
| EP3075505A1 (fr) | 2016-10-05 |
| DE102015103828A1 (de) | 2016-09-22 |
| DK3075505T3 (da) | 2019-09-23 |
| US20160271829A1 (en) | 2016-09-22 |
| HUE045717T2 (hu) | 2020-01-28 |
| US9855676B2 (en) | 2018-01-02 |
| SI3075505T1 (sl) | 2019-12-31 |
| HRP20191684T1 (hr) | 2019-12-13 |
| ES2744923T3 (es) | 2020-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2103423B1 (fr) | Presse à poudre destinée à la fabrication d'une pièce pressée en poudre de métal | |
| WO2016124511A1 (fr) | Presse à poudre présentant une infrastructure conique | |
| WO2021122541A1 (fr) | Dispositif pour la fabrication de blocs de béton | |
| EP3075505B1 (fr) | Dispositif de fabrication d'éléments de formage en béton | |
| DE8905863U1 (de) | Vorrichtung zum Bruchtrennen von Pleueln | |
| EP1764173B1 (fr) | Dispositif pour mouler de la poudre par pression | |
| EP3075504B1 (fr) | Dispositif de fabrication d'éléments de formage en béton dans une machine à mouler | |
| EP2789406B2 (fr) | Cintreuse | |
| DE3418981A1 (de) | Stempel-gesenk-anordnung fuer eine pulververdichterpresse | |
| EP3000571B1 (fr) | Dispositif de fabrication d'elements de formage en beton | |
| EP3265302B1 (fr) | Presse radiale | |
| DE102009032620B4 (de) | Werkzeug zur Herstellung von Sandkernen und Maschine zur Herstellung von Sandkernen | |
| EP2134528B1 (fr) | Moule avec cadre, à structure modulaire | |
| DE102019104180A1 (de) | Einteiliger Speiserkörper zur Verwendung beim Gießen von Metallen | |
| EP1967341A2 (fr) | Forme destinée à la fabrication de pierres en béton et procédé de fabrication d'un agencement de noyau d'un tel moule | |
| DE102009014567B4 (de) | Werkzeug zur Herstellung von Sandkernen oder Gusswerkzeug zur Herstellung von Gussprodukten | |
| DE2202752A1 (de) | Presswerkzeug zur Herstellung von Formteilen | |
| DE102010033997A1 (de) | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür | |
| DE102009014566B4 (de) | Werkzeuge zur Herstellung von formstabilen Produkten aus Sand | |
| DE102017102323A1 (de) | Vorrichtung zur Herstellung von Betonformteilen | |
| DE3140837A1 (de) | Druckgiessmaschine | |
| WO2019048688A1 (fr) | Dispositif de fabrication de moules de béton | |
| DE463626C (de) | Formkasten fuer Steinpressen mit mehreren nebeneinanderliegenden Formraeumen zur gleichzeitigen Herstellung mehrerer Presslinge | |
| DE102011079554B4 (de) | Verfahren zur Sicherung einer Schraube gegen Verlieren | |
| AT525801A4 (de) | 2-Platten-Schließeinheit für eine Formgebungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170405 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 3/06 20060101AFI20181016BHEP Ipc: B28B 7/00 20060101ALI20181016BHEP Ipc: B30B 15/02 20060101ALI20181016BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20181123 |
|
| INTG | Intention to grant announced |
Effective date: 20181129 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190117 |
|
| INTG | Intention to grant announced |
Effective date: 20190129 |
|
| INTG | Intention to grant announced |
Effective date: 20190208 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016005542 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1155419 Country of ref document: AT Kind code of ref document: T Effective date: 20190815 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20191684T Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20190920 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 32052 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20191684 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E045717 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191118 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191017 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191017 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2744923 Country of ref document: ES Kind code of ref document: T3 Effective date: 20200226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191117 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191018 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20191684 Country of ref document: HR Payment date: 20200227 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016005542 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200309 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20191684 Country of ref document: HR Payment date: 20210302 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20191684 Country of ref document: HR Payment date: 20220301 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1155419 Country of ref document: AT Kind code of ref document: T Effective date: 20210309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210309 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20191684 Country of ref document: HR Payment date: 20230302 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20191684 Country of ref document: HR Payment date: 20240227 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240320 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20240229 Year of fee payment: 9 Ref country code: HU Payment date: 20240312 Year of fee payment: 9 Ref country code: DE Payment date: 20240331 Year of fee payment: 9 Ref country code: CZ Payment date: 20240226 Year of fee payment: 9 Ref country code: GB Payment date: 20240322 Year of fee payment: 9 Ref country code: SK Payment date: 20240301 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20240227 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240321 Year of fee payment: 9 Ref country code: PL Payment date: 20240227 Year of fee payment: 9 Ref country code: IT Payment date: 20240329 Year of fee payment: 9 Ref country code: HR Payment date: 20240227 Year of fee payment: 9 Ref country code: FR Payment date: 20240319 Year of fee payment: 9 Ref country code: DK Payment date: 20240321 Year of fee payment: 9 Ref country code: BE Payment date: 20240320 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240401 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240417 Year of fee payment: 9 |