EP1700651A1 - Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades - Google Patents
Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades Download PDFInfo
- Publication number
- EP1700651A1 EP1700651A1 EP06007394A EP06007394A EP1700651A1 EP 1700651 A1 EP1700651 A1 EP 1700651A1 EP 06007394 A EP06007394 A EP 06007394A EP 06007394 A EP06007394 A EP 06007394A EP 1700651 A1 EP1700651 A1 EP 1700651A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- ironing
- preform
- plunger
- side wall
- during
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 238000004519 manufacturing process Methods 0.000 title abstract description 6
- 238000010409 ironing Methods 0.000 claims description 41
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 125000006850 spacer group Chemical group 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/30—Making machine elements wheels; discs with gear-teeth
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Turning (AREA)
- Gears, Cams (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades, nach dem Oberbegriff des 1. und 18. Patentanspruchs. Derartige Innenverzahnungen werden beispielsweise durch Drückwalzen erzeugt. Eine napfförmige Vorform wird dabei gem.
DE 198 30 817 A1 mittels Kegelrollen während einer Vorschubbewegung gegen ein Werkzeugfutter gedrückt, welches das Außenprofil der zu erzeugenden Innenverzahnung aufweist, und im Durchmesser reduziert, wobei die Vorform relativ zu den Kegelrollen rotiert. Der Werkstoff des Zylinderwandbereiches der Vorform fließt dabei in das Profil des Werkzeugfutters, wodurch das Innenprofil des Werkstücks erzeugt wird. Nachteilig ist die den Werkstückwerkstoff beanspruchende hohe Walkarbeit beim Drückwalzen und die damit ungenügende Qualität der erzeugten Innenverzahnung. Mit der Walkarbeit ist ebenfalls ein hoher lokaler Energieeintrag verbunden, welcher zu Energieverlusten führt. Durch die hohe Beanspruchung des Werkzeugfutters kommt es häufig zu einem Ausbrechen der darin abgebildeten Außenverzahnung. Weiterhin ist die Produktivität dieses Verfahrens bei einem hohen Vorrichtungsaufwand relativ gering, denn es können nur 3 bis 4 Teile pro Minute gefertigt werden.
DE 23 08 428 beschreibt die Herstellung eines zylinderförmigen Behälters, durch Tiefziehen und Abstrecken, wobei verdickte Wandzonen vorgesehen sind, die schraubenförmig verlaufen können.
InJP 61 038732 A - Aufgabe der Erfindung ist es, ein Verfahren und eine Vorrichtung zur energiesparenden Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades, zu schaffen, die bei einer relativ einfachen konstruktiven Ausführung der Vorrichtung eine wesentliche Steigerung Produktivität bei hoher Qualität der Innenverzahnung gewährleisten.
- Diese Aufgabe wird mit den Merkmalen des 1. und 18. Patentanspruchs gelöst. Die Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades, unter Verwendung einer napfförmigen Vorform mit einer im Wesentlichen zylindrischen Seitenwandung und besitzt einen Dorn mit einem Außenprofil entsprechend der zu erzeugenden Innenverzahnung, sowie ein Umformwerkzeug, welches während einer Vorschubbewegung den Außendurchmesser der zylindrischen Seitenwandung reduziert, wodurch der Werkstoff der zylindrischen Seitenwandung in das Außenprofil (6) des Dornes fließt, wobei erfindungsgemäß das Umformwerkzeug als ein bei einer Vorschubbewegung ein Abstreckziehen der zylindrischen Seitenwandung gewährleistender Ziehring ausgebildet ist, wobei in Richtung zur Stirnfläche der Vorform ein axial beweglicher Druckstempel mit einer axialen Kraft wirkt.
Der Ziehring gewährleistet bei einer Vorschubbewegung ein Abstreckziehen des Zylinderwandbereiches wobeian der Vorform während des Abstreckziehens zwei, in der zylindrischen Seitenwandung der Vorform axiale Druckspannungen erzeugende Werkzeugelemente angreifen, und in Richtung zur Stirnfläche der zylindrischen Seitenwandung der Vorform ein erstes Werkzeugelement in Form eines axial beweglichen, als eine zylindrische Druckhülse ausgebildeten Druckstempels derartig angeordnet ist, dass es während des Abstreckziehens auf die Stirnfläche mit der axialen Kraft wirkt.
In Richtung zur Unterseite des Bodens der Vorform ist ein axial beweglicher Gegenhalter derartig angeordnet, daß er während des Abstreckziehens auf die Unterseite des Bodens der Vorform mit einer Gegenhalterkraft wirkt. Der Gegenhalter kann dabei eine in Richtung zur Unterseite des Bodens weisende kreisförmige Druckfläche aufweisen, die im wesentlichen auf den gesamten Bodenbereich wirkt, oder eine ringförmige Druckfläche, die der Breite der Zylinderwandung der Vorform angepaßt und im wesentlichen fluchtend zu dieser ausgerichtet ist und auf den Randbereich der Unterseite des Bodens der Vorform wirkt. - Der Druckstempel ist dabei während des Abstreckziehens um eine, der Abstrecklänge der Vorform entsprechende, Bewegung in Richtung der Vorschubbewegung des Ziehrings axial bewegbar. Vorteilhafter Weise ist die während des Abstreckziehens erfolgende axiale Hubbewegung des Druckstempels in Abhängigkeit von dessen axialer Kraft regelbar. Dazu wird der Druckstempel über einen Hydraulikkolben axial beweglich gelagert.
- Die Vorrichtung kann vorteilhafter Weise in eine hydraulische Presse, bestehend aus einem Pressentisch und einem Pressenstößel integriert sein. Dabei ist am Pressentisch der Dorn axial feststehend angeordnet und auf dem Dorn, axial über einen Hydraulikkolben verschiebbar, der Druckstempel gelagert. Am Pressenstößel sind der Ziehring vorzugsweise gestellfest und der Gegenhalter vorzugsweise über einen Hydraulikkolben axial beweglich angeordnet. Der Druckstempel ist bevorzugt als eine zylindrische. Drückhülse ausgebildet. Der, der Länge der Vorform angepaßte, Abstand der Druckfläche des Druckstempels zur der Stirnfläche des Dorns ist z.B. über Distanzringe einstellbar.
- Zum Auswerfen des Werkstücks wird der Dorn bei Herstellung einer Schrägverzahnung drehbar gelagert.
- Es ist weiterhin möglich, einen im Dorn axial entlanglaufenden Auswerfer drehbar zu lagern.
- Weiterhin kann ein- oder beidseitig am Ende des Werkstückes ein Materialüberlauf angeordnet sein.
- Der Materialüberlauf wird beispielsweise im Gegenhalter vorgesehen oder kann in dem Adapter ausgebildet sein, in dem der Druckstempel gelagert ist.
- Verfahrensgemäß erfolgt die Herstellung des Werkstückes mit Innenverzahnung, dadurch, daß eine napfförmige Vorform, mit einem Boden und einer im wesentlichen zylindrischen Seitenwandung, über einem Dorn, welcher das Außenprofil entsprechend der zu erzeugenden Innenverzahnung aufweist, in ihrem Außendurchmesser reduziert wird, so daß Werkstoff des Zylinderwandbereiches in das Außenprofil des Dorns fließt, wobei erfindungsgemäß das Reduzieren des Außendurchmessers durch Abstreckziehen mittels eines Ziehringes erfolgt und während des Abstreckziehens zusätzlich axialer Druck auf die zylindrische Seitenwandung der Vorform aufgebracht wird.
- Der axiale Druck wird durch zwei beidseitig auf den Bereich der zylindrischen Seitenwandung wirkende Werkzeugelemente erzeugt, wobei in Richtung zur Stirnfläche der zylindrischen Seitenwandung der Vorform ein erstes Werkzeugelement in Form eines axial beweglichen, als eine zylindrische Druckhülse ausgebildeten, Druckstempels während des Abstreckziehens auf die Stirnfläche mit einer Kraft wirkt.
- Während des Abstreckziehens werden durch den axialen Druck axiale Druckspannungen auf die zylindrische Seitenwandung der Vorform aufgebracht, so daß der Werkstofffluß in das Profil des Dorns begünstigt wird. An der Unterseite des Bodens wirkt gleichzeitig ein Gegenhalter, um Deformationen im Bodenbereich zu vermeiden und eine Gegenhalterkraft aufzubringen. Die Gegenhalterkraft des Gegenhalters und die Kraft des Druckstempels sollten derart zueinander regelbar sein, daß während des gesamten Abstreckvorganges ein Werkstofffluß in radialer Richtung zum vollständigen Ausfüllen der Kontur des Dorns gewährleistet ist.
- Der Druckstempel vollführt während des Abstreckziehens eine der Abstrecklänge der Vorform entsprechende axiale Hubbewegung in Richtung der Vorschubbewegung des Ziehrings, die in Abhängigkeit von dessen Druckkraft geregelt wird.
- Die Gegenhalterkraft des Gegenhalters und die Kraft des Druckstempels sind dabei derart zueinander regelbar, daß während des gesamten Abstreckvorganges ein Werkstofffuß in radialer Richtung zum vollständigen Ausfüllen der Kontur des Dorns gewährleistet ist,
- Weiterhin kann nach Beendigung des Abstreckziehens ein erhöhter axialer Druck zum Kalibrieren auf das Werkstück ausgeübt werden.
- Während des Abstreckziehens und/oder während des Aufbringens des Kalibrierdruckes kann überschüssiger Werkstoff in Materialüberläufe abfließen.
- Mit der Erfindung wird es erstmalig möglich, auf einer herkömmlichen Presse innenverzahnte Werkstücke in hoher Qualität energiesparend zu erzeugen. Die Produktivität kann dabei im Vergleich zum Drückwalzen um das 4 bis 6-fache erhöht werden.
- Die Erfindung wird nachfolgend anhand eines Ausführungsbeispiels und zugehöriger Zeichnungen näher erläutert.
Es zeigen: - Fig. 1:
- Vorrichtung mit eingelegter Vorform vor dem Abstreckziehen,
- Fig. 2:
- Vorrichtung während des Abstreckziehens,
- Fig. 3:
- Vorrichtung mit eingelegter Vorform und Materialüberlauf im Gegenhalter vor dem Abstreckziehen,
- Fig. 4:
- Vorrichtung gem. Fig. 3 während des Abstreckziehens,
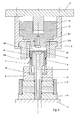
- Fig. 5:
- Vorrichtung nach Beendigung des Abstreckziehens mit zusätzlichem Kalibierdruck und zusätzlichem Materialüberlauf am Ende des zylindrischen Randes des Werkstücks.
- In Fig. 1 und 2 ist der prinzipielle Aufbau der in einer Presse integrierten Vorrichtung dargestellt. Auf dem Pressentisch 1 ist das Werkzeugunterteil 2 angeordnet, welches einen ersten Hydraulikkolben 3 aufweist. Am Werkzeugunterteil 2 ist axial feststehend über einen Stempel 4 der Dorn 5 befestigt, welcher ein Außenprofil 6 aufweist. Mittig im Stempel 4 und im Dorn 5 verläuft ein Auswerfer 7. Am Hydraulikkolben 3 ist über einen Adapter 8 der als Druckhülse ausgebildete Druckstempel 9 axial beweglich gelagert. Die axiale Lage des Druckstempels 9 kann über Distanzen 10 verändert werden, die zwischen Adapter 8 und Druckstempel 9 anbringbar sind. Das Werkzeugoberteil 11 ist am Pressenstößel P angeordnet und weist einen Gegenhalter 12 auf, der über einen zweiten Hydraulikkolben 13 axial verstellbar ist. Am Pressenstößel ist weiterhin der Ziehring 14 über einen Adapter 15 gestellfest befestigt.
Gem. Fig. 1 wurde die napfförmige Vorform N mit der zylindrischen Seitenwandung N1 nach unten über den Dorn 5 eingelegt, so daß die Stirnfläche N2 in Richtung zum Druckstempel 9 und die Unterseite des Bodens N3 in Richtung zum Gegenhalter 12 weist. Verfahrensgemäß fährt der Hydraulikkolben 13 den Gegenhalter 12 in Richtung Werkzeugunterteil, bis der Gegenhalter 12 an der Unterseite des Bodens N3 anliegt.
Der am Pressenstößel P gestellfest angeordnete Ziehring 14 bewegt sich im Vorhub mit dem Pressenstößel P in Richtung zum Pressentisch 1, gleichzeitig wird der erste Hydraulikkolben 3 mit Druck beaufschlagt und preßt den Druckstempel 9 mit der Kraft F1 gegen die Stirnfläche N2 der Vorform N (Fig. 2). Gleichzeitig übt der Gegenhalter 12 eine Gegenhalterkraft F2 auf den Boden des Napfes aus. Während des Abstreckziehens vollführt der Druckstempel 9 entsprechend der Abstreckung der Vorform N eine Bewegung in Richtung des Vorhubes des Ziehrings 14, wobei der auf die Seitenwandung N1 wirkende Druck durch die Kräfte F1 und F2 aufrechterhalten wird. Durch die dabei in der Seitenwandung N1 erzeugten Druckspannungen wird der Werkstofffluß begünstigt, so dass Material zuverlässig in das Profil 6 des Dorns 5 fließt. Dadurch wird eine hervorragende Qualität der Innenverzahnung gewährleistet. Nach der Beendigung des Abstreckziehens fährt das Werkzeugoberteil 11 nach oben und das Werkstück wird über den Auswerfer 7 vom Dorn 5 gelöst, wobei dieser bei einer Schrägverzahnung drehbar gelagert ist. - Um überschüssiges Material abfließen zu lassen und damit Überlastungen des Werkzeuges zu vermeiden, ist es möglich, gem. Fig. 3 und 4 im Gegenhalter 12 einen Materialüberlauf 12.2 vorzusehen. Der Gegenhalter 12 weist dazu in Richtung zur Vorform N ein Druckstück 12.1 auf, welches ebenfalls in Richtung zur Vorform N im Durchmesser verringert ist, so dass zwischen Druckstück 12.1 und Adapter 15 ein Spalt entsteht, in den das überschüssige Material fließen kann und der somit als Materialüberlauf 12.2 dient.
- Gemäß Fig. 5 ist es auch möglich, zusätzlich zu dem in Fig. 3 und 4 vorgesehen Materialüberlauf 12.2 einen weiteren Materialüberlauf 12.3 am Ende der zylindrischen Seitenwandung N1 anzuordnen. Dazu kann der Spalt zwischen dem Außendurchmesser des Druckstempels 9 und dem Innendurchmesser des Ziehringes 14 dienen.
Weiterhin ist es vorteilhaft, wenn am Ende des Umformvorganges ein erhöhter axialer Druck zum Kalibrieren ausgeübt wird, um eine bessere Ausfüllung und eine höhere Genauigkeit der Innenverzahnung zu erreichen. Das ggf. überschüssige Material kann dabei wie vorgenannt beschrieben abfließen. Nach Beendigung des Umformvorganges befindet sich der Kolben 3, der im Zylinder 3.1 geführt wird, in seiner untersten Position. Der erhöhte Druck kann nun z.B. dadurch aufgebracht werden, dass sich der Druckstempel 9 über ein Zwischenstück Z, welches an seinem Außendurchmesser Gewinde G aufweist und darüber mit einem Gewindering G1 verbunden ist, der sich wiederum auf dem Zylinder 3.1 und somit über das Werkzeugunterteil 2 auf dem Pressentisch 1 abstützt.
Claims (25)
- Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades, unter Verwendung einer napfförmigen Vorform (N) mit einer im Wesentlichen zylindrischen Seitenwandung (N1) und eines Dornes (5) mit einem Außenprofil (6) entsprechend der zu erzeugenden Innenverzahnung, sowie mit einem Umformwerkzeug, welches während einer Vorschubbewegung den Außendurchmesser der zylindrischen Seitenwandung (N1) reduziert, wodurch der Werkstoff der zylindrischen Seitenwandung (N1) in das Außenprofil (6) des Dornes (5) fließt; dadurch gekennzeichnet, dass das Umformwerkzeug als ein bei einer Vorschubbewegung ein Abstreckziehen der zylindrischen Seitenwandung (N1) gewährleistender Ziehring (14) ausgebildet ist, wobei in Richtung zur Stirnfläche (N2) der Vorform (N) ein axial beweglicher Druckstempel (9) mit einer Kraft (F1) wirkt.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass in Richtung zur Unterseite des Bodens (N3) der Vorform (N) ein axial beweglicher Gegenhalter (12) mit einer Gegenhalterkraft (F2) wirkt.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass durch den Druckstempel (9) während des Abstreckziehens eine der Abstrecklänge der Vorform (N) entsprechende axiale Bewegung in Richtung der Vorschubbewegung des Ziehrings (14) vollführbar ist, wobei der auf die zylindrische Seitenwandung (N1) wirkende Druck durch die Kraft (F1) und die Gegenhalterkraft (F2) aufrechterhalten wird.
- Vorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass der Gegenhalter (12) eine in Richtung zur Unterseite des Bodens (N3) weisende kreisförmige Druckfläche aufweist und im wesentlichen auf den gesamten Bodenbereich wirkt.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Gegenhalter (12) eine in Richtung zur Unterseite des Bodens (N3) weisende ringförmige Druckfläche aufweist, die der Breite der zylindrischen Seitenwandung (N1) der Vorform (N) angepaßt und im wesentlichen fluchtend zu dieser ausgerichtet ist und auf den Randbereich der Unterseite des Bodens (N3) der Vorform (N) wirkt.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass in Richtung zur Stirnfläche (N2) des zylindrischen Seitenwandbereiches (N1) der Vorform (N) das zweite Werkzeugeulement in Form eines axial beweglichen Druckstempels (9) derartig angeordnet ist, dass es während des Abstreckziehens auf die Stirnfläche (N2) mit einer Kraft (F1) wirkt.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass der Druckstempel (9) während des Abstreckziehens um eine, der Abstrecklänge der Vorform (N) entsprechende, axiale Bewegung in Richtung der Vorschubbewegung des Ziehrings (14) axial bewegbar ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die während des Abstreckziehens erfolgende axiale Bewegung des Druckstempels (9) in Abhängigkeit von dessen Kraft (F1) regelbar ist.
- Vorrichtung nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, dass der Druckstempel (9) über einen Hydraulikkolben (3) axial beweglich gelagert ist.
- Vorrichtung nach einem der Ansprüche 6 bis 9, dadurch gekennzeichnet, dass sie in eine Presse, bestehend aus einem Pressentisch (1) und einem Pressenstößel (P) derartig integriert ist, dass am Pressentisch (1) der Dorn (5) axial feststehend angeordnet und auf dem Dorn (5), axial über den Hydraulikkolben (3) verschiebbar, der Druckstempel (9) gelagert ist, und am Pressenstößel (P) der Gegenhalter (12) druckbeaufschlagbar axial beweglich und der Ziehring (14) gestellfest angeordnet ist.
- Vorrichtung nach einem der Ansprüche 6 bis 10, dadurch gekennzeichnet, dass der Druckstempel (9) als eine zylindrische Druckhülse ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 6 bis 11, dadurch gekennzeichnet, dass der der Länge der Vorform (N) angepasste Abstand der Druckfläche des Druckstempels (9) von der Stirnfläche des Dorns (5) über Distanzringe (10) einstellbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Dorn (5) zum Auswerfen des Werkstückes drehbar gelagert ist.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass ein im Dorn (5) axial entlanglaufender Auswerfer (7) drehbar gelagert ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass ein- oder beidseitig am Ende des Werkstückes ein Materialüberlauf angeordnet ist.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass ein Materialüberlauf (12.2) im Gegenhalter (12) angeordnet ist.
- Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, dass ein Materialüberlauf in dem Adapter (8) ausgebildet ist, in dem der Druckstempel (9) gelagert ist.
- Verfahren zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades, wobei eine napfförmige Vorform (N) mit einem Boden und einer im Wesentlichen zylindrischen Seitenwandung (N1) über einem Dorn (5), welcher das Außenprofil entsprechend der zu erzeugenden Innenverzahnung aufweist, in ihrem Außendurchmesser reduziert wird, so dass Werkstoff der zylindrischen Seitenwandung (N1) in das Außenprofil des Dorns (5) fließt, dadurch gekennzeichnet, dass das Reduzieren des Außendurchmessers durch Abstreckziehen mittels eines Ziehringes (14) erfolgt und dass während des Abstreckziehens zusätzlich axialer Druck auf die zylindrische Seitenwandung (N1) der Vorform (N) aufgebracht wird.
- Verfahren nach Anspruch 18, dadurch gekennzeichnet, dass axialer Druck durch zwei beidseitig auf den Bereich der zylindrischen Seitenwandung (N1) wirkende Werkzeugelemente erzeugt wird, wobei in Richtung zur Stirnfläche (N2) der zylindrischen Seitenwandung (N1) der Vorform (N) ein erstes der zwei zusätzlichen Werkzeugelemente in Form eines axial beweglichen, als eine zylindrische Druckhülse ausgebildeten Druckstempels (9) während des Abstreckziehens auf die Stirnfläche (N2) mit einer Kraft (F1) wirkt.
- Verfahren nach einem der Ansprüche 18 bis 19, dadurch gekennzeichnet, dass während des Abstreckziehens ein erstes Werkzeugelement in Form eines Gegenhalters (12) mit einer Gegenhalterkraft (F2) auf die Unterseite des Bodens (N3) und ein zweites Werkzeugelement in Form eines Druckstempels (9) mit einer Kraft (F1) auf die Stirnseite der zylindrischen Seitenwandung (N1) wirkt.
- Verfahren nach einem der Ansprüche 18 bis 20, dadurch gekennzeichnet, dass während des Abstreckziehens der Druckstempel (9) eine der Abstrecklänge der Vorform (N) entsprechende axiale Hubbewegung in Richtung der Vorschubbewegung des Ziehringes (14) vollführt.
- Verfahren nach Anspruch 21, dadurch gekennzeichnet, dass die während des Abstreckziehens erfolgende axiale Hubbewegung des Druckstempels (9) in Abhängigkeit von dessen Kraft (F1) geregelt wird.
- Verfahren nach einem der Ansprüche 18 bis 22, dadurch gekennzeichnet, dass die Gegenhalterkraft (F2) des Gegenhalters (12) und die Kraft (F1) des Druckstempels (9) zueinander regelbar sind derart, daß während des gesamten Abstreckvorganges ein Werkstofffuß in radialer Richtung zum vollständigen Ausfüllen der Kontur des Dorns (5) gewährleistet ist.
- Verfahren nach einem der Ansprüche 18 bis 23, dadurch gekennzeichnet, dass nach Beendigung des Abstreckziehens ein erhöhter axialer Druck zum Kalibrieren auf das Werkstück ausgeübt wird.
- Verfahren nach einem der Ansprüche 18 bis 24, dadurch gekennzeichnet, dass während des Abstreckziehens und/oder während des Aufbringens des Kalibrierdruckes überschüssiger Werkstoff in Materialüberläufe abfließt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10054399A DE10054399A1 (de) | 2000-11-02 | 2000-11-02 | Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades |
| EP01992620A EP1330320B1 (de) | 2000-11-02 | 2001-11-01 | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01992620A Division EP1330320B1 (de) | 2000-11-02 | 2001-11-01 | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1700651A1 true EP1700651A1 (de) | 2006-09-13 |
Family
ID=7661964
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01992620A Expired - Lifetime EP1330320B1 (de) | 2000-11-02 | 2001-11-01 | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades |
| EP06007394A Pending EP1700651A1 (de) | 2000-11-02 | 2001-11-01 | Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01992620A Expired - Lifetime EP1330320B1 (de) | 2000-11-02 | 2001-11-01 | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7231799B2 (de) |
| EP (2) | EP1330320B1 (de) |
| JP (1) | JP2004512956A (de) |
| KR (1) | KR100833771B1 (de) |
| AT (1) | ATE322948T1 (de) |
| AU (1) | AU2002215846A1 (de) |
| DE (2) | DE10054399A1 (de) |
| WO (1) | WO2002036287A1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1622733A2 (de) * | 2003-04-22 | 2006-02-08 | Neumayer Tekfor GmbH | Verfahren zur herstellung eines napfförmigen ringteiles mit innenverzahnung, nappförmige vorform und nappförmiges ringteil |
| US20070125147A1 (en) * | 2005-12-06 | 2007-06-07 | Yahya Hodjat | Method of forming a part |
| CN100381221C (zh) * | 2006-06-16 | 2008-04-16 | 重庆工学院 | 基于粘性介质传力的板料无模多点成形装置及方法 |
| CN101947621B (zh) * | 2010-07-05 | 2012-07-25 | 南京中盛铁路车辆配件有限公司 | 锻造钩尾框整形模 |
| CN102389913A (zh) * | 2011-10-25 | 2012-03-28 | 南通皋液液压机有限公司 | 一种高铁车厢尾钩框架整形液压机 |
| KR20140037795A (ko) * | 2011-12-21 | 2014-03-27 | 유틸 (광저우) 오토 파츠 씨오.,엘티디. | 철재 지지대의 양방향 동시적 드로우룸 및 그 사용 방법 |
| DE102011122144B4 (de) | 2011-12-22 | 2022-11-24 | Volkswagen Aktiengesellschaft | Vorrichtung und Verfahren zur spanlosen, axial umformenden Ausbildung einer Innenverzahnung an einem Werkstück |
| JP5969234B2 (ja) * | 2012-03-23 | 2016-08-17 | アイシン・エィ・ダブリュ株式会社 | 自動変速機のシリンダ部材製造方法 |
| US9302318B2 (en) * | 2014-12-14 | 2016-04-05 | Griffin Tactical Incorporated | Device and method for construction of baffles from engine block freeze plugs |
| KR101764857B1 (ko) * | 2017-02-14 | 2017-08-03 | 김금자 | 자동차용 매니폴드 제작공정 및 그 제작금형 |
| CN115229017A (zh) * | 2022-06-24 | 2022-10-25 | 中国石油大学(华东) | 一种异形对轮旋压机 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3694127A (en) * | 1969-12-01 | 1972-09-26 | Hitachi Powdered Metals | Powder compacting device for forming helical gear compact |
| DE2308428A1 (de) | 1973-02-21 | 1974-08-29 | Diehl Fa | Hartkerngeschoss |
| DE2308420A1 (de) * | 1973-02-21 | 1974-10-10 | Schmalbach Lubeca | Einendig offener behaelter aus metall |
| US3899912A (en) * | 1972-07-10 | 1975-08-19 | Glaenzer Spicer Sa | Method and device for cold-forming rolling elements |
| DE2542823A1 (de) * | 1975-09-25 | 1977-03-31 | Fritz Werner Ind Ausruestung | Verfahren und rundknetmaschine zum innenprofilieren rohrfoermiger werkstuecke mit einseitiger querschnittserweiterung des innenprofiles |
| JPS5816727A (ja) * | 1981-07-24 | 1983-01-31 | Mitsubishi Heavy Ind Ltd | ネジ状部品の成形方法およびその装置 |
| JPS6138732A (ja) | 1984-07-31 | 1986-02-24 | Toyota Motor Corp | 自在継手外輪のクロス溝形成方法及びその装置 |
| DE3639739A1 (de) * | 1986-11-21 | 1988-06-01 | Honda Motor Co Ltd | Verfahren und vorrichtung zur herstellung eines eine innenzahnung aufweisenden topffoermigen erzeugnisses |
| JPH01317653A (ja) * | 1988-06-15 | 1989-12-22 | Honda Motor Co Ltd | 内歯付きカップ状製品の成形方法 |
| DE19830817A1 (de) | 1998-07-09 | 1998-12-10 | Leico Werkzeugmaschb Gmbh & Co | Verfahren zum Umformen eines Werkstücks durch Drückwalzen |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1373547A (en) * | 1970-11-24 | 1974-11-13 | Renault | Methods of manufacturing helical gear blanks by cold extrusion process |
| JP2832326B2 (ja) * | 1992-07-14 | 1998-12-09 | 大岡技研株式会社 | 歯形の成形装置及びその装置を使用する歯形成形方法 |
| DE4412224A1 (de) * | 1994-04-09 | 1995-10-12 | Graebener Pressensysteme Gmbh | Presse für eine Kaltverformung von Metallwerkstücken |
-
2000
- 2000-11-02 DE DE10054399A patent/DE10054399A1/de not_active Withdrawn
-
2001
- 2001-11-01 AU AU2002215846A patent/AU2002215846A1/en not_active Abandoned
- 2001-11-01 KR KR1020037005827A patent/KR100833771B1/ko not_active IP Right Cessation
- 2001-11-01 US US10/415,637 patent/US7231799B2/en not_active Expired - Fee Related
- 2001-11-01 JP JP2002539085A patent/JP2004512956A/ja active Pending
- 2001-11-01 DE DE50109512T patent/DE50109512D1/de not_active Expired - Fee Related
- 2001-11-01 AT AT01992620T patent/ATE322948T1/de not_active IP Right Cessation
- 2001-11-01 EP EP01992620A patent/EP1330320B1/de not_active Expired - Lifetime
- 2001-11-01 WO PCT/DE2001/004192 patent/WO2002036287A1/de active IP Right Grant
- 2001-11-01 EP EP06007394A patent/EP1700651A1/de active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3694127A (en) * | 1969-12-01 | 1972-09-26 | Hitachi Powdered Metals | Powder compacting device for forming helical gear compact |
| US3899912A (en) * | 1972-07-10 | 1975-08-19 | Glaenzer Spicer Sa | Method and device for cold-forming rolling elements |
| DE2308428A1 (de) | 1973-02-21 | 1974-08-29 | Diehl Fa | Hartkerngeschoss |
| DE2308420A1 (de) * | 1973-02-21 | 1974-10-10 | Schmalbach Lubeca | Einendig offener behaelter aus metall |
| DE2542823A1 (de) * | 1975-09-25 | 1977-03-31 | Fritz Werner Ind Ausruestung | Verfahren und rundknetmaschine zum innenprofilieren rohrfoermiger werkstuecke mit einseitiger querschnittserweiterung des innenprofiles |
| JPS5816727A (ja) * | 1981-07-24 | 1983-01-31 | Mitsubishi Heavy Ind Ltd | ネジ状部品の成形方法およびその装置 |
| JPS6138732A (ja) | 1984-07-31 | 1986-02-24 | Toyota Motor Corp | 自在継手外輪のクロス溝形成方法及びその装置 |
| DE3639739A1 (de) * | 1986-11-21 | 1988-06-01 | Honda Motor Co Ltd | Verfahren und vorrichtung zur herstellung eines eine innenzahnung aufweisenden topffoermigen erzeugnisses |
| JPH01317653A (ja) * | 1988-06-15 | 1989-12-22 | Honda Motor Co Ltd | 内歯付きカップ状製品の成形方法 |
| DE19830817A1 (de) | 1998-07-09 | 1998-12-10 | Leico Werkzeugmaschb Gmbh & Co | Verfahren zum Umformen eines Werkstücks durch Drückwalzen |
Non-Patent Citations (3)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 007, no. 092 (M - 208) 16 April 1983 (1983-04-16) * |
| PATENT ABSTRACTS OF JAPAN vol. 010, no. 196 (M - 497) 10 July 1986 (1986-07-10) * |
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 119 (M - 0945) 6 March 1990 (1990-03-06) * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100833771B1 (ko) | 2008-05-29 |
| AU2002215846A1 (en) | 2002-05-15 |
| EP1330320B1 (de) | 2006-04-12 |
| WO2002036287A1 (de) | 2002-05-10 |
| KR20030059216A (ko) | 2003-07-07 |
| US7231799B2 (en) | 2007-06-19 |
| EP1330320A1 (de) | 2003-07-30 |
| JP2004512956A (ja) | 2004-04-30 |
| ATE322948T1 (de) | 2006-04-15 |
| DE10054399A1 (de) | 2002-06-27 |
| US20040016281A1 (en) | 2004-01-29 |
| DE50109512D1 (de) | 2006-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19626160C2 (de) | Zahnradherstellungsverfahren | |
| EP2210682B1 (de) | Verfahren und Vorrichtung zum Abstreckdrückwalzen | |
| EP2127775B1 (de) | Verfahren zur Fertigung von Werkstücken und Drückwalzmaschine dazu | |
| EP1986801B1 (de) | Verfahren und vorrichtung zum herstellen eines ausschnittes oder durchbruchs in der wandung eines nach dem innenhochdruck-umformverfahren ausgebildeten bauteils | |
| DE3433515C2 (de) | ||
| DE1777315A1 (de) | Verfahren zum Durchtrennen eines Rohlings | |
| DE19530056A1 (de) | Verfahren und Vorrichtung zum Herstellen T-förmiger bzw. mindestens eine domartige Abzweigung aufweisender Hohlkörper | |
| EP1330320B1 (de) | Verfahren und vorrichtung zur herstellung eines werkstückes mit innenverzahnung, insbesondere eines hohlrades | |
| DE3738465A1 (de) | Verfahren und vorrichtung zur ausbildung eines behaelters | |
| DE10005578C2 (de) | Verfahren und Drückwalzvorrichtung zum Herstellen eines Hohlkörpers | |
| DE3716176A1 (de) | Verfahren und vorrichtung zum umformen von hohlkoerpern sowie verwendung des verfahrens bzw. der vorrichtung und dosenkoerper | |
| DE2325837B2 (de) | Vorrichtung zum Herstellen von Innenverzahnungen durch Kaltpressen | |
| DE2557764B2 (de) | Verfahren und Vorrichtung zur Formung eines Tiefbettfelgenrohlings | |
| DE2144006C3 (de) | Verfahren zur Herstellung von Kegelzahnrädern | |
| DE3641695C2 (de) | Verfahren zur umformenden Herstellung von Hohlkörpern aus massivem Halbzeug | |
| EP0955110A2 (de) | Verfahren zum Drückwalzen und Drückwalzvorrichtung | |
| DE102007002228A1 (de) | Verfahren und Vorrichtung zur Herstellung von innenprofilierten Rohren | |
| DE10039706B4 (de) | Verfahren zum Einbringen einer Sicke und Drückwalzmaschine | |
| DE1299855B (de) | Ziehverfahren fuer plattenartige Rohlinge aus einem druckplastifizierbaren Feststoff | |
| DE19925029A1 (de) | Verfahren zum Umformen und Vorrichtung zur Durchführung des Verfahrens | |
| DE19801491A1 (de) | Verfahren und Vorrichtung zur Herstellung von Hohlkörpern durch Querwalzen | |
| DE3614619C1 (de) | Verfahren und Vorrichtung zur Herstellung von Zahnraedern | |
| DE4205675C2 (de) | Verfahren zur umformenden Herstellung form- und maßgenauer rotationssymmetrischer Hohlkörper aus massivem Halbzeug | |
| EP1572394B1 (de) | Verschlusschraube aus metallischen werkstoff, verfahren zu deren herstellung, rohling dafür sowie werkzeug dazu | |
| DE19724657C2 (de) | Verfahren und Vorrichtung zum Herstellen eines rotationssymmetrischen Körpers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1330320 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17P | Request for examination filed |
Effective date: 20061026 |
|
| 17Q | First examination report despatched |
Effective date: 20061123 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| D18D | Application deemed to be withdrawn (deleted) | ||
| 18D | Application deemed to be withdrawn |
Effective date: 20090303 |