EP1693152B1 - Vorrichtung zur Nachbearbeitung von Kantenstreifen an plattenförmigen Werkstücken - Google Patents
Vorrichtung zur Nachbearbeitung von Kantenstreifen an plattenförmigen Werkstücken Download PDFInfo
- Publication number
- EP1693152B1 EP1693152B1 EP06000155A EP06000155A EP1693152B1 EP 1693152 B1 EP1693152 B1 EP 1693152B1 EP 06000155 A EP06000155 A EP 06000155A EP 06000155 A EP06000155 A EP 06000155A EP 1693152 B1 EP1693152 B1 EP 1693152B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polishing
- polishing agent
- unit
- compressed air
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/002—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor for travelling workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B57/00—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents
- B24B57/02—Devices for feeding, applying, grading or recovering grinding, polishing or lapping agents for feeding of fluid, sprayed, pulverised, or liquefied grinding, polishing or lapping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/20—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/006—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to the edges of essentially flat articles
Definitions
- the invention relates to a continuous machine for processing plate-shaped workpieces, on the narrow sides edge strips are approached.
- These edge strips consist of a polishable for the purpose of surface finish plastic material, and there is provided a device for post-processing of these edge strips, which has a grinding unit.
- a continuous machine of the type mentioned a so-called edge banding machine with a Kantenanleimaggregat is equipped with other, the Kantenanleimaggregat in the direction of flow downstream devices for post-processing of the applied to the narrow sides of the plate-shaped workpieces edge strip.
- These include mainly Kantenfräsaggregate that make a trimming of the edge strip to remove excess material over the plate broadsides.
- Such a processing unit provided for a continuous machine, with which both milled and ground can be made, is known from the document DE 102 38 983 A1 known.
- edge strips are available, which in particular consist of an acrylic material and which must be polished in the final processing.
- acrylic edges technically referred to as polymethyl methacrylate "PMMA”
- PMMA polymethyl methacrylate
- the invention is therefore an object of the invention to provide a continuous machine with a post-processing device of the type mentioned, with the polishing of the workpieces can be carried out in an uninterrupted run.
- a continuous machine of the aforementioned type characterized in that the grinding unit is provided with a polishing tool, such as a polishing pad or a polishing belt, and a polish applicator with at least one polishing agent discharging nozzle is present, that the polishing applicator with a polishing agent under pressure feeding Polishing agent supply device is connected and that the grinding unit, the polisher applicator and the polishing agent supply device for the purpose of automating the polishing process with the program control of the continuous machine are linked.
- a polishing tool such as a polishing pad or a polishing belt
- a polish applicator with at least one polishing agent discharging nozzle is present
- the polishing applicator with a polishing agent under pressure feeding Polishing agent supply device is connected and that the grinding unit, the polisher applicator and the polishing agent supply device for the purpose of automating the polishing process with the program control of the continuous machine are linked.
- the new device can be incorporated with their integrated into the continuous machine components in the automatic processing sequence in a continuous process. It is important that the necessary polishing agent on the one hand in sufficient and on the other hand not excessively fed to the polishing tool of the grinding unit or applied to the surface of the edge strips. Accordingly, the nozzle discharging the polishing tool is aligned either with the polishing tool or with the edge strip. Furthermore, the polishing device according to the invention is equipped with such controllable devices that can be linked to the program control of the continuous machine and can be controlled accordingly program.
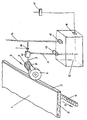
- the drawing shows a schematic representation of the post-processing area for the polishing of a continuous edge banding machine.
- a plate-shaped workpiece 1 which has a core 2 made of a wood material, which is provided on the plate broad sides with a cover layer. At least one of the narrow sides of such workpieces 1 is provided with an edge strip 3, which is applied by a Kantenanleimaggregat the machine and trimmed by means of downstream Fräsaggregate to complete flush with its edges with the plate broadsides.
- the edge strip 3 consists of a polishable plastic material, in particular an acrylic material, which can be polished to a high gloss on its exposed surface.
- the polishing tool 6 is driven by a frequency-controlled electric motor 7 in order to be able to control the rotational speed and the direction of rotation of the polishing tool 6.
- the polishing tool 6 is aligned with its axis of rotation inclined to the direction of passage of the workpiece 1, it can also Depending on how it is for the generation of the gloss image on the surface of the edge strip 3 is advantageous.
- grinding unit 5 In the drawing, only one grinding unit 5 is shown, but it can be several such grinding units 5 are used, which have different tasks, for example, to make a cleaning of the surface to be polished edge band 3 on the workpieces 1 before the polishing process.
- different polishing and / or cleaning agents can be used, in the further reference is made only to a polishing agent, which is required directly for the high gloss production.
- the viscous or pasty polishing agent can either be applied to the surface in the area on the edge strip 3 of the workpieces 1, which tapers on the polishing tool 6, on the other hand, the polishing agent can also be applied to the polishing tool 6.
- the polishing agent can also be applied to the polishing tool 6. The latter is the case in the embodiment shown in the drawing.
- a polishing agent discharging nozzle 8 is arranged on the polishing tool 6, which is connected via a pipe 9 with a metering device 10 for the polishing agent.
- the metering device 10 is supplied to the polishing agent via a pressure line 11 which is connected to a reservoir 12.
- a feed pump 13 is inserted into the pressure line 11, which, like other components, is part of a polishing agent supply device 11-15.
- the control of the dosing device 10, which is part of the entire polishing agent application device 8-10, can be carried out electrically or, as in the case of the exemplary embodiment, pneumatically.
- the metering device 10 is connected via a compressed air line 14 to a source of compressed air, into which at the input of the metering device 10, an electrically actuated valve 18 is inserted, which may be integrated into the metering device 10.
- the promotion of the polishing agent from the reservoir 12 via the pressure line 11 to the metering device 10 can also be done pneumatically.
- the reservoir 12 is pressurized with compressed air and is connected to the compressed air line 14 via a pressure regulator 15.
- a level sensor 16 is disposed on the reservoir 12, which is electrically connected to an evaluation unit 17, via which generates a signal for the required refilling of the reservoir 12 becomes.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06000155T PL1693152T3 (pl) | 2005-02-17 | 2006-01-05 | Urządzenie do wykończającej obróbki krawędziowych listew na płytowych przedmiotach obrabianych |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200520002637 DE202005002637U1 (de) | 2005-02-17 | 2005-02-17 | Vorrichtung zur Nachbearbeitung von Kantenstreifen an plattenförmigen Werkstücken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1693152A1 EP1693152A1 (de) | 2006-08-23 |
| EP1693152B1 true EP1693152B1 (de) | 2008-03-19 |
Family
ID=34485926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06000155A Expired - Lifetime EP1693152B1 (de) | 2005-02-17 | 2006-01-05 | Vorrichtung zur Nachbearbeitung von Kantenstreifen an plattenförmigen Werkstücken |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1693152B1 (pl) |
| DE (2) | DE202005002637U1 (pl) |
| ES (1) | ES2300067T3 (pl) |
| PL (1) | PL1693152T3 (pl) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106695017A (zh) * | 2016-12-08 | 2017-05-24 | 安徽金元素复合材料有限公司 | 一种金属倒角切割机 |
| CN110421433A (zh) * | 2019-08-16 | 2019-11-08 | 宁波暮春自动化科技有限公司 | 一种自动板材磨边机 |
| CN111843628A (zh) * | 2020-07-24 | 2020-10-30 | 南京迈得特光学有限公司 | 非规则玻璃镜片尖角倒角方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011000515U1 (de) * | 2011-03-08 | 2011-05-05 | Riepe, Angelika | Vorrichtung zur Kantenbearbeitung einer Platte, vorzugsweise einer Möbelplatte |
| DE102014101682A1 (de) * | 2014-02-11 | 2015-08-13 | Bernd Riepe | Mobile Holzbearbeitungsmaschine |
| DE102015121284A1 (de) * | 2015-12-07 | 2017-06-08 | Lcm Gmbh | Vorrichtung zur Nachbearbeitung mindestens eines plattenförmigen Werkstücks |
| CN105643454A (zh) * | 2016-01-29 | 2016-06-08 | 山东农业大学 | 小板件打磨压紧机 |
| CN106475867B (zh) * | 2016-11-30 | 2018-07-10 | 无锡同心塑料制品有限公司 | 一种泡沫塑料板磨边设备 |
| CN110757852A (zh) * | 2019-11-01 | 2020-02-07 | 于景彬 | 一种三聚氰胺板的造型方法 |
| CN112123082A (zh) * | 2020-09-27 | 2020-12-25 | 湖南润华新材料有限公司 | 一种用于消防箱箱体生产线用板材的抛光锯边装置 |
| CN112428059A (zh) * | 2020-11-05 | 2021-03-02 | 华传锦 | 一种用于孔板边缘打磨装置 |
| CN112476141A (zh) * | 2020-11-27 | 2021-03-12 | 李冰斌 | 一种大型塑料板边角打磨装置 |
| CN114102314A (zh) * | 2021-11-22 | 2022-03-01 | 浙江万筑装饰设计工程有限公司 | 一种可定距离输送的装潢板材加工用多角度打磨装置 |
| DE102023135316A1 (de) * | 2023-12-15 | 2025-06-18 | Riepe Gmbh & Co. Kg | Verfahren und Vorrichtung zum Bearbeiten eines Kantenbereichs einer Möbelplatte |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB961754A (en) * | 1961-08-04 | 1964-06-24 | Johan Gunnar Lundin | Method and apparatus for applying abrasive and polishing waxes |
| US4065333A (en) * | 1977-03-31 | 1977-12-27 | National Gypsum Company | Facing sheet edge trimming |
| JPH07241770A (ja) * | 1994-03-08 | 1995-09-19 | Nissan Motor Co Ltd | 研削液供給装置 |
| DE10238983B4 (de) * | 2002-08-20 | 2009-07-16 | Homag Holzbearbeitungssysteme Ag | Bearbeitungsaggregat für eine Durchlaufmaschine |
-
2005
- 2005-02-17 DE DE200520002637 patent/DE202005002637U1/de not_active Expired - Lifetime
-
2006
- 2006-01-05 DE DE502006000463T patent/DE502006000463D1/de not_active Expired - Lifetime
- 2006-01-05 PL PL06000155T patent/PL1693152T3/pl unknown
- 2006-01-05 ES ES06000155T patent/ES2300067T3/es not_active Expired - Lifetime
- 2006-01-05 EP EP06000155A patent/EP1693152B1/de not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106695017A (zh) * | 2016-12-08 | 2017-05-24 | 安徽金元素复合材料有限公司 | 一种金属倒角切割机 |
| CN110421433A (zh) * | 2019-08-16 | 2019-11-08 | 宁波暮春自动化科技有限公司 | 一种自动板材磨边机 |
| CN111843628A (zh) * | 2020-07-24 | 2020-10-30 | 南京迈得特光学有限公司 | 非规则玻璃镜片尖角倒角方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| PL1693152T3 (pl) | 2008-08-29 |
| EP1693152A1 (de) | 2006-08-23 |
| ES2300067T3 (es) | 2008-06-01 |
| DE202005002637U1 (de) | 2005-04-21 |
| DE502006000463D1 (de) | 2008-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1693152B1 (de) | Vorrichtung zur Nachbearbeitung von Kantenstreifen an plattenförmigen Werkstücken | |
| EP2025465A2 (de) | Vorrichtung zum Bearbeiten eines band- oder plattenförmigen metallischen Werkstücks | |
| DE3308586A1 (de) | Vorrichtung zum spitzenlosen aussenhonen oder -schleifen | |
| DE69501670T2 (de) | Maschine zum Behandeln von Skisohlen, insbesondere durch Schleifen | |
| EP1331068A2 (de) | Schneidwerkzeug umfassend einen Schneidkopf mit einer Antriebsvorrichtung | |
| DE2612981A1 (de) | Selbsttaetige zustell-steuervorrichtung fuer eine schleifmaschine | |
| DE1084469B (de) | Maschine zum Auftragen von Klebstoffen, Leimen od. dgl. auf Furniere, Bretter, Papier, Pappe od. dgl. | |
| DE102007000208A1 (de) | Schleifapparat mit Schlammentfernungsvorrichtung und Schlammentfernungsverfahren | |
| DE102018121626A1 (de) | Poliervorrichtung | |
| DE4439132A1 (de) | Verfahren und Vorrichtung zur Herstellung von Schleif- bzw. Polierwerkzeugen | |
| AT524765B1 (de) | Vorrichtung zum Bearbeiten der Laufkanten eines Sportgerätes | |
| WO2016058575A1 (de) | Vorrichtung zum spitzenlosen rundschleifen und verfahren zur verwendung einer vorrichtung zum spitzenlosen rundschleifen | |
| DE202014009163U1 (de) | Vorrichtung zum spitzenlosen Rundschleifen | |
| DE2810565A1 (de) | Kantenanleimmaschine | |
| DE4121518C2 (de) | Verfahren für die Feinbearbeitung von Werkstückoberflächen | |
| DE19742665B4 (de) | Verfahren zum Schleifen mittels anhaftender Schleifmittel | |
| DE2645913C3 (de) | Verfahren zum Abrunden der Außenkanten der Gewindegänge am Gewindeeinlauf und/oder Gewindeauslauf einer Gewinderolle | |
| DE4414857C1 (de) | Schärfmaschine zum Bearbeiten der Kanten von flächigen Werkstücken, insbesondere aus Leder | |
| DE202005008623U1 (de) | Einrichtung zum Schleifen und/oder Polieren des Kantenbereiches eines plattenförmigen Werkstückes | |
| DE2030214A1 (de) | Schleifelement zum Feinglatten von Holzformteilen sowie Verfahren und Ma schine zum Durchfuhren des Feinglattens | |
| DE1427517A1 (de) | Verfahren und Vorrichtung zum Aufbringen von Wachs auf Schleif- und Polierscheiben od.dgl. | |
| DE19640416B4 (de) | Schleifvorrichtung für das Messer von Entschleif- oder Spaltmaschinen | |
| DE2511167A1 (de) | Schleifautomat | |
| DE876525C (de) | Schleifgeraet fuer Spachtel- und Lackgrund | |
| DE337554C (de) | Vorrichtung zum Schleifen zweischneidiger Rasierhobelklingen gleichzeitig an zwei Schneidenflaechen der gegenueberliegenden Klingenseiten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070130 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT PL |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PL |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KALMBACH, WILHELM Inventor name: GAUSS, ACHIM |
|
| REF | Corresponds to: |
Ref document number: 502006000463 Country of ref document: DE Date of ref document: 20080430 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2300067 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20081222 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20101206 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110120 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170125 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170127 Year of fee payment: 12 Ref country code: ES Payment date: 20170126 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006000463 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180105 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180106 |