EP1516092B1 - Verfahren zum beschichten einer fläche eines gleisbauteils sowie gleisbauteil - Google Patents
Verfahren zum beschichten einer fläche eines gleisbauteils sowie gleisbauteil Download PDFInfo
- Publication number
- EP1516092B1 EP1516092B1 EP03761530A EP03761530A EP1516092B1 EP 1516092 B1 EP1516092 B1 EP 1516092B1 EP 03761530 A EP03761530 A EP 03761530A EP 03761530 A EP03761530 A EP 03761530A EP 1516092 B1 EP1516092 B1 EP 1516092B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aluminum
- track component
- layer
- silicon
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 21
- 239000011248 coating agent Substances 0.000 title claims abstract description 18
- 238000000576 coating method Methods 0.000 title claims abstract description 18
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 30
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 29
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 20
- 239000010703 silicon Substances 0.000 claims abstract description 19
- 238000005507 spraying Methods 0.000 claims abstract description 15
- 239000010410 layer Substances 0.000 claims description 23
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 18
- 239000007921 spray Substances 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims description 2
- 239000010959 steel Substances 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 239000002356 single layer Substances 0.000 claims 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 7
- 238000005260 corrosion Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 229910052750 molybdenum Inorganic materials 0.000 description 5
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000011733 molybdenum Substances 0.000 description 4
- 229910000906 Bronze Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000010974 bronze Substances 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 3
- 238000010285 flame spraying Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 238000007751 thermal spraying Methods 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000010309 melting process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 229910002059 quaternary alloy Inorganic materials 0.000 description 1
- 239000012791 sliding layer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000005494 tarnishing Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B7/00—Switches; Crossings
- E01B7/02—Tongues; Associated constructions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
- C23C4/067—Metallic material containing free particles of non-metal elements, e.g. carbon, silicon, boron, phosphorus or arsenic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/131—Wire arc spraying
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B2202/00—Characteristics of moving parts of rail systems, e.g. switches, special frogs, tongues
- E01B2202/04—Nature of the support or bearing
- E01B2202/042—Sliding
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B2202/00—Characteristics of moving parts of rail systems, e.g. switches, special frogs, tongues
- E01B2202/04—Nature of the support or bearing
- E01B2202/06—Use of friction-reducing surfaces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Definitions
- the invention relates to a method for coating a surface of a Track components with an aluminum-containing layer by means of arc spraying. Also, the invention relates to a track component such as switch component with a coated with aluminum by arc spraying.
- a profiled rail for a monorail with a cross-sectionally horizontal tread, applied to the by flame spraying or electric arc spraying a metal coating is, DE 38 41 044 C2 can be seen.
- the metal coating consists of a Adhesive layer and a wear layer containing 10% to 25% chromium.
- the adhesive layer itself is preferably composed of 60% to 90% nickel and 10% to 40% aluminum together.
- the thickness of the metal coating can be between 0.3 mm and 5 mm lie.
- FR 2,197,730 describes the coating of sliding elements based on iron, in particular of slide chairs for switches, with an alloy containing 85 - 92% Cu.
- the alloy contains Sn and Al.
- arc spraying is used, with two wires, e.g. a tin bronze wire and a Aluminum bronze wire, used. Si is added in small quantities to to support the melting process.
- the alloy has a high lubricity, a high stability against tarnishing and a high abrasion resistance. In addition, it is characterized by a high chemical stability characterized.
- EP 0 446 978 A1 discloses a sliding layer for sliding chairs, which is characterized by a high wear resistance, low friction coefficient and high Corrosion resistance is distinguished. For this purpose, a Ni-Cr-B-Si alloy is applied, which may contain other ingredients. Aluminum is not mentioned. A suitable one Application method is thermal spraying.
- wear-resistant switch parts which have a coating which is preferably made of nickel-based and additives of Cr, B, and Si contains. This coating, which is very wear-resistant and corrosion-resistant, can by thermal spraying are applied.
- the present invention is based on the problem of a method for coating a surface of a track component as well as to develop such itself, that a layer can be formed on the production-technically simple way can, which has a high resistance to sliding and Abrasionsverschl supplement and in particular a high corrosion resistance to atmospheric electrolytes such as B. salt water or deicers shows. Also should have a good adhesion be given.
- the problem is solved by a method of the type mentioned in the Essentially solved by the fact that on the surface aluminum and silicon in one Ratio 3: 2 ⁇ Al: Si ⁇ 4: 1 applied by arc spraying. Especially Aluminum is applied to silicon in a ratio of 3: 1.
- the thickness of the layer consisting of aluminum and silicon should be between 0.2 mm and 2 mm, in particular in the range between 0.8 mm and 1.5 mm lie. Good adhesion has been shown when the layer is on a high strength Steel like St 52 is applied.
- a track component such as turnout component or switch lock parts with a through Arc spraying applied aluminum-containing layer characterized thereby assuming that the layer of aluminum and silicon with a ratio 3: 2 ⁇ Al: Si ⁇ 4: 1 consists of or contains, wherein in particular aluminum to silicon itself behaves like 3: 1.
- a jacket wire with a shell of aluminum and of this received powdered silicon as a spray wire for arc spraying used.
- the molten aluminum and silicon should also with applied to the surface at a delivery pressure of 2 to 4 bar above atmospheric pressure to achieve the desired adhesion.
- the layer should be on the surface with a thickness d of 0.2 mm ⁇ d ⁇ 2 mm, preferably 0.8 mm ⁇ d ⁇ 1.5 mm become.
- the jacket wire as the spray wire is with a wire feed V at 1 m / sec. ⁇ V ⁇ 15 m / sec., Preferably 6 m / sec. ⁇ V ⁇ 8 m / sec., Conveyed toward the arc, wherein between the spray wires, a voltage difference U with 30 V ⁇ U ⁇ 50 V, in particular U ⁇ 40 V should be set.
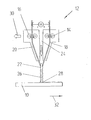
- FIG. 1 In the single figure is a schematic diagram of a device for applying a Spray layer on a track part in the form of a sliding chair 10 shown.
- a device 12 aligned in the wire feed devices 14, 16 spray wires 18, 20 against the slide chair 10 are brought together. Since between the injection wires 18, 20 a voltage V between 30 V and 50 V, in particular prevails in about 40 V, can between the spray wires 18 and 20 a Form arc 22 to melt the arc material. This is done then when between the spray wires 18, 20, in the tip region 22 due to their different potentials have the function of an anode and cathode, in sequence the prevailing voltage difference forms an arc.
- a current I flows between 200 A and 600 A, resulting in a temperature of approx. 4000 ° C, which leads to the desired melting of the spray wires.
- a spray jet 26 is formed, which precipitates as a layer 28 on the slide chair 10.
- the spray wires 18, 20 are sheath wires with an aluminum existing shell that receives powdered silicon.
- the ratio of Aluminum and silicon adjusted so that the spray jet 26 is a composition from aluminum to silicon in the ratio between 3: 2 and 4: 1, in particular 3: 1 having.
- the jacket wires or spray wires 18, 20 are via the feed device 14, 16th at a speed of in particular 30 mm / sec. ⁇ V 5 100 mm / sec. to the Arc 22 promoted.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Architecture (AREA)
- Coating By Spraying Or Casting (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Road Repair (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10228907 | 2002-06-27 | ||
| DE10228907 | 2002-06-27 | ||
| DE2003113957 DE10313957A1 (de) | 2002-06-27 | 2003-02-12 | Verfahren zum Beschichten einer Fläche eines Gleisbauteils sowie Gleisbauteil |
| DE10313957 | 2003-02-12 | ||
| PCT/EP2003/006782 WO2004003296A1 (de) | 2002-06-27 | 2003-06-26 | Verfahren zum beschichten einer fläche eines gleisbauteils sowie gleisbauteil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1516092A1 EP1516092A1 (de) | 2005-03-23 |
| EP1516092B1 true EP1516092B1 (de) | 2005-11-09 |
Family
ID=30001484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03761530A Expired - Lifetime EP1516092B1 (de) | 2002-06-27 | 2003-06-26 | Verfahren zum beschichten einer fläche eines gleisbauteils sowie gleisbauteil |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US7056596B2 (pl) |
| EP (1) | EP1516092B1 (pl) |
| JP (1) | JP4523840B2 (pl) |
| KR (1) | KR100666293B1 (pl) |
| CN (1) | CN100343450C (pl) |
| AT (1) | ATE309411T1 (pl) |
| AU (1) | AU2003246599B2 (pl) |
| BR (1) | BR0312231B1 (pl) |
| CA (1) | CA2486411C (pl) |
| DE (2) | DE10313957A1 (pl) |
| DK (1) | DK1516092T3 (pl) |
| ES (1) | ES2252691T3 (pl) |
| HR (1) | HRP20050086A2 (pl) |
| MX (1) | MXPA04012422A (pl) |
| NO (1) | NO336625B1 (pl) |
| PL (1) | PL206423B1 (pl) |
| RU (1) | RU2282692C2 (pl) |
| TW (1) | TWI245081B (pl) |
| WO (1) | WO2004003296A1 (pl) |
| ZA (1) | ZA200500764B (pl) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011038535A1 (zh) * | 2009-09-30 | 2011-04-07 | 林淑清 | 无燃烧熔射的喷覆装置 |
| EA025873B1 (ru) * | 2014-02-12 | 2017-02-28 | Государственное Научное Учреждение "Объединенный Институт Машиностроения Национальной Академии Наук Беларуси" | Способ нанесения износостойкого покрытия |
| CN106087620B (zh) * | 2016-07-18 | 2017-08-22 | 四川大学 | 一种钢轨表面在线式等离子硬化装置 |
| CN106740289A (zh) * | 2016-11-10 | 2017-05-31 | 无锡市明盛强力风机有限公司 | 一种汽车座椅滑轨 |
| CN110408929B (zh) * | 2019-08-06 | 2021-08-13 | 中国石油大学(华东) | 一种多元合金层的摩擦涂敷装置及加工方法 |
| DE102021106050A1 (de) * | 2021-03-12 | 2022-09-15 | Voestalpine Railway Systems GmbH | Herzstück |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT314578B (de) * | 1972-08-30 | 1974-04-10 | Sixt Dipl Ing Benno | Verbundkörper |
| JPS56102546A (en) * | 1980-01-22 | 1981-08-17 | Toyota Motor Corp | Sliding member |
| JPS56166368A (en) * | 1980-05-22 | 1981-12-21 | Toyota Motor Corp | Sliding member |
| JPS621851A (ja) * | 1985-06-28 | 1987-01-07 | Hitachi Ltd | 摺動部材の製造方法 |
| DE3709126A1 (de) * | 1987-03-23 | 1988-10-13 | Butzbacher Weichenbau Gmbh | Miteinander wechselwirkende gleisteile |
| DE3743368A1 (de) * | 1987-12-21 | 1989-07-13 | Elektro Thermit Gmbh | Gleitschuh fuer schienenweichen |
| DE3841044A1 (de) * | 1988-12-06 | 1990-06-07 | Voest Alpine Maschinenbau | Einschienenbahn |
| US5022455A (en) * | 1989-07-31 | 1991-06-11 | Sumitomo Electric Industries, Ltd. | Method of producing aluminum base alloy containing silicon |
| DE4007734A1 (de) * | 1990-03-10 | 1991-09-12 | Metallgesellschaft Ag | Gleitlagerung |
| JP2777571B2 (ja) * | 1991-11-29 | 1998-07-16 | 大同鋼板株式会社 | アルミニウム−亜鉛−シリコン合金めっき被覆物及びその製造方法 |
| CN1073896A (zh) * | 1991-12-30 | 1993-07-07 | 上海交通大学 | 搪瓷板电热涂层喷涂方法 |
| JP3032071B2 (ja) * | 1992-02-05 | 2000-04-10 | 第一高周波工業株式会社 | 被覆レール |
| JPH06127389A (ja) * | 1992-10-22 | 1994-05-10 | Fuji Electric Co Ltd | 転てつ機の鎖錠装置 |
| US6554992B1 (en) * | 1995-06-07 | 2003-04-29 | Mcwane, Inc. | Aluminum alloy exterior coating for underground ductile iron pipe |
| DE19623269A1 (de) * | 1996-06-11 | 1997-12-18 | Schwihag Gmbh | Weichenzungen |
| US5958521A (en) * | 1996-06-21 | 1999-09-28 | Ford Global Technologies, Inc. | Method of depositing a thermally sprayed coating that is graded between being machinable and being wear resistant |
| JPH1018201A (ja) * | 1996-07-05 | 1998-01-20 | Nippon Signal Co Ltd:The | 電気転てつ機 |
| US5827573A (en) * | 1997-03-17 | 1998-10-27 | Tsai; Tung-Hung | Method for coating metal cookware |
| DE19711756A1 (de) * | 1997-03-21 | 1998-09-24 | Audi Ag | Verfahren zum Beschichten von Oberflächen |
| US6123999A (en) * | 1997-03-21 | 2000-09-26 | E. I. Du Pont De Nemours And Company | Wear resistant non-stick resin coated substrates |
| DE19721818A1 (de) * | 1997-05-26 | 1998-12-10 | Schreck Mieves Gmbh | Verschleißfestes Weichenteil und Verfahren zur Herstellung eines verschleißfesten Weichenteils |
| RU2130399C1 (ru) * | 1997-07-09 | 1999-05-20 | Мамыкин Сергей Михайлович | Способ повышения износостойкости боковой грани рельса и гребня колесной пары |
| DE19733205B4 (de) * | 1997-08-01 | 2005-06-09 | Daimlerchrysler Ag | Beschichtung für eine Zylinderlauffläche einer Hubkolbenmaschine aus einer übereutektischen Aluminium/Siliziumlegierung, Spritzpulver zu deren Herstellung und deren Verwendung |
| DE19735285C2 (de) * | 1997-08-14 | 2001-08-23 | Butzbacher Weichenbau Gmbh | Verfahren zur Herstellung eines Gleisteils |
| ATE228580T1 (de) * | 1997-08-30 | 2002-12-15 | Honsel Gmbh & Co Kg | Legierung und verfahren zum herstellen von gegenständen aus dieser legierung |
| JP3248130B2 (ja) * | 1997-09-30 | 2002-01-21 | 株式会社クボタ | 耐摩耗材の製造方法 |
| JP3207863B2 (ja) * | 1998-03-18 | 2001-09-10 | 大豊工業株式会社 | アルミニウム合金系摺動材料 |
| JP4293295B2 (ja) * | 1998-03-27 | 2009-07-08 | 大豊工業株式会社 | 斜板式コンプレッサーの斜板 |
| DE19841619C2 (de) * | 1998-09-11 | 2002-11-28 | Daimler Chrysler Ag | Werkstoffdraht zur Erzeugung verschleißfester Beschichtungen aus übereutektischen Al/Si-Legierungen durch thermisches Spritzen und seine Verwendung |
| JP2000179453A (ja) * | 1998-12-17 | 2000-06-27 | Taiho Kogyo Co Ltd | 斜板式コンプレッサーの斜板 |
| JP3294209B2 (ja) * | 1999-01-20 | 2002-06-24 | 大豊工業株式会社 | 摺動特性に優れたアルミニウム合金溶射層及び摺動材料 |
| DE10002570B4 (de) * | 1999-01-27 | 2005-02-03 | Suzuki Motor Corp., Hamamatsu | Thermisches Spritzmaterial, Struktur und Verfahren zu ihrer Herstellung |
| WO2000049194A1 (de) * | 1999-02-19 | 2000-08-24 | Volkswagen Aktiengesellschaft | Verfahren und anordnung zum herstellen verschleissfester oberflächen |
| US6165286A (en) * | 1999-05-05 | 2000-12-26 | Alon, Inc. | Diffusion heat treated thermally sprayed coatings |
| JP3251562B2 (ja) * | 1999-07-09 | 2002-01-28 | 大豊工業株式会社 | 斜板式コンプレッサーの斜板 |
| US6270849B1 (en) * | 1999-08-09 | 2001-08-07 | Ford Global Technologies, Inc. | Method of manufacturing a metal and polymeric composite article |
| JP2001130409A (ja) * | 1999-11-01 | 2001-05-15 | Nippon Signal Co Ltd:The | 転てつ装置 |
| JP2001205340A (ja) * | 2000-01-21 | 2001-07-31 | Amada Co Ltd | 曲げ加工方法および曲げ加工装置 |
| DE20005454U1 (de) * | 2000-03-23 | 2001-07-26 | Leonhard Moll Betonwerke GmbH & Co, 81369 München | Betonschwelle |
| DE10028820C5 (de) * | 2000-03-24 | 2004-09-16 | Werner Jung | Verfahren zur Erzeugung eines Materialauftrags auf einer Oberfläche |
| AU2001254737A1 (en) * | 2000-03-24 | 2001-10-03 | Werner Jung | Method for the production of a material coating on a surface |
| DE10019794C2 (de) * | 2000-04-20 | 2002-08-29 | Federal Mogul Friedberg Gmbh | Draht für Drahtlichtbogenspritzverfahren sowie dessen Verwendung |
| DE10041638B4 (de) * | 2000-08-24 | 2015-09-10 | Volkswagen Ag | Laufbahnbeschichtungspulver für das Plasmaspritzen und Verfahren zum Herstellen von Zylinderlaufbahnen |
| JP3920108B2 (ja) * | 2002-02-07 | 2007-05-30 | 日本軽金属株式会社 | アルミニウム部材からなる搬送用レール |
-
2003
- 2003-02-12 DE DE2003113957 patent/DE10313957A1/de not_active Withdrawn
- 2003-06-26 HR HR20050086A patent/HRP20050086A2/hr not_active Application Discontinuation
- 2003-06-26 BR BR0312231A patent/BR0312231B1/pt not_active IP Right Cessation
- 2003-06-26 AT AT03761530T patent/ATE309411T1/de active
- 2003-06-26 PL PL373131A patent/PL206423B1/pl unknown
- 2003-06-26 KR KR1020047021049A patent/KR100666293B1/ko not_active Expired - Fee Related
- 2003-06-26 WO PCT/EP2003/006782 patent/WO2004003296A1/de not_active Ceased
- 2003-06-26 AU AU2003246599A patent/AU2003246599B2/en not_active Ceased
- 2003-06-26 JP JP2004516707A patent/JP4523840B2/ja not_active Expired - Fee Related
- 2003-06-26 CN CNB038151774A patent/CN100343450C/zh not_active Expired - Fee Related
- 2003-06-26 CA CA002486411A patent/CA2486411C/en not_active Expired - Fee Related
- 2003-06-26 RU RU2004139124A patent/RU2282692C2/ru active
- 2003-06-26 EP EP03761530A patent/EP1516092B1/de not_active Expired - Lifetime
- 2003-06-26 ES ES03761530T patent/ES2252691T3/es not_active Expired - Lifetime
- 2003-06-26 MX MXPA04012422A patent/MXPA04012422A/es active IP Right Grant
- 2003-06-26 US US10/514,242 patent/US7056596B2/en not_active Expired - Lifetime
- 2003-06-26 DK DK03761530T patent/DK1516092T3/da active
- 2003-06-26 DE DE50301632T patent/DE50301632D1/de not_active Expired - Lifetime
- 2003-06-27 TW TW92117575A patent/TWI245081B/zh not_active IP Right Cessation
-
2005
- 2005-01-26 ZA ZA200500764A patent/ZA200500764B/xx unknown
- 2005-01-26 NO NO20050432A patent/NO336625B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| PL206423B1 (pl) | 2010-08-31 |
| ATE309411T1 (de) | 2005-11-15 |
| BR0312231B1 (pt) | 2012-08-07 |
| TW200403357A (en) | 2004-03-01 |
| US20050208310A1 (en) | 2005-09-22 |
| ES2252691T3 (es) | 2006-05-16 |
| CA2486411A1 (en) | 2004-01-08 |
| WO2004003296A1 (de) | 2004-01-08 |
| JP4523840B2 (ja) | 2010-08-11 |
| PL373131A1 (pl) | 2005-08-22 |
| MXPA04012422A (es) | 2005-09-21 |
| HRP20050086A2 (en) | 2005-08-31 |
| DK1516092T3 (da) | 2006-03-27 |
| DE10313957A1 (de) | 2004-01-22 |
| CA2486411C (en) | 2008-10-14 |
| TWI245081B (en) | 2005-12-11 |
| RU2004139124A (ru) | 2005-06-10 |
| NO336625B1 (no) | 2015-10-12 |
| RU2282692C2 (ru) | 2006-08-27 |
| CN1665987A (zh) | 2005-09-07 |
| KR100666293B1 (ko) | 2007-01-11 |
| NO20050432L (no) | 2005-01-26 |
| US7056596B2 (en) | 2006-06-06 |
| JP2005530928A (ja) | 2005-10-13 |
| DE50301632D1 (de) | 2005-12-15 |
| BR0312231A (pt) | 2005-04-12 |
| AU2003246599A1 (en) | 2004-01-19 |
| AU2003246599B2 (en) | 2007-12-20 |
| EP1516092A1 (de) | 2005-03-23 |
| CN100343450C (zh) | 2007-10-17 |
| KR20050024383A (ko) | 2005-03-10 |
| ZA200500764B (en) | 2006-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2632739C3 (de) | Verfahren zum thermischen Aufspritzen eines selbsthaftenden Nickel-Aluminium- oder-Nickel-Titan-Überzugs auf ein Metallsubstrat | |
| DE69333657T2 (de) | Legierung mit hoher Korrosionsbeständigkeit und hoher Verschleissfestigkeit, Verfahren zur Herstellung dieser Erzeugnisse und Ausgangsmaterial für dieses Herstellungsverfahren | |
| DE2410455A1 (de) | Verfahren zum aufbringen von ueberzuegen auf eisenmetallsubstrate | |
| DE102009008105A1 (de) | Bremsscheibe für ein Fahrzeug sowie Verfahren zu ihrer Herstellung | |
| EP3325685B1 (de) | Verfahren zur beschichtung einer zylinderlaufbahn eines zylinderkurbelgehäuses, zylinderkurbelgehäuse mit einer beschichteten zylinderlaufbahn sowie motor | |
| DE1521369B2 (de) | Pulverfoermige, selbstfliessende flammspritzmasse | |
| DE2517287A1 (de) | Mit hartmetall bestueckte oder zur gaenze aus hartmetall bestehende walzrollen | |
| EP1516092B1 (de) | Verfahren zum beschichten einer fläche eines gleisbauteils sowie gleisbauteil | |
| DE3241377A1 (de) | Flammspritzwerkstoff | |
| EP0241807A2 (de) | Hochtemperatur-Schutzschicht | |
| DE19722023B4 (de) | Oberflächenbehandeltes Eisenmaterial und Verfahren zur Oberflächenbehandlung von Eisenmaterial | |
| DE69125398T2 (de) | Verfahren zur herstellung eines tauchteiles für schmelzbad | |
| EP2045350A2 (de) | Verfahren zur Herstellung von Beschichtungen aus MMC und derartig beschichtete Bauteile | |
| DE2221943B2 (de) | Borfaser mit antidiffusionsueberzug, verfahren und vorrichtung zu ihrer herstellung | |
| EP1888798A1 (de) | Aluminium-gleitlagerlegierung | |
| EP0018432B1 (de) | Mit einer verschleiss- und korrosionsfesten Wolframkarbid-Schutzschicht versehener Metallteil | |
| DE2200239A1 (de) | Verfahren zur Herstellung von Metall und Kohlenstoffaeden enthaltenden Verbundstoffen | |
| DE102008034399B4 (de) | Verfahren zur Herstellung von Beschichtungen aus MMC und derartig beschichtete Bauteile | |
| DE2914880A1 (de) | Verfahren zur elektrolytischen abscheidung von silber- und silberlegierungsschichten | |
| DE69631520T2 (de) | Gleitlager mit überlagerungsschichten | |
| DE8716743U1 (de) | Fülldraht zum Erzeugen von Schmelz-Verbundschichten | |
| DE19517065B4 (de) | Gießform für Strangguß | |
| WO2008155320A1 (de) | Verfahren zur herstellung eines blechs in einer walzstrasse | |
| WO2007060078A1 (de) | Verfahren zum herstellen einer kontaktgeeigneten schicht auf einem metallelement | |
| EP0705910B1 (de) | Verfahren zur Oberflächenbeschichtung von Profildrähten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041110 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: LT Payment date: 20041110 Extension state: LV Payment date: 20041110 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: LT LV |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50301632 Country of ref document: DE Date of ref document: 20051215 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS & PARTNER PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060213 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060410 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20051109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060510 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2252691 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060810 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061229 |
|
| BERE | Be: lapsed |
Owner name: BWG G.M.B.H. & CO. KG Effective date: 20060630 Owner name: VAE GMBH Effective date: 20060630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060626 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20200625 Year of fee payment: 18 Ref country code: CH Payment date: 20200618 Year of fee payment: 18 Ref country code: DK Payment date: 20200622 Year of fee payment: 18 Ref country code: DE Payment date: 20200618 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20200625 Year of fee payment: 18 Ref country code: NL Payment date: 20200625 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200619 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200824 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200625 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50301632 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210626 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20210701 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 309411 Country of ref document: AT Kind code of ref document: T Effective date: 20210626 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210626 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210626 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220826 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210627 |