EP1360397B2 - Verfahren und palette zur herstellung eines präzisen betonfertigteiles - Google Patents
Verfahren und palette zur herstellung eines präzisen betonfertigteiles Download PDFInfo
- Publication number
- EP1360397B2 EP1360397B2 EP02706697A EP02706697A EP1360397B2 EP 1360397 B2 EP1360397 B2 EP 1360397B2 EP 02706697 A EP02706697 A EP 02706697A EP 02706697 A EP02706697 A EP 02706697A EP 1360397 B2 EP1360397 B2 EP 1360397B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- accordance
- foregoing
- pallet
- shuttering
- unfinished part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 36
- 239000011178 precast concrete Substances 0.000 title claims abstract description 31
- 229910000831 Steel Inorganic materials 0.000 claims description 79
- 239000010959 steel Substances 0.000 claims description 79
- 239000004567 concrete Substances 0.000 claims description 22
- 238000012545 processing Methods 0.000 claims description 22
- 238000003754 machining Methods 0.000 claims description 14
- 230000002787 reinforcement Effects 0.000 claims description 13
- 239000000872 buffer Substances 0.000 claims description 10
- 238000001035 drying Methods 0.000 claims description 9
- 238000003860 storage Methods 0.000 claims description 6
- 238000004140 cleaning Methods 0.000 claims description 5
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 239000000835 fiber Substances 0.000 claims description 3
- 238000000227 grinding Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000009416 shuttering Methods 0.000 claims 20
- 238000005520 cutting process Methods 0.000 claims 2
- 230000003014 reinforcing effect Effects 0.000 claims 2
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 238000005304 joining Methods 0.000 claims 1
- 241001669679 Eleotris Species 0.000 abstract 1
- 238000009415 formwork Methods 0.000 description 43
- 238000010276 construction Methods 0.000 description 7
- 239000007787 solid Substances 0.000 description 7
- 238000009434 installation Methods 0.000 description 6
- 210000001520 comb Anatomy 0.000 description 4
- 238000012805 post-processing Methods 0.000 description 4
- 229910001294 Reinforcing steel Inorganic materials 0.000 description 3
- 239000000969 carrier Substances 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 230000020347 spindle assembly Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000000205 computational method Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/08—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads
- B28B11/0863—Apparatus or processes for treating or working the shaped or preshaped articles for reshaping the surface, e.g. smoothing, roughening, corrugating, making screw-threads for profiling, e.g. making grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B23/00—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects
- B28B23/02—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects wherein the elements are reinforcing members
- B28B23/04—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects wherein the elements are reinforcing members the elements being stressed
- B28B23/06—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects wherein the elements are reinforcing members the elements being stressed for the production of elongated articles
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B3/00—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails
- E01B3/28—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails made from concrete or from natural or artificial stone
- E01B3/32—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails made from concrete or from natural or artificial stone with armouring or reinforcement
- E01B3/34—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails made from concrete or from natural or artificial stone with armouring or reinforcement with pre-tensioned armouring or reinforcement
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B1/00—Ballastway; Other means for supporting the sleepers or the track; Drainage of the ballastway
- E01B1/002—Ballastless track, e.g. concrete slab trackway, or with asphalt layers
Definitions
- the present invention relates to a method for producing a precise precast concrete part, in particular in the form of a threshold or a slab of a fixed track for rail-guided vehicles and a pallet for producing a prestressed precast concrete part with a formwork and a tensioning device for tensioning wires.
- precast concrete parts solid roadways for rail-guided vehicles, wall elements or other supports or supports are produced as precast concrete parts.
- precast concrete parts no particular precision in the dimensions of the part is required. The usual, achievable in the concrete trade tolerances are sufficient here. If other components are mounted on the precast concrete parts, which must comply with very tight tolerances, this is usually done with adjustment so that resulting from the concrete inaccuracies can be compensated.
- rail fasteners are used at the individual bases, which make the rail adjustable in several directions in order to comply with the tight tolerances between the individual rails can.
- Object of the present invention is thus to provide a method and an apparatus with which precast concrete parts can be produced, which allow tighter than usual tolerances for body parts. It is thus the cost of manufacturing, equipment and installation of concrete components and the rails and their attachment significantly reduced.
- the precast concrete part is first prepared in a formwork as a blank in a method for producing a precise precast concrete part, in particular in the form of a threshold or slab for a fixed track for rail-guided vehicles. It is then cured in an advantageous embodiment of the invention by storage for several days and then, at least on the functionally relevant parts, if necessary, applied material, for example plastic, and / or machined to the predetermined level. Due to the storage lasting several days, the prefabricated concrete element hardens to a great extent, as a result of which it creeps and shrinks to almost its final state. As a result, a component is obtained which is largely dimensionally stable and thus will hardly change even when later used on a construction site. On this basis, the post-processing of the functionally relevant bodies is carried out. The post-processing can also be done on the now mounted rail fasteners, which in particular, when the component is cured, can also be edited very accurately.
- the blank rail supports which are processed according to the individual requirements of the precast concrete part to the required in the later route, predetermined level. It thus components are obtained, which may be provided for a specific location in a route.
- relatively simple standard components can be used, which do not differ from each other. This has the advantage that when replacing rails or rail fasteners no consideration for the specific site must be taken and therefore any parts used or can be interchanged. An individual processing of the fasteners is not necessary.
- the machined part will retain the machined dimension. If subsequently other components, such as rails mounted on the fixed track, so these are very precise to attach to the component.
- solid lanes can be designed so that the functionally relevant surfaces are relatively small. It lends itself here, for example, to train the solid lane with hump, which represent the bases for the tracks. Thus, only these interpolation points must be processed.
- the remaining precast concrete part can be within a tolerance range, as is customary for the production of precast concrete parts.
- an individual precast concrete part can be produced by a corresponding processing of the functionally relevant points. It is thus possible to realize at fixed lanes, which are composed of a plurality of rectilinear panels, by machining the corresponding bases also radii.
- the blank of the precast concrete part is produced in circulation production. In this way it can be ensured that an always constant precision of the blank is guaranteed, whereby the machining can then be carried out under the same conditions. The precision of the end part can thus be guaranteed.
- a variety of individual finished parts can be made from standardized blanks.
- a substantially cost-effective production process is selected by the circulation production.
- the components can be produced in a multi-shift operation, wherein during the drying of the components already other shapes can be prepared and filled again.
- the blank and its formwork and / or a clamping device for prestressing steels of the blank is transported during the manufacture of the blank on movable pallets.
- all production-relevant components for the blank are arranged on the movable pallet and can thus go through the manufacturing process.
- the circulation production is divided into different processing stations.
- a cleaning station, a dowel and spindle mounting station for the slab of the slab, a reinforcement station, a tensioning station, a concreting station with or without a compression station, a drying chamber, a decompression and deswelling station and / or a blank removal station are provided.
- the pallet located there is processed and prepared accordingly, in order to finally allow the blank to be produced as a final product.
- Each individual station specializes in one or more specific activities. It can therefore also be advantageously provided that robots are provided in each station, which can perform all or a large part of the required work. In order to avoid that it is not possible to continue working at individual stations because there are standstills at other stations or longer work periods are required there, it is advantageous if buffers are provided between two stations in which the movable pallets can be temporarily stored.
- a part of the reinforcement arranged in the blank is prestressed.
- a very stable blank is obtained, which remains largely dimensionally stable during installation on the construction site and during later use and can absorb high loads.
- the reinforcement in particular in the case of slabs of a fixed carriageway in the transverse and longitudinal direction of the blank is arranged. Typical dimensions for slabs of a fixed carriageway are lengths of approx. 6.50 m and widths between 2.40 m and 3 m.
- the prestressing steels Due to the short lengths of the prestressing steels, a precise and, with regard to the individual prestressing steels, substantially uniform prestressing is required in order to be able to produce a uniformly stable component. In addition, it is necessary that the formwork of the blank and thus the shape of the component is not changed by the bias. It is therefore provided according to the invention that the prestressing steels are clamped independently of the formwork or formwork. As a result, in turn, a very precise blank and thus also obtain a very precise end product, since the bias is not introduced into the formwork, but on their own specially provided biasing devices. The formwork thus has to absorb only the concrete forces and can thus be performed in the usual way.
- the tension can also be supported on the formwork. This is sufficient if no high demands are placed on the peripheral design of the components.
- prestressing steels In order to apply the most uniform clamping force on the prestressing steels, it is advantageous if several prestressing steels are tensioned simultaneously. If a plurality of prestressing steels are connected to one another by means of a displacement and / or force compensation device, a uniform tension of the prestressing steels is made possible.
- New and inventive is that the prestressing steels are combined into sections and the sections are stretched individually or in groups or together or relaxed. As a result, at least individual areas are each provided with the same clamping force, whereby the blank can be made very uniform and stable.
- the side formwork and then the bottom formwork are removed from the blank for removal.
- the side formwork and then the bottom formwork are removed from the blank for removal.
- the blanks can be stored vertically, for example, for curing.
- the blank is advantageously transported by means of a removal cart in the Aushärtlager and later from Aushärtlager to a finishing station.
- Such stationary machines can be designed for example in gantry design and guarantee a particularly precise machining of the components.
- the components can be stored defined for processing according to their subsequent mounting position and edited in this situation. But it can also be calculated by computational methods, the later installation position in relation to the actual processing position and be made with the computer-controlled processing machine, the corresponding processing.
- the machining which will often be machining, will be carried out on the later contact surfaces of the rail or rail fastening and / or on centering points of the fixed carriageway. At the centering the connection to other fixed carriageway slabs is provided, so that a total of a defined rail bed, which is composed of a plurality of individual plates, arises.
- the rail fasteners and possibly also the rails are already mounted in the production hall, as soon as possible after machining on the fixed track.
- the complete panel can then be delivered to the construction site and installed at the intended location.
- the clamping device is mounted independently of the formwork. This makes it possible to create a blank, which offers the best conditions for later processing to create very precise dimensions and very tight tolerances.
- the demoulding and clamping of the blank is independently feasible.
- the clamping device is constructed such that it has at least one pressure support and at least one pulling device.
- the pressure support is independent of the formwork and therefore suitable to absorb the tensile forces acting on the prestressing steels. It is particularly simple in construction when the pulling device is rotatably mounted around the pressure support.
- At least one tension rod is arranged at one end of the pulling device and at least one fastening device for prestressing steel is arranged at the other end, then by means of the pulling device a rotation about the pressure support, which between the pulling device and the fastening device for the Prestressing steels is arranged, the force on the prestressing steels are carried out very advantageous.
- the fastening device be tensioned and locked by means of one or more clamping units, in particular by means of a hydraulic device.
- the clamping unit can then be removed again from the fastening device and used for the next clamping operation.
- the fastening device is a comb in which a plurality of prestressing steels can be suspended.
- the tension of the prestressing steels is then effected by moving the comb in the direction of the longitudinal axis of the prestressing steels, whereby the prestressing steels are stretched.
- the prestressing steels try to relax and thus bring a compressive stress in the concrete slab.
- the fastening device or the comb is rotatably mounted on the pulling device.
- the prestressing steels are upset at the ends and thus form a broadening.
- This broadening creates a positive connection between the reinforcing steel and the comb.
- an automatic hooking the prestressing steels in the comb is very easy to implement, since the prestressing steels must be placed only in one direction over the openings of the comb.
- the combs which are each arranged at one end of the prestressing steels, moved away from each other and thus cause the tension of the prestressing steels.
- the formwork can be equipped with various inserts.
- the inserts which can optionally be inserted into the basic formwork, are each designed so that they are suitable for a particular method of fastening the rails.
- the inserts may be designed such that they divide the formwork into several components.
- the side mold or parts thereof are removable from the bottom formwork.
- Another advantage here is that the insertion of the prestressing steels in the combs can be done automatically. Only after the insertion of the steels, a part of the side molds is fixed, whereby the shaping of the blank is effected.
- the side molds have corresponding recesses or pitches, so that the prestressing steels can be passed through the side formwork. It is particularly advantageous, as has already been explained above, if the formwork is in each case independent of the tensioning device and thus can also be grown or dismounted independently thereof.
- the pallet for circulation production advantageous, it is provided that it has rails or rollers. As a result, a movement of the pallet from station to station of the circulation production is very easy to implement.
- FIG. 1 are the various stations of the invention circulation production 1 for the production of precise precast concrete elements, in particular made of fiber concrete.
- a pallet 20 is fed to a first buffer 2 via conventional conveyors. From the buffer 2, the pallet 20 enters a cleaning station 3. Here, the formwork and, where appropriate, the clamping device is cleaned to ensure safe operation.
- the Cleaning station 3 are for this purpose, for example, vacuum cleaners available, which are advantageously operated by means of robots and clean the pallet 20.
- the dowel or spindle assembly is then performed in the station 4.
- the dowels and spindles are required in particular in a slab of a fixed track for rail-guided vehicles. By means of the spindles, the position of the plate is later aligned on the construction site or for processing. About the dowels, the rails or rail fasteners to guide the vehicle are mounted on the plate. Also in this station, the dowel and spindle assembly is largely feasible by means not shown robot.
- the pallet 20 From the buffer 2, the pallet 20 enters the first reinforcement station 5.
- different reinforcements are required.
- a part of the reinforcement for example mats or prestressing steels, which are designed in particular for slabs of fixed carriageways, are inserted into the formwork.
- the transverse thereto inserted prestressing steels such as threaded rods, can be inserted.
- a further buffer 2 is arranged between the two reinforcement stations 5.
- the prestressing steels In the subsequent tensioning station 6 hydraulic devices are provided with which the prestressing steels can be biased.
- the prestressed steels are fixed in the tensioning station 6, so that the example hydraulic bias after fixing the prestressing steels can be removed again and can be used for the next pallet 20 or next station.
- the tension of the steels can be done individually. Preferably, however, the tension will be at least section wise, and it may also be advantageous to tension several sections simultaneously. As a result, the clamping of all prestressing steels can be done faster than if this happens one after the other, so that if necessary, the cycle time of a pallet can be reduced.
- a further buffer 2 is approached by the pallet 20.
- the pallet 20 remains in the buffer 2 until the next station has become free again.
- the formwork with concrete such as fiber concrete, filled and optionally compacted, whereby the actual component is created.
- the pallet is moved into a drying chamber 9.
- a lift 8, 8 'at the beginning and at the end of the drying chamber 9 is arranged in each case.
- the pallets 20 are moved to different levels of the drying chamber 9, so that a large number of pallets 20 may be in circulation at the same time and a large number of precast concrete parts can be made simultaneously.
- the pallet 20 is removed from the drying chamber 9 via the lift 8 'and fed to a demoulding and relaxation station 10.
- the relaxation of the prestressing steels and the demolding is carried out simultaneously.
- the plate of the fixed carriageway is completely removed from the pallet and placed on a dump truck 12. If necessary, the built-in spindle, for example, 20mm is turned up here to be cleaned later. Subsequently, in a station 18, the separation of the protruding prestressing steel ends and the cleaning of the spindles.
- the removal cart 12 brings the plate into a tilting station 13, in which the plate is rotated, for example, by 90 ° and parked in a warehouse.
- the concrete hardens, causing it to creep and shrink and take on its final dimensions largely.
- the concrete part has largely reached its final dimensions and can be reworked.
- it is again placed on a trolley 12 via the tilting station 13 and fed to a further processing station 15.
- the plate is spindled for this purpose. This means that the plate is aligned according to their subsequent installation position in the fixed lane.
- This processing station 16 may include, for example, a concrete milling machine, drill or a grinding machine, with which the corresponding points of the blank are machined precisely or in shape or prepared for assembly.
- a concrete milling machine drill or a grinding machine, with which the corresponding points of the blank are machined precisely or in shape or prepared for assembly. The fact that the plate is cured causes the processing of the plate, that even in the later installation position, the dimensions achieved here can be maintained.
- the processing of the plate may for example also include the milling of recesses for guides, which are used at the ends of the plates.
- the guides which for example have a trapezoidal cross-section and are made of steel, overlap two plates and thus allow an exact alignment of the plates to each other.
- three such guides on the top, bottom and / or side surfaces of the plate have proven to be advantageous to secure positioning of the plates in the x-, y- and z-direction each other as long maintain until the position of the plates is finally fixed, for example by a bottom casting.
- By a corresponding angular arrangement of the recesses to the longitudinal axis of the plate it is possible to provide a polygon laying of the plates.
- the precast concrete part of a last station namely an assembly station 17 is supplied.
- the assembly station 17 the rail fasteners and possibly even the rails themselves are mounted on the plate.
- This pre-assembled plate can be processed very quickly later on the construction site, as adjustment can largely be dispensed with after the specifications which were given to the individual individual plate could already be taken into account during machining and assembly.
- the plate made individually for a special slot in the fixed carriageway is optionally numbered and transported via a transport cart 12 a warehouse or directly to the site.
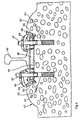
- FIG. 2 a front view of a pallet 20 is shown.
- the pallet 20 is constructed on carriers 21 and rails 22.
- the side wall 24 of the front side various undercuts are provided in order to carry out the connection of adjacent plates of the fixed carriageway.
- the side mold 24 is, for example, with devices not shown hinged or removable from the bottom mold, so that the removal of the subsequent blank is easily possible.
- Each tensioning device consists of a pressure support 31 and a traction device 32.
- the traction device 32 is rotatably mounted about a pivot point 33 of the pressure support 31.
- a tension rod 34 is arranged below the pressure support 31 below the pressure support 31 below the pressure support 31 below the pressure support 31.
- a second pulling device 32 ' is fixed to the pressure support 31. With her, a spindle 40 and a nut 39 cooperates.
- the effective length of the spindle 40 can be shortened.
- the shortening is done for example by means of a hydraulic device which acts on the spindle 40 and shortens its effective length.
- the pulling device 32 is rotated about the pivot point 33 and the prestressing steel 35 and the tension rod 34 is stretched.
- the shortened spindle 40 is fixed by means of the nut 39.
- the second pulling device 32 ' may also be rotatable, equal or similar to the attachment of the pulling device 32 to the pressure support 31.
- the prestressing steels 35 are connected to the upper end of the drawbar 32 and 32 '.
- the connection of the prestressing steels 35 takes place in the present embodiment by means of a comb 36, which is connected via a pivot point 37 with the upper end of the pulling device 32.
- the prestressing steels 35 are preferably hung in the comb 36 via an upsetting. But there are also other cross-sectional changes already described above possible.
- the tensioning device 30 acts independently of the formwork 23, 24, 24 ', so that a deformation of the formwork 23, 24, 24' does not occur when the tension is applied.
- the tension is essentially supported by the pressure support 31, which is fastened to the frame of the pallet 20.
- the pressure support 31 is formed so stable that a deformation of the pallet 20 is also avoided.
- FIG. 3 a side view of a pallet 20 is shown.
- the skeleton of the pallet 20 consists of the carriers 21 and the rail 22. On the supports 21, the bottom formwork 23 and the side mold 24, 24 'is constructed.
- a plurality of clamping devices 30 are arranged along the pallet 20, a plurality of clamping devices 30 are arranged.
- Each tensioning device 30 has a tension rod 34.
- the tension rod 34 is connected to the traction device 32, which is supported on the pressure support 31.
- the comb 36 is arranged at the end of the traction device 32, which is opposite to the tension rod 34.
- the comb 36 has a plurality of openings 38 into which the prestressing steels can be inserted.
- a plurality of prestressing steels 35 are thus simultaneously tensioned.
- a uniform tension is effected, which is particularly important, in particular due to the short length of the prestressing steels 35, in order to achieve a uniform tension.
- the tension of the tension rod 34 may be such that a hydraulic device on the spindle 40 from FIG. 2 accesses and shortens these, so that two opposed combs 36 are moved apart and thereby tension the prestressing steels 35.
- Such a voltage can be completed individually per clamping device 30. But it can also be clamped several of the clamping devices 30 simultaneously, so that the clamping of the complete pallet 20 is faster. The cycle times can thus be reduced.
- a section-wise structure of the pallet 20 is effected.
- the pallet 20 can thereby be designed more or less long, without the basic structure of the pallet 20 must be changed.
- the introduction of the clamping forces is to accomplish uniformly by the sectional structure.
- the comb 36 may also be, for example, multiple stored Force or Wegausretes adopted be used to cause a uniform tensile force in the prestressing steels 35. Such aids may be required due to the unusually short prestressing steels 35.
- FIG. 4 a perspective view of the pallet 20 is shown.
- supports 21 are fixed, which form the backbone of the device.
- the bottom formwork 23 has inserts 26, in which bumps 25 of the slab of the fixed carriageway are incorporated. Due to different mounting systems for the track rails to be mounted on the track, various bump shapes are required. These can be realized by simply replacing the inserts 26 with otherwise unchanged pallet 20.
- a tensioning device 30 is provided, which has a pressure support 31, two pulling devices 32 and a tension rod 34.
- a comb 36 is in each case arranged at the two draw devices 32, in which the six prestressing steels 35 are received in openings 38 in this exemplary embodiment.
- the rails 22 serve to transport the pallet 20 by being passed over transport systems.
- the pallet 20 can thus be moved from station to station. This can be done for example by motorized rollers. But it is also possible that instead of the rails 22 rollers are arranged, which in turn roll on fixed rails. However, the embodiment shown here has the advantage that the rails 22 serve to stabilize the pallet 20 and to transport the pallet 20 at the same time.
- FIG. 5 shows a detailed view of a plate 42 with a rail support.
- the rail support consists of two humps 43 and a support 44.
- a rail 45 is secured between the two humps 43.
- the rail 45 is thereby arranged with the aid of intermediate layers, which on the one hand cause the height compensation and on the other hand, an attenuation of the rail 45 on the support 44.
- the attachment of the rail 45 by means of screws 47 which are anchored in the concrete of the plate 42 by means of dowels 51 and by means of brackets 49 which are supported on the bump 43 and an angled guide plate 49 and the rail 45.
- the angle guide plates 49 between the bump 43 and the foot of the rail 45 are arranged.
- the rail 45 is held in the desired position in the horizontal direction.
- the angled guide plates 49 may be standard parts which are substantially equal to each other. As a result, an exchange or any use of the angle guide plates 49 during the laying of a rail 45 is possible.
- the plates 42 are first produced by default and only individualized by the machining. As a result, a very fast and thus cost-effective production of a plurality of plates 42 with a single mold is possible. A significantly faster production and installation of prefabricated panels 42 in comparison with earlier manufacturing and assembly methods makes the use of these systems as fixed tracks even more advantageous.
- the present invention is not limited to the illustrated embodiments.
- the principle of the pallet can also be used for other components than for slabs of a solid roadway.
- Conceivable for example, supports or carriers, which can also be produced in circulation production.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung eines präzisen Betonfertigteiles, insbesondere in Form einer Schwelle oder einer Platte einer festen Fahrbahn für schienengeführte Fahrzeuge sowie eine Palette zur Herstellung eines vorgespannten Betonfertigteiles mit einer Schalung und einer Spannvorrichtung für Spannstähte.
- Aus der
EP-A-0 289 017 ist ein Verfahren zur Herstellung eines Betonfertigteiles, insbesondere in Form einer Schwelle bekannt. Aus derDE-A-19 708 734 ist eine Palette gemäß dem Oberbegriff des vorliegenden Anspruchs 33 bekannt. - Als Betonfertigteile werden beispielsweise feste Fahrbahnen für schienengeführte Fahrzeuge, Wandelemente oder andere Träger oder Stützen hergestellt. In den meisten Anwendungsfällen von Betonfertigteilen ist keine besondere Präzision hinsichtlich der Maße des Teiles erforderlich. Die üblichen, im Betonhandwerk erreichbaren Toleranzen sind hierbei ausreichend. Werden auf die Betonfertigteile andere Bauteile montiert, welche besonders enge Toleranzen einhalten müssen, so erfolgt dies üblicherweise mit Einstelleinrichtungen, so daß aus dem Beton herrührende Ungenauigkeiten ausgeglichen werden können. Insbesondere bei der Herstellung von festen Fahrbahnen, wie sie beispielsweise aus der
DE 197 33 909 A1 bekannt sind, werden deshalb Schienenbefestigungen an den einzelnen Stützpunkten verwendet, welche in mehreren Richtungen die Schiene verstellbar machen, um die engen Toleranzen zwischen den einzelnen Schienen einhalten zu können. Außerdem werden elastische Zwischenlagen zwischen dem Betonfertigteil und der Schiene verwendet, welche unterschiedliche Dicken aufweisen um den Schienenkopf in der geforderten Höhe positionieren zu können. Hierdurch sind viele unterschiedlich dicke Zwischenlagen erforderlich, um die relativ großen Toleranzen des Betonteiles ausgleichen zu können. Die Zwischenlagen und die einstellbaren Schienenbefestigungen sind aufwendig in der Herstellung, Montage und Lagerhaltung. - Aufgabe der vorliegenden Erfindung ist es somit ein Verfahren und eine Vorrichtung zu schaffen, mit welcher Betonfertigteile herstellbar sind, welche engere als bisher übliche Toleranzen für Aufbauteile ermöglichen. Es wird damit der Aufwand für die Herstellung, Ausrüstung und Montage der Betonbauteile sowie der Schienen und deren Befestigung erheblich reduziert.
- Die Aufgabe wird gelöst durch die Merkmale der unabhängigen Ansprüche 1 und 33.
- Erfindungsgemäß wird bei einem Verfahren zur Herstellung eines präzisen Betonfertigteiles, insbesondere in Form einer Schwelle oder Platte für eine feste Fahrbahn für schienengeführte Fahrzeuge das Betonfertigteil zuerst in einer Schalung als Rohteil hergestellt. Anschließend wird es in vorteilhafter Ausgestaltung der Erfindung durch mehrtägige Lagerung ausgehärtet und sodann, zumindest an den funktionsrelevanten Teilen, falls erforderlich Material, beispielsweise Kunststoff aufgetragen und/oder spanend auf das vorbestimmte Maß abgearbeitet. Durch die mehrtägige Lagerung härtet das Betonfertigteil weitgehend aus, wodurch es bis nahezu seinem endgültigen Zustand kriecht und schwindet. Hierdurch wird ein Bauteil erhalten, welches weitgehend maßhaltig ist und sich somit auch bei seinem späteren Einsatz auf einer Baustelle kaum mehr verändern wird. Auf dieser Grundlage wird die Nachbearbeitung der funktionsrelevanten Stellen vorgenommen. Die Nachbearbeitung kann auch auf den inzwischen montierten Schienenbefestigungen erfolgen, welche insbesondere dann, wenn das Bauteil ausgehärtet ist, ebenfalls sehr maßgenau bearbeitet werden kann.
- Werden als funktionsrelevante Stellen Montageflächen für die Montage der Schiene oder Verbindungsstellen einer Verbindung mehrerer Betonfertigteile miteinander bearbeitet, so werden sehr exakt definierte Schnittstellen für den Anbau von weiteren Bauteilen erhalten.
- Werden die bearbeiteten Stellen hinsichtlich des Ist-Maßes kontrolliert, so ist sichergestellt, daß das geforderte Soll-Maß gleichbleibend erhalten wird und auf der Baustelle eine Nacharbeit nicht mehr erforderlich ist.
- Wird bei der Bearbeitung der funktionsrelevanten Stellen der aktuelle Verschleiß des Werkzeuges berücksichtigt, so ist eine weitere Maßnahme getroffen, daß das geforderte Sollmaß sehr genau erhalten wird..
- Vorteilhafterweise hat das Rohteil Schienenstützpunkte, welche entsprechend den individuellen Erfordernissen des Betonfertigteiles auf das in der späteren Trasse erforderliche, vorbestimmte Maß bearbeitet werden. Es werden damit Bauteile erhalten, welche für einen speziellen Einsatzort in einer Trasse vorgesehen sein können. Zur Schienenbefestigung können relativ einfache Standard-Bauteile verwendet werden, welche sich nicht voneinander unterscheiden. Dies hat den Vorteil, daß beim Austausch von Schienen oder Schienenbefestigungen keine Rücksicht auf den speziellen Einsatzort genommen werden muß und daher beliebige Teile verwendet oder untereinander ausgetauscht werden können. Eine individuelle Bearbeitung der Befestigungsteile ist dadurch nicht notwendig.
- Wenn zuerst das Bauteil ausgehärtet wird und sich später nicht mehr verändern wird, wird auch die bearbeitete Stelle das so bearbeitete Maß beibehalten. Werden anschließend hierauf andere Bauteile, wie beispielsweise Schienen auf der festen Fahrbahn montiert, so sind auch diese sehr präzise auf dem Bauteil zu befestigen. Insbesondere feste Fahrbahnen können dabei so ausgebildet werden, daß die funktionsrelevanten Flächen relativ gering sind. Es bietet sich hierbei beispielsweise an, die feste Fahrbahn mit Höcker auszubilden, welche die Stützpunkte für die Gleise darstellen. Es müssen somit nur diese Stützpunkte bearbeitet werden. Es sind aber natürlich auch andere Formen mit dem erfindungsgemäßen Verfahren herstellbar. Das übrige Betonfertigteil kann in einem Toleranzbereich liegen, wie er üblich für die Herstellung von Betonfertigteilen ist. Durch eine entsprechende Bearbeitung der funktionsrelevanten Stellen kann darüber hinaus ein individuelles Betonfertigteil hergestellt werden. Es ist somit möglich, bei festen Fahrbahnen, welche aus einer Vielzahl geradliniger Platten zusammengesetzt sind, durch eine Bearbeitung der entsprechenden Stützpunkte auch Radien zu verwirklichen.
- Besonders vorteilhaft ist es, wenn das Rohteil des Betonfertigteiles in Umlauffertigung hergestellt wird. Hierdurch kann gewährleistet werden, daß eine stets gleichbleibende Präzision des Rohteiles gewährleistet wird, wodurch auch die spanende Bearbeitung anschließend unter gleichbleibenden Voraussetzungen erfolgen kann. Die Präzision des Endteiles kann somit gewährleistet werden. Außerdem kann aus standardisierten Rohteilen eine Vielzahl individueller Fertigteile hergestellt werden. Darüber hinaus ist durch die Umlauffertigung ein wesentlich kostengünstiges Herstellungsverfahren gewählt. Die Bauteile können in einem Mehrschichtbetrieb hergestellt werden, wobei während der Trocknung der Bauteile bereits andere Formen wieder präpariert und gefüllt werden können.
- Bisher war es nicht wirtschaftlich, Betonfertigteile mit der hier geforderten Präzision in Umlauffertigung herzustellen. Durch die vorliegende Erfindung ist es aber gelungen, mittels der entsprechenden Nachbearbeitung der Bauteile die Bauteile besonders kostengünstig auch in Umlauffertigung herstellen zu können. Ein weiteres Vorurteil war, daß durch die Umlauffertigung stets nur gleiche Bauteile wirtschaftlich herstellbar sind, während aber, insbesondere für die feste Fahrbahn meist sehr individuelle Bauteile erforderlich sind, um dem jeweiligen Streckenverlauf gerecht zu werden. Durch die Nachbearbeitung ist es nunmehr möglich, ausgehend von einem Standardteil individuelle Bauteile, welche durchnumeriert werden, zu schaffen.
- Vorteilhafterweise wird das Rohteil und dessen Schalung und/oder eine Spannvorrichtung für Spannstähle des Rohteils während der Fertigung des Rohteils auf bewegbaren Paletten befördert. Hierdurch sind alle herstellungsrelevanten Bauteile für das Rohteil auf der bewegbaren Palette angeordnet und können so den Fertigungsprozeß durchlaufen.
- Um eine komplette Herstellung des Rohteiles zu gewährleisten, ist die Umlauffertigung in verschiedene Bearbeitungsstationen unterteilt. Insbesondere sind eine Reinigungsstation, eine Dübel- und Spindelmontagestation für die Platte der festen Fahrbahn, eine Bewehrungsstation, eine Spannstation, eine Betonierstation mit oder ohne einer Verdichtungsstation, eine Trockenkammer, eine Entspann- und Entschalungsstation und/oder eine Rohteilentnahmestation vorgesehen. In der jeweiligen Station wird die dort befindliche Palette entsprechend bearbeitet und präpariert, um schließlich das Rohteil als Endprodukt entstehen zu lassen. Jede einzelne Station ist dabei spezialisiert auf eine oder mehrere spezielle Tätigkeiten. Es kann daher auch vorteilhafterweise vorgesehen sein, daß in jeder Station Roboter vorgesehen sind, welche alle oder einen Großteil der erforderlichen Arbeiten ausführen können. Um zu vermeiden, daß an einzelnen Stationen nicht weitergearbeitet werden kann, weil es an anderen Stationen Stillstände gibt oder dort längere Arbeitszeiträume erforderlich sind, ist es vorteilhaft, wenn zwischen zwei Stationen Puffer vorgesehen sind, in welchen die bewegbaren Paletten zwischengelagert werden können.
- Vorteilhafterweise wird ein Teil der in dem Rohteil angeordneten Bewehrung vorgespannt. Hierdurch wird ein sehr stabiles Rohteil erhalten, welches auch bei der Verlegung auf der Baustelle sowie während des späteren Einsatzes weitgehend formbeständig bleibt und hohe Belastungen aufnehmen kann. Vorteilhafterweise ist die Bewehrung, insbesondere bei Platten einer festen Fahrbahn in Quer- und Längsrichtung des Rohteiles angeordnet. Typische Maße für Platten einer festen Fahrbahn sind Längen von ca. 6,50 m und Breiten zwischen 2,40 m und 3 m. Durch die Anordnung der Spannbewehrung in Querrichtung des Rohteiles, d.h. entlang der Breite des Rohteiles sind relativ kurze Spannstähle erforderlich. Pro Platte sind Vorspannungen von mehr als 400 Tonnen auf die Spannstähle erforderlich. Durch die kurzen Längen der Spannstähle ist eine präzise und hinsichtlich der einzelnen Spannstähle weitgehend gleichmäßige Vorspannung erforderlich, um ein gleichmäßig stabiles Bauteil schaffen zu können. Außerdem ist es erforderlich, daß durch die Vorspannung die Schalung des Rohteiles und damit die Form des Bauteiles nicht verändert wird. Es ist deshalb erfindungsgemäß vorgesehen, daß die Spannstähle unabhängig von der Schalung bzw. Schalfläche gespannt werden. Hierdurch wird wiederum ein sehr präzises Rohteil und somit ebenfalls ein sehr präzises Endprodukt erhalten, da die Vorspannung nicht in die Schalung eingeleitet wird, sondern an eigenen, extra dafür vorgesehenen Vorspanneinrichtungen. Die Schalung hat somit lediglich die Betonkräfte aufzunehmen und kann damit in üblicher Weise ausgeführt werden.
- Alternativ, allerdings mit einer wesentlich stabileren Schalung, kann die Spannung sich auch auf der Schalung abstützen. Dies ist ausreichend, wenn an die Umfangsgestaltung der Bauteile keine hohen Anforderungen gestellt werden.
- Um eine möglichst gleichmäßige Spannkraft auf die Spannstähle aufbringen zu können, ist es vorteilhaft, wenn mehrere Spannstähle gleichzeitig gespannt werden. Sind mehrere Spannstähle mittels einer Weg- und/oder Kraftausgleichseinrichtung miteinander verbunden, so wird eine gleichmäßige Spannung der Spannstähle ermöglicht.
- Neu und erfinderisch ist es, daß die Spannstähle zu Sektionen zusammengefaßt werden und die Sektionen einzeln, gruppenweise oder zusammen gespannt oder entspannt werden. Hierdurch sind zumindest einzelne Bereiche mit jeweils gleicher Spannkraft versehen, wodurch das Rohteil sehr gleichmäßig und stabil hergestellt werden kann.
- Vorteilhafterweise, insbesondere wenn gewisse Hinterschneidungen vorgesehen sind, wird zum Entschalen erst die Seitenschalung und anschließend die Bodenschalung von dem Rohteil entfernt. Um das Rohteil von der Bodenschalung trennen zu können hat sich als besonders vorteilhaft und erfinderisch herausgestellt, daß in der Schalung Öffnungen integriert sind, durch welche Stempel eingefahren werden können. Hierdurch wird das Rohteil von der Bodenschalung sehr schonend getrennt. Die späteren Bearbeitungsstellen werden hierbei nicht verletzt und es sind darüber hinaus keine Anschlagpunkte für Hebezeuge nötig. Es wird lediglich das Bauteil selbst angehoben.
- Bei komplizierten Bauteilen, insbesondere wie es bei festen Fahrbahnen mit Höckern als Stützpunkten der Fall ist, ist unter Umständen das Entformen des Rohteils in Verbindung mit dem Lösen der Spannkräfte problematisch. Das Problem entsteht dadurch, daß beim Lösen der Spannvorrichtung das Bauteil durch die dann auf das Bauteil einwirkenden Spannkräfte geringfügig zusammengedrückt wird und sich dadurch möglicherweise in der Form klemmt. Das Abheben des Rohteils aus der Schalung ist damit nicht immer möglich, ohne daß das Rohteil beschädigt wird. Erfindungsgemäß wird daher vorgeschlagen, daß zuerst das Rohteil von der Bodenschalung gelöst wird und erst anschließend die Spannkraft auf das Bauteil einwirkt. Dies kann sowohl vollständig als auch nach und nach erfolgen, d. h., daß beispielsweise erst das Rohteil leicht aus der Bodenschalung abgehoben wird, sodann die Spannung leicht oder vollständig nachgelassen wird und erst in einem nächsten Arbeitsschritt das Rohteil vollständig von der Bodenschalung abgehoben wird. Alternativ kann auch vorgesehen werden, daß dieser Vorgang kontinuierlich erfolgt, d. h., daß gleichzeitig das Rohteil von der Bodenschalung gelöst und die Spannung der Spannstähle gelöst wird. Wichtig ist dabei in jedem Falle, daß vermieden wird, daß durch das Lösen der Spannung das Bauteil so weit schrumpft, daß das Bauteil nur erschwert aus der Bodenschalung abhebbar ist. Bei einfachen Bauteilen oder entsprechenden Einsätzen kann natürlich auch erst entspannt und anschließend entformt werden.
- Um das Lagern der Rohteile in einem Aushärtlager sowie den Transport dorthin zu erleichtern, ist vorteilhafterweise vorgesehen, daß nach dem Entschalen überstehende Spannstähle abgetrennt werden. Die Rohteile können dadurch senkrecht stehend beispielsweise zum Aushärten gelagert werden.
- Das Rohteil wird vorteilhafterweise mittels eines Abtransportwagens in das Aushärtlager und später vom Aushärtlager zu einer Nachbearbeitungsstation transportiert.
- Als besonders vorteilhaft hat sich erwiesen, wenn die Bearbeitung des Rohteils auf einer Betonfräs- oder Schleifmaschine erfolgt. Derartige stationäre Maschinen können beispielsweise in Portalbauweise ausgeführt sein und garantieren eine besonders präzise Bearbeitung der Bauteile. Die Bauteile können für die Bearbeitung entsprechend ihrer späteren Montagelage definiert gelagert werden und in dieser Lage bearbeitet werden. Es kann aber auch durch rechnerische Methoden die spätere Einbaulage in Relation zu der tatsächlichen Bearbeitungslage berechnet werden und mit der computergesteuerten Bearbeitungsmaschine die entsprechenden Bearbeitungen vorgenommen werden. Vorteilhafterweise, insbesondere bei Platten von festen Fahrbahnen wird die Bearbeitung, welche häufig spanend sein wird, an den späteren Auflageflächen der Schiene oder Schienenbefestigung und/oder an Zentrierstellen der festen Fahrbahn vorgenommen. An den Zentrierstellen ist die Verbindung zu weiteren festen Fahrbahnplatten vorgesehen, so daß insgesamt ein definiertes Schienenbett, das auf einer Vielzahl einzelner Platten zusammengesetzt ist, entsteht.
- Vorteilhafterweise werden bereits in der Fertigungshalle, möglichst unmittelbar nach der Bearbeitung auf der festen Fahrbahn die Schienenbefestigungen und gegebenenfalls auch die Schienen montiert. Die komplette Platte kann anschließend an die Baustelle ausgeliefert werden und an dem vorgesehenen Platz eingebaut werden.
- Bei einer erfindungsgemäßen Palette zur Herstellung eines vorgespannten Betonfertigteiles mit einer Schalung und einer Spannvorrichtung für Spannstähle ist die Spannvorrichtung unabhängig von der Schalung gelagert. Hierdurch ist es möglich, ein Rohteil zu schaffen, welches für eine spätere Bearbeitung beste Voraussetzungen bietet, um sehr präzise Maße und sehr enge Toleranzen zu schaffen. Dadurch, daß die Spannvorrichtung unabhängig von der Schalfläche gelagert ist, wird bewirkt, daß die Schalung lediglich die Kräfte des Betons, aber nicht die Kräfte der Spanneinrichtung aufnehmen muß und somit die Formhaltigkeit des Bauteils gewährleistet wird. Außerdem ist das Entschalen und Spannen des Rohteiles unabhängig voneinander durchführbar.
- Vorteilhafterweise ist die Spannvorrichtung derart aufgebaut, daß sie mindestens eine Druckstütze und mindestens eine Zugeinrichtung aufweist. Die Druckstütze ist unabhängig von der Schalung und daher dazu geeignet, die Zugkräfte, welche auf die Spannstähle wirken, aufzunehmen. Konstruktiv besonders einfach ist es, wenn die Zugeinrichtung um die Druckstütze herum drehbar gelagert ist.
- Sind an einem Ende der Zugeinrichtung mindestens ein Zugstab und an dem anderen Ende mindestens eine Befestigungsvorrichtung für Spannstähle angeordnet, so kann mittels der Zugeinrichtung durch eine Drehung um die Druckstütze, welche zwischen der Zugeinrichtung und der Befestigungsvorrichtung für die Spannstähle angeordnet ist, die Krafteinleitung auf die Spannstähle sehr vorteilhaft durchgeführt werden.
- Um die insbesondere für feste Fahrbahnen erforderlichen sehr hohen Zugkräfte aufzubringen, ist vorteilhafterweise vorgesehen, daß die Befestigungseinrichtung mittels einer oder mehrerer Spanneinheiten, insbesondere mittels einer Hydraulikeinrichtung gespannt und verriegelt werden. Die Spanneinheit kann anschließend wieder von der Befestigungseinrichtung entfernt werden und für den nächsten Spannvorgang eingesetzt werden.
- Um die Krafteinleitung auf die Spannstähle möglichst gleichmäßig einleiten zu können, ist es vorteilhaft, wenn die Befestigungsvorrichtung ein Kamm ist, in welchem mehrere Spannstähle eingehängt werden können. Die Spannung der Spannstähle erfolgt dann über eine Bewegung des Kammes in Richtung der Längsachse der Spannstähle, wodurch die Spannstähle gedehnt werden. Zum Entspannen wird der Kamm in die entgegengesetzte Richtung bewegt, wodurch die Spannstähle versuchen sich zu entspannen und damit in die Betonplatte eine Druckspannung einbringen. Um zu vermeiden, daß es innerhalb der Zugeinrichtung und der Befestigungsvorrichtung bzw. des Kammes zu Verspannungen kommt, ist es vorteilhaft, wenn die Befestigungsvorrichtung bzw. der Kamm an der Zugeinrichtung drehbar angeordnet ist.
- Zum Einhängen der Spannstähle in den Kamm ist es vorteilhaft, wenn die Spannstähle an den Enden aufgestaucht sind und somit eine Verbreiterung bilden. Diese Verbreiterung schafft eine formschlüssige Verbindung zwischen dem Bewehrungsstahl und dem Kamm. Es ist aber auch möglich, die Verbindung zwischen dem Bewehrungsstahl und dem Kamm mittels Muttern, welche über den Bewehrungsstahl geschraubt sind, oder mittels einzelnen Klemmvorrichtungen zu schaffen. Durch den Kamm und die formschlüssige Verbindung der Spannstähle mit dem Kamm ist ein automatisches Einhängen der Spannstähle in den Kamm sehr einfach zu realisieren, da die Spannstähle lediglich in einer Richtung über die Öffnungen des Kammes gelegt werden müssen. Durch Einsatz beispielsweise einer Hydraulikeinrichtung werden die Kämme, welche jeweils an einem Ende der Spannstähle angeordnet sind, voneinander weg bewegt und bewirken somit die Spannung der Spannstähle.
- Um die Palette und wesentliche Teile der Schalung für verschiedene Rohteile einsetzen zu können, ist es vorteilhaft, wenn die Schalung mit verschiedenen Einsätzen ausgerüstet werden kann. So ist es beispielsweise im Falle einer festen Fahrbahn möglich, auf verschiedene Befestigungssysteme für die Schienen derart einzugehen, daß durch die unterschiedlichen Einsätze unterschiedliche Formen der Stützpunkte für die Gleisbefestigung geschaffen werden. Die Einsätze, welche wahlweise in die Grundschalung eingelegt werden können, sind jeweils so ausgestaltet, daß sie für eine bestimmte Befestigungsmethode der Schienen geeignet sind. Alternativ oder zusätzlich können die Einsätze derart ausgebildet sein, daß sie die Schalung in mehrere Bauteile unterteilen. Hierdurch werden in einer einzigen Palette gleichzeitig mehrere Rohteile hergestellt, wobei jedes für sich vorgespannt sein kann.
- Um Hinterschneidungen, insbesondere im Bereich der Stirnseiten der Platten von festen Fahrbahnen schaffen zu können, ist es vorteilhaft, wenn die Seitenschalung oder Teile davon von der Bodenschalung entfernbar sind. Ein weiterer Vorteil hierbei ist, daß das Einlegen der Spannstähle in die Kämme automatisch erfolgen kann. Erst nach dem Einlegen der Stähle wird ein Teil der Seitenschalungen befestigt, wodurch die Formgebung des Rohteiles bewirkt wird. Die Seitenschalungen weisen entsprechende Ausnehmungen oder Teilungen auf, so daß die Spannstähle durch die Seitenschalung hindurchgeführt werden können. Besonders vorteilhaft ist es, wie bereits oben erläutert wurde, wenn die Schalung jeweils unabhängig von der Spanneinrichtung ist und somit auch unabhängig hiervon angebaut oder abgebaut werden kann.
- Durch die Einteilung der Spannvorrichtung in einzelne Sektionen ist es in vorteilhafter Ausführung der Erfindung möglich, die Spannstähle gleichzeitig oder nacheinander zu spannen. Außerdem werden vorteilhafterweise pro Sektion gleichzeitig mehrere Spannstähle gespannt, so daß eine gleichmäßige Vorspannung und Einbringung der Vorspannkraft in die Spannstähle ermöglicht wird. Dies sorgt für eine gleichmäßige Festigkeit des Bauteils.
- Um die Palette für die Umlauffertigung vorteilhaft auszugestalten, ist vorgesehen, daß sie Schienen oder Rollen aufweist. Hierdurch ist eine Bewegung der Palette von Station zu Station der Umlauffertigung sehr einfach zu realisieren.
- Weitere Vorteile der Erfindung sind in den nachfolgenden Ausführungsbeispielen beschrieben. Es zeigt:
- Figur 1
- eine Fertigungsanlage,
- Figur 2
- eine Palette in Vorderansicht,
- Figur 3
- eine Palette in Seitenansicht,
- Figur 4
- eine Palette in perspektivischer Ansicht,
- Figur 5
- ein Schienenstützpunkt.
- In
Figur 1 sind die verschiedenen Stationen der erfindungsgemäßen Umlauffertigung 1 zur Herstellung von präzisen Betonfertigteilen, insbesondere aus Faserbeton dargestellt. Eine Palette 20 wird einem ersten Puffer 2 über herkömmliche Fördereinrichtungen zugeführt. Aus dem Puffer 2 gelangt die Palette 20 in eine Reinigungsstation 3. Hier wird die Schalung und gegebenenfalls die Spanneinrichtung gereinigt, um eine sichere Funktionsfähigkeit zu gewährleisten. In der Reinigungsstation 3 stehen hierfür beispielsweise Staubsauger zur Verfügung, welche vorteilhafterweise mittels Roboter bedient werden und die Palette 20 reinigen. - Nachdem die Palette 20 beziehungsweise die Schalung gereinigt ist, wird sie einem weiteren Puffer 2 zugeführt. Aus diesem Puffer 2 wird anschließend in der Station 4 die Dübel- bzw. Spindelmontage durchgeführt. Die Dübel und Spindeln sind insbesondere in einer Platte einer festen Fahrbahn für schienengeführte Fahrzeuge erforderlich. Mittels den Spindeln wird später auf der Baustelle oder zur Bearbeitung die Lage der Platte ausgerichtet. Über die Dübel werden die Schienen bzw. Schienenbefestigungen zur Führung des Fahrzeuges auf der Platte befestigt. Auch in dieser Station ist die Dübel- und Spindelmontage weitgehend automatisch mittels nicht dargestellter Roboter durchführbar.
- Aus dem Puffer 2 gelangt die Palette 20 in die erste Bewehrungsstation 5. Je nachdem, welches Bauteil geschaffen werden soll, sind unterschiedliche Bewehrungen erforderlich. So kann in einem ersten Teil der Bewehrungsstation 5 ein Teil der Bewehrung, beispielsweise Matten oder Spannstähle, welche insbesondere bei Platten von festen Fahrbahnen ausgelegt werden, in die Schalung eingelegt werden. Im nächsten Teil der Bewehrungsstation 5 können die quer hierzu eingelegten Spannstähle, beispielsweise Gewindestähle, eingelegt werden. Zwischen den beiden Bewehrungsstationen 5 ist eine weiterer Puffer 2 angeordnet.
- In der darauffolgenden Spannstation 6 sind Hydraulikeinrichtungen vorgesehen, mit welchen die Spannstähle vorgespannt werden können. Außerdem werden die vorgespannten Stähle in der Spannstation 6 fixiert, so daß die beispielsweise hydraulische Vorspannung nach der Fixierung der Spannstähle wieder entfernt werden kann und für die nächste Palette 20 bzw. nächste Station verwendet werden kann. Die Spannung der Stähle kann einzeln erfolgen. Vorzugsweise wird die Spannung aber mindestens sektionsweise erfolgen, wobei es auch vorteilhaft sein kann, mehrere Sektionen gleichzeitig zu spannen. Hierdurch wird das Spannen aller Spannstähle schneller erfolgen können als wenn dies nacheinander geschieht, so daß gegebenenfalls die Durchlaufzeit einer Palette verringert werden kann. Nach der Spannstation 6 wird ein weiterer Puffer 2 von der Palette 20 angefahren. Die Palette 20 bleibt solange in dem Puffer 2 bis die nachfolgende Station wieder frei geworden ist.
- In der Betonierstation 7 wird die Schalung mit Beton, beispielsweise Faserbeton, ausgefüllt und gegebenenfalls verdichtet, wodurch das eigentliche Bauteil entsteht. Zum Trocknen des Betons wird die Palette in eine Trockenkammer 9 eingefahren. Um möglichst viele Paletten in der Trockenkammer 9 lagern zu können, ist jeweils ein Hublift 8, 8' am Anfang und am Ende der Trockenkammer 9 angeordnet. Mittels dieser Hublifte 8, 8' werden die Paletten 20 in verschiedene Etagen der Trockenkammer 9 verfahren, so daß eine große Anzahl von Paletten 20 gleichzeitig in Umlauf sein kann und eine große Anzahl von Betonfertigteilen gleichzeitig gefertigt werden kann.
- Nach dem Trocknen des Betons wird die Palette 20 aus der Trockenkammer 9 über den Hublift 8' entnommen und einer Entschal- und Entspannstation 10 zugeführt. In der Station 10 wird gleichzeitig die Entspannung der Spannstähle und das Entformen vorgenommen. Je nach Ausführung des Bauteils kann es auch vorteilhaft sein, zuerst das Bauteil von der Bodenschalung leicht abzuheben und anschließend erst den Entspannvorgang der Spannstähle zu beginnen. Dies kann kontinuierlich oder schrittweise erfolgen. Es wird damit bewirkt, daß die Entschalung einfach und ohne Beschädigung des Bauteiles erfolgen kann.
- In der darauffolgenden Station 11 wird die Platte der festen Fahrbahn aus der Palette vollständig entnommen und auf einen Abtransportwagen 12 aufgelegt. Gegebenenfalls wird hier auch die eingebaute Spindel beispielsweise 20mm in die Höhe gedreht um später gereinigt werden zu können. Anschließend erfolgt in einer Station 18 die Abtrennung der überstehenden Spannstahlenden und die Reinigung der Spindeln.
- Der Abtransportwagen 12 bringt die Platte in eine Kippstation 13, in welcher die Platte beispielsweise um 90° gedreht und in einem Lager abgestellt wird. In diesem Lager härtet der Beton aus, wodurch dieser kriecht und schwindet und sein Endmaß weitgehend annimmt. Nach einer Zeit von beispielsweise 28 Tagen hat das Betonteil weitgehend sein endgültiges Maß erreicht und kann nachbearbeitet werden. Hierzu wird es über die Kippstation 13 wiederum auf einen Transportwagen 12 aufgelegt und einer weiteren Bearbeitungsstation 15 zugeführt. In der Station 15 wird hierzu die Platte aufgespindelt. Dies bedeutet, daß die Platte entsprechend ihrer späteren Einbaulage in der festen Fahrbahn ausgerichtet wird. In dieser Lage wird sie einer Bearbeitungsmaschine 16 zugeführt, in welcher beispielsweise Stützpunkte für die spätere Lagerung der Schienen auf den 10-tel Millimeter genau bearbeitet werden. Diese Bearbeitungsstation 16 kann beispielsweise eine Betonfräsmaschine, Bohrmaschine oder eine Schleifmaschine beinhalten, mit welcher die entsprechenden Stellen des Rohteils präzise und formgerecht bearbeitet oder für die Montage vorbereitet werden. Dadurch, daß die Platte ausgehärtet ist, bewirkt die Bearbeitung der Platte, daß auch in der späteren Einbaulage die hier erreichten Maße beibehalten werden können.
- Die Bearbeitung der Platte kann beispielsweise auch das Fräsen von Aussparungen für Führungen beinhalten, welche an den Enden der Platten einsetzbar sind. Die Führungen, welche beispielsweise einen trapezförmigen Querschnitt aufweisen und aus Stahl hergestellt sind, überlappen zwei Platten und erlauben somit eine exakte Ausrichtung der Platten zueinander. Pro Plattenstoß haben sich drei solcher Führungen an der Ober-, Unterund/oder den Seitenflächen der Platte als vorteilhaft erwiesen um eine sichere Positionierung der Platten in x-, y- und z-Richtung zueinander solange aufrechtzuerhalten, bis die Lage der Platten endgültig, z.B. durch einen Unterguß fixiert ist. Durch eine entsprechend winkelige Anordnung der Aussparungen zur Längsachse der Platte ist es möglich eine Polygonverlegung der Platten vorzusehen.
- Nachdem alle wichtigen Maße bearbeitet wurden, wird das Betonfertigteil einer letzten Station, nämlich einer Montagestation 17 zugeführt. In der Montagestation 17 werden die Schienenbefestigungen und gegebenenfalls sogar die Schienen selbst auf die Platte montiert. Diese vormontierte Platte ist später auf der Baustelle sehr schnell verarbeitbar, da weitgehend auf Einstellarbeiten verzichtet werden kann, nachdem die Vorgaben, welche an die einzelne individuelle Platte gegeben wurden bereits bei der Bearbeitung und bei der Montage berücksichtigt werden konnten. Die individuell für einen speziellen Einbauplatz in der festen Fahrbahn gefertigte Platte wird gegebenenfalls numeriert und über einen Abtransportwagen 12 einem Lager oder direkt auf die Baustelle transportiert.
- Durch die Umlauffertigung wird zuerst ein Rohteil geschaffen, welches weitgehend ein Universalteil für die meisten Anwendungsfälle darstellt. Aus diesem universellen Rohteil wird in der Bearbeitungsstation später ein individuelles, gegebenenfalls mit einer Nummer versehenes Bauteil geschaffen, welches genau seinen Platz in der festen Fahrbahn hat.
- In
Figur 2 ist eine Vorderansicht einer Palette 20 dargestellt. Die Palette 20 ist auf Trägern 21 und Schienen 22 aufgebaut. Auf den Trägern 21 ist die Bodenschalung 23 und die Seitenschalung 24 und 24' angeordnet. In der Seitenschalung 24 der Stirnseite sind verschiedene Hinterschneidungen vorgesehen, um die Verbindung benachbarter Platten der festen Fahrbahn durchführen zu können. Die Seitenschalung 24 ist beispielsweise mit nicht dargestellten Einrichtungen abklappbar oder entfernbar von der Bodenschalung, so daß das Entformen des späteren Rohteils einfach möglich ist. - An der Palette 20 sind mehrere Spannvorrichtungen 30 vorgesehen. Jede Spannvorrichtung besteht aus einer Druckstütze 31 und einer Zugeinrichtung 32. Die Zugeinrichtung 32 ist um einen Drehpunkt 33 der Druckstütze 31 drehbar gelagert. Unterhalb der Druckstütze 31 ist ein Zugstab 34 angeordnet.
- Eine zweite Zugeinrichtung 32' ist an der Druckstütze 31 fest angeordnet. Mit ihr wirkt eine Spindel 40 und eine Mutter 39 zusammen. Die wirksame Länge der Spindel 40 ist verkürzbar. Das Verkürzen erfolgt beispielsweise mittels einer Hydraulikeinrichtung, welche auf die Spindel 40 einwirkt und dessen wirksame Länge verkürzt. Durch die Verkürzung der Spindel 40 wird die Zugeinrichtung 32 um den Drehpunkt 33 gedreht und der Spannstahl 35 und der Zugstab 34 gedehnt. Die verkürzte Spindel 40 wird mittels der Mutter 39 fixiert.
- Die zweite Zugeinrichtung 32' kann an der Druckstütze 31 auch drehbar, gleich oder ähnlich der Befestigung der Zugeinrichtung 32 angeordnet sein.
- Die Spannstähle 35 sind mit dem oberen Ende der Zugeinrichtung 32 und 32' verbunden. Die Verbindung der Spannstähle 35 erfolgt in dem vorliegenden Ausführungsbeispiel mittels eines Kammes 36, welcher über einen Drehpunkt 37 mit dem oberen Ende der Zugeinrichtung 32 verbunden ist. Die Spannstähle 35 werden vorzugsweise über eine Aufstauchung in dem Kamm 36 eingehängt. Es sind aber auch andere, zuvor bereits beschriebene Querschnittsveränderungen möglich.
- Die Spannvorrichtung 30 wirkt unabhängig von der Schalung 23, 24, 24', so daß eine Verformung der Schalung 23, 24, 24' bei Einsetzen der Zugspannung nicht auftritt. Die Zugspannung stützt sich im wesentlichen über die Druckstütze 31 ab, welche an dem Rahmen der Palette 20 befestigt ist. Die Druckstütze 31 ist so stabil ausgebildet, daß eine Verformung der Palette 20 ebenfalls vermieden wird.
- In
Figur 3 ist eine Seitenansicht einer Palette 20 dargestellt. Das Grundgerüst der Palette 20 besteht aus den Trägern 21 und der Schiene 22. Auf den Trägern 21 ist die Bodenschalung 23 und die Seitenschalung 24, 24' aufgebaut. In der Darstellung derFigur 3 wird deutlich, daß entlang der Palette 20 eine Vielzahl von Spannvorrichtungen 30 angeordnet sind. Jede Spannvorrichtung 30 weist einen Zugstab 34 auf. Der Zugstab 34 ist mit der Zugeinrichtung 32 verbunden, welche sich an der Druckstütze 31 abstützt. Am Ende der Zugeinrichtung 32, welche dem Zugstab 34 gegenüberliegt, ist der Kamm 36 angeordnet. Der Kamm 36 weist mehrere Öffnungen 38 auf, in welche die Spannstähle einlegbar sind. Durch Betätigung einer Spannvorrichtung 30 werden somit gleichzeitig mehrere Spannstähle 35 gespannt. Hierdurch wird eine gleichmäßige Spannung bewirkt, welche insbesondere aufgrund der kurzen Länge der Spannstähle 35 besonders wichtig ist, um eine gleichmäßige Spannung zu erzielen. Die Spannung des Zugstabes 34 kann so erfolgen, daß eine Hydraulikeinrichtung auf die Spindel 40 ausFigur 2 zugreift und diese verkürzt, so daß zwei gegenüberliegende Kämme 36 auseinander bewegt werden und dadurch die Spannstähle 35 spannen. Eine derartige Spannung kann einzeln pro Spannvorrichtung 30 vollzogen werden. Es können aber auch mehrere der Spannvorrichtungen 30 gleichzeitig gespannt werden, so daß das Spannen der kompletten Palette 20 schneller erfolgt. Die Zykluszeiten können somit verringert werden. - Durch die Anordnung verschiedener Spannvorrichtungen 30 ist ein sektionsweiser Aufbau der Palette 20 bewirkt. Die Palette 20 kann hierdurch mehr oder weniger lang ausgestaltet werden, ohne daß der prinzipielle Aufbau der Palette 20 geändert werden muß. Ebenso ist durch den sektionsweisen Aufbau die Einbringung der Spannkräfte gleichmäßig zu bewerkstelligen. Anstelle oder zusätzlich zum Kammes 36 kann auch eine beispielsweise mehrfach gelagerte Kraft- oder Wegausgleichseinrichtung eingesetzt werden, um eine gleichmäßige Zugkraft in den Spannstählen 35 zu bewirken. Derartige Hilfsmittel können auf Grund der unüblich kurzen Spannstähle 35 erforderlich sein.
- In
Figur 4 ist eine perspektivische Darstellung der Palette 20 dargestellt. An den Schienen 22 sind Träger 21 befestigt, welche das Grundgerüst der Einrichtung bilden. Die Bodenschalung 23 weist Einsätze 26 auf, in welchen Höcker 25 der Platte der festen Fahrbahn eingearbeitet sind. Aufgrund unterschiedlicher Befestigungssysteme für die auf der Platte zu montierenden Schienen der Bahn sind verschiedene Höckerformen erforderlich. Diese können durch einfachen Austausch der Einsätze 26 bei ansonsten unveränderter Palette 20 realisiert werden. Pro Sektion ist eine Spannvorrichtung 30 vorgesehen, welche eine Druckstütze 31, zwei Zugeinrichtungen 32 und einen Zugstab 34 aufweist. An den beiden Zugeinrichtungen 32 ist jeweils ein Kamm 36 angeordnet, in welchen die in diesem Ausführungsbeispiel sechs Spannstähle 35 in Öffnungen 38 aufgenommen werden. Durch das Spannen der Spindel 40 werden die in den Kämmen 36 eingehängten Spannstähle 35 auseinandergezogen und gespannt. Mit der Mutter 39 wird die Spannung aufrechterhalten. Nachdem die Spannstähle 35 gespannt sind, wird entsprechend der inFigur 1 dargestellten Umlauffertigung Beton in die Schalung eingefüllt. - Die Schienen 22 dienen zum Transport der Palette 20, indem sie über Transportsysteme hinweggeführt werden. Die Palette 20 kann damit von Station zu Station bewegt werden. Dies kann beispielsweise durch motorisch angetriebene Rollen erfolgen. Es ist aber auch möglich, daß an Stelle der Schienen 22 Rollen angeordnet sind, welche ihrerseits auf festmontierten Schienen abrollen. Die hier dargestellte Ausführungsform hat allerdings den Vorteil, daß die Schienen 22 gleichzeitig zur Stabilisierung der Palette 20 und zum Transport der Palette 20 dienen.
-
Figur 5 zeigt eine Detailansicht einer Platte 42 mit einem Schienenstützpunkt. Der Schienenstützpunkt besteht aus zwei Höckern 43 sowie einer Auflage 44. Eine Schiene 45 ist zwischen den beiden Höckern 43 befestigt. Die Schiene 45 wird dabei unter Zuhilfenahme von Zwischenlagen, welche einerseits den Höhenausgleich und andererseits eine Dämpfung der Schiene 45 bewirken, auf der Auflage 44 angeordnet. Die Befestigung der Schiene 45 erfolgt mittels Schrauben 47, welche in dem Beton der Platte 42 mittels Dübel 51 verankert sind sowie mittels Klammern 49, welche auf dem Höcker 43 bzw. einer Winkelführungsplatte 49 und dem Schienenfuß 45 abgestützt sind. Für die korrekte Ausrichtung der Schiene 45 in horizontaler Richtung sind die Winkelführungsplatten 49 zwischen dem Höcker 43 und dem Fuß der Schiene 45 angeordnet. Mittels der Winkelführungsplatten 49 wird die Schiene 45 in der gewünschten Position in horizontaler Richtung gehalten. - Die Winkelführungsplatten 49 können Standardteile sein, welche einander weitgehend gleichen. Hierdurch ist ein Austausch bzw. beliebiger Einsatz der Winkelführungsplatten 49 bei der Verlegung einer Schiene 45 möglich.
- Geschaffen wird diese standardisierte Verwendung von Winkelführungsplatten 49 sowie Zwischenlagen 46 dadurch, daß die Innenseiten der Höcker 43 sowie bei Bedarf die Auflage 44 der Platte 42 bearbeitet wird. Diese insbesondere spanende Bearbeitung des Betons an den Flanken 50 sowie der Auflage 44 ermöglicht die exakte Ausrichtung der Schiene 45 bereits während der Herstellung der Platte 42. Wie durch gestrichelte Linien angedeutet ist, wird die Platte 42 im Bereich der Flanken 50 und der Auflage 44 zuerst mit Übermaß hergestellt.
- Durch die spanende Bearbeitung kann an den Flanken 50 und der Auflage 44 mehr oder weniger Material abgetragen werden, so daß die exakte Ausrichtung der Schiene 45 in horizontaler und vertikaler Richtung bereits weitgehend durch die individuelle Gestaltung des Schienenstützpunktes vorgegeben ist. Durch dieses Verfahren ist es sogar möglich Radien oder eine Polygonverlegung des Gleises allein durch die Bearbeitung der Höcker 43 bzw. Flanken 50 zu verwirklichen. Die Platten 42 werden dabei zuerst standardmäßig hergestellt und erst durch die spanende Bearbeitung individualisiert. Hierdurch ist eine sehr schnelle und dadurch kostengünstige Fertigung einer Vielzahl von Platten 42 mit einer einzigen Formart möglich. Eine im Vergleich zu früheren Herstell- und Montagemethoden deutlich schnellere Fertigung und Verlegung von Fertigteilplatten 42 macht den Einsatz dieser Systeme als feste Fahrbahnen noch vorteilhafter.
- Die vorliegende Erfindung ist nicht auf die dargestellten Ausführungsbeispiele beschränkt. So kann insbesondere das Prinzip der Palette auch für andere Bauteile als für Platten einer festen Fahrbahn Verwendung finden. Denkbar sind hierfür beispielsweise Stützen oder Träger, welche ebenfalls in Umlauffertigung hergestellt werden können.
Claims (46)
- Verfahren zur Herstellung eines präzisen Betonfertigteiles,
das Betonfertigteil wird zuerst in einer Schalung auf einer Palette als Rohteil mit Spannstählen zur Bewehrung hergestellt,
die Spannstähle des Betonfertigteiles werden zu mehreren Sektionen zusammengefasst,
die Sektionen werden einzeln gespannt und/oder entspannt, so dass ein stabiles standardisiertes Rohteil hergestellt wird,
das standardisierte Rohteil wird danach zumindest an funktionsrelevanten Stellen auf ein individuelles vorbestimmtes Maß bearbeitet,
jede Sektion wird mit einer eigenen Spannvorrichtung gespannt,
mit einer Spannvorrichtung pro Sektion werden die
Spannstähle einer Sektion gleichzeitig gespannt. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Rohteil nach seiner Herstellung und vor seiner Bearbeitung durch mehrtägige Lagerung ausgehärtet wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass als die funktionsrelevanten Stellen Montageflächen für die Montage der Schiene (45) oder Verbindungsstellen einer Verbindung mehrerer Betonfertigteile miteinander bearbeitet werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die bearbeiteten Stellen hinsichtlich des Ist-Maßes kontrolliert werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass bei der Bearbeitung der funktionsrelevanten Stellen der aktuelle Verschleiß des Werkzeuges berücksichtig wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil und/oder eine auf das Rohteil aufgebrachte Lage insbesondere spanend bearbeitet wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil Schienenstützpunkte aufweist, welche entsprechend den individuellen Erfordernissen des Betonfertigteiles auf das in der späteren Trasse erforderliche, vorbestimmte Maß bearbeitet werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass auf dem Rohteil Schienenbefestigungen angeordnet werden, welche bearbeitet werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil in Umlauffertigung hergestellt wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil und dessen Schalung (23,24) und /oder eine Spannvorrichtung (30) während seiner Fertigung auf bewegbaren Paletten befördert wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass in der Umlauffertigung verschiedene Bearbeitungsstationen, insbesondere eine Reinigungsstation, eine Dübel- und Spindelmontagestation, eine Bewehrungsstation, eine Spannstation, eine Betonierstation mit oder ohne einer Verdichtungsstation, eine Trockenkammer, eine Entspann- und Entschalungsstation und/oder eine Rohteilentnahmestation vorgesehen werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass zumindest einzelne der Stationen mittels Roboter bedient werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass zwischen zwei Stationen Puffer vorgesehen werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass eine in dem Rohteil angeordnete Bewehrung vorgespannt wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil aus Faserbeton hergestellt ist.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Bewehrung in Längs- und/oder Querrichtung des Rohteiles angeordnet wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Spannstähle (35) unabhängig von der Schalfläche gespannt werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Spannstähle (35) auf die Schalung (23,24) gespannt werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass mehrere Spannstähle (35) gleichzeitig gespannt werden.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass mehrere Spannstähle (35) mittels einer Weg- und/oder Kraftausgleichseinrichtung miteinander verbunden sind.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass zum Entschalen erst die Seitenschalung (24) und anschließend die Bodenschalung (23) von dem Rohteil entfernt wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil von der Bodenschalung (23), insbesondere mittels Stempel getrennt wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass erst das Rohteil von der Bodenschalung (23) gelöst und anschließend die Spannung der Spannstähle (35) gelöst wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche 1 bis 22, dadurch gekennzeichnet, dass gleichzeitig das Rohteil von der Bodenschalung (23) gelöst und die Spannung der Spannstähle (35) gelöst wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche 1 bis 22, dadurch gekennzeichnet, dass erst die Spannung der Spannstähle (35) gelöst und anschließend das Rohteil von der Bodenschalung (23) gelöst wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass nach dem Entschalen überstehende Spannstähle (35) abgetrennt und das Rohteil mittels eines Abtransportwagens insbesondere in ein Aushärtlager transportiert wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil insbesondere nach dem Aushärten mittels eines Abtransportwagens zu einem Nachbearbeitungsbereich transportiert wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass in dem Nachbearbeitungsbereich Material auf das Rohteil aufgetragen oder von dem Rohteil oder einem Auftrag oder einem Anbauteil abgetragen wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Bearbeitung des Rohteiles auf einer Bearbeitungsmaschine, insbesondere einer Betonfräs- oder Schleifmaschine erfolgt.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil für seine Bearbeitung, insbesondere entsprechend seiner späteren Montagelage, definiert gelagert wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Rohteil an den späteren Auflageflächen der Schiene (45) oder Schienenbefestigung und/oder an Zentrierstellen bearbeitet wird.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass auf der Festen Fahrbahn nach der Bearbeitung Schienen (45) oder Schienenbefestigungen montiert werden.
- Palette zur Herstellung eines vorgespannten Betonfertigteiles,
auf der Palette ist eine Schalung angeordnet,
an der Palette sind ausserdem mehrere Spannvorrichtungen für Spannstähle zur Bewehrung das Betonfertigteiles angeordnet,
die Spannvorrichtungen sind unabhängig von der Schalung an der Palette gelagert,
jede Spannvorrichtung bildet eine einzelne Sektion zum sektionsweisen Spannen mehrerer Spannstähle
und in einer Spannvorrichtung sind die Spannstähle einer Sektion gleichzeitig gespannt. - Palette nach dem vorherigen Anspruch, dadurch gekennzeichnet, dass jede Spannvorrichtung (30) mindestens eine Druckstütze und mindestens eine Zugeinrichtung aufweist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 34, dadurch gekennzeichnet, dass die Zugeinrichtung um die Druckstütze drehbar gelagert ist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 35, dadurch gekennzeichnet, dass an einem Ende der Zugeinrichtung mindestens ein Zugstab und an dem anderen Ende mindestens eine Befestigungsvorrichtung für Spannstähle (35) angeordnet ist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 36, dadurch gekennzeichnet, dass die Befestigungsvorrichtung mittels einer oder mehrerer Spanneinheiten, insbesondere mittels einer Hydraulikeinrichtung gespannt und verriegelt werden.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 37, dadurch gekennzeichnet, dass die Befestigungsvorrichtung ein Kamm (36) oder eine Lochplatte für die Befestigung mehrerer Spannstähle (35) ist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 38, dadurch gekennzeichnet, dass die Seitenschalung (24) ein mit der Befestigungsvorrichtung bzw. der Lage der Spannstähle (35) korrespondierendes Muster aufweist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 39, dadurch gekennzeichnet, dass die Befestigungsvorrichtung an der Zugeinrichtung drehbar angeordnet ist.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 40, dadurch gekennzeichnet, dass die Spannstähle (35) an ihren Enden eine Querschnittsänderung aufweisen, insbesondere aufgestaucht sind, eine Klemmvorrichtung oder ein Gewinde mit einer Mutter aufweisen, um in die Befestigungsvorrichtung eingehängt werden zu können.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 41, dadurch gekennzeichnet, dass die Klemmvorrichtung oder das Gewinde mit der Mutter zum Greifen, Klemmen, Spannen und/oder Verriegeln der Spannstähle (35) mit der Befestigungsvorrichtung verwendet werden.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 42, dadurch gekennzeichnet, dass die Schalung (23,24) mit verschiedenen Einsätzen ausgerüstet werden kann.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 43, dadurch gekennzeichnet, dass Einsätze die Schalung (23,24) in mehrere Bauteile unterteilt.
- Palette nach einem oder mehreren der vorherigen Ansprüche 33 bis 44, dadurch gekennzeichnet, dass die Seitenschalung (24) von der Bodenschalung (23) entfernbar ist.
- Palette nach einem oder mehreren der vorherigen Ansprüche, 33 bis 45 dadurch gekennzeichnet, dass an der Palette (20) Schienen oder Rollen angeordnet sind.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10107119 | 2001-02-14 | ||
| DE10107119 | 2001-02-14 | ||
| DE10133607A DE10133607C5 (de) | 2001-02-14 | 2001-07-13 | Verfahren und Palette zur Herstellung eines präzisen Betonfertigteiles |
| DE10133607 | 2001-07-13 | ||
| PCT/EP2002/000083 WO2002065022A1 (de) | 2001-02-14 | 2002-01-08 | Verfahren und palette zur herstellung eines präzisen betonfertigteiles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1360397A1 EP1360397A1 (de) | 2003-11-12 |
| EP1360397B1 EP1360397B1 (de) | 2004-07-28 |
| EP1360397B2 true EP1360397B2 (de) | 2009-11-11 |
Family
ID=26008510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02706697A Expired - Lifetime EP1360397B2 (de) | 2001-02-14 | 2002-01-08 | Verfahren und palette zur herstellung eines präzisen betonfertigteiles |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1360397B2 (de) |
| AT (1) | ATE272164T1 (de) |
| AU (1) | AU2002240897A1 (de) |
| WO (1) | WO2002065022A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104960089A (zh) * | 2015-07-06 | 2015-10-07 | 天津银龙预应力材料股份有限公司 | 一种高速铁路无砟轨道用双向先张轨道板的生产线 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101758557B (zh) * | 2009-12-30 | 2012-07-18 | 中铁二十三局集团有限公司 | 轨道板生产方法 |
| DE102010039796A1 (de) * | 2010-06-14 | 2011-12-15 | Max Bögl Bauunternehmung GmbH & Co. KG | Turm mit einem Adapterstück sowie Verfahren zur Herstellung eines Turms mit einem Adapterstück |
| CN102357929A (zh) * | 2011-10-21 | 2012-02-22 | 中铁十二局集团有限公司 | 轨道板预应力张拉系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4758393A (en) † | 1982-01-21 | 1988-07-19 | Societe Anonyme De Traverses En Beton Arme Systeme Vagneux | Process for casting elements in reinforced concrete |
| DE3931201C1 (en) † | 1989-09-19 | 1990-11-22 | Wayss & Freytag Ag, 6000 Frankfurt, De | Concrete railway sleepers mfr. - uses moving frame mechanism which releases each sleeper immediately |
| EP0436859A2 (de) † | 1990-01-12 | 1991-07-17 | Wayss & Freytag Aktiengesellschaft | Schalung zur Herstellung von Spannbetonschwellen mit sofortigem Verbund |
| DE4100191C1 (en) † | 1991-01-05 | 1992-05-14 | Stewing Stahl- Und Anlagenbau Gmbh & Co. Kg, 4270 Dorsten, De | Mould for reinforced concrete sleepers - has several mould cavities and has jacking devices for tensioning reinforcement bars |
| EP0592695A1 (de) † | 1992-10-08 | 1994-04-20 | Wayss & Freytag Aktiengesellschaft | Umlaufschalung für Spannbetonfertigteile |
| DE4203895C2 (de) † | 1992-02-11 | 1996-08-29 | Dyckerhoff & Widmann Ag | Einrichtung zum Herstellen von Fertigbauteilen aus Spannbeton mit sofortigem Verbund, insbesondere von Spannbetonschwellen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1206781B (it) * | 1987-04-29 | 1989-05-03 | Scac Spa | Impianto per la fabbricazione di manufatti lineari in cemento armato precompresso. |
| FR2714689B1 (fr) * | 1993-12-30 | 1996-03-15 | Rector Sa | Dispositif de crantage de surfaces extérieures de produits en béton. |
| DE19708734C2 (de) * | 1997-03-04 | 2001-05-31 | Dorstener Maschf Ag | Verfahren und Vorrichtung zum Herstellen von plattenförmigen oder balkenförmigen Stahlbetonteilen, insbesondere von Stahlbetonschwellen |
| DE19709535A1 (de) * | 1997-03-10 | 1998-09-17 | Hochtief Ag Hoch Tiefbauten | Verfahren und Vorrichtung zum Betonieren von Schienenstützpunkten für Feste Fahrbahn |
| DE19733909B4 (de) | 1997-08-05 | 2006-07-06 | Max Bögl Bauunternehmung GmbH & Co. KG | Vorgefertigte Stahlbetonfertigteilplatte sowie Verfahren zu deren Herstellung |
| DE19753705A1 (de) * | 1997-12-02 | 1999-06-10 | Teerbau Gmbh Strassenbau | Verfahren, Vorrichtung und Schalungselement zur Herstellung von Nuten in einer Betonplatte sowie schotterloser Oberbau für ein Gleis |
-
2002
- 2002-01-08 AU AU2002240897A patent/AU2002240897A1/en not_active Abandoned
- 2002-01-08 EP EP02706697A patent/EP1360397B2/de not_active Expired - Lifetime
- 2002-01-08 WO PCT/EP2002/000083 patent/WO2002065022A1/de not_active Ceased
- 2002-01-08 AT AT02706697T patent/ATE272164T1/de active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4758393A (en) † | 1982-01-21 | 1988-07-19 | Societe Anonyme De Traverses En Beton Arme Systeme Vagneux | Process for casting elements in reinforced concrete |
| DE3931201C1 (en) † | 1989-09-19 | 1990-11-22 | Wayss & Freytag Ag, 6000 Frankfurt, De | Concrete railway sleepers mfr. - uses moving frame mechanism which releases each sleeper immediately |
| EP0436859A2 (de) † | 1990-01-12 | 1991-07-17 | Wayss & Freytag Aktiengesellschaft | Schalung zur Herstellung von Spannbetonschwellen mit sofortigem Verbund |
| DE4100191C1 (en) † | 1991-01-05 | 1992-05-14 | Stewing Stahl- Und Anlagenbau Gmbh & Co. Kg, 4270 Dorsten, De | Mould for reinforced concrete sleepers - has several mould cavities and has jacking devices for tensioning reinforcement bars |
| DE4203895C2 (de) † | 1992-02-11 | 1996-08-29 | Dyckerhoff & Widmann Ag | Einrichtung zum Herstellen von Fertigbauteilen aus Spannbeton mit sofortigem Verbund, insbesondere von Spannbetonschwellen |
| EP0592695A1 (de) † | 1992-10-08 | 1994-04-20 | Wayss & Freytag Aktiengesellschaft | Umlaufschalung für Spannbetonfertigteile |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104960089A (zh) * | 2015-07-06 | 2015-10-07 | 天津银龙预应力材料股份有限公司 | 一种高速铁路无砟轨道用双向先张轨道板的生产线 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002065022A1 (de) | 2002-08-22 |
| WO2002065022A9 (de) | 2002-12-12 |
| AU2002240897A1 (en) | 2002-08-28 |
| EP1360397A1 (de) | 2003-11-12 |
| WO2002065022B1 (de) | 2003-03-20 |
| EP1360397B1 (de) | 2004-07-28 |
| ATE272164T1 (de) | 2004-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1039033B1 (de) | Verfahren zur Herstellung einer festen Fahrbahn für Schienfahrzeuge | |
| DE10133607C5 (de) | Verfahren und Palette zur Herstellung eines präzisen Betonfertigteiles | |
| DE3825508C1 (de) | Verfahren zur Justierung und Befestigung von Funktionsflächen eines Fahrwegs einer elektromagnetischen Schnellbahn und Vorrichtung zur Durchführung des Verfahrens | |
| EP2416933B1 (de) | Schalung für ein als bahnschwelle ausgestaltetes präzisions-betonteil | |
| EP1882777B1 (de) | Verfahren zum Herstellen einer festen Fahrbahn für Schienenfahrzeuge | |
| DE4442498A1 (de) | Fahrbare Betoniermaschine | |
| EP1360397B2 (de) | Verfahren und palette zur herstellung eines präzisen betonfertigteiles | |
| DE102017125152B4 (de) | Verfahren zur Herstellung von Spannbetonschwellen oder Spannbetonweichenschienen | |
| EP0579809B1 (de) | Verfahren zum herstellen von fertigbauteilen aus spannbeton mit sofortigem verbund, insbesondere von spannbetonschwellen, sowie einrichtung zum durchführen des verfahrens | |
| DE19516163C1 (de) | Verfahren zur positionsgenauen Herstellung oder Einrichtung von Schienenstützpunkten und Maschinensystem für die Durchführung des Verfahrens | |
| EP3486053A1 (de) | Verfahren und anlage zur herstellung von beton-hohlelementen | |
| EP0715022B1 (de) | Verfahren zur positionsgenauen Herstellung oder Einrichtung von Schienenstützpunkten und Maschinensystem für die Durchführung des Verfahrens | |
| DE10004626A1 (de) | Verfahren zur Herstellung einer Entgleisungsschutzanordnung bei einer Schienenfahrbahn, eine Entgleisungsschutzanordnung umfassende Schienenfahrbahn und Entgleisungsschutzanordnung | |
| EP3424662B1 (de) | Verfahren zur herstellung von spannbetonfertigteilen | |
| EP1605101A1 (de) | Verfahren und Vorrichtung zur Herstellung einer mehrschichtigen Platte aus Beton | |
| EP4244424A1 (de) | Fahrwegtraeger einer magnetschwebebahn | |
| EP2010713B1 (de) | Fahrweg und verfahren zur herstellung von betonfertigteilplatten | |
| DE10246898A1 (de) | Vorrichtung zum Justieren der Schwellen von festen Fahrbahnen | |
| DE19627672C2 (de) | Verfahren zur Herstellung einer mit Schienenauflagerelementen aus Beton versehenen Betonfahrbahnplatte einer Schnellfahrbahnstrecke und Verbundankersetzmaschine zur Durchführung des Verfahrens | |
| AT410296B (de) | Verfahren zur herstellung einer tragplatte sowie tragplatte | |
| AT413551B (de) | Verfahren zum herstellen einer festen fahrbahn für schienenfahrzeuge | |
| EP3730263B1 (de) | Verfahren zur herstellung einer vielzahl von betongusselementen aus spannbeton | |
| EP1533420A2 (de) | Verfahren zum Herstellen einer festen Fahrbahn für Schienenfahrzeuge | |
| DE10138623A1 (de) | Verfahren, Konsolrahmen und Schalung zur Herstellung eines Trägers | |
| DE19916884C2 (de) | Vorrichtung zur Herstellung von Spannbetonteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030727 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1059813 Country of ref document: HK |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040728 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040728 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040728 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040728 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040728 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50200700 Country of ref document: DE Date of ref document: 20040902 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041028 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041028 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050108 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20040728 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20040728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLAQ | Examination of admissibility of opposition: information related to despatch of communication + time limit deleted |
Free format text: ORIGINAL CODE: EPIDOSDOPE2 |
|
| PLAR | Examination of admissibility of opposition: information related to receipt of reply deleted |
Free format text: ORIGINAL CODE: EPIDOSDOPE4 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAQ | Examination of admissibility of opposition: information related to despatch of communication + time limit deleted |
Free format text: ORIGINAL CODE: EPIDOSDOPE2 |
|
| PLAR | Examination of admissibility of opposition: information related to receipt of reply deleted |
Free format text: ORIGINAL CODE: EPIDOSDOPE4 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| 26 | Opposition filed |
Opponent name: PFLEIDERER INFRASTRUKTURTECHNIK GMBH & CO. KG Effective date: 20050428 |
|
| EN | Fr: translation not filed | ||
| R26 | Opposition filed (corrected) |
Opponent name: PFLEIDERER INFRASTRUKTURTECHNIK GMBH & CO. KG Effective date: 20050428 |
|
| BERE | Be: lapsed |
Owner name: MAX *BOGL BAUUNTERNEHMUNG G.M.B.H. & CO. K.G. Effective date: 20050131 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: PFLEIDERER INFRASTRUKTURTECHNIK GMBH & CO. KG |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: PFLEIDERER INFRASTRUKTURTECHNIK GMBH & CO. KG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| BERE | Be: lapsed |
Owner name: MAX *BOGL BAUUNTERNEHMUNG G.M.B.H. & CO. K.G. Effective date: 20050131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041228 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20091111 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050110 |
|
| NLR2 | Nl: decision of opposition |
Effective date: 20091111 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1059813 Country of ref document: HK |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150122 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150123 Year of fee payment: 14 Ref country code: CH Payment date: 20150122 Year of fee payment: 14 Ref country code: DE Payment date: 20150116 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150122 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50200700 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 272164 Country of ref document: AT Kind code of ref document: T Effective date: 20160108 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160802 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160201 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160108 |