EP2010713B1 - Fahrweg und verfahren zur herstellung von betonfertigteilplatten - Google Patents
Fahrweg und verfahren zur herstellung von betonfertigteilplatten Download PDFInfo
- Publication number
- EP2010713B1 EP2010713B1 EP07726748.2A EP07726748A EP2010713B1 EP 2010713 B1 EP2010713 B1 EP 2010713B1 EP 07726748 A EP07726748 A EP 07726748A EP 2010713 B1 EP2010713 B1 EP 2010713B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- prefabricated concrete
- concrete slabs
- foregoing
- rail
- precast concrete
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000004567 concrete Substances 0.000 title claims description 53
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 230000002787 reinforcement Effects 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 15
- 229910000831 Steel Inorganic materials 0.000 claims description 9
- 239000010959 steel Substances 0.000 claims description 9
- 150000001875 compounds Chemical class 0.000 claims description 7
- 238000009416 shuttering Methods 0.000 claims 7
- 238000005266 casting Methods 0.000 claims 3
- 239000011178 precast concrete Substances 0.000 description 136
- 238000009415 formwork Methods 0.000 description 14
- 238000004382 potting Methods 0.000 description 10
- 238000011065 in-situ storage Methods 0.000 description 8
- 230000003749 cleanliness Effects 0.000 description 7
- 238000009434 installation Methods 0.000 description 7
- 238000004873 anchoring Methods 0.000 description 4
- 230000002528 anti-freeze Effects 0.000 description 3
- 238000005553 drilling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B3/00—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails
- E01B3/28—Transverse or longitudinal sleepers; Other means resting directly on the ballastway for supporting rails made from concrete or from natural or artificial stone
- E01B3/40—Slabs; Blocks; Pot sleepers; Fastening tie-rods to them
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0029—Moulds or moulding surfaces not covered by B28B7/0058 - B28B7/36 and B28B7/40 - B28B7/465, e.g. moulds assembled from several parts
- B28B7/0032—Moulding tables or similar mainly horizontal moulding surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/02—Moulds with adjustable parts specially for modifying at will the dimensions or form of the moulded article
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B7/00—Switches; Crossings
- E01B7/22—Special sleepers for switches or crossings; Fastening means therefor
Definitions
- the present invention relates to a track for rail vehicles, in which individual, a greater longitudinal than transverse extension precast concrete slabs arranged on a support layer, aligned in a predetermined position and encapsulated in this position with a potting compound, and the track a switch with a body and an end portion in which a trunk track and at least one branch track runs, and a method for producing such precast concrete panels, wherein each precast concrete slab is cast in a formwork.
- the DE 44 28 163 C1 discloses a method for producing a slab track in the switch area, in which a base course is continuously passed over the switch area and a stem part of the switch is laid on the base course. A branch of the turnout is then installed.
- the main rail part and the branch rail part are components manufactured independently of one another, which are complicated in their shape and difficult to transport as prefabricated concrete parts.
- Object of the present invention is thus to provide a track with precast concrete panels and a method for the production of precast concrete panels for a track in a switch area in which with only minor modifications precast concrete panels are easy and quick to produce and allow individual points designs.
- a track for rail vehicles has individual precast concrete slabs which have a greater length than transverse extent.
- the precast concrete panels are arranged on a support layer and aligned in a predetermined position, usually with spindles. In this aligned position they are shed with the base layer by means of a potting compound.
- the guideway can be provided for a slab track for high-speed trains, but also for tram rails.
- a switch in the track has a main part and an end part, in which a trunk track and at least one branch track runs. Depending on the type of turnout it is also possible that there are several branch tracks.
- the invention is also applicable to a crossing switch, in which mutatis mutandis a track, the main track and the other track form the branch track.
- the precast concrete panels are designed so that they are laid in the region of the switch both in the longitudinal and in the transverse direction.
- the longitudinally extending precast concrete slabs are manufactured as required so that when laid in the direction of the track they either have a greater longitudinal extent or a greater transverse extent.
- precast concrete panels can be used, which are very similar to each other in their construction.
- a industrial production of precast concrete slabs is thereby very simple and quick to carry out, since the individual required for a turnout precast concrete panels differ from each other, but in their basic structure to the extent that they can be made in the same or at least very similar manufacturing device.
- the switch has a relatively small width, which can be bridged well by longitudinal laying of precast concrete slabs.
- the switch In the end part of the switch, the switch is much wider than in its main part. Therefore, it is advantageous if the precast concrete panels, which are located in the end part of the switch, are laid in the transverse direction. This means that in the direction of the track track, the precast concrete panels have a shorter length than width. This makes it possible until the end of the switch, on which again the normal rail track is done with conventional, mass-produced precast concrete slabs, possible to arrange both tracks, that is the trunk track and the branch track on a plate.
- the individual plates have dimensions which do not exceed a certain maximum.
- the production of these precast concrete slabs is thus industrial, almost possible in mass production.
- the same manufacturing devices can be used for each of the individual precast concrete slabs needed for a turnout.
- the base layer consists of an antifreeze layer and a clean layer.
- the precast concrete slabs are aligned on the cleanliness layer, which consists of an unreinforced concrete layer, and then fixed with the potting compound.
- the potting compound is an in-situ concrete layer with reinforcement.
- the reinforcement is laid on the cleanliness layer before the precast concrete slab is put on and aligned. Then, the cavity between the precast concrete slab and the cleanliness layer is laterally shrouded and finally poured with concrete. As a result, the position of the precast concrete panel is fixed.
- connection reinforcement projects into the in-situ concrete layer and, in a particularly advantageous embodiment, is connected to the reinforcement of the in-situ concrete layer, for example via transverse bars. This creates an intimate and lasting connection.
- threaded rods may be provided, via which adjacent precast concrete panels are clamped together. This also creates a firm connection and fixing the position of the precast concrete slabs, which form the track, with each other.
- the connection by means of the threaded rods is only possible where it allows the points structure.
- a continuous, also made of precast concrete panels produced continuous carriageway.
- a connection of the individual precast concrete slabs with threaded rods is dispensed with. At least here the connection over the described connection reinforcement is to be preferred.
- the threaded rods are arranged substantially in the direction of the track.
- prefabricated panels are used in the area of the switch, in which the threaded rods along the longitudinal extent of the precast concrete slabs but on the other hand also other precast concrete slabs are provided, in which the threaded rods are more likely to extend to the longitudinal extent of the precast concrete slabs.
- the former is advantageously the case in the main part of the switch, the latter in the end part of the switch, in which the precast concrete slabs are laid in the transverse direction.
- the outer contour of the precast concrete panels substantially corresponds to the course of the main track and the branch track. This is obtained by a peripheral surface of the precast concrete slab, in which at least one outer side is not perpendicular to the two adjoining outer sides of the precast slab.
- the rail fasteners in particular screws and dowels or screws and nuts can be fastened there.
- the holes can be individually placed in the precast concrete slab to meet the desired track layout of both the main track and the branch track justice.
- they are drilled after the production of precast concrete slab at the required points for the individual points.
- precast concrete panels have predetermined breaking points, which are arranged transversely to the track, then a durable and low-maintenance Installation and use of precast concrete slabs guaranteed in the infrastructure. There are no uncontrolled cracks in the precast concrete slab, but only in the area of the predetermined breaking points which are provided for this purpose. The carrying capacity of the precast concrete slab is not unduly reduced thereby.
- each precast concrete part is concreted in a formwork having a formwork floor with a dimension for a given maximum size of precast concrete slabs used to produce individual precast concrete slab panels by attachment of Scarf walls is reduced to the formwork floor.
- a formwork floor With a dimension for a given maximum size of precast concrete slabs used to produce individual precast concrete slab panels by attachment of Scarf walls is reduced to the formwork floor.
- the formwork has a certain maximum, which is reduced for the production of individual precast concrete panels of the switch.
- the maximum dimensions are offered which largely correspond to the dimensions of the concrete precast slabs used in the normal route.
- lengths of up to 10 meters and widths of up to 4 meters are common.
- the precast concrete panels which are used in the switch correspond to such a grid.
- precast concrete slabs are produced, which either have a length of up to 10 meters and a width of up to 4 meters or have a length of up to 4 meters and a width of up to 10 meters, each viewed in the direction of the track ,
- an industrial production of precast concrete slabs, which are required in the region of a switch is made possible in an advantageous manner.
- the production of a plurality of individual, unrelated components, as known from the prior art is thereby avoided.
- Threaded steels for the production of longitudinally and transversely placed prefabricated concrete slabs can optionally be laid in the longitudinal or in the transverse direction of the precast concrete slab.
- the production of the individual precast concrete slabs is advantageously carried out by the fact that the formwork has a device for receiving the threaded rods and optionally further connected to the threaded rods forming devices, which can be rotated by 90 ° for the production of longitudinally and transversely placed precast concrete panels.
- holes for receiving rail fasteners are introduced after concreting the precast slab into the slab.
- the exact track layout of both the main track and the branch track can thus be determined after concreting. This brings particular advantages when concreting the concrete precast slabs, which thereby significantly simplifies.
- the attachment of the rails on the precast concrete panel can be done by means of dowels in the holes.
- anchoring bodies are attached to the underside of the precast concrete slab in the area of the holes before laying the precast concrete slab. Dowels are unnecessary in this case.
- the anchoring body, such as nuts, are temporarily attached to the precast concrete slab and finally finally fixed in the potting compound.
- the temporary fastening device can be removed and replaced by the rail fastening.
- the holes for receiving rail fasteners only after the installation of precast concrete slabs in the plate be introduced.
- the individual plates are first laid firmly on the support layer and optionally aligned, fixed and connected to one another. Only then are the holes introduced into the panels and the rail fasteners secured with the rails thereon. The exact course of the tracks is thus determined on the exactly laid track.
- pockets are provided on the front sides of the precast concrete slabs in which the threaded rods end.
- the threaded rods are connected to each other, for example with Spannmuttem and cause a firmly connected concrete surface on which the tracks can be permanently attached.
- the threaded rods are advantageously covered at their ends, for example, with shrink tubing to avoid connection to the concrete.
- the threaded rods can be stretched and thus cause a firm juxtaposition of two adjacent precast concrete parts.
- the method of joining two such adjacent precast concrete elements has already been described in the Applicant's earlier patent applications.
- the present invention is not limited to these joining methods.
- the connection via connection reinforcements in the in-situ concrete layer is also very advantageous.
- FIG. 1 is a plan view of a schematically illustrated switch 1, which is in the form of a simple curved switch, shown.
- the turnout 1 has a turnout 2 and a turnout end 3. It has a trunk track 4 and a branch track 5 on.
- the switch 1 consists of a main part 6 and an end part 7, which is also called the heart.
- the main part 6 is assigned to the turnout 2, while the end part 7 is at the turnout end 3.
- standard precast concrete slabs 8 are arranged, as they are usually used in a simple route.
- All precast concrete slabs 11-16 correspond to a predetermined maximum grid in terms of their length and width, for example 10 x 4 m. According to this grid, the precast concrete slabs 11, 12 and 13 are longitudinally installed in the region of the main part 6 of the switch 1, while in the region of the end part 7 of the switch 1, the precast concrete panels 14, 15 and 16 are installed transversely.
- the precast concrete panels 8 and 11-16 abut each other and can thereby be connected directly via threaded rods or indirectly via a connection reinforcement and an in-situ layer of in-situ concrete arranged thereunder. Through this connection creates a continuous concrete band, on which trunk track 4 and branch track 5 are built together with the switch 1.
- individual one of the concrete precast slabs 11-16 are arranged spaced from each other to allow a space for the control of the switch 1 and its movable components.
- the individual precast concrete slabs 11-16 which are not connected to a neighboring precast concrete slab, are arranged particularly firmly on the substrate, the support layer.
- the trunk track 4 and the branch track 5 are fixed to bumpers 20 located on the precast concrete slab 8 in a conventional manner, the tracks in the area of the switch 1 are mounted directly on the precast concrete slabs 11-16. This attachment takes place for example in boreholes, which are introduced into the plates 11-16 before or after the laying of the precast concrete panels 11-16.
- the tracks and the switch parts can be laid exactly by screwing them into the drill holes.
- FIG. 2 a plan view of the longitudinally laid concrete precast panel 11 is shown. At the ends of the precast concrete panel 11 pockets 21 are arranged. In the pockets 21 lead threaded 22, which are embedded in the concrete precast slab 11. At the ends of the threaded rods 22, the precast concrete slab 11 is fixedly connected to its adjacent precast concrete slabs 8 and 12 are screwed in a known manner turnbuckles with the threaded rods 22 of the adjacent precast concrete panels 8 and 12 and the threaded rods 22 are tensioned by rotation of the turnbuckles. In order to obtain a sufficient tension, the threaded rods 22 are not firmly connected in their end regions with the precast concrete panel 11.
- the threaded rods 22 are provided with shrink tubing 23, which allow movement of the threaded rods 22 during clamping with respect to the precast concrete part 11.
- the heat shrink tubing 23 ends in the range of predetermined breaking points 24 so as not to bridge them and to impair their effect.
- the predetermined breaking points 24 concentrate inevitable cracks of the precast concrete slab 11 on the region of the predetermined breaking points 24. This makes it very easy to control the precast concrete slab 11 with regard to its condition.
- the predetermined breaking points 24 are located in a region 25 which is formed deeper than support benches 26.
- the area 25 may have a slight slope, whereby a good drainage of the precast concrete panel 11 takes place.
- the support benches 26 form an area in which the rail fasteners are mounted. They are preferably flat and allow an individual drilling of the holes in which the screws for the rail fasteners are introduced. After drilling the holes 11 nuts 27 are held as an anchoring body provisionally with fasteners 28 on the underside of precast concrete panel. For clarity, only one nut 27 is shown. However, there are on each Auflagerbank 26 more of these anchoring bodies, namely one for each rail. The nuts 27 are finally poured after laying the precast concrete panel 11 in the potting and fixed for final attachment to the rail mounting.
- FIG. 4 is a plan view of the precast concrete panel 16 is shown.
- the structure essentially corresponds to the precast concrete panel 11 FIG. 2 , It is different, however, that the precast concrete panel 16 is installed transversely in the switch 1, since the switch 1 in the region of the end part 7 is relatively wide.
- a total of four packages with threaded rods 22 are provided, which each open into the pockets 21.
- holes not shown are introduced, by means of which the tracks and the components of the switch 1 are mounted on the precast concrete panel 16.
- the threaded rods 22, which are associated with the branch track 5, run in the precast concrete panels 12-15 gradually and are fixed therein to unfold the clamping effect can.
- the concrete precast slabs 11-16 of the switch 1 can essentially be laid in the same way as the standard precast concrete slabs 8. This means that in the precast concrete slabs 11-16, for example, spindles are installed in a conventional manner, with which the precast concrete slabs 11-16 are adjusted on the support layer in height. After the adjustment has taken place, the precast concrete panels 11-16 are fixed to the base course and to each other. For this purpose, the precast concrete panels 8 and 11-16 are underfilled with a Untergussmasse to obtain a fixed position of the precast concrete panels 8 and 11-16 with respect to the support layer. They are then clamped together via the threaded rods 22, as far as necessary and with respect to the points installations. Finally, the pockets 21 are filled with concrete to permanently fix the position of the precast concrete panels 11-16 to one another.
- precast concrete slabs 11-16 With regard to the manufacture of precast concrete slabs 11-16, it is significant that they can be produced with a single basic formwork.
- This basic formwork which determines the maximum grid in terms of length and width of precast concrete panels 11-16, is separated by intermediate walls, which are adjustable in their angle to the other walls. This makes it possible to concretes smaller than the maximum possible precast concrete panels.
- At the basic position of the threaded rods 22 and the pockets 21 nothing changes as long as the precast concrete panels are provided for longitudinal installation. However, if the finished precast concrete panels needed for the transverse installation, the threaded rods 22 and the required pockets 21 and formwork forms for the support benches are rotated by 90 ° used in the formwork.
- precast concrete component 14-16 in which the threaded rods 22 transversely and support benches along the longitudinal extent of the precast concrete component 14-16 and the pockets 21 are arranged in the longitudinal side of the precast concrete component 14-16.
- FIG. 5 the attachment of a precast concrete slab 11 is shown by means of a connecting reinforcement 30.
- the precast concrete slab 11 is constructed on an antifreeze layer 31.
- a cleanliness layer 32 is applied, which is usually an unreinforced concrete strip.
- the precast concrete panel 11 is aligned with spindles, not shown, on this cleanliness layer 32.
- a reinforcement 33 is designed between the cleanliness layer 32 and the precast concrete slab 11, a reinforcement 33 is designed.
- the reinforcement 33 reinforces a potting layer 34, which is filled between the precast concrete slab 11 and the cleanliness layer 32 after aligning the precast concrete slab 11.
- the connection reinforcement 30 is provided in order to fix the precast concrete panel 11 permanently on the potting layer 34.
- cross bars 35 is a kind of toothing between the connection reinforcement 30 and the reinforcement 33rd
- the nut 27 is fastened with a fastening device 28 on one of the support benches 26 at the required location.
- the nut 27 is poured into the potting layer 34 and thereby fixed. After solidification of the potting layer 34, the fastening device 28 can be removed and the actual rail fastening be attached.
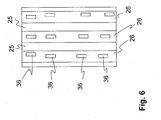
- FIG. 6 is a plan view of a precast concrete panel shown. It can be seen that the support benches 26 are used for the individual arrangement of rail fasteners 36. Depending on requirements, the rail mounting 36 can be arranged on the Auflagerbank 26. An individual attachment of the tracks in the area of the switch is made possible thereby.
- the present invention makes it possible, on the one hand, to mount the rail fasteners on the simple plates of the switch already in the factory, and thus to be able to arrange them very precisely on the plates.
- the present invention also enables the center of the switch to be mounted on site.
- Rail and rail fastening are for this purpose, for example, delivered in one piece to the installation site and used there in the pre-consolidated holes of precast concrete panels.
- precast concrete slabs 11-16 which are each individual in order to create the switch 1 and yet have a similarity with which they can be concreted in the same production apparatuses.
- the invention is of course not limited to the illustrated embodiment examples. So are other than the illustrated installation method possible.
- the precast concrete components 11-16 may already include shots for the rails, whereby the attachment of holes after laying the precast concrete slabs 11-16 is not required or only to a limited extent.
- switch shapes can be produced with the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Road Paving Structures (AREA)
- Panels For Use In Building Construction (AREA)
Description
- Die vorliegende Erfindung betrifft einen Fahrweg für schienengebundene Fahrzeuge, bei dem einzelne, eine größere Längs- als Querstreckung aufweisende Betonfertigteilplatten auf einer Tragschicht angeordnet, in einer vorbestimmten Lage ausgerichtet und in dieser Lage mit einer Vergussmasse vergossen sind, und der Fahrweg eine Weiche mit einem Hauptteil und einem Endteil aufweist, in welchen ein Stammgleis und zumindest ein Zweiggleis verläuft, sowie ein Verfahren zur Herstellung von solchen Beton-fertigteilplatten, wobei jede Betonfertigteilplatte in einer Schalung betoniert wird.
- Aus der
DE 69 45 362 U ist ein Bausatz für eine Schienentragplatte für Weichen bekannt. Hierbei sind Grundplatten vorgesehen, welche Höcker aufweisen, auf welchen bewegliche Schienenelemente geführt sind. Die Grundplatten sind relativ kompliziert ausgeführt um die Anforderungen für die Führung der beweglichen Schienenelemente erfüllen zu können. Wie die einzelnen Bauteile der Grundplatten aussehen, geht aus der Offenbarung dieser Druckschrift nicht hervor. Auch ist daraus nicht zu entnehmen, wie die einzelnen Platten auf dem Unterbau der Gleise verlegt sind. - Die
DE 44 28 163 C1 offenbart ein Verfahren zur Herstellung einer Festen Fahrbahn im Weichenbereich, bei welcher eine Tragschicht kontinuierlich über den Weichenbereich hinweggeführt wird und ein Stammgleisteil der Weiche auf der Tragschicht verlegt wird. Ein Zweiggleisteil der Weiche wird anschließend eingebaut. Stammgleisteil und Zweiggleisteil sind unabhängig voneinander gefertigte Bauteile, welche kompliziert in ihrer Form und als Betonfertigteile nur schwierig transportierbar sind. - Aufgabe der vorliegenden Erfindung ist es somit einen Fahrweg mit Betonfertigteilplatten und ein Verfahren zur Herstellung von Betonfertigteilplatten für einen Fahrweg in einem Weichenbereich zu schaffen, bei welchen mit nur geringfügigen Abwandlungen Betonfertigteilplatten einfach und schnell herstellbar sind und individuelle Weichengestaltungen erlauben.
- Die Aufgabe wird gelöst mit einem Fahrweg und einem Verfahren gemäß den unabhängigen Patentansprüchen.
- Erfindungsgemäß weist ein Fahrweg für schienengebundene Fahrzeuge einzelne, eine größere Längs- als Quererstreckung aufweisende Betonfertigteilplatten auf. Die Betonfertigteilplatten sind auf einer Tragschicht angeordnet und in einer vorbestimmten Lage, meist mit Spindeln ausgerichtet. In dieser ausgerichteten Lage werden sie mit der Tragschicht mittels einer Vergussmasse vergossen. Der Fahrweg kann für eine Feste Fahrbahn für Hochgeschwindigkeitszüge, aber auch für Straßenbahnschienen vorgesehen sein.
- Eine Weiche in dem Fahrweg weist ein Hauptteil und ein Endteil auf, in welchen ein Stammgleis und zumindest ein Zweiggleis verläuft. Je nach Weichentyp ist es auch möglich, dass mehrere Zweiggleise vorhanden sind. Die Erfindung ist auch auf eine Kreuzungsweiche anwendbar, bei welcher sinngemäß ein Gleis das Stammgleis und das andere Gleis das Zweiggleis bilden.
- Gemäß der Erfindung sind die Betonfertigteilplatten so ausgebildet, dass sie im Bereich der Weiche sowohl in Längs- als auch in Querrichtung verlegt sind. Das bedeutet, dass die eine Längserstreckung aufweisenden Betonfertigteilplatten je nach Bedarf so gefertigt sind, dass sie, wenn sie verlegt sind in Gleisrichtung gesehen entweder eine größere Längserstreckung oder eine größere Quererstreckung haben. Hierdurch können Betonfertigteilplatten verwendet werden, welche einander in ihrem Aufbau stark ähnlich sind. Eine industrielle Fertigung der Betonfertigteilplatten ist hierdurch sehr einfach und schnell durchführbar, da sich die einzelnen für eine Weiche erforderlichen Betonfertigteilplatten zwar voneinander unterscheiden, in ihrem Grundaufbau aber soweit übereinstimmen, dass sie in derselben oder zumindest sehr ähnlichen Fertigungsvorrichtung hergestellt werden können.
- Besonders vorteilhaft ist es, wenn die Betonfertigteilplatten eine Größe aufweisen, mit welcher sie in dem Hauptteil der Weiche in Längsrichtung verlegt sind. Im Hauptteil der Weiche hat die Weiche eine relativ geringe Breite, welche durch eine Längsverlegung der Betonfertigteilplatten gut überbrückt werden kann.
- Im Endteil der Weiche ist die Weiche wesentlich breiter als in ihrem Hauptteil. Daher ist es vorteilhaft, wenn die Betonfertigteilplatten, welche sich im Endteil der Weiche befinden, in Querrichtung verlegt sind. Das bedeutet, dass in Richtung des Gleisverlaufes die Betonfertigteilplatten eine geringere Länge als Breite aufweisen. Hierdurch ist es bis zum Ende der Weiche, an welchem wieder der normale Schienenverlauf mit üblichen, seriengefertigten Betonfertigteilplatten erfolgt, möglich, beide Gleise, das heißt das Stammgleis und das Zweiggleis auf einer Platte anzuordnen.
- Sowohl im Hauptteil der Weiche als auch in ihrem Endteil weisen die einzelnen Platten Abmessungen auf, welche ein bestimmtes Höchstmaß nicht überschreiten. Die Herstellung dieser Betonfertigteilplatten ist somit industriell, nahezu in Serienfertigung möglich. Es können dieselben Fertigungsvorrichtungen für jede der einzelnen Betonfertigteilplatten, welche für eine Weiche benötigt werden, verwendet werden.
- Vorteilhafterweise besteht die Tragschicht aus einer Frostschutzschicht und einer Sauberkeitsschicht. Die Betonfertigteilplatten werden auf der Sauberkeitsschicht, die aus einer unbewehrten Betonschicht besteht, ausgerichtet und anschließend mit der Vergußmasse fixiert.
- In einer vorteilhaften Ausbildung der Erfindung ist die Vergussmasse eine Ortbetonschicht mit Bewehrung. Die Bewehrung wird auf der Sauberkeitsschicht verlegt, bevor die Betonfertigteilplatte aufgesetzt und ausgerichtet wird. Daraufhin wird der Hohlraum zwischen der Betonfertigteilplatte und der Sauberkeitsschicht seitlich eingeschalt und schließlich mit Beton ausgegossen. Hierdurch wird die Lage der Betonfertigteilplatte fixiert.
- Um eine besonders gute Verbindung der Betonfertigteilplatte mit der Ortbetonschicht und damit über die Ortbetonschicht zu den benachbarten Betonfertigteilplatten zu erhalten, sind die Betonfertigteilplatten mit einer Anschlussbewehrung versehen. Die Anschlußbewehrung ragt in die Ortbetonschicht hinein und ist in besonders vorteilhafter Ausbildung mit der Bewehrung der Ortbetonschicht , beispielsweise über Querstäbe verbunden. Hierdurch entsteht eine innige und dauerhafte Verbindung.
- Alternativ oder zusätzlich können Gewindestähle vorgesehen sein, über welche benachbarte Betonfertigteilplatten miteinander verspannt werden. Auch hierdurch entsteht eine feste Verbindung und Lagefixierung der Betonfertigplatten, die den Fahrweg bilden, miteinander. Die Verbindung mittels der Gewindestähle ist nur dort möglich, wo es der Weichenaufbau erlaubt. Auf diese Weise wird zumindest teilweise, insbesondere im Hauptteil und im Endteil der Weiche, eine durchgehende, auch aus Betonfertigteilplatten hergestellte zusammenhängende Fahrbahn erhalten. Vor allem in Bereichen, in welchen Weichenstellantriebe erforderlich sind, wird auf eine Verbindung der einzelnen Betonfertigteilplatten mit Gewindestählen verzichtet. Zumindest hier ist die Verbindung über die beschriebene Anschlußbewehrung zu bevorzugen.
- Um eine Verbindung der Betonfertigteilplatten mit Gewindestählen einfach durchführen zu können, ist es vorteilhaft, wenn die Gewindestähle im Wesentlichen in Richtung des Gleises angeordnet sind. So sind einerseits Fertigteilplatten im Bereich der Weiche eingesetzt, bei welchen die Gewindestähle längs der Längserstreckung der Betonfertigteilplatten verlaufen aber andererseits auch andere Betonfertigteilplatten vorgesehen, bei welchen die Gewindestähle eher zur Längserstreckung der Betonfertigteilplatten verlaufen. Ersteres ist in vorteilhafter Weise im Hauptteil der Weiche der Fall, letzteres im Endteil der Weiche, in welchem die Betonfertigteilplatten in Querrichtung verlegt sind.
- Um einen kontinuierlichen Verlauf des Fahrweges zu erhalten ist es vorteilhaft, wenn die Außenkontur der Betonfertigteilplatten im Wesentlichen dem Verlauf des Stammgleises und des Zweiggleises entspricht. Dies wird durch eine Umfangsfläche der Betonfertigteilplatte erhalten, bei welcher zumindest eine Außenseite nicht rechtwinklig zu den beiden daran anschließenden Au-βenseiten der Fertigteilplatte verläuft.
- Weist die Betonfertigteilplatte an ihrer Oberseite Bohrungen auf, so können dort die Schienenbefestigungen, insbesondere Schrauben und Dübel oder Schrauben und Muttern befestigt werden. Die Bohrungen können individuell in der Betonfertigteilplatte eingebracht werden um dem gewünschten Schienenverlauf sowohl des Stammgleises als auch des Zweiggleises gerecht zu werden. Vorteilhafterweise werden sie nach dem Herstellen der Betonfertigteilplatte an den für die individuelle Weiche erforderlichen Stellen gebohrt.
- Sind auf den Betonfertigteilplatten im wesentlichen quer zu den Schienen verlaufende Auflagerbänke angeordnet, auf denen die Schienenbefestigungen befestigt sind bzw. die Bohrungen für die Schienenbefestigungen eingebracht werden, so sind damit definierte, ebene Bereiche vorhanden, in denen eine sichere Schienenbefestigung ermöglicht ist. Zwischen den Auflagerbänken können Bereiche mit Gefälle zum besseren Ablaufen von Regenwasser und/oder Sollbruchstellen in der Betonfertigteilplatte vorgesehen sein.
- Weisen die Betonfertigteilplatten Sollbruchstellen auf, welche quer zum Schienenverlauf angeordnet sind, so ist ein dauerhafter und wartungsarmer Einbau und Gebrauch der Betonfertigteilplatten in dem Fahrweg gewährleistet. Es entstehen in der Betonfertigteilplatte keine unkontrollierten Risse, sondern nur im Bereich der Sollbruchstellen, welche hierfür vorgesehen sind. Die Tragfähigkeit der Betonfertigteilplatte wird hierdurch nicht unzulässig verringert.
- Bei einem erfindungsgemäßen Verfahren zur Herstellung von Betonfertigteilplatten für eine Weiche eines Fahrwegs für schienengebundene Fahrzeuge wird jedes Betonfertigteil in einer Schalung betoniert, welche einen Schalboden mit einer Abmessung für ein bestimmtes Höchstmaß der Betonfertigteil-platten aufweist, welches zur Herstellung individueller Betonfertigteilplatten der Weiche durch Befestigung von Schalwänden auf dem Schalboden reduziert wird. Werden an dem Schalboden quer zum späteren Schienenverlauf verlaufende Schalformen für Auflagerbänke vorgesehen, dann sind die Schalformen für die Auflagerbänke so auf dem Schalboden angeordnet, dass die Auflagerbänke quer zu dem späteren Schienenverlauf ausgerichtet sind.
- Die Schalung weist ein bestimmtes Höchstmaß auf, welches zur Herstellung individueller Betonfertigteilplatten der Weiche reduziert wird. Als Höchstmaß bieten sich Abmessungen an, welche den Abmessungen der den normalen Streckenverlauf verwendeten Betonfertigteilplatten weitgehend entsprechen. So sind derzeit Längen bis etwa 10 Meter und Breiten bis etwa 4 Meter üblich. Die Betonfertigteilplatten welche in der Weiche eingesetzt werden, entsprechen einem solchen Raster. Es werden damit also Betonfertigteilplatten hergestellt, welche entweder eine Länge von bis zu 10 Meter und eine Breite von bis zu 4 Meter aufweisen oder aber eine Länge von bis zu 4 Meter und eine Breite von bis zu 10 Meter haben, jeweils in Richtung des Gleisverlaufs gesehen. Hierdurch wird in vorteilhafter Weise eine industrielle Fertigung der Betonfertigteilplatten, welche im Bereich einer Weiche benötigt werden, ermöglicht. Die Herstellung einer Vielzahl individueller, nicht miteinander verwandter Bauteile, wie es aus dem Stand der Technik bekannt ist, wird hierdurch vermieden.
- Gewindestähle zur Herstellung längs- und querverlegter Betonfertigteilplatten können bei Bedarf wahlweise in Längs- oder in Querrichtung der Betonfertigteilplatte eingelegt werden. Gleiches gilt selbstverständlich auch für mit den Gewindestählen in Verbindung stehenden Formgebungen, wie beispielsweise Taschen an den Stirnseiten der Betonfertigteilplatten oder Sollbruchstellen, welche quer zum Verlauf der Gewindestähle anzuordnen sind.
- Die Herstellung der individuellen Betonfertigteilplatten erfolgt vorteilhafterweise dadurch, dass die Schalung eine Einrichtung zur Aufnahme der Gewindestähle und gegebenenfalls weitere mit den Gewindestählen verbundener Formgebungseinrichtungen aufweist, welche zur Herstellung längs- und querverlegter Betonfertigteilplatten um 90° gedreht werden können.
- Vorteilhafterweise werden Löcher zur Aufnahme von Schienenbefestigungen nach dem Betonieren der Fertigteilplatte in die Platte eingebracht. Der exakte Gleisverlauf sowohl des Stammgleises als auch des Zweiggleises kann hierdurch nach dem Betonieren festgelegt werden. Dies bringt besondere Vorteile beim Betonieren der Betonfertigteilplatten, welches sich hierdurch wesentlich vereinfacht.
- Die Befestigung der Schienen auf der Betonfertigteilplatte kann mittels Dübeln in den Bohrungen erfolgen. Alternativ ist es aber auch vorteilhaft, wenn an der Unterseite der Betonfertigteilplatte im Bereich der Löcher vor dem Verlegen der Betonfertigteilplatte Verankerungskörper für Befestigungsschrauben angebracht werden. Dübel erübrigen sich in diesem Falle. Die Verankerungskörper, beispielsweise Muttern, werden an der Betonfertigteilplatte vorläufig befestigt und schließlich in der Vergußmasse endgültig fixiert. Die vorläufige Befestigungseinrichtung kann entnommen werden und durch die Schienenbefestigung ersetzt werden.
- Vorteilhaft kann es auch sein, wenn die Löcher zur Aufnahme von Schienenbefestigungen erst nach dem Verlegen der Betonfertigteilplatten in die Platte eingebracht werden. Es werden hierdurch die einzelnen Platten erst fest auf der Tragschicht verlegt und gegebenenfalls ausgerichtet, fixiert und miteinander verbunden. Erst anschließend werden die Löcher in die Platten eingebracht und die Schienenbefestigungen mit den Schienen darauf befestigt. Der genaue Verlauf der Gleise wird somit auf dem exakt verlegten Fahrweg festgelegt.
- Um eine Verbindung der einzelnen Betonfertigteilplatten mit Gewindestählen nach dem Ausrichten und Fixieren auf der Tragschicht einfach durchführen zu können, sind an den Stirnseiten der Betonfertigteilplatten Taschen vorgesehen, in welchen die Gewindestähle enden. In diesen Taschen werden die Gewindestähle mit beispielsweise Spannmuttem miteinander verbunden und bewirken eine fest zusammenhängende Betonfläche, auf welcher die Gleise dauerhaft befestigt werden können.
- Um die Gewindestähle ausreichend vorspannen zu können, werden sie vorteilhafterweise an ihren Enden beispielsweise mit Schrumpfschläuchen abgedeckt um eine Verbindung zu dem Beton zu vermeiden. Im Bereich dieser Abdeckungen können die Gewindestähle gespannt werden und bewirken somit ein festes Aneinanderpressen zweier benachbarter Betonfertigteile. Das Verfahren der Verbindung zweier solcher benachbarter Betonfertigteile ist in früheren Patentanmeldungen der Anmelderin bereits beschrieben. Die vorliegende Erfindung ist aber natürlich nicht auf diese Verbindungsverfahren beschränkt. Insbesondere die Verbindung über Anschlußbewehrungen in der Ortbetonschicht ist ebenfalls sehr vorteilhaft.
- Weitere Vorteile der Erfindung sind in den nachfolgenden Figuren beschrieben. Es zeigt:
- Figur 1
- eine schematische Draufsicht auf eine Weiche,
- Figur 2
- eine Draufsicht auf ein längs eingebautes Betonfertigteil,
- Figur 3
- einen Schnitt durch ein Betonfertigteil,
- Figur 4
- eine Draufsicht auf ein quer eingebautes Betonfertigteil,
- Figur 5
- einen Schnitt durch ein weiteres Betonfertigteil und
- Figur 6
- eine Draufsicht auf ein weiteres quer eingebautes Betonfertigteil.
- In
Figur 1 ist eine Draufsicht auf eine schematisch dargestellte Weiche 1, welche in Form einer einfachen Bogenweiche ausgebildet ist, dargestellt. Die Weiche 1 hat einen Weichenanfang 2 und ein Weichenende 3. Sie weist ein Stammgleis 4 und ein Zweiggleis 5 auf. Die Weiche 1 besteht aus einem Hauptteil 6 und einem Endteil 7, welches auch Herzstück genannt wird. Das Hauptteil 6 ist dem Weichenanfang 2 zugeordnet, während das Endteil 7 am Weichenende 3 ist. Am Weichenanfang 2 und am Weichenende 3 sowohl des Stammgleises 4 als auch des Zweiggleises 5 sind jeweils Standardbetonfertigteilplatten 8 angeordnet, wie sie üblicherweise im einfachen Streckenverlauf verwendet werden. - Im Bereich der Weiche 1 befinden sich individuelle Betonfertigteilplatten 11-16. Alle Betonfertigplatten 11-16 entsprechen einem vorbestimmten Höchstraster hinsichtlich ihrer Länge und Breite, beispielsweise 10 x 4 m. Gemäß diesem Raster sind im Bereich des Hauptteiles 6 der Weiche 1 die Betonfertigteilplatten 11, 12 und 13 der Länge nach eingebaut, während im Bereich des Endteils 7 der Weiche 1 die Betonfertigteilplatten 14, 15 und 16 quer eingebaut sind. Die Betonfertigteilplatten 8 und 11-16 stoßen alle aneinander an und können hierdurch direkt über Gewindestählen oder indirekt über eine Anschlußbewehrung und eine darunter angeordnete Ortbetonschicht miteinander verbunden werden. Durch diese Verbindung entsteht ein durchgehendes Betonband, auf welches Stammgleis 4 und Zweiggleis 5 mitsamt der Weiche 1 aufgebaut werden. Bei einer anderen, nicht dargestellten Ausführung kann es aber auch der Fall sein, dass einzelne der Betonfertigteilplatten 11-16 beabstandet aneinander angeordnet werden, um einen Freiraum für die Ansteuerung der Weiche 1 und deren beweglicher Bauteile zu gestatten. In diesem Falle sind die einzelnen Betonfertigplatten 11-16, welche nicht mit einer benachbarten Betonfertigteilplatte verbunden sind, besonders fest auf dem Untergrund, der Tragschicht angeordnet.
- Während auf den Standardbetonfertigteilplatten 8 das Stammgleis 4 und das Zweiggleis 5 an auf der Betonfertigteilplatte 8 befindlichen Höckern 20 in herkömmlicher Weise befestigt sind, sind die Gleise in Bereich der Weiche 1 direkt auf den Betonfertigteilplatten 11-16 befestigt. Diese Befestigung erfolgt beispielsweise in Bohrlöchern, welche vor oder nach dem Verlegen der Betonfertigteilplatten 11-16 in die Platten 11-16 eingebracht werden. Die Gleise und die Weichenteile können exakt verlegt werden, indem diese in den Bohrlöchern angeschraubt werden.
- In
Figur 2 ist eine Draufsicht auf die längsverlegte Betonfertigplatte 11 dargestellt. An den Stirnseiten der Betonfertigteilplatte 11 sind Taschen 21 angeordnet. In den Taschen 21 münden Gewindestähle 22, welche in der Betonfertigteilplatte 11 einbetoniert sind. An den Enden der Gewindestähle 22 wird die Betonfertigteilplatte 11 mit ihren benachbarten Betonfertigteilplatten 8 bzw. 12 fest verbunden, indem in bekannter Weise Spannschlösser mit den Gewindestählen 22 der benachbarten Betonfertigteilplatten 8 und 12 verschraubt werden und die Gewindestähle 22 durch Drehung der Spannschlösser gespannt werden. Um eine ausreichende Spannung zu erhalten, sind die Gewindestählen 22 in ihren Endbereichen nicht fest mit der Betonfertigteilplatte 11 verbunden. - Wie aus
Figur 3 zu entnehmen ist, sind hierfür die Gewindestähle 22 mit Schrumpfschläuchen 23 versehen, welche eine Bewegung der Gewindestähle 22 während des Spannens in Bezug auf das Betonfertigteil 11 erlauben. Vorteilhafterweise enden die Schrumpfschläuche 23 im Bereich von Soll-bruchstellen 24 um diese nicht zu überbrücken und in ihrer Wirkung zu beeinträchtigen. Die Sollbruchstellen 24 konzentrieren unvermeidliche Risse der Betonfertigplatte 11 auf den Bereich der Sollbruchstellen 24. Hierdurch ist eine Kontrolle der Betonfertigteilplatte 11 hinsichtlich ihres Zustandes sehr leicht möglich. - Die Sollbruchstellen 24 liegen in einem Bereich 25, der gegenüber Auflagerbänken 26 tiefer ausgebildet ist. Der Bereich 25 kann ein leichtes Gefälle aufweisen, wodurch eine gute Entwässerung der Betonfertigteilplatte 11 erfolgt. Die Auflagerbänke 26 bilden einen Bereich, in dem die Schienenbefestigungen angebracht werden. Sie sind vorzugsweise eben und erlauben ein individuelles Bohren der Löcher, in denen die Schrauben für die Schienenbefestigungen eingebracht werden. Nach dem Bohren der Löcher werden an der Unterseite der Betonfertigteilplatte 11 Muttern 27 als Verankerungskörper provisorisch mit Befestigungselementen 28 festgehalten. Aus Gründen der Übersichtlichkeit ist nur eine Mutter 27 dargestellt. Es befinden sich jedoch auf jeder Auflagerbank 26 mehrere dieser Verankerungskörper, nämlich einer für jede Schiene. Die Muttern 27 werden schließlich nach dem Verlegen der Betonfertigteilplatte 11 in die Vergussschicht mit eingegossen und für die endgültige Befestigung mit der Schienenbefestigung fixiert.
- In
Figur 4 ist eine Draufsicht auf die Betonfertigteilplatte 16 dargestellt. Der Aufbau entspricht im Wesentlichen der Betonfertigteilplatte 11 ausFigur 2 . Unterschiedlich ist jedoch, dass die Betonfertigteilplatte 16 quer in die Weiche 1 eingebaut wird, da die Weiche 1 im Bereich des Endteils 7 relativ breit ist. Zum Anschluss der Standardbetonfertigteilplatten 8 des Stammgleises 4 und des Zweiggleises 5 sind insgesamt vier Pakete mit Gewindestählen 22 vorgesehen, welche jeweils in den Taschen 21 münden. Auch bei der Betonfertigteilplatte 16 werden nicht dargestellte Bohrlöcher eingebracht, mit Hilfe derer die Gleise und die Bauteile der Weiche 1 auf der Betonfertigteilplatte 16 befestigt werden. - Die Gewindestähle 22, welche dem Zweiggleis 5 zugeordnet sind, laufen in den Betonfertigteilplatten 12-15 allmählich aus und sind darin fest fixiert um die Spannwirkung entfalten zu können.
- Die Betonfertigteilplatten 11-16 der Weiche 1 können im Wesentlichen ebenso wie die Standardbetonfertigteilplatten 8 verlegt sein. Das bedeutet, dass in den Betonfertigteilplatten 11-16 beispielsweise in herkömmlicher Weise Spindeln eingebaut sind, mit welchen die Betonfertigteilplatten 11-16 auf der Tragschicht in ihrer Höhe justiert werden. Nachdem die Justierung erfolgt ist, werden die Betonfertigteilplatten 11-16 auf der Tragschicht und zueinander fixiert. Hierzu werden die Betonfertigteilplatten 8 und 11-16 mit einer Untergussmasse unterfüllt um eine feste Position der Betonfertigteilplatten 8 und 11-16 bezüglich der Tragschicht zu erhalten. Anschließend werden sie über die Gewindestähle 22, soweit erforderlich und bezüglich der Weicheneinbauten möglich, miteinander verspannt. Schließlich werden die Taschen 21 mit Beton verfüllt um die Lage der Betonfertigteilplatten 11-16 dauerhaft zueinander zu fixieren.
- Bezüglich der Herstellung der Betonfertigteilplatten 11-16 ist bedeutsam, dass sie mit einer einzigen Grundschalung hergestellt werden können. Diese Grundschalung, welche das maximale Raster hinsichtlich Länge und Breite der Betonfertigteilplatten 11-16 bestimmt, wird durch Zwischenwände, welche auch in ihrem Winkel zu den übrigen Wänden verstellbar sind, abgetrennt. Hierdurch ist es möglich kleinere als die maximal möglichen Betonfertigbauteilplatten zu betonieren. An der grundsätzlichen Lage der Gewindestähle 22 und der Taschen 21 ändert sich nichts, solange die Betonfertigteilplatten für den Längseinbau vorgesehen sind. Werden die gefertigten Betonfertigteilplatten jedoch für den Quereinbau benötigt, so werden die Gewindestähle 22 und die erforderlichen Taschen 21 sowie Schalformen für die Auflagerbänke um 90° gedreht in der Schalung eingesetzt. Es entsteht beim Betonieren hierdurch ein Betonfertigbauteil 14-16, in welchem die Gewindestähle 22 quer und Auflagerbänke längs zur Längserstreckung des Betonfertigbauteils 14-16 verlaufen und die Taschen 21 in der Längsseite des Betonfertigbauteils 14-16 angeordnet sind. Im Gegensatz hierzu sind bei längs eingebauten Betonfertigteilplatten 11-13 die Gewindestähle 22 entlang der Längserstreckung der Betonfertigteilplatten 11-13 einbetoniert, die Taschen 21 befinden sich an den kürzeren Stirnseiten der Betonfertigteilplatten 11-13 und die Auflagerbänke verlaufen quer zur Längserstreckung der Betonfertigteilplatten 11-13. Sofern in den Platten Sollbruchstellen 24 vorgesehen sind, werden diese ebenfalls gedreht, so dass auch sie quer zu den Gewindestählen 22 bzw. zur zur Längserstreckung der Betonfertigteilplatten 11-13 verlaufen.
- In
Figur 5 ist die Befestigung einer Betonfertigteilplatte 11 mittels einer Anschlussbewehrung 30 dargestellt. Die Betonfertigteilplatte 11 ist auf einer Frostschutzschicht 31 aufgebaut. Auf der Frostschutzschicht 31 ist eine Sauberkeitsschicht 32 aufgetragen, welche in der Regel ein unbewehrtes Betonband ist. Die Betonfertigteilplatte 11 ist mit nicht dargestellten Spindeln auf dieser Sauberkeitsschicht 32 ausgerichtet. Zwischen der Sauberkeitsschicht 32 und der Betonfertigteilplatte 11 ist eine Bewehrung 33 ausgelegt. Die Bewehrung 33 verstärkt eine Vergussschicht 34, welche zwischen der Betonfertigteilplatte 11 und der Sauberkeitsschicht 32 nach dem Ausrichten der Betonfertigteilplatte 11 eingefüllt wird. Um die Betonfertigteilplatte 11 dauerhaft auf der Vergussschicht 34 zu fixieren, ist die Anschlussbewehrung 30 vorgesehen. Diese ragt aus der Unterseite der Betonfertigteilplatte 11 in die Vergussschicht 34 hinein. Mittels Querstangen 35 erfolgt eine Art Verzahnung zwischen der Anschlussbewehrung 30 und der Bewehrung 33. - Ebenso wie in
Figur 3 ist auch hier die Mutter 27 mit einer Befestigungsvorrichtung 28 auf einer der Auflagerbänke 26 an der benötigten Stelle befestigt. Die Mutter 27 ist in die Vergussschicht 34 eingegossen und hierdurch fixiert. Nach dem Verfestigen der Vergussschicht 34 kann die Befestigungseinrichtung 28 entfernt und die eigentliche Schienenbefestigung angebracht werden. - In
Figur 6 ist eine Draufsicht auf eine Betonfertigteilplatte dargestellt. Es ist ersichtlich, dass die Auflagerbänke 26 für die individuelle Anordnung von Schienenbefestigungen 36 dient. Je nach Bedarf kann auf der Auflagerbank 26 die Schienenbefestigung 36 angeordnet werden. Eine individuelle Befestigung der Gleise im Bereich der Weiche ist hierdurch ermöglicht. - Die vorliegende Erfindung ermöglicht, dass einerseits die Schienenbefestigungen auf den einfachen Platten der Weiche bereits im Werk montiert werden und somit sehr präzise auf den Platten angeordnet werden können. Im Gegensatz hierzu ermöglicht die vorliegende Erfindung aber auch, dass das Herzstück der Weiche vor Ort montiert wird. Schiene und Schienenbefestigung werden hierzu beispielsweise in einem Stück an den Montageort angeliefert und dort in die vorgefestigten Löcher der Betonfertigteilplatten eingesetzt.
- Aufgrund der Erfindung ist es möglich mit standardisierten Methoden und bewährten Verlegeverfahren Betonfertigteilplatten 11-16 zu schaffen, welche jeweils individuell sind um die Weiche 1 zu schaffen und dennoch eine Ähnlichkeit aufweisen, mit welcher sie in denselben Fertigungsvorrichtungen betoniert werden können.
- Die Erfindung ist selbstverständlich nicht auf die dargestellten Ausführungs-beispiele beschränkt. So sind andere, als die dargestellten Verlegeverfahren möglich. Außerdem können die Betonfertigbauteile 11-16 auch bereits Aufnahmen für die Schienen beinhalten, wodurch das Anbringen von Bohrungen nach dem Verlegen der Betonfertigteilplatten 11-16 nicht oder nur in beschränktem Maße erforderlich ist. Es sind vielfältige Weichenformen mit der vorliegenden Erfindung herstellbar.
Claims (19)
- Fahrweg für schienengebundene Fahrzeuge, bei dem einzelne; eine größere Längs- als Quererstreckung aufweisende Betonfertigteilplatten (8,11-16) auf einer Tragschicht angeordnet, in einer vorbestimmten Lage ausgerichtet und in dieser Lage mit einer Vergussmasse vergossen sind, und der Fahrweg eine Weiche (1) mit einem Hauptteil (6) und einem Endteil (7) aufweist, in welchen ein Stammgleis (4) und zumindest ein Zweiggleis (5) verläuft, dadurch gekennzeichnet, dass im Bereich der Weiche (1) die Betonfertigteilplatten (11-16) in Längs- und in Querrichtung verlegt sind, so dass quer zum Schienenverlauf das Stammgleis (4) und das Zweiggleis (5) auf einer Betonfertigteilplatte (11-16) angeordnet sind.
- Fahrweg nach dem vorherigen Anspruch, dadurch gekennzeichnet, dass die Betonfertigteilplatten (11-13) in dem Hauptteil (6) der Weiche (1) in Längsrichtung verlegt sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Betonfertigteilplatten (14-16) in dem Endteil (7) der Weiche (1) in Querrichtung verlegt sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Tragschicht eine Frostschutzschicht (31) und eine Sauberkeitsschicht (32) ist.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Vergussmasse eine Ortbetonschicht (34) mit Bewehrung (33) bildet.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Betonfertigteilplatten (14-16) über die Ortbetonschicht (34) mit einer Anschlussbewehrung (30) oder über Gewindestähle (22) miteinander verbunden sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Gewindestählen (22) in den Betonfertigteilplatten (11-16) im wesentlichen in Richtung des Gleises (4,5) angeordnet sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Außenkontur der Betonfertigteilplatten (11-16) im wesentlichen dem Verlauf des Stammgleises (4) und des Zweiggleises (5) entspricht.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass auf der Betonfertigteilplatte (11-16) Schienenbefestigungen angeordnet sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Betonfertigteilplatte (11-16) insbesondere nach dem Herstellen der Betonfertigteilplatte (11-16) gefertigte Bohrungen aufweist, in welchen die Schienenbefestigungen befestigt sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass auf den Betonfertigteilplatten (11-16) im wesentlichen quer zu den Schienen verlaufende Auflagerbänke (26) angeordnet sind, auf denen die Schienenbefestigungen befestigt sind.
- Fahrweg nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Betonfertigteilplatte (11-16) Sollbruchstellen (24) aufweist, welche quer zum Schienenverlauf angeordnet sind.
- Verfahren zur Herstellung von Betonfertigteilplatten (11-16) einer ein Hauptteil (6) und ein Endteil (7) umfassenden Weiche (1) eines diese Betonfertigteilplatten (11-16) aufweisenden Fahrwegs für schienengebundene Fahrzeuge mit einem Stammgleis (4) und einem Zweiggleis (5) gemäß einem der vorherigen Ansprüche, wobei jede Betonfertigteilplatte (8,11-16) in einer Schalung betoniert wird, die Schalung einen Schalboden mit einer Abmessung für ein bestimmtes Höchstmaß der Betonfertigteilplatten (11-16) aufweist, wobei dieses Höchstmaß zur Herstellung individueller Betonfertigteilplatten (11-16) der Weiche (1) durch Befestigung von Schalwänden auf dem Schalboden reduziert wird, dadurch gekennzeichnet, dass mit dieser Schalung sowohl Betonfertigteilplatten (14-16) hergestellt werden, welche in_ Richtung des Gleisverlaufs gesehen eine größere Breite als Länge, als auch Betonfertigteilplatten (11-13) hergestellt werden, welche in Richtung des Gleisverlaufs gesehen eine größere Länge als Breite aufweisen und dass auf den Betonfertigteilplatten (11-16) Bohrungen für Schienenbefestigungen bzw. Aufnahmen für die Schienen derart eingebracht werden, dass mit den Schienenbefestigungen die Gleise auf den Betonfertigteilplatten (11-16) im Hauptteil (6) der Weiche (1) der Länge nach befestigt werden und im Endteil (7) der Weiche (1) quer befestigt werden.
- Verfahren nach dem vorherigen Anspruch, dadurch gekennzeichnet, dass die Schalung eine Einrichtung zur Aufnahme von Gewindestählen (22) aufweist.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass Löcher zur Aufnahme von Schienenbefestigungen nach dem Betonieren der Betonfertigteilplatte (11-16) in die Betonfertigteilplatte (11-16) eingebracht werden.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass an den Löchern vor dem Verlegen der Betonfertigteilplatte (11-16) Verankerungskörper (27) für Befestigungsschrauben angebracht werden.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Löcher zur Aufnahme von Schienenbefestigungen nach dem Verlegen der Fertigteilplatten (11-16) in die Platte (11-16) eingebracht werden.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Gewindestähle (22) in Taschen (21) der Betonfertigteilplatte (11-16) enden.
- Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Enden der Gewindestähle (22) vor dem Betonieren abgedeckt werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL07726748T PL2010713T3 (pl) | 2006-04-27 | 2007-03-09 | Torowisko i sposób wytwarzania prefabrykowanych betonowych płyt |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006019549A DE102006019549A1 (de) | 2006-04-27 | 2006-04-27 | Fahrweg und Verfahren zur Herstellung von Betonfertigteilplatten |
| PCT/EP2007/052226 WO2007124972A1 (de) | 2006-04-27 | 2007-03-09 | Fahrweg und verfahren zur herstellung von betonfertigteilplatten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2010713A1 EP2010713A1 (de) | 2009-01-07 |
| EP2010713B1 true EP2010713B1 (de) | 2013-05-15 |
Family
ID=38134222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07726748.2A Not-in-force EP2010713B1 (de) | 2006-04-27 | 2007-03-09 | Fahrweg und verfahren zur herstellung von betonfertigteilplatten |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2010713B1 (de) |
| KR (1) | KR101414408B1 (de) |
| CN (1) | CN101432485A (de) |
| DE (1) | DE102006019549A1 (de) |
| ES (1) | ES2419386T3 (de) |
| PL (1) | PL2010713T3 (de) |
| RU (1) | RU2431009C2 (de) |
| WO (1) | WO2007124972A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3034784A1 (fr) * | 2015-04-10 | 2016-10-14 | Antoine Marot | Structure elementaire prefabriquee d'accueil des composants de systemes guides |
| CN108239897B (zh) * | 2018-01-23 | 2023-12-12 | 中国铁建重工集团股份有限公司 | 一种钢轨伸缩调节器检测工装 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE6945362U (de) * | 1969-11-22 | 1970-05-14 | Buescher Pebueso Beton | Bauesatz fuer eine schienentragplatte fuer weichen o. dgl. |
| DE2365505A1 (de) * | 1973-11-02 | 1975-05-28 | Strabag Bau Ag | Verfahren zum herstellen eines schotterlosen oberbaus eines gleises |
| DE2425599C2 (de) * | 1974-05-27 | 1976-04-01 | Holzmann Philipp Ag | Schotterloser Gleisoberbau |
| DE2832295C3 (de) * | 1978-07-22 | 1982-08-19 | Hans Veit 8602 Schlüsselfeld Dennert | Formtisch für Betonfertigplatten |
| DE9208016U1 (de) * | 1992-06-16 | 1992-08-27 | Wayss & Freytag Ag, 6000 Frankfurt | Schalung zur Herstellung von mehreren unterschiedlich langen Typen von Spannbetonschwellen |
| DE4428163C1 (de) * | 1994-08-10 | 1996-02-29 | Wayss & Freytag Ag | Verfahren zur Herstellung einer festen Fahrbahn für schienengebundenen Verkehr im Weichenbereich |
| DE19948003A1 (de) * | 1999-10-06 | 2001-04-12 | Boegl Max Bauunternehmung Gmbh | Stahlbetonfertigteilplatte |
| AT412559B (de) * | 2002-07-16 | 2005-04-25 | Riessberger Klaus | Eisenbahnweichen-unterschwellung |
| TWI260360B (en) | 2003-05-06 | 2006-08-21 | Bombardier Transp Gmbh | Cross-tie |
-
2006
- 2006-04-27 DE DE102006019549A patent/DE102006019549A1/de not_active Withdrawn
-
2007
- 2007-03-09 WO PCT/EP2007/052226 patent/WO2007124972A1/de not_active Ceased
- 2007-03-09 KR KR1020087028033A patent/KR101414408B1/ko not_active Expired - Fee Related
- 2007-03-09 CN CNA2007800151885A patent/CN101432485A/zh active Pending
- 2007-03-09 EP EP07726748.2A patent/EP2010713B1/de not_active Not-in-force
- 2007-03-09 PL PL07726748T patent/PL2010713T3/pl unknown
- 2007-03-09 RU RU2008146782/11A patent/RU2431009C2/ru not_active IP Right Cessation
- 2007-03-09 ES ES07726748T patent/ES2419386T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007124972A1 (de) | 2007-11-08 |
| KR101414408B1 (ko) | 2014-07-01 |
| RU2431009C2 (ru) | 2011-10-10 |
| RU2008146782A (ru) | 2010-06-10 |
| ES2419386T3 (es) | 2013-08-20 |
| KR20090016556A (ko) | 2009-02-16 |
| CN101432485A (zh) | 2009-05-13 |
| DE102006019549A1 (de) | 2007-10-31 |
| EP2010713A1 (de) | 2009-01-07 |
| PL2010713T3 (pl) | 2013-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1218596B1 (de) | Stahlbetonfertigteilplatte | |
| EP1564331B1 (de) | Hebevorrichtung | |
| EP1417379A1 (de) | Verfahren zum kontinuierlichen lagern einer schiene auf einer festen fahrbahn sowie justiereinrichtung und feste fahrbahn | |
| EP0980931B2 (de) | Einbauverfahren für eine feste Schienenfahrbahn | |
| EP2088244A1 (de) | Stahlbeton oder Verbundbrücke und Verfahren zu ihrer Herstellung | |
| EP0676504A1 (de) | Schotterloses Oberbausystem für zumindest ein Eisenbahngleis und Verfahren zur Herstellung | |
| EP2623670A2 (de) | Feste Fahrbahn für schienengebundene Fahrzeuge | |
| EP1882777B1 (de) | Verfahren zum Herstellen einer festen Fahrbahn für Schienenfahrzeuge | |
| AT505789B1 (de) | Gleiskörper mit geklebten trögen | |
| DE19848928C2 (de) | Feste Fahrbahn und Verfahren zu ihrer Herstellung | |
| EP2010713B1 (de) | Fahrweg und verfahren zur herstellung von betonfertigteilplatten | |
| DE10212090A1 (de) | Fahrweg für eine elektromagnetische Schnellbahn | |
| DE19849266C2 (de) | Feste Fahrbahn für eine Straßenbahn | |
| DE10004194A1 (de) | Verfahren zur Fertigung einer festen Schienenfahrbahn auf einer Brücke | |
| DE10004626C2 (de) | Verfahren zur Herstellung einer Entgleisungsschutzanordnung bei einer Schienenfahrbahn, eine Entgleisungsschutzanordnung umfassende Schienenfahrbahn und Entgleisungsschutzanordnung | |
| EP0905319A2 (de) | Verfahren zur Herstellung einer Festen Fahrbahn für schienengebundenen Verkehr, sowie eine Feste Fahrbahn zur Durchführung des Verfahrens | |
| CH715209B1 (de) | Gleiskörperübergangseinheit zwischen einem Schottergleisabschnitt und einem schotterlosen Gleisabschnitt. | |
| DE102004019083A1 (de) | Verfahren zum Verlegen eines Gleisstranges | |
| WO2008019671A1 (de) | Fahrbahn für magnetschwebebahnen | |
| EP1216326A1 (de) | Verfahren zur herstellung eines schallgedämmten gleises | |
| DE102008048358A1 (de) | Gleiskörperformteileinheit | |
| AT510523B1 (de) | Fahrbahn mit einer fahrbahnplatte | |
| DE10221626A1 (de) | Fahrweg für eine Magnetschwebebahn und Verfahren zur Herstellung eines Fahrwegs für eine Magnetschwebebahn | |
| DE10064748A1 (de) | Verfahren und Vorrichtung zur Lagekorrektur einer Plattenkonstruktion aus Betonfertigteilplatten | |
| DE10226802B4 (de) | Verfahren zum Herstellen einer lagegenauen Verbindung an einem Fahrweg und Fahrweg für ein spurgebundenes Fahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080328 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17Q | First examination report despatched |
Effective date: 20100426 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502007011764 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: E01B0003400000 Ipc: E01B0007220000 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E01B 7/22 20060101AFI20120717BHEP Ipc: E01B 3/40 20060101ALI20120717BHEP Ipc: B28B 7/02 20060101ALI20120717BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 612226 Country of ref document: AT Kind code of ref document: T Effective date: 20130615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007011764 Country of ref document: DE Effective date: 20130711 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2419386 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130820 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130816 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130916 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130915 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130815 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140218 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007011764 Country of ref document: DE Effective date: 20140218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140309 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130515 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070309 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180319 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20180321 Year of fee payment: 12 Ref country code: FR Payment date: 20180319 Year of fee payment: 12 Ref country code: PL Payment date: 20180227 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180420 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180330 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190401 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 612226 Country of ref document: AT Kind code of ref document: T Effective date: 20190309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190309 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190309 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200310 Year of fee payment: 14 Ref country code: GB Payment date: 20200324 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200724 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190309 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007011764 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210309 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211001 |