EP1197322A2 - Walzenanordnung, insbesondere Riffelwalzenanordnung - Google Patents
Walzenanordnung, insbesondere Riffelwalzenanordnung Download PDFInfo
- Publication number
- EP1197322A2 EP1197322A2 EP01124048A EP01124048A EP1197322A2 EP 1197322 A2 EP1197322 A2 EP 1197322A2 EP 01124048 A EP01124048 A EP 01124048A EP 01124048 A EP01124048 A EP 01124048A EP 1197322 A2 EP1197322 A2 EP 1197322A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- profiling
- arrangement according
- roller arrangement
- der
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/2863—Corrugating cylinders; Supporting or positioning means therefor; Drives therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/005—Rolls with a roughened or textured surface; Methods for making same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/02—Shape or construction of rolls
Definitions
- the present invention relates to a roller arrangement, in particular a corrugating roller arrangement for corrugating a Material web, for example made of paper or cardboard.
- Corrugated rollers provided with corrugated profiling are used to a material web made of paper or cardboard, for example permanently deformable and corrugated.
- the interacting corrugated rollers are used very high pressures. That's why it happens especially for corrugated rollers with long profiled roller bodies, which are each rotatably supported at their roller ends are to a deflection, so that the pressure in the area the interacting profile sections of the two corrugated rollers become uneven over the length of the corrugated rollers can.
- a corrugated roller has the disadvantage that that of the roller inherent crowning only on a very specific one the crowning coordinated contact pressure for one over the Roll length ensures even contact pressure. Will the contact pressure enlarged or reduced, the crowning leads to an uneven pressure distribution over the Roll length and thus unsatisfactory work results, with the result that either the material web to be processed in the external pressurized Edge areas of the corrugated roller is destroyed or that it is in the edge areas is only insufficiently deformed.
- Web width of the material web to be processed Another factor affecting the work result when used of such a roller arrangement is determined Web width of the material web to be processed. So is with wider material webs, i.e. with greater utilization of the Length of the profiled roller section, usually one greater contact pressure is required than with a smaller one Material web width and thus less utilization of the Length of the profiled corrugated roller. For example, you choose with a small web width of the material web to be processed too high contact pressure, this can on the one hand lead to Destruction of the material web in its outer areas and on the other hand result in the marginal areas the rollers, which are not covered by the material web will touch each other.
- a roller arrangement in particular Corrugating roller arrangement for corrugating a material web, for example made of paper or cardboard, this roller arrangement executed with at least one around a first axis of rotation rotatably mounted first roller with a profiled Surface, at least one mounted around a second axis of rotation second roller with a surface, which with a complementary profiling corresponding to the profiling of the first roller is provided, pressing means for Pressing the first roller and / or the second roller onto one another to, wherein in at least one axial edge region first or / and the second roller rolling on each other during operation Slings are provided, through which a Minimum distance between the profiled Surface of the first roller and the one with the complementary profiling provided surface of the second roller is.
- Slings can thus be prevented from the two interacting rollers when adjusting the contact pressure be brought into a relative position to each other, in which is an "interference" of the rollers at least in their Edge area occurs, which occurs during operation, i.e. with rotating, intermeshing rollers, a mutual contact and destruction of the surface of the corrugated rollers in would result in this edge area.
- slings directly to the Rollers ensure that they are sufficiently large Distance between the profiled surface and that with the Complementary profiling provided surface of the rollers is guaranteed so that damage to the machined Material web can be prevented.
- a simple embodiment of the roller arrangement according to the invention arises, for example, when the slings on an adjacent one with the profiling or Complementary profiling provided trained surface unprofiled roller section are formed.
- the End sections can be from trunnions or from roller sections be formed, which has an outer diameter have, which is smaller than the maximum outer diameter of the profiled roller sections and larger than the outer diameter the bearing journal is.
- the non-profiled roller section has a smaller outside diameter than the outside diameter one that is profiled or with complementary profiling provided surface of the first or second roller enveloping circle in cross-section. This allows an undesirable interaction between slings and profiled or with complementary profiling Prevent the surface of one of the rollers.
- the sling means at least one on a roller of first roller or second roller arranged stop ring include, which over its outer peripheral surface with a corresponding contact surface on the other roller of first roller or second roller in mutual contact stands or can be brought into mutual investment, so that the Stop ring with rotating rollers on a corresponding one Stop ring of the other roller or directly rolls on the other roller.
- the corresponding contact surface on the each other roll of first and second roll of one Outer peripheral surface of one of the other roller from the first and second roller arranged further stop ring is formed.
- a sufficiently good and even pressure distribution over the entire roller length between the profiled surface the first roller and the one with complementary profiling provided surface of the second roller to ensure can be further provided according to the invention that in axial direction on both sides of the with profiling or counter-profiling provided surface of the first roller or / and the second roller slings are provided.
- the respective stop ring with the associated one Roll can be provided that this integrally the roller is formed.
- the stop ring is attached separately to the roller is, preferably by screwing or welding. The separate attachment of the stop ring on the Roller finds existing ones especially when retrofitting Roller arrangement application.
- the profiling of the respective rollers can be designed as desired his. Such roller arrangements are preferred used in corrugated cardboard manufacture where there is corrugation the material web to be processed is to be reached. Therefore can be provided according to the invention that the profiling or / and the complementary profiling of a corrugation is formed. For sufficiently good work results in particular when processing the material web when the rolls are designed as corrugated rolls one Corrugated cardboard machine, be provided that the minimum distance between the profiled surface of the first roller and the one with the complementary profile Surface of the second roller is smaller than that Thickness of the material web to be processed.
- the minimum distance between the two surfaces ensures that the material web is pinched between the rollers, which results in a sufficiently good deformation, in particular Corrugation that results in the material web to be processed.
- Material web thicknesses can also be provided according to the invention be the minimum distance in the range of 0.01 mm to 0.30 mm, preferably in the range from 0.02 mm to 0.20 mm, most preferably in the range of 0.03 mm to 0.10 mm lies.
- the first or / and the second roller at least in its profiled surface area with a coating, preferably made of tungsten carbide or made of chrome.
- the invention further relates to a method for retrofitting a roller assembly with slings, comprising the Step attaching the sling, especially with the Lifting device features of the type described above at least one roller of the roller arrangement such that the Sling a minimum distance between a surface the first roller and a surface of the second roller determine.
- the invention further relates to a material processing machine, especially corrugated cardboard machine equipped with a Roller arrangement of the type described above.
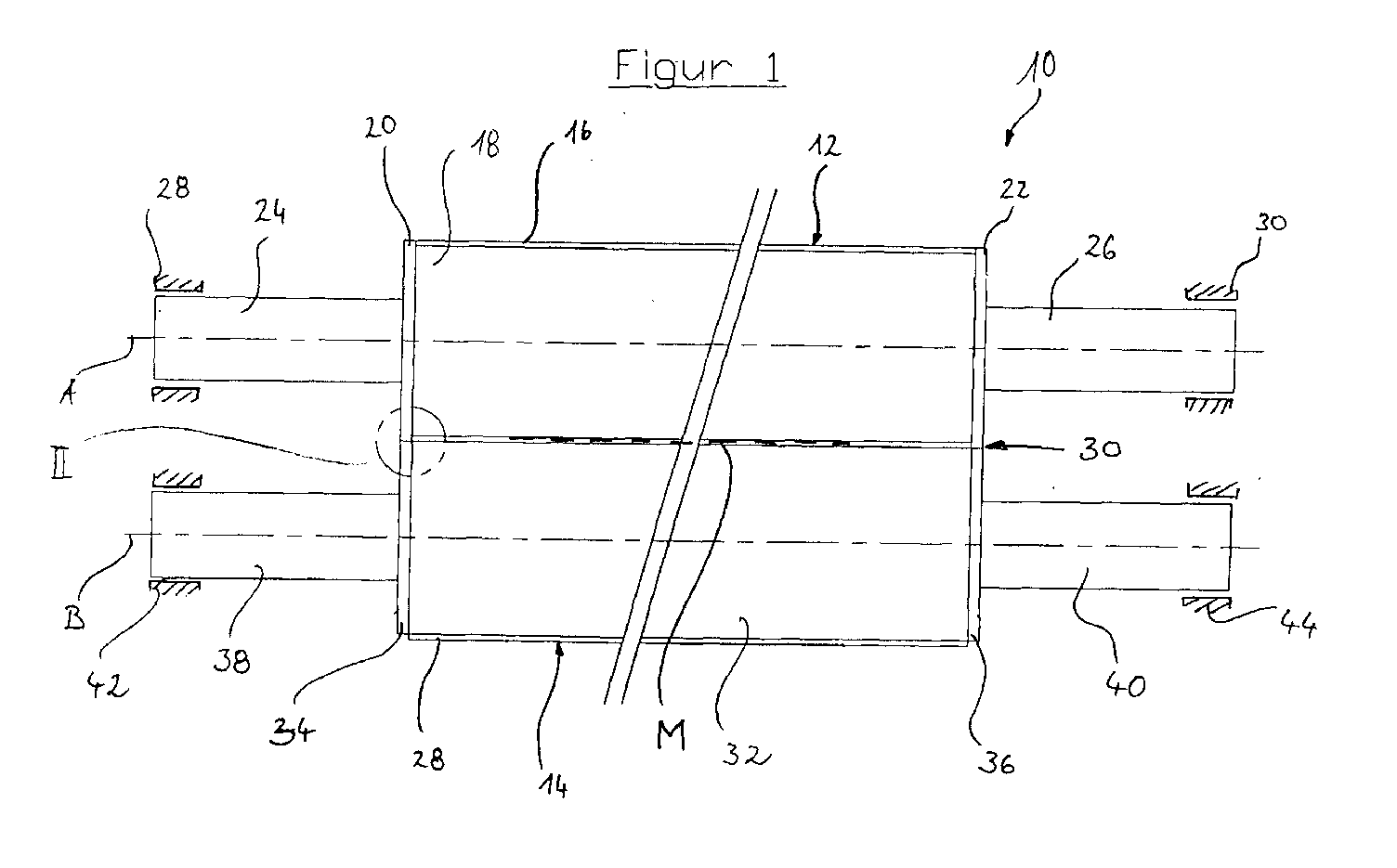
- FIG. 1 is a corrugated roller arrangement according to the invention generally designated 10.
- the corrugating roller arrangement 10 comprises a first corrugating roller 12 and a second corrugating roller 14.
- the first corrugating roller comprises one with one Surface profiling 16, which is in the form of a corrugation is formed, provided roller body 18.
- a stop ring 20, 22 At both ends of the roller body 18 is a stop ring 20, 22 in arranged in the immediate vicinity.
- the first corrugated roller comprises 12 journals 24, 26, which in corresponding bearing arrangements 28, 30 for rotatable mounting of the first corrugating roller 12 about its axis of rotation A are included.
- the second corrugating roller 14 a complementary surface profile 28, which in an effective area 30 with the surface profiling 16 of the first corrugating roller 12 cooperates and which is formed on a roller body 32.
- both sides of the roller body 32 are acting as stop rings 34, 36 Flanges formed, each in pairs with the stop rings 20 and 22 cooperate on the corrugating roller 12, i.e. roll with the rollers 12 and 14 rotating.
- the flanges acting as stop rings 34, 36 can for example by flattening, grinding or turning the complementary surface profiling 28 are produced. However, they can also be considered to be adjacent to the Complementary surface profiling 28 on the second corrugating roller 14 attached stop rings can be formed.
- the second corrugated roller 14 is also with journal 38, 40th provided, which in corresponding bearing arrangements 42, 44 for the rotatable mounting of the second corrugating roller 14 around it Axis of rotation B are included.
- the stop ring 20 is with a small axial distance x to the roller body 18 arranged, this axial distance x by attaching an undercut can be made.
- the two corresponding ones Stop rings 20 and 34 on the first corrugated roller 12 and 34 on the second corrugating roller 14 lie above their contact surfaces 42 (on the stop ring 20) and 44 (on the stop ring 34) to each other.
- the diameter Dr des stop ring 20 provided on the first corrugated roller 12 and the diameter Da of the second corrugating roller 14 provided stop ring 34 are such relative to each other dimension that with mutual contact of the contact surfaces 42 and 44 there is a distance A between surface 46 of FIG Profiling 16 of the first roller 12 and the surface 48 the complementary profile 28 of the second roller 14.
- Both profiles are complementary and have a mountain-to-valley distance Rh.
- Figures 4 and 5 show a second embodiment of the present invention.
- the corrugated roller arrangement 10 ' differs from that Corrugated roller arrangement 10 only in the configuration of the Slings. Adjacent to the one with the surface profiling 16 'provided roll body 18' are unprofiled on both sides Roll sections 50 ', 52' formed. To this unprofiled roller sections 50 'close the journal 24 'and 26'. On the unprofiled roller sections 50 ', 52' are each approximately in the middle in an axial Distance x 'from the roller body 18' the stop rings 20 ' and 22 '.
- the minimum distance A is calculated in accordance with the above relationship given to the first embodiment.
- a material web M or M ' runs through the area 30 or 30 'and there is a deformation, in particular Corrugation, by the two corrugating rollers 12th or comb 12 'and 14 or 14' together. Granted the minimum distance A on the one hand that the material web is not due to excessive contact pressures of the two corrugated rollers 12 and 14 is destroyed, and on the other hand that the corrugated rollers 12 and 14 in a not covered by the material web M. Do not touch the edge area and by such a touch to be damaged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Paper (AREA)
Abstract
Description
Claims (19)
- Walzenanordnung, insbesondere Riffelwalzenanordnung zur Riffelung einer Materialbahn (M), beispielsweise aus Papier oder Pappe, diese Walzenanordnung (10; 10') ausgeführt mit:Andrückmitteln zum Drücken der ersten Walze (12; 12') oder/ und der zweiten Walze (14; 14') aufeinander zu,:wenigstens einer um eine erste Drehachse (A; A') drehbar gelagerten ersten Walze (12; 12') mit einer profilierten Oberfläche (16; 16');wenigstens einer um eine zweite Drehachse (B; B') drehbar gelagerten zweiten Walze (14; 14') mit einer Oberfläche (48), welche mit einer zu der Profilierung (16; 16') der ersten Walze (12; 12') korrespondierenden Komplementär-Profilierung (28; 28') versehen ist; und
dadurch gekennzeichnet, dass in wenigstens einem axialen Randbereich (24, 26, 38, 40; 50', 52', 54', 56') der ersten oder/und der zweiten Walze (12, 14; 12', 14') im Betrieb aufeinander abrollende Anschlagmittel (20, 22, 34, 36; 20', 22', 54', 56') vorgesehen sind, durch welche ein Mindestabstand (A) zwischen der mit der Profilierung (16; 16') versehenen Oberfläche (46) der ersten Walze (12; 12') und der mit der Komplementär-Profilierung (28; 28') versehenen Oberfläche (48) der zweiten Walze (14; 14') bestimmt ist. - Walzenanordnung nach Anspruch 1,
dadurch gekennzeichnet, dass die Anschlagmittel (20, 22, 34, 36; 20', 22', 54', 56') jeweils an einem benachbart der mit Profilierung (16; 16') oder Komplementär-Profilierung (28; 28') versehenen Oberfläche (46, 48) ausgebildeten unprofilierten Walzenabschnitt (24, 26, 38, 40; 50', 52', 54', 56') ausgebildet sind. - Walzenanordnung nach Anspruch 2,
dadurch gekennzeichnet, dass die Anschlagmittel (20, 22, 34, 36) unmittelbar an den mit Profilierung (16, 16') oder Komplementär-Profilierung (28; 28') versehenen Walzenabschnitt (18, 32; 18', 32') anschließen. - Walzenanordnung nach Anspruch 2,
dadurch gekennzeichnet, dass die Anschlagmittel (20', 22') mit Abstand zu dem mit Profilierung (16') oder Komplementär-Profilierung (28') versehenen Walzenabschnitt (18') angeordnet sind. - Walzenanordnung nach einem der Ansprüche 2 bis 4,
dadurch gekennzeichnet, dass der unprofilierte Walzenabschnitt (50', 52', 54', 56') einen kleineren Außendurchmesser aufweist als der Außendurchmesser (D1, D2) eines die Oberfläche (46, 48) der ersten und zweiten Walze (12, 14; 12', 14') im Querschnitt einhüllenden Hüllkreises. - Walzenanordnung nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass die Anschlagmittel wenigstens einen an einer Walze von erster Walze (12; 12') oder zweiter Walze (14; 14') angeordneten Anschlagring (20, 22, 34, 36; 20', 22') umfassen, welcher über seine Außenumfangsfläche (42; 42') mit einer korrespondierenden Anlagefläche (44; 44') an der jeweils anderen Walze von erster Walze (12; 12') oder zweiter Walze (14; 14') in gegenseitiger Anlage steht oder in gegenseitige Anlage bringbar ist. - Walzenanordnung nach Anspruch 6,
dadurch gekennzeichnet, dass die korrespondierende Anlagefläche (44; 44') an der jeweils anderen Walze von erster Walze (12; 12') und zweiter Walze (14; 14') von einer Außenumfangsfläche (44) eines an der jeweils anderen Walze von erster Walze (12; 12') und zweiter Walze (14; 14') angeordneten weiteren Anschlagrings (34) gebildet ist. - Walzenanordnung nach Anspruch 6,
dadurch gekennzeichnet, dass die korrespondierende Anlagefläche (44') an dem unprofilierten Walzenabschnitt (54', 56') ausgebildet ist. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass in axialer Richtung beidseits der mit Profilierung (16; 16') oder Komplementär-Profilierung (28; 28') versehenen Oberfläche (46, 48) der ersten Walze (12; 12') oder/und der zweiten Walze (14; 14') Anschlagmittel (20, 22, 34, 36; 20', 22', 54', 56') vorgesehen sind. - Walzenanordnung nach einem der Ansprüche 6 bis 9,
dadurch gekennzeichnet, dass der Anschlagring (20, 22, 34, 36; 20', 22') integral an der Walze (12, 14; 12', 14') ausgebildet ist. - Walzenanordnung nach einem der Ansprüche 6 bis 9,
dadurch gekennzeichnet, dass der Anschlagring (20, 22, 34, 36; 20', 22') gesondert an der Walze (12, 14; 12', 14') angebracht ist, vorzugsweise durch Verschraubung oder durch Verschweißung. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass wenigstens eine der Walzen (12, 14; 12', 14') bombiert ist. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass die Profilierung (16; 16') oder/und die Komplementär-Profilierung (28; 28') von einer Riffelung gebildet ist. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass der Mindestabstand (A) kleiner ist als die Dicke der Materialbahn (M; M'). - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass der Mindestabstand (A) im Bereich von 0,01 mm bis 0,30 mm, vorzugsweise im Bereich von 0,02 mm bis 0,20 mm, am meisten bevorzugt im Bereich von 0,03 mm bis 0,10 mm liegt. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass die erste oder/und die zweite Walze (12, 14; 12', 14') zumindest in ihrem profilierten Oberflächenbereich (18, 32; 18', 32') mit einer Beschichtung vorzugsweise aus Wolframkarbid oder Chrom versehen ist. - Walzenanordnung nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass der Mindestabstand nach Maßgabe der Beziehung bestimmt wird:A: MindestabstandRh: Berg-zu-Tal-Abstand der ProfilierungD1: Durchmesser des Hüllkreises um die Profilierung der ersten WalzeD2: Durchmesser des Hüllkreises um die Komplementär-Profilierung der zweiten WalzeDr: Außendurchmesser des der ersten Walze zugeordneten Anschlagmittels undDa: Außendurchmesser des der zweiten Walze zugeordneten Anschlagmittels. - Verfahren zum Nachrüsten einer Walzenanordnung (10; 10') mit Anschlagmitteln, insbesondere einer Walzenanordnung nach einem der Ansprüche 1 bis 17, umfassend den Schritt: Anbringen der Anschlagmittel, insbesondere mit den Anschlagmittelmerkmalen nach einem der vorangehenden Ansprüche, an wenigstens einer Walze (12, 14; 12', 14') der Walzenanordnung (10; 10'), derart, dass durch die Anschlagmittel ein Mindestabstand zwischen einer Profilierung (16; 16') der Oberfläche der ersten Walze (12; 12') und einer Komplementär-Profilierung (28; 28') der Oberfläche der zweiten Walze (14; 14') bestimmt ist.
- Materialbearbeitungsmaschine, insbesondere Wellpappemaschine, ausgerüstet mit einer Walzenanordnung nach einem der Ansprüche 1 bis 17.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10050348 | 2000-10-11 | ||
| DE2000150348 DE10050348C2 (de) | 2000-10-11 | 2000-10-11 | Walzenanordnung, insbesondere Riffelwalzenanordnung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1197322A2 true EP1197322A2 (de) | 2002-04-17 |
| EP1197322A3 EP1197322A3 (de) | 2004-02-11 |
Family
ID=7659410
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01124048A Withdrawn EP1197322A3 (de) | 2000-10-11 | 2001-10-09 | Walzenanordnung, insbesondere Riffelwalzenanordnung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1197322A3 (de) |
| DE (1) | DE10050348C2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103660395A (zh) * | 2013-11-26 | 2014-03-26 | 广东万联包装机械有限公司 | 瓦楞机的上浆辊保护机构及其上浆辊 |
| DE102023204993A1 (de) * | 2023-05-26 | 2024-11-28 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Riffelwalzen-Herstell-Verfahren |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012212699A1 (de) * | 2012-07-19 | 2014-05-15 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Maschine zur Herstellung von Wellpappe |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2503858A (en) * | 1944-08-21 | 1950-04-11 | Robert J Waterworth | Folding machine roll adjusting means |
| FR2088920A5 (de) * | 1970-04-29 | 1972-01-07 | Repiquet Anciens Ets | |
| DE2611325C3 (de) * | 1976-03-17 | 1978-09-07 | Bhs-Bayerische Berg-, Huetten- Und Salzwerke Ag, 8000 Muenchen | Einseitige Wellpappenmaschine |
| US4226150A (en) * | 1978-08-15 | 1980-10-07 | Avery International Corporation | Deflectable bearer roll |
| JPH07281Y2 (ja) * | 1989-02-17 | 1995-01-11 | 三菱重工業株式会社 | シングルフェーサ |
| US5417132A (en) * | 1993-01-19 | 1995-05-23 | Alan R. Pfaff | Rotary cutting dies |
| JP3073400B2 (ja) * | 1994-08-12 | 2000-08-07 | 三菱重工業株式会社 | 段ロール及びその製造方法 |
| US5901619A (en) * | 1996-01-16 | 1999-05-11 | Nippon Petrochemicals Company, Limited | Method for manufacturing rotary cutting tool and rotary cutting tool |
| DE19805137A1 (de) * | 1998-02-09 | 1999-08-12 | Krupp Polysius Ag | Walzenmühle |
| DE29920942U1 (de) * | 1999-11-29 | 2000-01-20 | Kier, Rolf, 25474 Ellerbek | Einseitige Wellpappenmaschine |
-
2000
- 2000-10-11 DE DE2000150348 patent/DE10050348C2/de not_active Expired - Fee Related
-
2001
- 2001-10-09 EP EP01124048A patent/EP1197322A3/de not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103660395A (zh) * | 2013-11-26 | 2014-03-26 | 广东万联包装机械有限公司 | 瓦楞机的上浆辊保护机构及其上浆辊 |
| DE102023204993A1 (de) * | 2023-05-26 | 2024-11-28 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Riffelwalzen-Herstell-Verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10050348A1 (de) | 2002-05-02 |
| DE10050348C2 (de) | 2002-12-12 |
| EP1197322A3 (de) | 2004-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE698450C (de) | ei Bandwalzwerken | |
| EP0258482B1 (de) | Walzgerüst mit axial verschiebbaren Walzen | |
| DE3025799C2 (de) | Preßwalze, deren Durchbiegung einstellbar ist | |
| EP0091540A1 (de) | Walzgerüst mit axial verschiebbaren Walzen | |
| EP0815970B1 (de) | Walzgerüst zum Walzen von Bändern | |
| DE69128950T2 (de) | Planheitsregelung eines Vielwalzenwerkes | |
| DE19736767C2 (de) | Walzgerüst zum Walzen von Bändern | |
| DE3637206A1 (de) | Selbstkompensierende walze | |
| DE69205554T2 (de) | Rotationsstanzvorrichtung. | |
| EP0672471B1 (de) | Verfahren und Vorrichtung zum Walzen von Bändern | |
| EP0255714B1 (de) | Vielwalzen-Walzgerüst mit paarweise gegensinnig verschiebbaren, verjüngte Enden aufweisenden Zwischenwalzen | |
| EP1080876B1 (de) | Vorrichtung zum Prägen einer Materialbahn | |
| DE19807115C1 (de) | Walze | |
| DD145501A5 (de) | Vorrichtung zum axialen verschieben von konischen zwischenwalzen in einem mehrrollen-walzgeruest | |
| DE10050348C2 (de) | Walzenanordnung, insbesondere Riffelwalzenanordnung | |
| EP0665067B1 (de) | Vielwalzengerüst in Ständerbauweise mit direkter hydraulischer Anstellung | |
| DE102010049908B4 (de) | Vielwalzen-Walzwerk vom Cluster-Typ | |
| CH663452A5 (de) | Walzvorrichtung. | |
| DE69308681T2 (de) | Walzwerk | |
| DE19812263A1 (de) | Walze für ein Walzgerüst | |
| WO1990007417A1 (de) | Prägekalander | |
| EP1657033A1 (de) | Stanzvorrichtung | |
| DE4444892C2 (de) | Preßwalze | |
| DE3736683C2 (de) | Mehrrollen-Walzgerüst | |
| EP1208965B1 (de) | Papierprägekalander |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 31F 1/28 A |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040812 |