EP1003684B1 - Beschickungseinrichtung - Google Patents
Beschickungseinrichtung Download PDFInfo
- Publication number
- EP1003684B1 EP1003684B1 EP98948830A EP98948830A EP1003684B1 EP 1003684 B1 EP1003684 B1 EP 1003684B1 EP 98948830 A EP98948830 A EP 98948830A EP 98948830 A EP98948830 A EP 98948830A EP 1003684 B1 EP1003684 B1 EP 1003684B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveyed
- conveyor belt
- feeding machine
- conveyor
- machine according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
- B65H5/023—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts between a pair of belts forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/34—Article-retaining devices controlling the release of the articles to the separators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
- B65H5/025—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts between belts and rotary means, e.g. rollers, drums, cylinders or balls, forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
Definitions
- the invention relates to a loading device for loading flat, flexible, in stacks entered goods, especially envelopes, in a station for further individual handling.
- Feeding devices are generally known, where the material to be conveyed is a stack of items to be conveyed entered into magazines from which the Items conveyed individually, for example by means of Suction rolls or grippers, pulled off and into a station be handed over for further, individual handling.
- U.S. Patent 5,161,792 shows one Feed channel of a feeder with in this conveyor channel arranged conveyor belts Movement of stacks from the edge Conveyed items in the direction of a discharge channel, in which opposing Conveyor belt units the individual pieces of conveyed goods convey scaled upwards.
- the object of the present invention is a loading device to give up flat, flexible material conveyed in stacks, especially from envelopes, in one station to another individual handling so that none strong limitation of the number of stacks entered Conveyed goods must be made and a Temporary storage of the conveyed items in one Magazine is avoided.
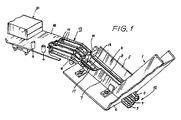
- the loading device of the here proposed type contains, as can be seen from Fig. 1 is an inclined downward Feed conveyor channel 1 for receiving stacks 2 of Conveyed goods 3, which in the from FIG. 2nd evident way placed in the feed channel 1 become.
- a discharge channel 4 leads from the lower end of the Feed channel 1 obliquely upwards.
- the slope of the Feed channel 1 is chosen to be large enough to be inside large stacks of items to be conveyed down into To let slip towards the discharge channel 4, but at the same time sufficiently low to the pressure of the Limit the stack to the lowest conveyed item.
- the feed channel 1 and the discharge channel 4 have a common right, seen in the direction of conveyance, angular side wall 5, a common, angular bottom 6 and a common one, in Direction of delivery seen left, angular side wall 7.
- the side wall 7 is attached to it on free leg with oblong holes in the angle 1 apparent in certain formats of the conveyed items in the direction transverse to the conveying direction adjustable.
- the bottom 6 of the feed channel 1 and Abinnekanals 4 is at the transition between the two Channels in the manner shown in FIG. 1 cut out such that the upper debris 8 out of three Conveyor belts 9 of a first conveyor belt unit 10 the bottom of the discharge channel 4 can be guided.
- the upper debris of the conveyor belts 9 thus follow that Course of the discharge channel 4 obliquely upwards and then go to the upper end of pulleys 11 supported in a horizontal course parallel to Level of a transfer table 12 above.
- the transfer table 12 is provided with longitudinal slots from which the Upper debris of the conveyor belts 9 in her horizontal section something about that Protrude table level.
- the lower debris of the conveyor belts 9 are over suitably positioned roles below the Transfer table 12 and below the floor of the Abddykanals 4 at the beginning of the conveyor near the transition between the feed channel and the discharge channel recycled.
- the first conveyor belt unit 10 Above the rubble 8 of the conveyor belts 9 the first conveyor belt unit 10 is a second Conveyor belt unit 13, the lower rubble of one Area before the change of direction of the upper rubble 8 to Horizontal run up to an area above the first Conveyor belt unit 10 in the horizontal section Opposite the first conveyor belt unit stand.
- This course of the conveyor belts 14 of the second Conveyor belt unit 13 is from FIGS. 1 and 2 without to recognize more. How symbolic by that Dashed line 15 indicated in Fig. 2, run the conveyor belts 9 of the first conveyor belt unit 10 and the conveyor belts 14 of the second conveyor belt unit 13 in sync. They are indicated by 16 in FIG indicated drive device put into circulation.
- the bottom of the discharge channel 4 is in one area between two conveyor belts 9 of the first Conveyor belt unit 10 with one in the conveying direction oriented cutout 17, from which something beyond the level of the bottom of the discharge channel 4 the upper run 18 of a circulating belt 19 (see Fig. 2) protrudes, the surface of which is low-friction.
- the circulating belt 19 is, as in Fig. 2 by the dash-dotted line 20 is indicated symbolically, synchronous and rectified to the conveyor belts 9 of the driven first conveyor belt unit 10.
- a stripper 21 acts as a counter surface, the training of which can be seen in detail from FIG. 3 is.
- a guide rail 22 is arranged, in which a Carriage 23 in a direction parallel to Delivery direction of the discharge channel 4 adjustable is held.
- the carriage 23 carries an arm 24 a wiper block 25, which in its lower part an approximately wedge-shaped wiper strip 26 made of rubber or plastic holds.
- the wiper strip 26 is a Pre-scraper 27 upstream.
- the distance of the bottom Edge of the wiper strip 26 from the surface of the Upper run 18 of the circulating belt 19 is by means of a setting knob 28 adjustable. Adjust by of the carriage 23 in the direction of the guide rail 22 can the position of the adjustment block 25 of the Scraper 21 to take into account the dimension of the Conveyed goods in the conveying direction along the upper run 18 of the circulating belt 19 can be set.
- the one with the upper run 18 of the circulating belt 19th as a counter surface interacting wipers 21 and Upper debris 8 of the conveyor belts 9 thus cause that between the conveyor belt units 10 and 13 scaled or staggered stream of Conveyed goods 3 arrives, the overlap distance or graduation distance on the stripper 21 is set.
- This scaled or staggered Stream of conveyed items 3 occurs on the output side between the conveyor belt units 10 and 13 on the Transfer table 12, which on a Tapping device 30 leads there in certain Distance from the output side of the first and second Conveyor belt unit is located and serves the front edge of the foremost conveyed item 3 to seize the scaled material flow and to subtract the piece of conveyed material in question in order to further handling or processing supply.
- the removal device 30 can in the Fig.
- FIG. 2 embodiment shown the shape of a Have conveyor chain 31, which from a drive 32nd is started cyclically as soon as one of the Conveyor chain 31 attached gripper 33 has captured the leading edge of a conveyed item 3.
- the upper claw of the gripper 33 is of spring means in the closed position against the lower gripper claw biased and will, as soon as the conveyor chain 31 Has gripper pliers 33 in the receiving position, by starting a cam of the upper gripper claw a cam 34 opened.
- Cam 34 can be closed by a drive 35 Gripper tongs are lowered.
- detectors for example Proximity detectors or light barriers report the respective operating position of the conveyor chain 31 and Gripper pliers 33.
- the conveyor chain 31 is located in that in FIG. 2 indicated operating position in which the gripper tongs 33 is receptive and open, one of them gives Drive or a resolver derived from the same Control signal from a control unit 36 a Request message via a control line 37 causes the drive 16 to the conveyor belt units 10th and 13 and the circulating belt 19 is put into operation and finally in the manner previously described the discharge side of the conveyor belt units 10 and 13 scaled flow of conveyed goods on the transfer table 12 exits.
- One following the detector 38 in the conveying direction second detector 39, which in turn from one in the Transfer table 12 mounted light barrier can be formed can then cause fine control of the drive 16 by the control unit 36 in such a way that the leading edge of the first conveyed item scaled material flow completely between the Gripper claws of the gripper tongs 33 is moved in and then through the upper gripper claw of the gripper tongs 33 Actuation of the cam plate 34 by means of the drive 35 is closed, after which the drive 32 is switched on is and the conveyor chain 31 to the first conveyed good its leading edge with reference to that in FIG. 2 shown position and position of the components subtracts to the left.
- the distance between that forming the detector 39 Light barrier and the bottom of the gripper 33 is so chosen that after the deduction of the first Piece of conveyed goods from the shingled flow of conveyed goods Light barrier or the detector 39 released again and for the fine positioning process of the then the first additional item to be conveyed is available. In any case, the distance mentioned is smaller than the minimum graduation distance or scaling distance of the conveyed items.
- the distance between the gripper 33 in the receiving position from the exit side of the gap between the Conveyor belt units 10 and 13 are selected so that a with its leading edge from the gripper 33 Conveyed piece of conveyed goods with its rear edge still held between the conveyor belt units 10 and 13 is.
- the removal device 30 and the transfer table 12 designed as a unit and on a trolley or carriage 40 movable in the conveying direction and adjustable so that the distance between the in Pickup position located gripper 33 and Output side of conveyor belt units 10 and 13 changed according to the format of the conveyed items can be.
- the roles to support the conveyor belts of the conveyor belt unit 13 are mounted on a common frame, the in turn around a horizontal one, to the bearing axes of the Rollers parallel axis can be pivoted such that the entire conveyor belt unit 13 for maintenance work or to eliminate interference from the Conveyor belt unit 10 is pivoted up.
- Relevant constructions familiar to the person skilled in the art as well as means for holding down the conveyed items in the area above the transfer table 12 are for Simplification of the representation in the drawing omitted.
- the removal device 30 can be operated according to the method shown in FIG. 4 shown modified embodiment also a Coupling pairs forming opposite one another Acceptance conveyor belts or rollers 41 and 42 contain the take-off conveyor rollers 42 by a drive 43 either lifted into a rest position or into one Conveying position against the acceptance conveyor belts 41 are lowerable. With this type of acceptance device 30, the conveyor belts 41 can run continuously.
- the upper run 18 of the revolving Volume 19 is a support and support surface for the Provide upper run 18, for example through part of the Soil 6 in that area of the upper run 18, about which way to set the format of the strippers 21 can be adjusted in the conveying direction of the belts 9.
- resolver output signals of the drive 32 for the conveyor chain 31 is determined when and via which Periods or drive section sections of the drive 16 for the conveyor belt units 10 and 13 in operation is set.
- Detectors 38 and 39 determine as Subordinate tax funds promoting the scaled material flow into the Gripper 33 or in the conveyor gap between the Conveyor belts 41 and the pressure rollers 42 (Fig. 4).
- Flaking or staggering is also a condition of To understand conveyed goods, in which these each other no longer overlap but already completely can be promoted individually to the transfer table 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- De-Stacking Of Articles (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Description
Claims (11)
- Beschickungseinrichtung zur Aufgabe von flachem, flexiblem, in Stapeln stehend eingegebenem Fördergut in eine Station zur weiteren einzelnen Handhabung, mitdadurch gekennzeichnet, daßa) einem abwärts geneigten Zuförderkanal (1) zur Aufnahme der Fördergutstapel (2),b) einem von dem unteren Ende des Zuförderkanals schräg nach aufwärts führenden Abförderkanal (4), auf dessen Bodenseite erhöhte Reibung zum zu unterst liegenden Fördergut aufweisende erste Fördermittel (10) mit einer Förderrichtung schräg nach aufwärts und unter einem Richtungswechsel mit einer Förderrichtung entsprechend der Abförderrichtung mit geringerer Steigung, insbesondere mit horizontaler Förderrichtung, angeordnet sind;c) zweiten Fördermitteln (13), die in einem Bereich vor dem Richtungswechsel und einem Bereich geringerer Steigung der Förderrichtung, insbesondere einem Horizontalabschnitt, den ersten Fördermitteln (10) unmittelbar gegenüberstehen; undd) einer Vereinzelungseinrichtung (21), die im Abförderkanal (4) unterhalb des Bereiches des Richtungswechsels wirksam ist und zur Schuppung des vom Stapel (2) hochgeförderten Fördergutstromes dient;die ersten Fördermittel von ersten Förderbändem (9) gebildet sind, deren Obertrümmer (8) schräg nach aufwärts und unter dem genannten Richtungswechsel in Abförderrichtung mit geringerer Steigung, insbesondere horizontal, verlaufen;die zweiten Fördermittel von einer zweiten Förderbandeinheit (13) gebildet sind, deren Untertrümmer von einem Bereich vor dem Richtungswechsel bis zu einem Bereich über den ersten Fördermitteln (10) im Abschnitt geringerer Steigung, insbesondere dem Horizontalabschnitt, den Obertrümmern (8) der erstgenannten Förderbänder (9) unmittelbar gegenüberstehen;die Vereinzelungseinrichtung von einem Abstreifer (21) gebildet ist, der im Abförderkanal (4) zwischen den zwei erstgenannten Förderbändern (9) unterhalb des Bereiches des Richtungswechsels in Richtung auf eine Gegenfläche (18) reicht;eine Abnahmeeinrichtung (30) vorgesehen ist, welche auf der Ausgangsseite der erstgenannten Förderbänder und der zweiten Förderbandeinheit (10,13) in bestimmtem Abstand hiervon den vorlaufenden Rand einzelner Fördergutstücke ergreift und diese taktweise abzieht; undeine Detektoranordnung (38, 39) vorgesehen ist, welche mindestens einen auf das Eintreffen des vorlaufenden Randes eines Fördergutstückes (3) ansprechenden Detektor enthält und abhängig hiervon die Betätigung der Abnahmeeinrichtung (30) und/oder der erstgenannten Förderbänder und der zweiten Förderbandeinheit (10,13) steuert.
- Beschickungseinrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der Zuförderkanal (1) und der Abförderkanal (4) eine gegenüber einem jeweiligen Bodenteil (6) einstellbare Seitenwand (7) zur Querformateinstellung aufweisen.
- Beschickungseinrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Abstreifer (21) parallel zur Förderrichtung der Förderbandeinheiten (10, 13) zur Längsformateinstellung verstellbar (22, 23, 24) ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Abstreifer senkrecht zur Gegenfläche (18) zur Einstellung des Schuppungsergebnisses einstellbar (26, 28) ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der Abstreifer mit einem eine reibungsarme Oberfläche aufweisenden, die Gegenfläche bildenden, gleichgerichtet mit den Förderbändern der Förderbandeinheiten (10, 13) angetriebenen Band (19) zusammenwirkt, das zwischen zwei Förderbändern (9) der ersten Förderbandeinheit (10) gelegen ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Abnahmeeinrichtung (30) einen Förderspalt bildende Paare einander gegenüberstehender Abnahmeförderbänder (41) bzw. Andruckrollen (42) aufweist, deren Antrieb bzw. Förderfunktion taktweise, insbesondere von der Detektoranordnung (38, 39) gesteuert ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Abnahmeeinrichtung (30) eine Förderkette (31) enthält, die mit Greiferzangen (33) besetzt ist, deren Öffnung und Schließung taktweise gesteuert ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß die Detektoranordnung zwei Detektoren (38, 39) enthält, deren erster kurz hinter der Abgabeseite der ersten und zweiten Förderbandeinheit (10, 13) in Förderrichtung angeordnet ist und zur Erzeugung eines zur Vorpositionierung des geschuppten Fördergutstromes verwendeten Detektorsignals dient, und deren zweiter (39) kurz vor der Abnahmeeinrichtung (30) in einem Abstand gelegen ist, der kürzer als der minimale Staffelungsabstand oder Schuppungsabstand des Fördergutstromes ist.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Abnahmeeinrichtung (30) einzelne Fördergutstücke aus dem geschuppten Fördergutstrom taktweise herauszieht, wobei sich der nachlaufende Rand des gezogenen Fördergutstückes dann noch zwischen den Förderbändern der ersten und zweiten Förderbandeinheit (10, 13) befindet.
- Beschickungseinrichtung nach Anspruch 8 oder 9, dadurch gekennzeichnet, daß das Detektorausgangssignal des zweiten Detektors (39) den Antrieb der ersten und zweiten Förderbandeinheit (10, 13) zur Durchführung eines bemessenen Förderweges des vorlaufenden Randes eines Fördergutstückes vom zweiten Detektor bis in die Abnahmestellung der Abnahmeeinrichtung (30) veranlaßt.
- Beschickungseinrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der Abstand zwischen der Abnahmeeinrichtung (30) und der Ausgabeseite der ersten und zweiten Förderbandeinheit (10, 13) einstellbar ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19735382 | 1997-08-14 | ||
| DE19735382A DE19735382A1 (de) | 1997-08-14 | 1997-08-14 | Beschickungseinrichtung |
| PCT/EP1998/005131 WO1999008951A1 (de) | 1997-08-14 | 1998-08-12 | Beschickungseinrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1003684A1 EP1003684A1 (de) | 2000-05-31 |
| EP1003684B1 true EP1003684B1 (de) | 2002-03-20 |
Family
ID=7839051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98948830A Expired - Lifetime EP1003684B1 (de) | 1997-08-14 | 1998-08-12 | Beschickungseinrichtung |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6375182B1 (de) |
| EP (1) | EP1003684B1 (de) |
| JP (1) | JP2001515002A (de) |
| CA (1) | CA2300183C (de) |
| DE (2) | DE19735382A1 (de) |
| WO (1) | WO1999008951A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7900915B2 (en) | 2007-11-28 | 2011-03-08 | Wipotec Wiege-Und Positioniersysteme Gmbh | Device for transporting and weighing letters |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10027874C1 (de) * | 2000-06-06 | 2001-11-22 | Siemens Ag | Einrichtung zum Erkennen von überlappten, biegsamen, flachen Sendungen |
| DE10126114A1 (de) * | 2001-05-30 | 2002-12-05 | Kolbus Gmbh & Co Kg | Umschlaganlegevorrichtung |
| FR2830242B1 (fr) * | 2001-10-01 | 2004-06-11 | Plus Dev B | Procede et installation d'alimentation de machines ou lignes a haute cadence operant sur des objets plats |
| JP2005225617A (ja) * | 2004-02-13 | 2005-08-25 | Hebaroido Kk | 感温性粘着テープを利用した急角度昇降ベルトコンベア |
| DE102004030254B3 (de) * | 2004-06-23 | 2005-09-22 | Pitney Bowes Deutschland Gmbh | Rotationsanleger zum Fördern von Beilagen |
| EP1888438A4 (de) * | 2005-03-16 | 2011-03-16 | James C Kaiping | Blattzuführvorrichtung |
| US20100264575A1 (en) * | 2009-04-20 | 2010-10-21 | Bowe Bell + Howell Company | Booklet feeder systems and methods |
| US20160159140A1 (en) * | 2013-11-13 | 2016-06-09 | T.S.D. Llc | Apparatus for inserting documents into envelopes and associated method |
| DE102014006253A1 (de) * | 2014-04-28 | 2015-10-29 | Giesecke & Devrient Gmbh | Abstreifeinrichtung |
| CN105502048B (zh) * | 2016-01-18 | 2017-11-14 | 浙江中轴物流设备有限公司 | 一种输送纸张的皮带机 |
| CN107261333B (zh) * | 2017-04-17 | 2019-06-07 | 宁波中哲医疗科技有限公司 | 碳棒自动更换装置的储料、出料机构 |
| CN108946116B (zh) * | 2018-09-29 | 2024-02-09 | 湖南中天云科电子有限公司 | 一种电子文凭签发机 |
| CN109178995B (zh) * | 2018-09-29 | 2023-11-03 | 湖南中天云科电子有限公司 | 一种电子文凭签发机的输送机构 |
| KR101988864B1 (ko) * | 2019-01-04 | 2019-06-13 | 조성국 | 포장용지의 사전 급지장치 |
| CN111942922B (zh) * | 2020-09-18 | 2023-08-08 | 玉田县团结包装机械有限公司 | 一种用于印刷包装的自动上料传送装置 |
| CN118205774B (zh) * | 2024-05-21 | 2024-07-19 | 成都徕伯益科技有限公司 | 一种连续高速的封膜机构及封膜机 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3664660A (en) * | 1967-12-20 | 1972-05-23 | Ruenzi Kurt | Device for feeding flat objects to a processing machine |
| US3780881A (en) * | 1973-02-14 | 1973-12-25 | Container Corp | Mobile structure for handling flat articles |
| DE2825420A1 (de) | 1978-06-09 | 1979-12-13 | Jagenberg Werke Ag | Staustation in einer faltschachtelpackmaschine |
| IT1166837B (it) | 1979-05-18 | 1987-05-06 | Omg Off Macch Grafic | Caricatore di segnature, fogli, fascicoli e consimili, in particolare per raccoglitrici, accavallatrici, cucitrici e simili macchine per legatoria |
| JPS6178630A (ja) * | 1984-09-27 | 1986-04-22 | サンエンヂニアリング株式会社 | 製箱機の給紙装置 |
| US4832179A (en) | 1986-07-26 | 1989-05-23 | Burtons Gold Medal Biscuits Limited | Conveyor systems |
| US4809964A (en) * | 1987-04-17 | 1989-03-07 | St. Denis Manufacturing Co. | Apparatus and method for converting bundled signatures to a shingled stream |
| US5057066A (en) | 1988-04-28 | 1991-10-15 | Tokyo Automatic Machinery Works, Ltd. | Magazine and method of feeding articles |
| US4930764A (en) | 1988-12-28 | 1990-06-05 | Pitney Bowes Inc. | Front end feeder for mail handling machine |
| US4973037A (en) | 1988-12-28 | 1990-11-27 | Pitney Bowes Inc. | Front end feeder for mail handling machine |
| US4978114A (en) | 1989-11-14 | 1990-12-18 | Pitney Bowes Inc. | Reverse belt singulating apparatus |
| US5088718A (en) * | 1990-12-06 | 1992-02-18 | Pitney Bowes Inc. | High capacity sheet feeder |
| US5154408A (en) | 1990-12-28 | 1992-10-13 | Pitney Bowes Inc. | High capacity sheet feeder with adjustable deck |
| US5161792A (en) * | 1991-05-08 | 1992-11-10 | St. Denis Manufacturing Co. | Machine for transforming a stack of signatures into a shingled stream |
| DE9110473U1 (de) * | 1991-08-23 | 1991-12-05 | Mathias Bäuerle GmbH, 7742 St Georgen | Blattstapel-Voranleger |
| US5192069A (en) * | 1992-03-05 | 1993-03-09 | Ncr Corporation | Document feeder employing a belt |
| US5211529A (en) | 1992-03-27 | 1993-05-18 | R. A. Pearson Company | Horizontal staging hopper |
| FR2689038A1 (fr) | 1992-03-27 | 1993-10-01 | Cga Hbs | Dispositif d'aménage d'une pile d'objets plats sur chant vers une tête de dépilage de système de tri automatique et procédé de mise en Óoeuvre de ce dispositif. |
| FR2700529B1 (fr) | 1993-01-19 | 1995-02-24 | Cga Hbs | Machine de traitement de courrier ayant un retaqueur mécanique à rouleaux. |
| US5508818A (en) | 1994-09-23 | 1996-04-16 | Scan-Code, Inc. | Mixed mail transport |
| US5601282A (en) * | 1995-09-18 | 1997-02-11 | Milo; Alfred | Shingle feeder |
| US5971389A (en) | 1996-04-01 | 1999-10-26 | Documotion, Inc. | Feeder for flat articles of varying thickness |
| US5775871A (en) | 1996-09-18 | 1998-07-07 | Exide Corporation | Rollerless plate-feeding apparatus |
-
1997
- 1997-08-14 DE DE19735382A patent/DE19735382A1/de not_active Withdrawn
-
1998
- 1998-08-12 CA CA002300183A patent/CA2300183C/en not_active Expired - Fee Related
- 1998-08-12 WO PCT/EP1998/005131 patent/WO1999008951A1/de active IP Right Grant
- 1998-08-12 US US09/485,429 patent/US6375182B1/en not_active Expired - Fee Related
- 1998-08-12 JP JP2000509649A patent/JP2001515002A/ja not_active Withdrawn
- 1998-08-12 DE DE59803446T patent/DE59803446D1/de not_active Expired - Fee Related
- 1998-08-12 EP EP98948830A patent/EP1003684B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7900915B2 (en) | 2007-11-28 | 2011-03-08 | Wipotec Wiege-Und Positioniersysteme Gmbh | Device for transporting and weighing letters |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59803446D1 (de) | 2002-04-25 |
| CA2300183A1 (en) | 1999-02-25 |
| JP2001515002A (ja) | 2001-09-18 |
| EP1003684A1 (de) | 2000-05-31 |
| WO1999008951A1 (de) | 1999-02-25 |
| CA2300183C (en) | 2007-10-30 |
| DE19735382A1 (de) | 1999-02-18 |
| US6375182B1 (en) | 2002-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1003684B1 (de) | Beschickungseinrichtung | |
| EP1084072B1 (de) | Vorrichtung und verfahren zum vereinzeln eines stapels blattförmiger aufzeichnungsträger | |
| DE2627335A1 (de) | Blattabzieh- und vereinzelungsvorrichtung mit stapelhoehennachfuehrung | |
| EP0722415B1 (de) | Verfahren und vorrichtung zum bilden und versetzen von stapeln aus bedruckten blättern | |
| DE1947095B2 (de) | Vorrichtung zur Abgabe flacher Gegenstände zur Vorratbildung durch Stapelung an einer Eingabestelle | |
| EP0368009B1 (de) | Verfahren und Vorrichtung zum Fördern von Druckereiprodukten | |
| EP1266852B1 (de) | Vorrichtung zum Transportieren und Stapeln von insbesondere tafelförmigen Gütern und entsprechendes Verfahren | |
| DE69301614T2 (de) | Vorrichtung zum Speichern und Stapeln von Bogen aus Schichtwerkstoff | |
| EP1622778A1 (de) | Vorrichtung zum einfüllen von blättern in ein kuvert | |
| WO1982000995A1 (en) | Device for stacking overlapping plane products,particularly printed products | |
| DE10219982C1 (de) | Verfahren und Vorrichtung zur Vereinzelung von gestapelten Zuschnitten | |
| EP1332891B1 (de) | Postbearbeitungssystem | |
| DE2024150C3 (de) | Verfahren und Vorrichtung zur kontinuierlichen Bildung von Stapeln aus Drucklagen | |
| EP1748013A1 (de) | Vorrichtung zum Zusammentragen von Druckbogen | |
| DE19606832C2 (de) | Vorrichtung zum Erzeugen eines Schuppenstromes mit regelbarer Schuppenstromdicke | |
| EP0806391B1 (de) | Vorrichtung zum Zubringen von Druckereierzeugnissen zu einer Weiterverarbeitungsstelle | |
| EP0185395B1 (de) | Vorrichtung zum Vereinzeln von Blattgut | |
| DE102010043063B4 (de) | Vorrichtung und Verfahren zum Puffern einer Mehrzahl von Gütern oder Gutgruppen und Papierhandhabungsanlage mit derselben | |
| EP1748012B1 (de) | Verfahren und Vorrichtung zum Zusammentragen von Druckbogen | |
| DE3514487C2 (de) | ||
| EP0578614B1 (de) | Vorrichtung zum Überführen von im Schuppenstrom geförderten Druckprodukten | |
| EP0499691A1 (de) | Verfahren zur Verarbeitung von in einem Schuppenstrom ununterbrochen zugeführten Druckprodukten sowie Vorrichtung zur Ausübung des Verfahrens | |
| DE3112418A1 (de) | "vereinzelungsvorrichtung zum vereinzeln von blaettern eines blattstapels" | |
| EP2815994A1 (de) | Anleger für flache Güter, insbesondere Beilagenanleger, und Verfahren zum Abziehen flacher Güter aus einem Stapel | |
| DE3531145C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000215 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010601 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PITNEY BOWES TECHNOLOGIES GMBH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| REF | Corresponds to: |
Ref document number: 59803446 Country of ref document: DE Date of ref document: 20020425 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020620 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020827 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20021223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: PITNEY BOWES DEUTSCHLAND GMBH Free format text: PITNEY BOWES TECHNOLOGIES GMBH#GRUENER WEG 8#61169 FRIEDBERG (DE) -TRANSFER TO- PITNEY BOWES DEUTSCHLAND GMBH#GRUENER WEG 8#61169 FRIEDBERG (DE) |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: PITNEY BOWES DEUTSCHLAND GESELLSCHAFT MIT BESCHRA Free format text: PITNEY BOWES DEUTSCHLAND GESELLSCHAFT MIT BESCHRAENKTER HAFTUNG#GRUENER WEG 8#61169 FRIEDBERG (DE) -TRANSFER TO- PITNEY BOWES DEUTSCHLAND GESELLSCHAFT MIT BESCHRAENKTER HAFTUNG#TIERGARTENSTRASSE 7#64646 HEPPENHEIM (DE) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040302 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070827 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070817 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080901 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100825 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110812 |