EP0747217A2 - Verfahren und Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine - Google Patents
Verfahren und Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine Download PDFInfo
- Publication number
- EP0747217A2 EP0747217A2 EP96107715A EP96107715A EP0747217A2 EP 0747217 A2 EP0747217 A2 EP 0747217A2 EP 96107715 A EP96107715 A EP 96107715A EP 96107715 A EP96107715 A EP 96107715A EP 0747217 A2 EP0747217 A2 EP 0747217A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- housing
- cleaning
- suction
- printing press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F35/00—Cleaning arrangements or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2235/00—Cleaning
- B41P2235/10—Cleaning characterised by the methods or devices
- B41P2235/20—Wiping devices
- B41P2235/23—Brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2235/00—Cleaning
- B41P2235/10—Cleaning characterised by the methods or devices
- B41P2235/26—Spraying devices
Definitions
- the invention relates to a method and a device for cleaning a cylinder of a rotary printing press according to the preamble of the main claim.
- the method and device are particularly suitable for offset rotary printing presses with a housing which is assigned to the printing cylinder and has an opening to the cylinder surface to be cleaned.
- the invention is particularly suitable for cleaning blanket cylinders, impression cylinders and plate cylinders or forme cylinders.
- DE 2 159 115 B2 discloses a device of this type for cleaning a printing press cylinder.
- the cleaning device has a housing with an opening adjacent to the cylinder jacket.
- a brush roller serves as a cleaning element, to which a cleaning fluid is supplied.
- the housing has a return line for the contaminated cleaning fluid.
- the cleaning fluid is atomized during the washing process and the mist is sucked back through the return line inside the housing.
- a suction fan sucks the cleaning fluid mist, used cleaning fluid and dirt particles back out of the housing interior.
- the invention is therefore based on the object of developing a method and a cleaning device for a printing press of the type mentioned, in which the apparatus expenditure for the cleaning operation is low and at the same time the cleaning agent is prevented from escaping from the housing.
- the cleaning device essentially consists of a housing open on one side, the opening of which is assigned to the printing press cylinder to be cleaned.
- the cleaning device can be turned on and off on the lateral surface of the printing press cylinder and can preferably be lifted off the cylinder lateral surface in the area of printing press cylinders with gripper bridges.
- a suction device is assigned to the opening of the housing of the cleaning device.
- the cleaning process is based on the principle of jet cutting, also called jet lapping. Steel cutting or beam lapping is a cutting process with a geometrically undefined cutting edge. In the cleaning process, however, no material is removed from the cylinder surface, only the components adhering to the surface, such as paint, varnish or contaminants.
- a soft, powdery abrasive is applied to the cylinder surface to be cleaned by means of an energy source by means of pressure or by centrifugal action.
- the powdered abrasives are based on carbonates or bicarbonates of the alkali metals.
- the grains of the abrasive which preferably impact by means of compressed air on the surfaces of the printing press cylinders to be cleaned, break up (preferably each individual grain of the abrasive) into a large number of particles, which in turn are cutting grains.
- These cutting grains in turn have a large number of geometrically indefinite cutting edges and are preferably entrained several times by the energy source, so that the powdery abrasive appears as a whole grain on the cylinder surface once and then hits the cylinder surface to be cleaned at least once again as particles.
- the impact speed is lower than when the abrasive is fed in grain form using compressed air or with a centrifugal effect.
- the grains as well as the particles absorb and / or remove the constituents adhering to the surface, such as paint, lacquer, paper dust or other soiling, from the surface.
- the printing press cylinder surface itself is not removed.
- a rotary printing press known per se is shown with five printing units 1 and a coating unit 2 arranged downstream in the sheet running direction 3.
- the printing press also has a feeder 4 and a delivery 5.
- Each printing unit 1 has, inter alia, a blanket cylinder and an impression cylinder, which are referred to here as printing press cylinders 6.
- a cleaning device 7 is assigned to each printing press cylinder 6.
- the painting unit 2 has, inter alia, a forme cylinder and an impression cylinder, which are also referred to here as the printing press cylinder 6.
- the coating unit 2 is the cleaning of the paint-carrying rollers, e.g. an anilox roller, also possible.
- the rollers are to be viewed analogously to the printing press cylinder 6.
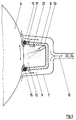
- a cleaning device 7 has a housing 8 which has an opening 12 towards the adjacent printing press cylinder 6.
- a row of nozzles 13 is arranged in the housing 8.
- an axially movable nozzle 13 can also be used.
- at least one fluid supply 21 for water is arranged as an option in the housing 3.
- the housing 8 has an approximately rectangular cross section and extends over the full width of the lateral surface of the printing press cylinder 6.
- the opening 12 in the housing 8 towards the outer surface of the printing press cylinder 6 has an elastic sealing element 14.
- the sealing element 14 is arranged on the housing 8 or the suction 9 and serves to seal the interior of the housing from the environment.
- the sealing element 14 is suitable e.g. as a brush (Fig. 3) or as a rubber-elastic sealing lip (Fig. 6).
- a gap 11 is present between the housing 8 and the printing press cylinder 6.
- a suction 9 is arranged at the gap 11.
- the suction 9 can be arranged completely or only partially surrounding the opening 12.
- the suction 9 is basically arranged separately from the interior of the housing 8.
- the suction 9 can be guided outside around the housing 8 or integrated into the wall of the housing 8, separated from the interior.
- Suction 9 is followed by a line system 10, which is connected to a disposal device 22 for the blasting agent.
- a processing plant can also be arranged downstream. From this, the abrasive can be reintroduced into the circuit in a cleaned or prepared state.
- the nozzles 13 are equipped with a supply line for the powdery abrasive and for compressed air (FIGS. 2 to 4 and 6 to 7). 5, the nozzles 13 have only one supply line for the powdery abrasive.
- the blasting agent is transported by a centrifugal device 18.
- the cleaning device 7 is designed with rotating brushes 15 running parallel to the surface of the printing press cylinder 6.
- the brushes 15 are coupled to a drive.
- the direction of rotation of the brushes 15 is directed into the interior of the housing 8.
- the sides of the cleaning device 7 have sealing lips as the sealing element 14.
- the row of nozzles 13 is a separate pneumatic system 19, e.g. a number of fans assigned.
- the cleaning device 7 is combined with a conventional printing press cylinder cleaning device.
- the conventional one The cleaning device has a cleaning element 20, for example a washing brush. Furthermore, spray nozzles 16 for supplying cleaning fluid, for example based on vegetable detergents and water, are arranged. A squeegee 23 acts as a scraper for the cleaning element 20.
- the conventional cleaning device also has an outlet for the contaminated cleaning fluid.
- the powdery abrasive consists of sodium bicarbonate or at least contains it.
- the abrasive is soft, fine-grained and water-soluble.
- the procedural steps are carried out by supplying the powdery abrasive in controlled angular positions of the cylinder 6 to the surface of the cylinder 6 to be cleaned by means of an energy carrier.
- the angular positions are preferably determined by the channel edges of the cylinder 6. This is to prevent contamination of the cylinder channel.
- the impurities adhering to the cylinder 6 are then removed and suctioned off.
- the blasting agent supply stopped at an angle (e.g. in the area of the cylinder channel) and the blasting agent still present is sucked off or blasting agent is continuously applied to the surface of the cylinder 6 to be cleaned and simultaneously sucked off.
- the mode of action is as follows: Normally, the cleaning device 7 is in the parked position with respect to the printing press cylinder 6. If the outer surface of the printing press cylinder 6 is to be washed, the row of nozzles 13 is supplied with powdered blasting agent in a controlled manner. The powdery abrasive is transported pneumatically or by means of the centrifugal device onto the surface of the printing press cylinder 6 to be cleaned. There it hits the paint / lacquer / dirt particles and essentially tears them off the cylinder surface.
- each grain of the abrasive breaks into a large number of particles (with a smaller grain size) and in turn strikes the surface of the printing press cylinder 6 with reduced energy and thereby removes paint / lacquer / dirt particles again.
- the suction 9 being coupled to a suction source.
- the cleaning device 7 is lifted in this area, and air is supplied from the environment via the gap 11 Inside the housing 8, paint residues, paper dust and the powdery blasting material itself, as well as other dirt residues, are suctioned off from the suction source 24 via the suction 9, the line system 10.
- the line system 10 is interlinked so that each cleaning device 7 in the printing press is connected to the suction source 24.
- the cleaning device 7 is switched off by the printing press cylinder 6.
- the supply of powdered abrasives and the suction source 24 are then stopped.
- the supply of the powdered abrasive is stopped in the direction of rotation of the cylinder 6 in front of the front edge of the cylinder channel until the rear edge of the cylinder channel is reached.
- the contaminated abrasive is extracted.
- powdered abrasive is fed in again and continues to be extracted.
- the supply of powdered abrasive is stopped and the abrasive remaining in the interior of the housing is disposed of via the suction 9.
- the fluid guide 21 is additionally provided, as shown in FIG. 2. After the supply of the abrasive has been stopped via the nozzles 13, water is sprayed into the housing via the fluid supply 21. So that the powdery abrasive is deposited in the housing 8 and can be washed out via the suction 9.
Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Cleaning By Liquid Or Steam (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine nach dem Oberbegriff des Hauptanspruches. Verfahren und Vorrichtung eignen sich insbesondere für Offset-Rotationsdruckmaschinen mit einem dem Druckzylinder zugeordneten Gehäuse, das zur zu reinigenden Zylindermantelfläche hin eine Öffnung aufweist. Die Erfindung eignet sich insbesondere zum Reinigen von Gummituchzylindern, Gegendruckzylindern sowie Plattenzylindern oder Formzylindern.
- Aus der DE 2 159 115 B2 ist eine Vorrichtung dieser Art zum Reinigen eines Druckmaschinenzylinders bekannt. Die Reinigungsvorrichtung besitzt ein Gehäuse mit einer dem Zylindermantel benachbarten Öffnung. Eine Bürstenwalze dient als Reinigungselement, dem ein Reinigungsfluid zugeführt wird. Weiterhin weist das Gehäuse eine Rücklaufleitung für das verunreinigte Reinigungsfluid auf. Das Reinigungsfluid wird beim Waschprozeß vernebelt und der Nebel wird durch die Rücklaufleitung innerhalb des Gehäuses zurückgesaugt. Ein Sauggebläse saugt dazu den Reinigungsfluidnebel sowie verbrauchte Reinigungsflüssigkeit und Schmutzteilchen aus dem Gehäuseinneren zurück.
- Aus einem Prospekt der Fa. ACCUSTRIP Denmark APS, DK-5700 Svendborg, Norgesvej 10, ist es bekannt, daß Tiefdruckzylinder und Walzen in einer separaten Reinigungsmaschine mit einem Strahlmittel aus Natriumbicarbonat gereinigt werden. Dazu wird ein Tiefdruckzylinder oder eine Walze in die Reinigungsmaschine eingelegt. Die Maschine wird geschlossen und das Strahlmittel wird unter Druck von einer axial verfahrbaren Düse auf den Tiefdruckzylindermantel/Walzenmantel aufgebracht und das verunreinigte Strahlmittel/Farbgemisch wird aufgefangen und über die Kanalisation entsorgt. Nachteilig ist hierbei die relativ lange Reinigungszeit sowie die aufwendige Demontage und Montage von Zylindern bzw. Walzen.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Reinigungsvorrichtung für eine Druckmaschine der eingangs genannten Art zu entwickeln, bei der der apparative Aufwand für den Reinigungsbetrieb gering ist und gleichzeitig das Reinigungsmittel am Austritt aus dem Gehäuse gehindert wird.
- Erfindungsgemäß wird das durch die Ausbildungsmerkmale von Haupt- und Nebenanspruch gelöst. Weiterbildungen ergeben sich aus den Unteransprüchen.
- Die erfindungsgemäße Reinigungsvorrichtung besteht im wesentlichen aus einem einseitig offenen Gehäuse, dessen Öffnung dem zu reinigenden Druckmaschinenzylinder zugeordnet ist. Die Reinigungsvorrichtung ist an die Mantelfläche des Druckmaschinenzylinders an- und abstellbar und ist vorzugsweise bei Druckmaschinenzylindern mit Greiferbrücken in deren Bereich von der Zylindermantelfläche abhebbar. Der Öffnung des Gehäuses der Reinigungsvorrichtung ist eine Absaugung zugeordnet. Das Reinigungsverfahren erfolgt nach dem Prinzip des Strahlspanens, auch Strahlläppen genannt. Das Stahlspanen bzw. Strahlläppen ist ein spanabhebendes Verfahren mit geometrisch unbestimmter Schneide. Beim Reinigungsverfahren wird jedoch kein Werkstoff von der Zylinderoberfläche abgetragen, sondern lediglich die auf der Oberfläche anhaftenden Bestandteile, wie Farbe, Lack oder Verunreinigungen. Dabei wird ein weiches, pulverförmiges Strahlmittel durch einen Energieträger mittels Druck oder unter Schleuderwirkung auf die zu reinigende Zylinderoberfläche aufgebracht. Die pulverförmigen Strahlmittel bestehen auf der Basis von Carbonaten oder Hydrogencarbonaten der Alkalimetalle. Die vorzugsweise mittels Druckluft auf die zu reinigenden Oberflächen der Druckmaschinenzylinder aufprallenden Körner des Strahlmittels zerspringen (vorzugsweise jedes einzelne Korn des Strahlmittels) in eine Vielzahl von Partikeln, die selbst wiederum Schneidkörner sind. Diese Schneidkörner weisen wiederum eine Vielzahl von geometrisch unbestimmten Schneiden auf und werden von dem Energieträger vorzugsweise mehrmals mitgerissen, so daß das pulverförmige Strahlmittel als ganzes Korn einmal auf die Zylinderoberfläche auftritt und anschließend als Partikel mindestens noch einmal auf die zu reinigende Zylinderoberfläche auftrifft. Beim Auftreffen des Strahlmittels in Partikeln ist jedoch die Aufprallgeschwindigkeit geringer als bei der Zufuhr von Strahlmitteln in Kornform mittels Druckluft oder unter Schleuderwirkung. Die Körner als auch die Partikel nehmen die auf der Oberfläche anhaftenden Bestandteile, wie Farbe, Lack, Papierstaub oder sonstige Verschmutzungen auf und/oder tragen diese von der Oberfläche ab. Die Druckmaschinenzylinderoberfläche selbst wird dabei nicht abgetragen.
- Die Vorteile dieser Erfindung sind darin begründet, daß keine herkömmlichen flüssigen Lösemittel für den Reinigungsprozeß erforderlich sind. Durch das Absaugen wird pulverförmiger Staub am Austritt an die Umgebung gehindert. Damit wird einer möglichen Verschmutzung der Druckmaschine entgegengewirkt. Weiterhin verbessern sich spürbar die Arbeitsbedingungen, insbesondere für den Bediener. Mögliche Umweltbelastungen werden dabei reduziert. Es liegt eine umweltverträgtliches Reinigungsverfahren mit entsprechender Vorrichtung vor. Der mögliche Einsatz von Wasser ist lediglich eine Möglichkeit für den Abtransport des verunreinigten Strahlmittels. Vorzugsweise wird jedoch das Strahlmittel durch eine Absaugung aus dem Gehäuse entfernt. Dies hat insbesondere den Vorteil, daß das pulverförmige Strahlmittels stehts trocken vorliegt.
- Die Erfindung soll an einem Ausführungsbeispiel näher beschrieben werden. Dabei zeigen:
- Fig. 1
- eine Rotationsdruckmaschine schematisch,
- Fig. 2 - 7
- eine Reinigungsvorrichtung in Seitenansicht mit verschiedenen Ausbildungen.
- Gemäß Fig.1 ist eine an sich bekannte Rotations-Druckmaschine mit fünf Druckeinheiten 1 und einer in Bogenlaufrichtung 3 nachgeordneten Lackiereinheit 2 dargestellt. Die Druckmaschine besitzt weiterhin einen Anleger 4 und einen Ausleger 5. Jede Druckeinheit 1 weist unter anderem einen Gummituchzylinder und einen Gegendruckzylinder auf, die hier als Druckmaschinenzylinder 6 bezeichnet sind. Jedem Druckmaschinenzylinder 6 ist eine Reinigungsvorrichtung 7 zugeordnet. Die Lackiereinheit 2 weist unter anderem einen Formzylinder und einen Gegendruckzylinder auf, die hier ebenfalls als Druckmaschinenzylinder 6 bezeichnet sind. In der Lackiereinheit 2 ist das Reinigen der lackführenden Walzen, z.B. einer Rasterwalze, ebenfalls möglich. Die Walzen sind analog zum Druckmaschinenzylinder 6 zu betrachten.
- Gemaß Fig. 2 besitzt eine Reinigungsvorrichtung 7 ein Gehäuse 8, welches zu dem benachbarten Druckmaschinenzylinder 6 hin eine Öffnung 12 aufweist. In dem Gehäuse 8 ist ein Reihe von Düsen 13 angeordnet. Alternativ ist auch dazu eine axial verfahrbare Düse 13 einsetzbar. Weiterhin ist als Option in dem Gehäuse 3 mindestens eine Fluidzuführung 21 für Wasser angeordnet. Das Gehäuse 8 hat einen annähernd rechteckigen Querschnitt und erstreckt sich über die volle Breite der Mantelfläche des Druckmaschinenzylinders 6.
- Gemäß Fig. 3 weist die Öffnung 12 im Gehäuse 8 zur Mantelfläche des Druckmaschinenzylinders 6 hin ein elastisches Dichtelement 14 auf Das Dichtelement 14 ist dabei an dem Gehäuse 8 oder der Absaugung 9 angeordnet und dient der Abdichtung des Gehäuseinnenraumes zur Umgebung. Das Dichtelement 14 eignet sich z.B. als Bürste (Fig. 3) oder auch als eine gummielastische Dichtlippe (Fig. 6). Zwischen Gehäuse 8 und dem Druckmaschinenzylinder 6 ist ein Spalt 11 vorhanden. An der Öffnung 12 des Gehäuses 8 ist am Spalt 11 eine Absaugung 9 angeordnet. Die Absaugung 9 kann dabei die Öffnung 12 vollständig oder auch nur teilweise umschließend angeordnet sein. Die Absaugung 9 ist grundsätzlich vom Innenraum des Gehäuses 8 getrennt angeordnet. Dabei kann die Absaugung 9 außerhalb um das Gehäuse 8 geführt oder in die Wandung des Gehäuses 8, vom Innenraum getrennt, integriert sein.
- Der Absaugung 9 ist ein Leitungssystem 10 nachgeordnet, welches mit einer Entsorgungseinrichtung 22 für das Strahlmittel verbunden ist. Alternativ dazu kann ebenso eine Aufbereitungsanlage nachgeordnet sein. Von dieser kann das Strahlmittel in gereinigtem bzw. aufbereitetem Zustand in den Kreislauf wieder eingebracht werden. In dem Gehäuse 8 der Reinigungsvorrichtung 7 sind die Düsen 13 mit einer Versorgungsleitung für das pulverförmige Strahlmittel und für Druckluft ausgestattet (Fig. 2 bis 4 und 6 bis 7). In Fig. 5 besitzen die Düsen 13 lediglich eine Versorgungsleitung für das pulverförmige Strahlmittel. Der Transport des Strahlmittels erfolgt durch eine Schleudereinrichtung 18.
- Gemäß Fig. 4 ist die Reinigungsvorrichtung 7 mit parallel zur Oberfläche des Druckmaschinenzylinders 6 verlaufenden rotierenden Bürsten 15 ausgebildet. Die Bürsten 15 sind mit einem Antrieb gekoppelt. Die Drehrichtung der Bürsten 15 ist in das Innere des Gehäuses 8 gerichtet. Zwischen den Bürsten 15 und dem Gehäuse 8 sind Freiräume 17 über die Zylinderbreite angeordnet, die mit der Absaugung 9 verbunden sind. Die Seiten der Reinigungsvorrichtung 7 weisen als Dichtelement 14 Dichtlippen auf Gemäß Fig. 6 ist der Reihe von Düsen 13 ein separates Pneumatiksystem 19, z.B. eine Reihe von Ventilatoren, zugeordnet.
- Gemäß Fig. 7 ist die Reinigungsvorrichtung 7 mit einer herkömmlichen Druckmaschinenzylinder-Reinigungsvorrichtung zusammengeführt. Die herkömmliche Reinigungsvorrichtung weist dabei ein Reinigungselement 20, z.B. eine Waschbürste auf Weiterhin sind Sprühdüsen 16 zur Zuführung von Reinigungsfluid, z.B. auf Basis von vegetabilen Waschmitteln und von Wasser, angeordnet. Ein Rakel 23 wirkt als Abstreifer für das Reinigungselement 20. Die herkömmliche Reinigungsvorrichtung besitzt weiterhin eine Abfürung für das verunreinigte Reinigungsfluid.
- Das pulverförmige Strahlmittel besteht aus Natriumhydrogencarbonat oder enthält dieses zumindest. Das Strahlmittel ist weich, feinkörnig und wasserlöslich.
- Die verfahrensgemäßen Arbeitsschritte werden vollzogen indem das pulverförmige Strahlmittel in festgelegten Winkelstellungen des Zylinders 6 mittels eines Energieträgers gesteuert auf die zu reinigende Oberfläche des Zylinders 6 zugeführt wird. Die Winkelstellungen sind dabei vorzugsweise durch die Kanalkanten des Zylinders 6 festgelegt. Damit soll ein Verschmutzen des Zylinderkanal verhindert werden. Anschließend werden die am Zylinder 6 anhaftenden Verunreinigungen abgetragen und abgesaugt. Dabei wird, z.B. von einem Leitstand aus, die Strahlmittelzuführ winkelgesteuert gestoppt (z.B. im Bereich des Zylinderkanals) und weiterhin das noch vorhandene Strahlmittel abgesaugt oder Strahlmittel wird kontinuierlich auf die zu reinigende Oberfläche des Zylinders 6 aufgebracht und gleichzeitig abgesaugt.
- Die Wirkungsweise ist wie folgt:
Normalerweise befindet sich die Reinigungsvorrichtung 7 in abgestellter Position zum Druckmaschinenzylinder 6. Soll die Mantelfläche des Druckmaschinenzylinders 6 gewaschen werden, so wird die Reihe von Düsen 13 mit pulverförmigem Strahlmittel gesteuert versorgt. Das pulverförmige Strahlmittel wird pneumatisch oder mittels der Schleudereinrichtung auf die zu reinigende Oberfläche des Druckmaschinenzylinders 6 transportiert. Dort trifft es auf die Farb-/Lack-/Schmutzpartikel und reißt diese im wesentlichen von der Zylinderoberfläche ab. Beim Aufprall zerspringt dabei jedes Korn des Strahlmittels in eine Vielzahl von Partikeln (mit kleinerer Korngröße) und trifft mit verminderter Energie wiederum auf die Oberfläche des Druckmaschinenzylinders 6 auf und trägt dabei nochmals Farbe-/Lack-/Schmutzpartikel ab. Dies kann mehrfach erfolgen, wobei die Absaugung 9 mit einer Saugquelle gekoppelt ist. Bei Greiferbrücken wird die Reinigungsvorrichtung 7 in diesem Bereich ausgehoben, über den Spalt 11 wird Luft aus der Umgebung zugeführt aus dem Inneren des Gehäuses 8 werden Farbreste, Papierstaub und das pulverförmige Strahlgut selbst sowie sonstige Schmutzreste über die Absaugung 9, das Leitungssystem 10 von der Saugqelle 24 abgesaugt. Das Leitungssystem 10 ist untereinander verkettet, so daß jede Reinigungsvorrichtung 7 in der Druckmaschine mit der Saugquelle 24 verbunden ist. Ist der Reinigungsprozeß beendet, wird die Reinigungsvorrichtung 7 vom Druckmaschinenzylinder 6 abgestellt. Die Zuführung von pulverförmigen Strahlmitteln sowie die Saugquelle 24 sind dann gestoppt. Bei Druckmaschinenzylindern 6 mit mindestens einem Zylinderkanal wird in Drehrichtung des Zylinders 6 vor der vorderen Kante des Zylinderkanals bis zum Erreichen der hinteren Kante des Zylinderkanals die Zuführung des pulverförmigen Strahlmittels gestoppt. Gleichzeitig wird das verunreinigte Strahlmittel abgesaugt. Nach dem Passieren des Zylinderkanals wird pulverförmiges Strahlmittel wieder zugeführt und weiterhin abgesaugt. Zur Beendigung des Reinigungsprozesses wird die Zuführung von pulverförmigem Strahlmittel gestoppt und das im Inneren des Gehäuses verbliebene Strahlmittel wird über die Absaugung 9 entsorgt. Zum beschleunigten Entsorgen des Strahlmittels aus dem Inneren des Gehäuses 8 ist, wie in Fig. 2 dargestellt, die Fluidführung 21 zusätzlich vorgesehen. Nachdem die Zuführung des Strahlmittels über die Düsen 13 gestoppt wurde, wird Wasser über die Fluidzuführung 21 in das Gehäuse gesprüht. Damit wird das pulverförmige Strahlmittel im Gehäuse 8 niedergeschlagen und kann über die Absaugung 9 ausgewaschen werden. -
- 1
- Druckeinheit
- 2
- Lackiereinheit
- 3
- Bogenlaufrichtung
- 4
- Anleger
- 5
- Ausleger
- 6
- Druckmaschinenzylinder
- 7
- Reinigungsvorrichtung
- 8
- Gehäuse
- 9
- Absaugung
- 10
- Leitungssystem
- 11
- Spalt
- 12
- Öffnung
- 13
- Strahleinrichtung
- 14
- Dichtelement
- 15
- Bürste
- 16
- Sprühdüse
- 17
- Freiraum
- 18
- Schleudereinrichtung
- 19
- Pneumatiksystem
- 20
- Reinigungselement
- 21
- Fluidzuführung
- 22
- Entsorgungseinrichtung
- 23
- Rakel
- 24
- Saugquelle
Claims (16)
- Verfahren zum Reinigen eines Zylinders einer Rotationsdruckmaschine mit einem an den rotierenden Zylinder an- und abstellbarem Gehäuse, welches eine zum Zylinder zugeordnete Öffnung und mindestens eine Einrichtung zum Zuführen eines Reinigungsmittels aufweist,
dadurch gekennzeichnet,
daß von festgelegten Winkelstellungen abhängig gesteuert ein pulverförmiges Strahlmittel als Reinigungsmittel durch einen Energieträger auf die zu reinigende Zylinderoberfläche transportiert wird, dabei die am Zylinder anhaftenden Verunreinigungen abträgt und die Verunreinigungen sowie das Reinigungsmittel von der Zylinderoberfläche und aus dem Gehäuse abgesaugt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß eine festgelegte Winkelstellung durch die in Drehrichtung des Zylinders vordere Kanalkante gebildet ist. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß eine festgelegte Winkelstellung durch die in Drehrichtung des Zylinders hintere Kanalkante gebildet ist. - Verfahren nach den Ansprüchen 1 bis 3,
dadurch gekennzeichnet,
daß die Zuführung von Reinigungsmittel im Bereich des Zylinderkanals gestoppt und die Verunreinigungen sowie das Reinigungsmittel abgesaugt werden. - Verfahren nach den Ansprüchen 1 bis 4,
dadurch gekennzeichnet,
daß bei gestoppter Reinigungsmittelzuführung aus mindestens einer zusätzlichen Zuführung Wasser in Form eines Sprühstoßes in das Gehäuse eingebracht wird und das Reinigungsmittel und Wassergemisch abgeführt wird. - Vorrichtung zum Reinigen eines Zylinders einer Rotationsdruckmaschine mit einem an den rotierenden Zylinder an- und abstellbaren Gehäuse, welches eine zum Zylinder zugeordnete Öffnung und mindestens eine Einrichtung zum Zuführen eines Reinigungsmittels aufweist,
dadurch gekennzeichnet,
daß die Öffnung (12) eine vom Inneren des Gehäuses (8) getrennte Absaugung (9) aufweist, und daß im Gehäuse (8) mindestens eine Strahleinrichtung (13) zum Einbringen von pulverförmigem Strahlmittel angeordnet ist. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß die Absaugung (9) die Öffnung (12) des Gehäuses (8) vollständig umschließt. - Vorrichtung nach Anspruch 7,
dadurch gekennzeichnet,
daß die Absaugung (9) außerhalb des Gehäuses (8) angeordnet ist. - Vorrichtung nach Anspruch 8,
dadurch gekennzeichnet,
daß die Absaugung (9) in die Wand des Gehäuses (8) integriert ist. - Vorrichtung nach Anspruch 9,
dadurch gekennzeichnet,
daß die Absaugung (9) über ein Leitungssystem (10) mit einer nachgeordneten Entsorgungseinrichtung (22) und einer Saugquelle (24) verbunden ist. - Vorrichtung nach Anspruch 10,
dadurch gekennzeichnet,
daß mehrere Absaugungen (9) in einer Druckmaschine über eine nachgeordnete Entsorgungseinrichtung (22) und eine Saugquelle (24) verkettet sind. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß im Bereich der Öffnung (12) mindestens eine rotierende Bürste angeordnet ist. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß im Inneren des Gehäuses (8) mindestens eine Schleudereinrichtung (18) angeordnet ist, die mit mindestens einer Strahleinrichtung (13) in Wirkverbindung steht. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß im Inneren des Gehäuses (8) der Strahleinrichtung (13) ein Pneumatiksystem (19) zugeordnet ist. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet,
daß das Strahlmittel aus Carbonaten oder Hydrogencarbonaten der Alkalimetalle besteht oder diese enthält. - Vorrichtung nach Anspruch 15,
dadurch gekennzeichnet,
daß das Strahlmittel aus Natriumhydrogencarbonat besteht oder dieses enthält.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19520551A DE19520551A1 (de) | 1995-06-06 | 1995-06-06 | Verfahren und Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine |
| DE19520551 | 1995-06-06 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0747217A2 true EP0747217A2 (de) | 1996-12-11 |
| EP0747217A3 EP0747217A3 (de) | 1998-01-07 |
| EP0747217B1 EP0747217B1 (de) | 2000-07-05 |
Family
ID=7763694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96107715A Expired - Lifetime EP0747217B1 (de) | 1995-06-06 | 1996-05-15 | Verfahren und Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5732631A (de) |
| EP (1) | EP0747217B1 (de) |
| JP (1) | JPH08332718A (de) |
| AT (1) | ATE194310T1 (de) |
| DE (2) | DE19520551A1 (de) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19856163A1 (de) * | 1998-12-05 | 2000-06-08 | Bernd Schlaich | Systemlösung zur Farbreinigung |
| DE19860858A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtungen zum Reinigen einer Walze |
| DE19860854A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtung zum Reinigen einer Walze |
| DE19860859A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtung zum Reinigen einer Walze |
| DE19860857A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtungen und Verfahren zum Reinigen einer Walze |
| EP1038674A1 (de) * | 1999-02-26 | 2000-09-27 | Alfred M. Petersen | Strahlreinigungsvorrichtung für Druckmaschinen |
| DE10027023A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027021A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027022A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtungen und ein Verfahren zur Reinigung einer Walze oder eines Zylinders |
| EP2127879A1 (de) * | 2008-05-27 | 2009-12-02 | Fischer & Krecke GmbH | Reinigungsvorrichtung für einen Zylinder einer Rotationsdruckmaschine |
| WO2010063468A1 (de) * | 2008-12-03 | 2010-06-10 | Sms Siemag Ag | Vorrichtung und verfahren zur reinigung von rollen und/oder walzen in giessanlagen, walzwerken oder bandprozesslinien |
| EP2135740A3 (de) * | 2008-05-28 | 2014-04-30 | manroland sheetfed GmbH | Druckmaschine mit integriertem Bediensystem |
| WO2018065907A1 (de) * | 2016-10-07 | 2018-04-12 | Ideego Gmbh | Reinigungsvorrichtung für eine oberfläche eines zylinders einer druck- und/oder kopiermaschine |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4248040B2 (ja) * | 1997-01-16 | 2009-04-02 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | 輪転印刷機の印刷機構 |
| DE19716425C2 (de) * | 1997-04-18 | 2000-11-02 | Koenig & Bauer Ag | Einrichtung zum Feuchten |
| SE510460C2 (sv) * | 1997-09-24 | 1999-05-25 | Grafic Team International Swed | Sätt och anordning för rengöring av en gummiklädd cylinder i en offsetpress |
| DE19807505A1 (de) * | 1998-02-21 | 1999-08-26 | Roland Man Druckmasch | Bogenrotationsdruckmaschine mit Druckeinheiten für den Mehrfarbendruck und wenigstens einer Beschichtungseinheit |
| WO1999046124A1 (en) * | 1998-03-09 | 1999-09-16 | Baldwin Graphic Systems, Inc. | Method for cleaning cylinders of a press utilizing press water |
| DE19909688B4 (de) * | 1998-05-29 | 2005-03-24 | Koenig & Bauer Ag | Greifersteuerung für Druckzylinder |
| US6196126B1 (en) | 1999-01-12 | 2001-03-06 | Intex Corporation | Method and apparatus for preventing pigment buildup during a rotary screen printing process |
| DE19909686B4 (de) * | 1999-03-05 | 2006-07-06 | Koenig & Bauer Ag | Einrichtung zur Steuerung der Greifer eines Druckzylinders einer Rotationsdruckmaschine |
| DE19909687B4 (de) * | 1999-03-05 | 2006-07-06 | Koenig & Bauer Ag | Einrichtung und Verfahren zur Steuerung der Greifer eines Druckzylinders einer Rotationsdruckmaschine beim Waschvorgang |
| DE19914563A1 (de) * | 1999-03-31 | 2000-10-05 | Eastman Kodak Co | Verfahren und Vorrichtung zum Reinigen der Außenfläche eines endlosen Transportbandes von nicht zur Aufzeichnung ausgestoßener Tinte eines Tintenstrahlaufzeichnungsgeräts |
| IT1314474B1 (it) * | 2000-01-28 | 2002-12-18 | Perini Fabio Spa | Dispositivo e metodo per la pulizia di una superficie di un cilindroruotante, come un cilindro cliche' di una macchina da stampa od altro |
| JP2001277656A (ja) * | 2000-03-30 | 2001-10-09 | Seiren Co Ltd | インクジェットプリント装置 |
| DE10196743T1 (de) * | 2000-10-05 | 2003-10-02 | Air Motion Systems Inc | System und Verfahren zur Reinigung von Gegendruckzylindern einer lithographischen Bogendruckmaschine |
| US6691617B2 (en) * | 2001-03-27 | 2004-02-17 | Heidelberger Druckmaschinen Ag | Apparatus for selectively cleaning a printing press cylinder |
| US6799514B2 (en) | 2002-01-11 | 2004-10-05 | The Procter & Gamble Company | Cleaning apparatus for printing press |
| US6868785B2 (en) * | 2002-03-13 | 2005-03-22 | Goss International Corporation | De-Duster for a moving printing material web and cutting device, folder and printing press having the de-duster |
| DE10255799A1 (de) * | 2002-11-28 | 2004-06-17 | Man Roland Druckmaschinen Ag | Verfahren und Vorrichtung zum Waschen eines Gummituches |
| ITMI20031131A1 (it) * | 2003-06-05 | 2004-12-06 | Omet Srl | Metodo e dispositivo per la pulizia di un cilindro di |
| JP2005001243A (ja) * | 2003-06-12 | 2005-01-06 | Baldwin Japan Ltd | シリンダ洗浄用洗浄液供給装置およびシリンダ洗浄用ブラシユニットおよびシリンダ洗浄装置 |
| US20050223926A1 (en) * | 2004-04-08 | 2005-10-13 | Michael Baeten | Apparatus for cleaning a rotating cylinder |
| NL1027297C1 (nl) * | 2004-10-19 | 2006-04-20 | Dam Machine Bv V | Werkwijze voor het reinigen respectievelijk schoonhouden van een inktwerk van een drukinrichting, alsmede een daartoe aangepast inktwerk. |
| JP2006326849A (ja) * | 2005-05-23 | 2006-12-07 | Komori Corp | 印刷機の洗浄装置 |
| KR101160833B1 (ko) | 2005-07-11 | 2012-06-28 | 삼성전자주식회사 | 액정 표시 장치의 제조 장치 |
| KR100667882B1 (ko) * | 2005-10-04 | 2007-01-11 | 주식회사 디엠에스 | 롤프린트 장치 |
| DE102005052156A1 (de) * | 2005-11-02 | 2007-05-03 | Man Roland Druckmaschinen Ag | Verfahren und Vorrichtung für den Tiefdruck mittels einer lösch- und wiederverwendbaren Tiefdruckform |
| ITVI20110217A1 (it) * | 2011-08-02 | 2013-02-03 | Ge Ma Ta Spa | Macchina spalmatrice a rullo per la rifinizione di pelli e simili. |
| CN103203990B (zh) * | 2013-03-18 | 2015-12-02 | 华为机器有限公司 | 一种印刷机及其除锡设备 |
| CN103738054B (zh) * | 2013-12-20 | 2016-08-17 | 深圳劲嘉集团股份有限公司 | 一种凹版印刷机自动洗版装置及实现方法 |
| EP3169526B1 (de) * | 2014-07-18 | 2020-06-03 | Bobst Mex Sa | Druckmaschine für ebene unterlagen, die zur aufbringung einer beschichtungssubstanz mit einem beschichtungsaggregat ausgerüstet ist |
| JP7502662B2 (ja) * | 2019-12-12 | 2024-06-19 | 日本製鉄株式会社 | ロール表面の異物除去装置、ロール表面の異物除去方法、及び鋼帯の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB681524A (en) * | 1950-09-02 | 1952-10-22 | Wingfoot Corp | Apparatus for the treatment of calender rolls of a calender for sheeting plastic material into film |
| DD34030A1 (de) * | 1962-11-20 | 1964-12-05 | Georg Krause | Gerät zum Reinigen von Druckzylindern an Druckmaschinen |
| US3420710A (en) * | 1964-09-03 | 1969-01-07 | Du Pont | Process and apparatus for cleaning webs utilizing a sonic air blast |
| US3715838A (en) * | 1970-03-06 | 1973-02-13 | Vacu Blast Ltd | Apparatus for correcting misprinted matter on sheet material |
| FR2117385A5 (de) * | 1970-12-10 | 1972-07-21 | Moestue Hans | |
| US3762950A (en) * | 1971-11-22 | 1973-10-02 | Xerox Corp | Cleaning of particles from a surface |
| US3769753A (en) * | 1972-03-16 | 1973-11-06 | H Fleischer | Automatic car sand blaster |
| JPH0739174B2 (ja) * | 1986-06-26 | 1995-05-01 | 大日本印刷株式会社 | 活版輪転印刷機の版洗浄装置 |
| US4984396A (en) * | 1988-08-29 | 1991-01-15 | Uragami Fukashi | Cleaning device |
| US5109770A (en) * | 1989-09-22 | 1992-05-05 | Oxy-Dry Corporation | Printing cylinder cleaning system |
| US5107764A (en) * | 1990-02-13 | 1992-04-28 | Baldwin Technology Corporation | Method and apparatus for carbon dioxide cleaning of graphic arts equipment |
| US5245925A (en) * | 1990-04-19 | 1993-09-21 | Ryco Graphic Manufacturing Inc. | Dry brush cleaning apparatus and method for cleaning printing press blanket cylinders |
| DE4116762A1 (de) * | 1991-05-23 | 1992-11-26 | Roland Man Druckmasch | Vorrichtung zum waschen eines zylinders einr druckmaschine |
| DE4206181A1 (de) * | 1992-02-28 | 1993-09-02 | Baldwin Gegenheimer Gmbh | Vorrichtung zur aufbringung von reinigungsfluessigkeit auf einen zylinder einer rotationsdruckmaschine |
| JP2962964B2 (ja) * | 1992-06-26 | 1999-10-12 | キヤノン株式会社 | 液体吐出装置及びそれを用いたプリント方法 |
| US5264904A (en) * | 1992-07-17 | 1993-11-23 | Xerox Corporation | High reliability blade cleaner system |
| US5407595A (en) * | 1993-01-15 | 1995-04-18 | Kabushiki Kaisha Sunyda | Detergent for cleaning drain pipe |
| DE4320069A1 (de) * | 1993-06-17 | 1995-01-12 | Roland Man Druckmasch | Verfahren und Vorrichtung zur Reparatur von Zylindern von Druckmaschinen |
-
1995
- 1995-06-06 DE DE19520551A patent/DE19520551A1/de not_active Withdrawn
-
1996
- 1996-05-15 AT AT96107715T patent/ATE194310T1/de not_active IP Right Cessation
- 1996-05-15 DE DE59605537T patent/DE59605537D1/de not_active Expired - Fee Related
- 1996-05-15 EP EP96107715A patent/EP0747217B1/de not_active Expired - Lifetime
- 1996-05-23 JP JP8128689A patent/JPH08332718A/ja active Pending
- 1996-06-06 US US08/659,662 patent/US5732631A/en not_active Expired - Fee Related
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19856163A1 (de) * | 1998-12-05 | 2000-06-08 | Bernd Schlaich | Systemlösung zur Farbreinigung |
| DE19860858A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtungen zum Reinigen einer Walze |
| DE19860854A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtung zum Reinigen einer Walze |
| DE19860859A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtung zum Reinigen einer Walze |
| DE19860857A1 (de) * | 1998-12-31 | 2000-07-06 | Koenig & Bauer Ag | Vorrichtungen und Verfahren zum Reinigen einer Walze |
| WO2000040414A1 (de) * | 1998-12-31 | 2000-07-13 | Koenig & Bauer Aktiengesellschaft | Vorrichtung zum reinigen einer walze |
| WO2000040415A1 (de) * | 1998-12-31 | 2000-07-13 | Koenig & Bauer Aktiengesellschaft | Vorrichtung und verfahren zum reinigen einer walze |
| US6561095B1 (en) | 1998-12-31 | 2003-05-13 | Koenig & Bauer Aktiengesellschaft | Device for cleaning a roller |
| EP1238803A1 (de) | 1998-12-31 | 2002-09-11 | Koenig & Bauer Aktiengesellschaft | Verfahren zum Reinigen einer Walze |
| EP1038674A1 (de) * | 1999-02-26 | 2000-09-27 | Alfred M. Petersen | Strahlreinigungsvorrichtung für Druckmaschinen |
| DE10027022A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtungen und ein Verfahren zur Reinigung einer Walze oder eines Zylinders |
| DE10027021A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027023A1 (de) * | 2000-05-31 | 2002-01-03 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027021B4 (de) * | 2000-05-31 | 2004-04-08 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027022B4 (de) * | 2000-05-31 | 2004-07-29 | Koenig & Bauer Ag | Vorrichtung zur Reinigung einer Walze oder eines Zylinders |
| DE10027023B4 (de) * | 2000-05-31 | 2004-07-29 | Koenig & Bauer Ag | Vorrichtungen zur Reinigung einer Walze oder eines Zylinders |
| EP2127879A1 (de) * | 2008-05-27 | 2009-12-02 | Fischer & Krecke GmbH | Reinigungsvorrichtung für einen Zylinder einer Rotationsdruckmaschine |
| EP2135740A3 (de) * | 2008-05-28 | 2014-04-30 | manroland sheetfed GmbH | Druckmaschine mit integriertem Bediensystem |
| WO2010063468A1 (de) * | 2008-12-03 | 2010-06-10 | Sms Siemag Ag | Vorrichtung und verfahren zur reinigung von rollen und/oder walzen in giessanlagen, walzwerken oder bandprozesslinien |
| WO2018065907A1 (de) * | 2016-10-07 | 2018-04-12 | Ideego Gmbh | Reinigungsvorrichtung für eine oberfläche eines zylinders einer druck- und/oder kopiermaschine |
| US10969728B2 (en) | 2016-10-07 | 2021-04-06 | Ideego Gmbh | Cleaning device for the surface of a cylinder of a printer and/or copier |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08332718A (ja) | 1996-12-17 |
| DE59605537D1 (de) | 2000-08-10 |
| DE19520551A1 (de) | 1996-12-12 |
| ATE194310T1 (de) | 2000-07-15 |
| US5732631A (en) | 1998-03-31 |
| EP0747217B1 (de) | 2000-07-05 |
| EP0747217A3 (de) | 1998-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0747217B1 (de) | Verfahren und Vorrichtung zum Reinigen eines Zylinders einer Rotations-Druckmaschine | |
| DE69021892T2 (de) | Reinigung von ausrüstungsgegenständen des graphischen gewerbes mittels kohlendioxid. | |
| EP0478649B1 (de) | Kabine zum sprühbeschichten von gegenständen mit pulverförmigem beschichtungsmaterial | |
| DE60102560T2 (de) | Vorrichtung und verfahren zum reinigen einer zylinderoberfläche wie ein druckzylinder einer druckmaschine oder ähnliche | |
| DE19520550C2 (de) | Reinigungsvorrichtung für Druckmaschinenzylinder | |
| EP0754552B1 (de) | Verfahren und Vorrichtung zum Waschen eines Formzylinders und einer zugeordneten Auftragwalze in einer Druckmaschine | |
| DE19732060A1 (de) | Verfahren und Vorrichtung zum Reinigen des Zylinders einer Rotationsdruckmaschine | |
| DE19949753A1 (de) | Verfahren und Vorrichtung zur Reinigung einer Oberfläche, insbesondere in einer bedruckstoffverarbeitenden Maschine | |
| EP0715955B1 (de) | Verfahren und Anordnung zur Reinigung eines Zylinders einer Rotationsdruckmaschine | |
| DE102008002048B4 (de) | Verwendung einer Reinigungsanlagen zum Reinigen einer oder mehrere Druckwerkszylinder einer Druckeinheit einer Druckmaschine | |
| DE29612400U1 (de) | Reinigungsvorrichtung für einen Zylinder einer Druckmaschine | |
| EP0928687B1 (de) | Gummituchreinigungsvorrichtung in einer Druckmaschine | |
| DE102005024502B4 (de) | Druckmaschine, insbesondere Bogendruckmaschine | |
| DE4340542A1 (de) | Vorrichtung zum automatischen Reinigen von Gummituchzylindern in einer Offsetdruckmaschine | |
| EP0698489A2 (de) | Vorrichtung zum Entsorgen von Farbe oder Lack aus Behältern mit einer zugeordneten Walze in einer Rotationsdruckmaschine | |
| DE102005043676A1 (de) | Trenneinrichtung für Bogenmaterial | |
| EP1375144B1 (de) | Anordnung zum Pudern von Flächengebilden in einer Druckmaschine | |
| EP1140509B1 (de) | Vorrichtungen zum reinigen einer walze | |
| DE10320951B4 (de) | Reinigungsvorrichtung für einen Druckmaschinenzylinder | |
| DE4140978C2 (de) | Vorrichtung zum Sandstrahlen von Wandflächen | |
| DE102006006134A1 (de) | Tintenstrahldruckvorrichtung | |
| DE10308948A1 (de) | Verfahren und Vorrichtung zum Aufbringen und Entfernen abbildbarer Materialien | |
| DE102009001510A1 (de) | Bogenverarbeitungsmaschine | |
| DE4019556A1 (de) | Kabine zum spruehbeschichten von gegenstaenden mit pulverfoermigem beschichtungsmaterial ("c") | |
| DE102005000788B4 (de) | Farbwerk einer Rotationsdruckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19960531 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19981019 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000705 |
|
| REF | Corresponds to: |
Ref document number: 194310 Country of ref document: AT Date of ref document: 20000715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE Ref country code: CH Ref legal event code: EP |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000705 |
|
| REF | Corresponds to: |
Ref document number: 59605537 Country of ref document: DE Date of ref document: 20000810 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010412 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010418 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20010427 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: MAN ROLAND DRUCKMASCHINEN A.G. Effective date: 20010531 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020515 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020515 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20030505 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030512 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040516 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050515 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070522 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081202 |