EP0564971A2 - Vorrichtung und Verfahren zur Bildung eines Gutstapels - Google Patents
Vorrichtung und Verfahren zur Bildung eines Gutstapels Download PDFInfo
- Publication number
- EP0564971A2 EP0564971A2 EP93105325A EP93105325A EP0564971A2 EP 0564971 A2 EP0564971 A2 EP 0564971A2 EP 93105325 A EP93105325 A EP 93105325A EP 93105325 A EP93105325 A EP 93105325A EP 0564971 A2 EP0564971 A2 EP 0564971A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- hood
- spreading
- rollers
- goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/13—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state
- B65B9/135—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state for palletised loads
Definitions
- the invention relates to a device for forming a stack of goods by connecting and wrapping a stack formed on a base, in particular from a plurality of objects, by means of stretch film with a stretch film hose pull-off device, a spreading device downstream of this for spreading the free hose end, a separating and welding device for severing a hose section and forming a stretch hood and with a hood covering device which has at least four spreading fingers which can be moved in the horizontal and vertical directions and which receive the hood folded together in the four corner regions in a bellows-like manner, with each spreading finger being assigned on the outside a drive roller which is adjustable relative to the respective spreading finger, by means of which the hood is brought into the bellows-like position and is stretched when pulled over by relative movement in the vertical pulling direction, the respective spreading finger and di e assigned drive roller are arranged on a common vertically movable carriage.
- the invention also relates to a method with a generic device.
- the known device does not yet function properly when the hood edges are folded up like a bellows before being pulled over, and in particular when pulled apart during pulling and when stretching at the same time in the vertical direction.
- the side edges are folded like a bellows, uncontrolled overlaps of the hood side edges in the area of the outer surfaces of the spreading fingers can occur, which when the cover is pulled or pulled apart, and in particular also when the hood is pulled vertically over the stack of goods, leads to the hood tears especially in the corner areas, so that no perfect packaging can be formed. This is due both to different stretching forces in the hood and to the overlapping of the folded edge areas.
- a disadvantage of the known device is that it can be adapted to different good stack base sizes is only possible with great effort, since this requires a manual setting of the corresponding elements.
- the object of the invention is to provide a solution with which a perfect wrapping of the stack of goods with a stretch film hood is made possible, in addition to which a simple adaptation to different stack sizes of the stack should also be possible.
- each spreading finger is provided with a recess in which two rollers arranged one above the other are rotatably mounted, the rollers projecting in regions on the side facing the hood and the drive wheel opposite the spreading finger surface and the drive wheel is in contact with the rollers in the inwardly moved position with the interposition of the film hood.
- the design of the spreading fingers ensures that the drive wheels when the bellows are folded together like the side edges of the hood and also when the hood is stretched vertically while being pulled over by applying a corresponding relative movement in the vertical direction by the drive wheels, there is a flat contact between the drive wheel and the respective hood surface, so that uneven stretching and in particular an overlap of the folded edges is reliably avoided.
- the hood is inevitably guided by the formation of the rollers on the spreading fingers so that a corresponding flat contact with the respective drive roller is guaranteed.
- the rollers are arranged symmetrically to a horizontal plane containing the axis of rotation of the drive wheel. This configuration additionally ensures that when the drive wheel is moved radially inward in the direction of the respective spreading finger, the drive wheel is appropriately centered, ie this is automatically arranged symmetrically with respect to the two rollers of the spreading finger in question, so that a perfect contact and thus a flat contact of the film tube edge is guaranteed.
- the invention also advantageously provides that at least two rollers are arranged side by side in the recess. This makes it possible to provide a correspondingly larger contact surface for the film hood.
- the spreading finger surface is bent inwards at the lower edge of the recess.
- a support element is arranged on the respective vertically movable slide, which carries the drive wheel and the spreading finger and which can be displaced at right angles to the radial deflection direction of the spreading finger.
- the support element is additionally displaceable along the carriage. This is an even better adaptation to different stack sizes possible without increasing the space requirement of the device.
- the invention also provides a method for forming a stack of goods according to the preamble of claim 6 with the aforementioned device, which is characterized in that the hood in the lower region of the stack and when subjected to the stack of goods with occasional trapping is pulled between the drive wheels and spreading fingers with increased pulling speed.
- This method makes it possible to achieve perfect, firm packaging with a stretch film hood, since the film is also fixed correctly on the lower edge of the stack of goods. Precise control of the pulling-over speed ensures that the hood at the lower corner edge area cannot pull away again from the lower edge to the side edges.
- the inward speed is greater than the pulling speed in the lower region of the stack. This procedure ensures an even better packaging.
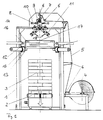
- FIG. 1 The device is initially shown in general form in FIG. 1, to which reference is first made.
- a stack of goods 3 conveyed by the latter is arranged on a carriageway 2 within a device frame 1.
- a roller 4 is mounted on which a plastic tube 5 made of stretchable material is wound with gussets.
- Stretchable material is understood to mean one that returns to the state it was in before stretching.
- the hose 5 located on the roll 4 with folded-in side edges is fed via deflection rollers 6 and drive rollers 7 to a threading device which consists of the area of the folded hose edges of vertically movably arranged guide elements 8, below which a separating device 9 and a welding device 10 are arranged.
- two roof-shaped double conveyor belts 11 are arranged on both sides of the frame, the upper receiving ends being located directly below the guide elements 8 in their lowered position.
- a pivot lever 18 is assigned to each double conveyor belt 11.
- Each swivel lever 18 lies somewhat inward of the associated double conveyor belt 11, seen in plan view.
- each spreading finger 13 is adjustable in the longitudinal and transverse directions to adapt to different dimensions of the stack of goods 3, a corresponding drive device is shown generally in FIG. 1 and denoted by 15.
- a drive roller 16 is assigned on the outside, which in FIG. 1 can be moved in a manner not shown in the direction of the spreading finger 13 into the active position shown in FIGS. 2, 9 and 11 and from this in FIGS. 1, 7 , 8 and 11 reproduced ineffective position can be moved radially outwards.
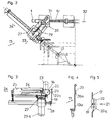
- Each spreading finger 13 is provided in its vertical web 13a, on which the tubular film is guided, with a recess 19 in which two rollers 20, 20a arranged one above the other are rotatably mounted.
- the rollers 20, 20a protrude in regions on the side facing the tubular film hood and the drive wheel 16, opposite the vertical surface 13a of the spreading finger 13.
- the rollers 20, 20a are arranged one above the other in such a way that there is a small distance between them, which is denoted by 21, such that the rollers 20, 20a are not in contact with one another.
- rollers 20 and 20a are arranged side by side in the recess 19, or a correspondingly wider roller can also be used in each case.
- the spreading finger surface 13a is advantageously bent inwards at the lower edge of the recess 19 (FIG. 5).
- the arrangement of the rollers 20, 20a is preferably such that the rollers are arranged symmetrically to a horizontal plane containing the axis of rotation 22 of the drive wheel 16. This has the advantage that when the drive wheel 16 is moved radially inward, the drive wheel is centered by the rollers 20, 20a and evenly comes into contact with the rollers 20, 20a or touches the area between the stretch film tube.
- the inventive design of the adjustability of the spreading fingers 13 and drive wheels 16 is shown in FIGS. 2 and 3.
- the drive wheel 16, which is provided with a drive motor 23, is arranged on a support arm 24 which, via a piston / cylinder unit 25, enables radial movement in the direction of the arrow 26, ie radially to the associated spreading finger 13 or away from it.
- the support arm 24 with the piston / cylinder unit 25 is arranged on a support element 27 on which the relevant one Spreading finger 13 is arranged, which is movable relative to the support member 27 in the radial direction (arrow 28).
- a spindle drive 29a is arranged on the support element 27, which enables the spreading finger 13 to be extended in the radial direction.
- a piston / cylinder unit 29 is arranged on the support element 27 itself, which in turn is fastened to a fastening element 30 which is connected to a piston / cylinder unit 31 which is fixed to the slide 12 at the other end.
- This configuration enables the following movements: First, the carriage 12 can be moved vertically in the frame 1 in the vertical direction, furthermore a displacement in the direction of the arrow 32 of the fastening element 30 is possible, and accordingly also the spreading finger 13 and the drive wheel 16 .
- the process sequence with a device according to the invention is as follows:
- the flat-lying stretch film tube 5 is threaded through the drive rollers 7 via the guide elements 8, which are in the lowered position when the machine is started.
- each folded edge of the hose is passed between a double conveyor belt 11, which causes the hose to be opened (FIG. 6).
- the drive of the drive rollers 7 and the double conveyor belts 11 are stopped and the spreading fingers 13 are inserted into the lower end of the hose. After retraction, the spreading fingers 13 are stopped, so that the tube wraps around the spreading fingers 13 at its four corners.
- the drive rollers 16 are moved up to the spreading fingers 13 and put into operation, namely together with the drive rollers 7 and the double conveyor belts 11, until the length of the stack 3 corresponding to the height of the stack 3 has been placed in bellows-like fashion in waves like bellows.
- proper folding is achieved in that the drive wheels 16 lie flat against the tubular film 5 by the rollers 20, 20a on the spreading fingers 13.
- the drive rollers 7, the double conveyor belts 11 and the drive rollers 16 are then stopped again (FIG. 7).
- the separating and welding devices 9 and 10 are actuated.
- the double conveyor belts 11 are actuated again and, at the same time, the pivoting levers 18 are pivoted downward, whereby the folded hose wheels are pushed out of the receiving ends of the double conveyor belts.
- the spreading fingers 13 are moved into the stretching position shown in FIG. 1 and the drive rollers 16 are moved radially outward.
- the stack of goods 3 is raised beyond the carriageway 2 and the chains, not shown, are driven in such a way that the carriage 12 with the spreading fingers 13 coupled therewith and on this in Stretching position of the hose 5 of the hood 17 located in waves can be moved downwards along the stack.
- the upper closed end of the hood 17 formed by the welding lies on the surface of the stack 3, so that upon further covering of the corrugated hood 17 wave after wave pulls up and rests on the side surface of the stack 3 according to its release from the stretching position (see Fig. 8). This ensures that the rollers 20, 20a pull it up correctly on the spreading fingers 13.
- the drive wheels 16 can be moved up to the spreading fingers 13 and put into operation during the pulling-over, in such a way that the film hood is stretched in the vertical direction by a corresponding relative movement.
- the drive rollers 16 In the lower region of the stack, the drive rollers 16 then remain in their contact position, being driven or stopped in order to bring about a certain clamping of the hood 17 between the drive rollers 16 and spreading fingers 13.
- the downward speed of the carriages 12 is then increased in the lower region of the stack of goods, in particular when the carriages 12 are in the region of the lower corner edges of the stack of goods (FIG. 9).
- the spreading fingers 13 are possibly moved radially inward with the drive rollers 16, and indeed at a greater speed than the downward speed of the slides 12 in the lower region of the stack of goods. Then the drive rollers 16 and the spreader rods 13 are moved radially outward, so that the hood 17 is also released in its open edge area located below the stack 3. Due to the restoring force of the stretch film hood 17, this is kicked around the lower edge surface of the base of the stack 3 in such a way that a good connection of the base of the stack 3 with the objects stacked on it is ensured.
- the increased speed of the downward movement of the carriage 12 in the lower stack area and the even greater Inward movement of the spreading fingers 13 underneath the stack ensures that the hood 17 remains below the stack of goods 2 and does not slip beyond the lower corner edges into the side area.
- the coated stack of goods 3 can then be moved out of the frame 1 after being lowered onto the carriageway 2 and a new stack of goods can be inserted, whereupon the process sequence begins again.
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zur Bildung eines Gutstapels durch Verbinden und Umhüllen eines auf einer Unterlage insbesondere aus einer Mehrzahl von Gegenständen gebildeten Stapels mittels Stretchfolie mit einer Stretchfolienschlauchabzugseinrichtung, einer dieser nachgeordneten Aufspreizeinrichtung zum Aufspreizen des freien Schlauchendes, einer Trenn- und Schweißeinrichtung zum Abrennen eines Schlauchabschnittes und Bilden einer Stretchaube und mit einer Haubenüberzieheinrichtung, welche wenigtens vier in Horizontal- und Vertikalrichtung bewegbare Spreizfinger aufweist, die die Haube in den vier Eckbereichen faltenbalgartig zusammengelegt aufnehmen, wobei jedem Spreizfinger an der Außenseite eine gegenüber dem jeweiligen Spreizfinger verstellbare Antriebsrolle zugeordnet ist, mittels derer die Haube in die faltenbalgartige Position gebracht und beim Überziehen durch Relativbewegung in vertikaler Überziehrichtung gereckt wird, wobei der jeweilige Spreizfinger und die zugeordnete Antriebsrolle an einem gemeinsamen vertikal beweglichen Schlitten angeordnet sind. Die Erfindung betrifft darüber hinaus ein Verfahren mit einer gattungsgemäßen Vorrichtung.
- Eine solche Vorrichtung und ein solches Verfahren wird von der Anmelderin benutzt und ist darüber hinaus in der nicht vorveröffentlichten DE-P 41 18 642 beschrieben. Eine solche Vorrichtung weist zwar gegenüber ähnlichen Vorrichtungen (z.B. EP 0 344 815 A1) bereits Vorteile auf, da diese Vorrichtung aufgrund der Ausbildung ihrer Spreizfinger und der zugeordneten Antriebsrollen besonders kompakt ausgebildet ist und außerdem auf relativ einfache Weise an unterschiedliche Gutstapelgrößen angepaßt werden kann.
- Es hat sich jedoch herausgestellt, daß die bekannte Vorrichtung beim faltenbalgartigen Zusammenlegen der Haubenränder vor dem Überziehen und insbesondere beim Auseinanderziehen während des Überziehens und beim gleichzeitigen Stretchen in Vertikalrichtung noch nicht einwandfrei arbeitet. Beim faltenbalgartigen Zusammenlegen der Seitenränder kann es nämlich zu unkontrollierten Überlappungen der Haubenseitenränder im Bereich der äußeren Flächen der Spreizfinger kommen, was beim Überziehen bzw. dadurch verursachten Auseinanderziehen und insbesondere auch beim zusätzlichen Vertikalstretchen während des Überziehens der Haube über den Gutstapel dazu führt, daß die Haube insbesondere in den Eckbereichen reißt, so daß keine einwandfreie Verpackung gebildet werden kann. Dies ist sowohl auf unterschiedliche Streckkräfte in der Haube als auch auf die Überlappung der zusammengefalteten Randbereiche zurückzuführen.
- Darüber hinaus ist bei der bekannten Vorrichtung von Nachteil, daß eine Anpassung an unterschiedliche Gutstapelgrundflächengrößen nur aufwendig möglich ist, da dazu eine manuelle Einstellung der entsprechenden Elemente notwendig ist.
- Aufgabe der Erfindung ist die Schaffung einer Lösung, mit der eine einwandfreie Umhüllung des Gutstapels mit einer Stretchfolienhaube ermöglicht wird, wobei in Ausgestaltung zusätzlich auch eine einfache Anpassung an unterschiedliche Gutstapelgrundflächengrößen möglich sein soll.
- Diese Aufgabe wird mit einer Vorrichtung der eingangs bezeichneten Art erfindungsgemäß dadurch gelöst, daß jeder Spreizfinger mit einer Aussparung versehen ist, in der zwei übereinander angeordnete Rollen drehbar gelagert sind wobei die Rollen bereichsweise auf der der Haube und dem Antriebsrad zugewandten Seite gegenüber der Spreizfingerfläche hervorstehen und das Antriebsrad in nach innen verfahrener Position mit den Rollen unter Zwischenschaltung der Folienhaube in Kontakt steht.
- Mit dieser Vorrichtung ist es möglich, einen Gutstapel einwandfrei mit einer Stretchfolienhaube zu verpacken, ohne daß es beim Verpackungsvorgang zu Beschädigungen der Folienhaube kommt. Durch die Ausgestaltung der Spreizfinger ist nämlich gewährleistet, daß die Antriebsräder beim faltenbalgartigen Zusammenlegen der Seitenränder der Haube und auch beim vertikalen Stretchen der Haube während des Überziehens durch Aufbringung einer entsprechenden Relativbewegung in vertikaler Richtung durch die Antriebsräder ein flächiger Kontakt zwischen dem Antriebsrad und der jeweiligen Haubenfläche erfolgt, so daß eine ungleichmäßige Stretchung und insbesondere auch eine Überlappung der in Falten gelegten Ränder zuverlässig vermieden wird. Die Haube wird nämlich durch die Ausbildung der Rollen an den Spreizfingern zwangsläufig so geführt, daß ein entsprechender flächiger Kontakt mit der jeweiligen Antriebsrolle gewährleistet ist. Es kann dadurch zuverlässig auch eine Überstretchung von Folienhaubenbereichen vermieden werden, so daß eine einwandfreie gleichmäßige Stretchung gewährleistet ist. Darüber hinaus ist zudem beim Abziehen der Haubenseitenränder von den Spreizfingern ein einwandfreies ungehindertes Abgleiten möglich, wenn die jeweiligen Antriebsräder außer Eingriff mit den Spreizfingern sind.
- In vorteilhafter Ausgestaltung der Erfindung ist vorgesehen, daß die Rollen symmetrisch zu einer die Drehachse des Antriebsrades enthaltenden Horizontalebene angeordnet sind. Bei dieser Ausgestaltung ist zusätzlich gewährleistet, daß beim radialen Nachinnenverfahren des Antriebsrades in Richtung zum jeweiligen Spreizfinger automatisch eine entsprechende Zentrierung des Antriebsrades erfolgt, d.h. dieses wird automatisch entsprechend symmetrisch zu den beiden Rollen des betreffenden Spreizfingers angeordnet, so daß ein einwandfreier Kontakt und damit eine flächige Anlage des Folienschlauchrandes gewährleistet ist.
- Vorteilhaft sieht die Erfindung auch vor, daß jeweils wenigstens zwei Rollen nebeneinander in die Aussparung angeordnet sind. Es ist dadurch möglich, eine entsprechend noch größere Anlagefläche für die Folienhaube zur Verfügung zu stellen.
- Um eine Einklemmung des Folienschlauches zu verhindern, ist vorteilhaft vorgesehen, daß am unteren Rand der Aussparung die Spreizfingerfläche nach innen abgekantet ist.
- In besonders vorteilhafter Ausgestaltung der Erfindung ist vorgesehen, daß am jeweiligen vertikal beweglichen Schlitten ein Tragelement angeordnet ist, das das Antriebsrad und den Spreizfinger trägt und das rechtwinklig zur radialen Auslenkrichtung der Spreizfinger verschiebbar ist. Durch diese zusätzliche Ausgestaltung ist es möglich, die Vorrichtung auf einfachste Weise auch an unterschiedliche Gutstapelgrundflächengrößen anzupassen, wobei die entsprechende Verstellung dann automatisch durch die Steuerung der Vorrichtung erfolgt.
- Vorteilhaft ist auch vorgesehen, daß das Tragelement zusätzlich entlang des Schlittens verschiebbar ist. Dadurch ist eine noch bessere Anpassung an unterschiedliche Gutstapelgrößen möglich, ohne den Raumbedarf der Vorrichtung zu vergrößern.
- Zur Lösung der eingangs gestellten Aufgabe sieht die Erfindung auch ein Verfahren zur Bildung eines Gutstapels nach dem Oberbegriff des Patentanspruches 6 mit einer vorgenannten Vorrichtung vor, das sich dadurch auszeichnet, daß die Haube im unteren Bereich des Stapels und beim Unterziehen unter den Gutstapel bei zeitweiser Einklemmung zwischen den Antriebsrädern und Spreizfingern mit erhöhter Überziehgeschwindigkeit gezogen wird.
- Durch dieses Verfahren ist es möglich, eine einwandfreie feste Verpackung mit einer Stretchfolienhaube zu erzielen, da eine einwandfreie Festlegung der Folie auch an der Unterkante des Gutstapels gewährleistet ist. Durch die exakte Steuerung der Überziehgeschwindigkeit ist nämlich sichergestellt, daß die Haube sich am unteren Eckkantenbereich nicht wieder von der Unterkante hinaus zu den Seitenrändern wegziehen kann.
- Dabei ist es vorteilhaft vorgesehen, daß beim Unterziehen der Haube unter den Gutstapel die einwärts gerichtete Geschwindigkeit größer ist als die Überziehgeschwindigkeit im unteren Bereich des Stapels. Durch diese Verfahrensführung wird eine noch verbesserte Verpackung gewährleistet.
- Die Erfindung ist nachstehend anhand der Zeichnung beispielsweise näher erläutert. Diese zeigt in
- Fig. 1
- in vereinfachter Seitenansicht eine erfindungsgemäße Vorrichtung,
- Fig. 2
- in Draufsicht einen Eckbereich einer Vorrichtung mit Spreizfinger und Antriebsrad,
- Fig. 3
- eine Seitenansicht der Fig. 2 in Richtung des Pfeiles 33,
- Fig. 4
- einen Schnitt durch einen Spreizfinger nach Fig. 3,
- Fig. 5
- ein vergrößertes Detail des Spreizfingers nach Fig. 4 und in den
- Fig. 6 bis 11
- jeweils in vereinfachter Seitenansicht eine Vorrichtung nach Fig. 1 in verschiedenen Verfahrensstadien.
- In den Figuren sind durchgängig dieselben Bezugszeichen für gleiche Teile verwandt. Die Vorrichtung ist zunächst in allgemeiner Form in Fig. 1 dargestellt, auf die zunächst Bezug genommen wird.
- Innerhalb eines Vorrichtungsgestells 1 ist auf einer Fahrbahn 2 ein von dieser angeförderter Gutstapel 3 angeordnet.
- Im Gestell 1 ist eine Rolle 4 gelagert, auf der ein Kunststoff-Schlauch 5 aus stretchfähigem Material mit Seitenfalten aufgewickelt ist. Unter stretchfähigem Material wird ein solches verstanden, das nach Reckung in seinen vor der Reckung eingenommenen Zustand zurückkehrt. Der mit eingefalteten Seitenrändern auf der Rolle 4 befindliche Schlauch 5 wird über Umlenkrollen 6 und Antriebsrollen 7 einer Einfädeleinrichtung zugeführt, die aus dem Bereich der gefalteten Schlauchränder vertikal beweglich angeordneten Leitelementen 8 besteht, unterhalb welcher eine Trenneinrichtung 9 sowie eine Schweißeinrichtung 10 angeordnet sind.
- Unterhalb der Leitelemente 8 sind auf beiden Seiten des Gestells zwei dachförmige angeordnete Doppelförderbänder 11 angeordnet, wobei die oberen Aufnahmeenden unmittelbar unterhalb der Leitelemente 8 in deren abgesenkter Stellung befindlich sind.
- Jedem Doppelförderband 11 ist ein Schwenkhebel 18 zugeordnet. Jeder Schwenkhebel 18 liegt dabei in Draufsicht gesehen etwas einwärts des zugeordneten Doppelförderbandes 11.
- Im Gestell 1 sind in der Nähe der vier Ecken desselben endlos umlaufende Ketten gelagert, in der Zeichnung nicht dargestellt, an denen parallel zur Fahrbahnrichtung je ein Schlitten 12 jeweils mit zwei vertikalen Spreizfingern 13 mit Kopf 14 befestigt ist, wobei diese Befestigung im einzelnen noch näher beschrieben wird. Jeder Spreizfinger 13 ist in Längs- und Querrichtung zur Anpassung an verschiedene Abmessungen des Gutstapels 3 verstellbar, eine entsprechende Antriebseinrichtung ist in Fig. 1 allgemein dargestellt und mit 15 bezeichnet. Am oberen Ende jedes Spreizfingers 13 ist außen eine Antriebsrolle 16 zugeordnet, die in Fig. 1 in nicht näher dargestellter Weise in Richtung zum Spreizfinger 13 in die in den Figuren 2, 9 und 11 wiedergegebene Wirkstellung beweglich und aus dieser in den Figuren 1, 7, 8 und 11 wiedergegebene unwirksame Stellung radial nach außen bewegbar ist.
- Die erfindungsgemäße Ausgestaltung der Spreizfinger geht am besten aus den Figuren 4 und 5 hervor. Jeder Spreizfinger 13 ist in seinem vertikalen Steg 13a, an dem die Schlauchfolie geführt ist, mit einer Aussparung 19 versehen, in der zwei übereinander angeordnete Rollen 20,20a drehbar gelagert sind. Dabei stehen die Rollen 20,20a bereichsweise auf der der Schlauchfolienhaube und dem Antriebsrad 16 zugewandten Seite gegenüber der vertikalen Fläche 13a des Spreizfingers 13 hervor. Die Rollen 20,20a sind derart übereinander angeordnet, daß zwischen ihnen ein geringer Abstand besteht, der mit 21 bezeichnet ist, derart, daß die Rollen 20,20a nicht miteinander in Kontakt stehen. Es kann dabei vorgesehen sein, daß jeweils wenigstens zwei Rollen 20 bzw. 20a nebeneinander in der Aussparung 19 angeordnet sind oder es kann auch jeweils eine entsprechend breitere Rolle eingesetzt werden. Um eine Einklemmung der Folie zu vermeiden, ist am unteren Rand der Aussparung 19 vorteilhaft die Spreizfingerfläche 13a bereichsweise nach innen abgekantet (Fig. 5).
- Die Anordnung der Rollen 20,20a ist, wie am besten aus Fig. 3 hervorgeht, bevorzugt so getroffen, daß die Rollen symmetrisch zu einer die Drehachse 22 des Antriebsrades 16 enthaltenden Horizontalebene angeordnet sind. Dies hat den Vorteil, daß beim radialen Nachinnenverfahren des Antriebsrades 16 das Antriebsrad von den Rollen 20,20a zentriert wird und gleichmäßig mit den Rollen 20,20a in Kontakt kommt bzw. den dazwischenbefindlichen Stretchfolienschlauch flächig berührt.
- Die erfindungsgemäße Ausbildung der Verstellbarkeit der Spreizfinger 13 und Antriebsräder 16 ist in den Fig. 2 und 3 dargestellt. Das Antriebsrad 16, das mit einem Antriebsmotor 23 versehen ist, ist an einem Tragarm 24 angeordnet, der über eine Kolben-/Zylindereinheit 25 eine radiale Bewegung in Richtung des Pfeiles 26 ermöglicht, d.h. radial zum zugeordneten Spreizfinger 13 bzw. von diesem weg. Dabei ist der Tragarm 24 mit der Kolben-/Zylindereinheit 25 an einem Tragelement 27 angeordnet, an dem auch der betreffende Spreizfinger 13 angeordnet ist, welcher gegenüber dem Tragelement 27 in radialer Richtung (Pfeil 28) beweglich ist. Dazu ist ein Spindelantrieb 29a am Tragelement 27 angeordnet, der ein Ausfahren des Spreizfingers 13 in radialer Richtung ermöglicht.
- Am Tragelement 27 selbst ist eine Kolben-/Zylindereinheit 29 angeordnet, die ihrerseits an einem Befestigungselement 30 befestigt ist, welches mit einer Kolben-/Zylindereinheit 31 verbunden ist, die am anderen Ende am Schlitten 12 festgelegt ist. Durch diese Ausgestaltung sind folgende Bewegungen möglich: Zunächst läßt sich der Schlitten 12 im Gestell 1 in vertikaler Richtung in der Höhe verfahren, darüber hinaus ist eine Verschiebung in Richtung des Pfeiles 32 des Befestigungselementes 30 möglich und damit entsprechend auch des Spreizfingers 13 und des Antriebsrades 16.
- Mit der Kolben-/Zylindereinheit 29 ist eine Verschiebung des Tragelementes 27 und damit des Spreizfingers 13 rechtwinklig zur radialen Auslenkrichtung 26 des Spreizfingers möglich (Pfeil 33). Aufgrund dieser Verschiebbarkeit ist es möglich, die Vorrichtung auch für Gutstapel einzusetzen, die unterschiedliche Grundflächen aufweisen.
- Der Verfahrensablauf mit einer erfindungsgemäßen Vorrichtung ist der folgende:
Der flachliegende Stretchfolienschlauch 5 wird durch die Antriebsrollen 7 über die Leitelemente 8 eingefädelt, die sich beim Anfahren der Maschine in abgesenkter Stellung befinden. Am unteren Ende der Leitelemente wird jeder eingefaltete Rand des Schlauches zwischen ein Doppelförderband 11 geleitet, wodurch das Öffnen des Schlauches besorgt wird (Fig. 6). Nachdem das untere Ende des Schlauches ein Stück aus den Doppelförderbändern 11 herausgelaufen ist, werden der Antrieb der Antriebsrollen 7 sowie die Doppelförderbänder 11 gestoppt und die Spreizfinger 13 werden in das untere Schlauchende eingefahren. Nach dem Einfahren werden die Spreizfinger 13 angehalten, so daß sich der Schlauch an seinen vier Ecken um die Spreizfinger 13 legt. Daraufhin werden die Antriebsrollen 16 an die Spreizfinger 13 herangefahren und in Betrieb gesetzt, und zwar zusammen mit den Antriebsrollen 7 und den Doppelförderbändern 11, bis die der Höhe des Stapels 3 entsprechende Länge Schlauch um die Spreizfinger 13 faltenbalgartig in Wellen gelegt worden sind. Dabei wird eine einwandfreie Faltenlegung dadurch bewirkt, daß die Antriebsräder 16 durch die Rollen 20,20a an den Spreizfingern 13 flächig an der Schlauchfolie 5 anliegen. Anschließend werden die Antriebsrollen 7, die Doppelförderbänder 11 und die Antriebsrollen 16 wieder gestoppt (Fig. 7). Die Trenn- und Schweißeinrichtungen 9 und 10 werden betätigt. Nach der Beendigung des Trenn- und Schweißvorganges werden die Doppelförderbänder 11 wieder betätigt und gleichzeitig die Schwenkhebel 18 abwärts geschwenkt, wodurch die gefalteten Schlauchräder aus den Aufnahmeenden der Doppelförderbänder herausgedrückt bzw. gezogen werden. - Sobald der Schlauch von den Doppelförderbändern 11 freigegeben ist, werden die Spreizfinger 13 in die in Fig. 1 wiedergegebene Reckstellung bewegt und die Antriebsrollen 16 radial nach außen bewegt. Unmittelbar nach Einnahme der in Fig. 1 wiedergegebenen Reckstellung mit 17 bezeichneter Stretchfolienhaube wird der Gutstapel 3 über die Fahrbahn 2 hinaus angehoben und die nicht dargestellten Ketten werden angetrieben, derart, daß die Schlitten 12 sich mit den damit gekoppelten Spreizfingern 13 und dem auf diesen in Reckstellung in Wellen befindlichen Schlauch 5 der Haube 17 längs des Stapels abwärts bewegt werden. Dabei legt sich das obere verschlossene Ende der durch das Verschweißen gebildeten Haube 17 auf die Oberfläche des Stapels 3 auf, so daß beim weiteren Überziehen der gewellten Haube 17 sich Welle nach Welle aufzieht und entsprechend ihrer Freigabe aus der Reckstellung an die Seitenfläche des Stapels 3 anliegt (siehe Fig. 8). Dabei wird ein einwandfreies Aufziehen durch die Rollen 20,20a an den Spreizfingern 13 gewährleistet.
- Zur Vertikalstretchung der Folienhaube können während des Überziehens die Antriebsräder 16 an die Spreizfinger 13 herangefahren und in Betrieb gesetzt werden, derart, daß die Folienhaube in vertikaler Richtung durch eine entsprechende Relativbewegung gestretcht werden.
- Im unteren Bereich des Stapels verbleiben dann die Antriebsrollen 16 in ihrer Kontaktposition, wobei sie angetrieben bzw. angehalten werden, um eine gewisse Einklemmung der Haube 17 zwischen Antriebsrollen 16 und Spreizfingern 13 zu bewirken. Dabei wird dann im unteren Bereich des Gutstapels die Abwärtsgeschwindigkeit der Schlitten 12 erhöht, insbesondere dann, wenn sich die Schlitten 12 im Bereich der unteren Eckkanten des Gutstapels befinden (Fig. 9).
- Ist der gesamte Gutstapel mit der Haube 17 überzogen (Fig. 10) werden die Spreizfinger 13 ggf. mit den Antriebsrollen 16 radial nach innen verfahren, und zwar mit einer größeren Geschwindigkeit als die Abwärtsgeschwindigkeit der Schlitten 12 im unteren Bereich des Gutstapels. Anschließend werden die Antriebsrollen 16 und die Spreizstangen 13 radial nach außen bewegt, so daß die Haube 17 auch in ihrem offenen, sich unterhalb des Stapels 3 befindlichen Randbereich freigegeben wird. Aufgrund der Rückstellkraft der Stretchfolienhaube 17 wird diese um die untere Randfläche der Unterlage des Stapels 3 herumgestretcht, derart, daß eine gute Verbindung der Unterlage des Stapels 3 mit den auf dieser gestapelten Gegenständen gewährleistet ist. Dabei wird durch die vergrößerte Geschwindigkeit der Abwärtsbewegung der Schlitten 12 im unteren Stapelbereich und die noch größere Einwärtsbewegung der Spreizfinger 13 unter den Stapel sicher gewährleistet, daß die Haube 17 unterhalb des Gutstapels 2 verbleibt und nicht über die unteren Eckkanten hinaus in den Seitenbereich hinausrutscht.
- Der übergezogene Gutstapel 3 kann anschließend nach Absenken auf die Fahrbahn 2 aus dem Gestell 1 herausgefahren und ein neuer Gutstapel eingefahren werden, worauf der Verfahrensablauf von neuem beginnt.
- Natürlich sind die beschriebenen Ausführungsbeispiele noch in vielfacher Weise abzuändern, ohne den Grundgedanken der Erfindung zu verlassen. So sind insbesondere die einzelnen Verstellmechanismen nicht auf Kolben-/Zylindereinheiten beschränkt, hier können auch andere bekannte Verstellmechanismen Einsatz finden und dgl. mehr.
Claims (8)
- Vorrichtung zur Bildung eines Gutstapels durch Verbinden und Umhüllen eines auf einer Unterlage insbesondere aus einer Mehrzahl von Gegenständen gebildeten Stapels mittels Stretchfolie mit einer Stretchfolienschlauchabzugseinrichtung, einer dieser nachgeordneten Aufspreizeinrichtung zum Aufspreizen des freien Schlauchendes, einer Trenn- und Schweißeinrichtung zum Abtrennen eines Schlauchabschnittes und Bilden einer Stretchhaube und mit einer Haubenüberzieheinrichtung, welche wenigstens vier in Horizontal- und Vertikalrichtung bewegbare Spreizfinger aufweist, die die Haube in den vier Eckbereichen faltenbalgartig zusammengelegt aufnehmen, wobei jedem Spreizfinger an der Außenseite eine gegenüber dem jeweiligen Spreizfinger verstellbare Antriebsrolle zugeordnet ist, mittels derer die Haube in die faltenbalgartige Position gebracht und beim Überziehen durch Relativbewegung in vertikaler Überziehrichtung gereckt wird, wobei der jeweilige Spreizfinger und die zugeordnete Antriebsrolle an einem gemeinsamen vertikal beweglichen Schlitten angeordnet sind,
dadurch gekennzeichnet,
daß jeder Spreizfinger (13) mit einer Aussparung (19) versehen ist, in der zwei übereinander angeordnete Rollen (20,20a) drehbar gelagert sind, wobei die Rollen (20,20a) bereichsweise auf der der Haube (17) und dem Antriebsrad (16) zugewandten Seite gegenüber der Spreizfingerfläche (13a) hervorstehen und das Antriebsrad (16) in nach innen verfahrener Position mit den Rollen (20,20a) unter Zwischenschaltung der Folienhaube (17) in Kontakt steht. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
daß die Rollen (20,20a) symmetrisch zu einer die Drehachse (22) des Antriebsrades (16) enthaltenden Horizontalebene angeordnet sind. - Vorrichtung nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
daß jeweils wenigstens zwei Rollen (20,20a) nebeneinander in der Aussparung (19) angeordnet sind. - Vorrichtung nach Anspruch 1 oder einem der folgenden,
dadurch gekennzeichnet,
daß am unteren Rand der Aussparung (19) die Spreizfingerfläche (13a) nach innen abgekantet ist. - Vorrichtung nach Anspruch 1 oder einem der folgenden,
dadurch gekennzeichnet,
daß am jeweiligen vertikal beweglichen Schlitten (12) ein Tragelement (27) angeordnet ist, das das Antriebsrad (16) und den Spreizfinger (13) trägt und das rechtwinklig (Pfeil 33) zur radialen Auslenkrichtung (Pfeil 26) der Spreizfinger (13) verschiebbar ist. - Vorichtung nach Anspruch 1 oder einem der folgenden,
dadurch gekennzeichnet,
daß das Tragelement (27) zusätzlich entlang des Schlittens (12) verschiebbar ist. - Verfahren zur Bildung eines Gutstapels durch Verbinden und Umhüllen eines auf einer Unterlage insbesondere aus einer Mehrzahl von Gegenständen gebildeten Stapels mittels Stretchfolie, wobei ein Stretchfolienschlauch oberhalb des Stapels von einer Rolle abgezogen, geöffnet und am oberen Ende entsprechend der Höhe des zu umhüllenden Stapels abgetrennt und zu einer Haube verschlossen, die Haube faltenbalgartig zusammengelegt und anschließend auf einen größeren Grundriß als den des Stapels horizontal gereckt und dann unter anfänglicher Fernhaltung von den oberen Kanten des Stapels über diesen gezogen und aus ihrer gereckten Stellung zur Anlage an den Stapel freigegeben wird, wobei die Stretchfolienhaube beim Überziehen über den Stapel zusätzlich in vertikaler Überziehrichtung gereckt wird mit einer Vorrichtung nach Anspruch 1 oder einem der folgenden,
dadurch gekennzeichnet,
daß die Haube im unteren Bereich des Stapels und beim Unterziehen unter den Gutstapel bei zeitweiser Einklemmung zwischen den Antriebsrädern und Spreizfingern mit erhöhter Überziehgeschwindigkeit gezogen wird. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,
daß beim Unterziehen der Haube unter den Gutstapel die einwärts gerichtete Geschwindigkeit größer ist als die Überziehgeschwindigkeit im unteren Bereich des Stapels.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4211297A DE4211297A1 (de) | 1992-04-03 | 1992-04-03 | Vorrichtung und Verfahren zur Bildung eines Gutstapels |
| DE4211297 | 1992-04-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0564971A2 true EP0564971A2 (de) | 1993-10-13 |
| EP0564971A3 EP0564971A3 (en) | 1993-12-08 |
| EP0564971B1 EP0564971B1 (de) | 1997-05-07 |
Family
ID=6456044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93105325A Expired - Lifetime EP0564971B1 (de) | 1992-04-03 | 1993-03-31 | Vorrichtung und Verfahren zur Bildung eines Gutstapels |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0564971B1 (de) |
| AT (1) | ATE152682T1 (de) |
| DE (2) | DE4211297A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1184281A1 (de) * | 2000-08-09 | 2002-03-06 | Kl- Lachenmeier A/S | Verfahren und Vorrichtung zum Verpacken von Gegenständen |
| EP1275582A1 (de) * | 2001-07-11 | 2003-01-15 | Maschinenfabrik Möllers GmbH | Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel |
| US6865865B2 (en) * | 2001-01-25 | 2005-03-15 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Apparatus for wrapping a stack of objects |
| EP2623422A1 (de) * | 2012-02-01 | 2013-08-07 | Samsung Electronics Co., Ltd | Schrumpfverpackungssystem |
| NL2017863B1 (nl) * | 2016-11-24 | 2018-06-01 | F3 Design B V | Verpakkingmachine voor het aanbrengen van een folie om een te verpakken voorwerp |
| US11827392B2 (en) | 2020-05-14 | 2023-11-28 | Signode Industrial Group Llc | Stretch-hood machine |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10208339A1 (de) | 2001-06-13 | 2002-12-19 | Beumer Maschf Gmbh & Co Kg | Verfahren und Vorrichtung zum Umhüllen von Stückgut, insbesondere Stückgutstapeln, mit Stretchfolie, sowie hiermit gebildete Ladeeinheit(en) |
| DE20109692U1 (de) * | 2001-06-13 | 2002-10-24 | Beumer Maschf Gmbh & Co Kg | Vorrichtung zum Umhüllen von Stückgut mittels einer Stretchfolienhaube |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2230549A1 (en) * | 1973-05-23 | 1974-12-20 | Applic Thermiques | Machine for packing an object in a plastic sleeve - compresses sleeve into bellows form before passing object through |
| DE9001321U1 (de) * | 1990-02-06 | 1990-04-12 | Develog, Reiner Hannen & Cie, Corgemont, Ch | |
| DE9104072U1 (de) * | 1991-04-04 | 1991-06-20 | Develog, Reiner Hannen & Cie, Courtelary, Ch | |
| DE4103384A1 (de) * | 1990-02-06 | 1991-08-08 | Hannen Reiner Develog | Vorrichtung zum ueberziehen von stretchfolienhauben ueber einen gutstapel |
| EP0461667A1 (de) * | 1990-06-15 | 1991-12-18 | Bernhard Beumer Maschinenfabrik KG | Verfahren und Vorrichtung zum Umhüllen von Stückgut mit Stretchfolie |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0344815B2 (de) * | 1988-06-03 | 1997-10-15 | Bernhard Beumer Maschinenfabrik KG | Verfahren und Vorrichtung zum Umhüllen von Stückgut, insbesondere Stückgutstapeln, mit einer Stretchfolienhaube |
| DE4037105C1 (en) * | 1990-11-22 | 1992-03-05 | Brega Verpackungsmaschinen-Anwendungstechnik Gmbh, 5884 Halver, De | Stretch film packaging machine - incorporates rollers running at different speeds for stretching effect |
-
1992
- 1992-04-03 DE DE4211297A patent/DE4211297A1/de not_active Withdrawn
-
1993
- 1993-03-31 DE DE59306365T patent/DE59306365D1/de not_active Expired - Fee Related
- 1993-03-31 EP EP93105325A patent/EP0564971B1/de not_active Expired - Lifetime
- 1993-03-31 AT AT93105325T patent/ATE152682T1/de active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2230549A1 (en) * | 1973-05-23 | 1974-12-20 | Applic Thermiques | Machine for packing an object in a plastic sleeve - compresses sleeve into bellows form before passing object through |
| DE9001321U1 (de) * | 1990-02-06 | 1990-04-12 | Develog, Reiner Hannen & Cie, Corgemont, Ch | |
| DE4103384A1 (de) * | 1990-02-06 | 1991-08-08 | Hannen Reiner Develog | Vorrichtung zum ueberziehen von stretchfolienhauben ueber einen gutstapel |
| EP0461667A1 (de) * | 1990-06-15 | 1991-12-18 | Bernhard Beumer Maschinenfabrik KG | Verfahren und Vorrichtung zum Umhüllen von Stückgut mit Stretchfolie |
| DE9104072U1 (de) * | 1991-04-04 | 1991-06-20 | Develog, Reiner Hannen & Cie, Courtelary, Ch |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1184281A1 (de) * | 2000-08-09 | 2002-03-06 | Kl- Lachenmeier A/S | Verfahren und Vorrichtung zum Verpacken von Gegenständen |
| US7040076B2 (en) | 2000-08-09 | 2006-05-09 | Lachenmeier A/S | Method for packaging objects |
| US6865865B2 (en) * | 2001-01-25 | 2005-03-15 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Apparatus for wrapping a stack of objects |
| CZ299954B6 (cs) * | 2001-01-25 | 2009-01-07 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung | Zarízení pro obalování stohu zboží |
| EP1275582A1 (de) * | 2001-07-11 | 2003-01-15 | Maschinenfabrik Möllers GmbH | Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel |
| EP2623422A1 (de) * | 2012-02-01 | 2013-08-07 | Samsung Electronics Co., Ltd | Schrumpfverpackungssystem |
| CN103241400A (zh) * | 2012-02-01 | 2013-08-14 | 三星电子株式会社 | 收缩包装系统 |
| CN103241400B (zh) * | 2012-02-01 | 2016-09-14 | 三星电子株式会社 | 收缩包装系统 |
| NL2017863B1 (nl) * | 2016-11-24 | 2018-06-01 | F3 Design B V | Verpakkingmachine voor het aanbrengen van een folie om een te verpakken voorwerp |
| US11827392B2 (en) | 2020-05-14 | 2023-11-28 | Signode Industrial Group Llc | Stretch-hood machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0564971B1 (de) | 1997-05-07 |
| EP0564971A3 (en) | 1993-12-08 |
| DE59306365D1 (de) | 1997-06-12 |
| DE4211297A1 (de) | 1993-10-14 |
| ATE152682T1 (de) | 1997-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19732298C1 (de) | Vorrichtung und Verfahren zum Umhüllen eines Stapels | |
| EP1184281B1 (de) | Verfahren und Vorrichtung zum Verpacken von Gegenständen | |
| DE3148186A1 (de) | Verfahren und vorrichtung zum oeffnen und beladen eines flexiblen behaelters | |
| EP1013549B1 (de) | Verfahren und Vorrichtung zum Umhüllen eines Stückgutstapels | |
| EP0564971B1 (de) | Vorrichtung und Verfahren zur Bildung eines Gutstapels | |
| DE4015643A1 (de) | Verfahren und vorrichtung zum verpacken von pressballen | |
| DE4235409C1 (de) | Verfahren und Vorrichtung zum Umhüllen eines Stapels mittels Stretchfolie | |
| DE3707877C2 (de) | ||
| EP1515894B1 (de) | Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes | |
| DE2339903A1 (de) | Einwickelmaschine | |
| EP0043517B1 (de) | Vorrichtung zum Überziehen von Gutstapeln mit Schrumpfhauben | |
| DE19622620C2 (de) | Folienwickelmaschine zum Umwickeln beladener Paletten | |
| DE19819488A1 (de) | Vorrichtung zum Umhüllen eines Stapels | |
| DE3442943A1 (de) | Vorrichtung zum falten der oeffnung von gefuellten saecken | |
| DE2219401A1 (de) | Verfahren und Vorrichtung zum Aufbringen eines vorgummierten Bandes an einer Schachtel | |
| DE19955478B4 (de) | Stretch-Wickler | |
| DE4327450C1 (de) | Verfahren und Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel | |
| EP0460681A1 (de) | Reff- und/oder Stretcheinrichtung für schlauchförmige Stretch-Umhüllungsfolie | |
| EP0006249B1 (de) | Vorrichtung zum Überziehen eines Schlauches aus wärmeschrumpffähigem Kunststoff über einen Gutstapel | |
| DE3238184C1 (de) | Umreifungsmaschine für das Umreifen von Packgütern | |
| EP1275582A1 (de) | Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel | |
| EP0681957A1 (de) | Verfahren und Vorrichtung zum Umwickeln von Quadern, insbesondere Isolierstoffballen, mit Einwickelmaterial | |
| DE3600589C1 (en) | Apparatus for drawing a side-folding tube of heat-shrinkable plastic over a product stack | |
| DE1511802C (de) | Vorrichtung zum Entfalten und Befe stigen der Faltlappen von rechteckformtgen Packungen an deren Stirnwanden | |
| DE2422935C3 (de) | Vorrichtung zum Überziehen eines Schlauches aus wärmeschrumpffähigem Kunststoff über einen Gutstapel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE ES FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19940511 |
|
| 17Q | First examination report despatched |
Effective date: 19951201 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB IT NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970507 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19970507 Ref country code: GB Effective date: 19970507 Ref country code: FR Effective date: 19970507 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970507 |
|
| REF | Corresponds to: |
Ref document number: 152682 Country of ref document: AT Date of ref document: 19970515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59306365 Country of ref document: DE Date of ref document: 19970612 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19970507 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 |
|
| 26 | Opposition filed |
Opponent name: BERNHARD BEUMER MASCHINENFABRIK KG Effective date: 19980209 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| BERE | Be: lapsed |
Owner name: MASCHINENFABRIK MOLLERS G.M.B.H. U. CO. Effective date: 19980331 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20030911 |
|
| PLAZ | Examination of admissibility of opposition: despatch of communication + time limit |
Free format text: ORIGINAL CODE: EPIDOSNOPE2 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070427 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |