EP1515894B1 - Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes - Google Patents
Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes Download PDFInfo
- Publication number
- EP1515894B1 EP1515894B1 EP03727120A EP03727120A EP1515894B1 EP 1515894 B1 EP1515894 B1 EP 1515894B1 EP 03727120 A EP03727120 A EP 03727120A EP 03727120 A EP03727120 A EP 03727120A EP 1515894 B1 EP1515894 B1 EP 1515894B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- loop
- loops
- loop arrangement
- moved
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 41
- 239000004753 textile Substances 0.000 title claims description 8
- 238000012546 transfer Methods 0.000 claims abstract description 37
- 238000006073 displacement reaction Methods 0.000 claims description 14
- 238000012856 packing Methods 0.000 claims description 11
- 238000013461 design Methods 0.000 claims description 5
- 238000012858 packaging process Methods 0.000 abstract description 2
- 230000005540 biological transmission Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/02—Folding limp material without application of pressure to define or form crease lines
- B65H45/06—Folding webs
- B65H45/10—Folding webs transversely
- B65H45/101—Folding webs transversely in combination with laying, i.e. forming a zig-zag pile
- B65H45/103—Folding webs transversely in combination with laying, i.e. forming a zig-zag pile by a carriage which reciprocates above the laying station
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B63/00—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged
- B65B63/04—Auxiliary devices, not otherwise provided for, for operating on articles or materials to be packaged for folding or winding articles, e.g. gloves or stockings
Definitions
- the invention relates to a system for packaging a flexible band laid in zigzag loops, in particular a textile band according to the preamble of claim 1.
- band loop layers are generously difficult to handle because they are under high internal tension on the pleats and therefore tend to deform easily, because at the pleats, the band tends to return to the stretched position. Therefore, the operator of the packing tray is laid out with a paper sheet prior to the introduction of the first tape loop position. After reaching the desired tape length, the entire package is first wrapped around the paper sheet and fixed with adhesive tape so that the tape loop layers do not burst apart. Only then can the entire package be removed from the packing shaft and stored in a packaging container.
- US Pat. No. 6,321,512 B discloses a system for packaging a flexible strip laid in zigzag loops, in which case a vertically fed material web is known is first cut into individual bands, which are then placed together in loops and the band loops are introduced vertically into a slipped container. Any evidence that could be formed predeterminable size with the system on a horizontal support plate a belt loop position, which could then be transferred into a packaging container, can not be found.
- the object of the invention is to improve the aforementioned system.
- the laying device is associated with a transfer device with a tape loop position of predeterminable size can be produced and which allows direct or indirect transfer of the produced tape loop layer in a packaging container, wherein a memory programmable controller Controlling components of the plant is an at least partial automation of the workflows allows.
- Particularly advantageous is a design of the system according to claim 2, so that the laying and packaging process can be performed fully automatically without the use of an operator.
- the packing density can be improved with a design of the system according to claim 3, since then the region of maximum stress, which is given by the folds of the loops, is not limited to the edge region of the belt loop position, but adjacent folds can be arranged offset from one another a substantial stress relief is achieved at the edge and a denser packing of the belt loops is possible.
- a significant improvement of the package results from the embodiment according to claim 4, since the length of the tape per package can be distributed uniformly on the tape loop layers and thus also the individual tape loop layers each one have uniform density.
- the band so packaged over its entire length consistent properties such as a uniform positional stress, which on the one hand allows better utilization of the packaging container and on the other hand ensures uniform properties of the band especially for subsequent processing of the tape.
- elastic bands can shrink uniformly in the packaging container, so that the elasticity of the band remains uniform over its entire length, since in some sections residual stresses, which material fatigue and a loss of elasticity could result, are avoided. This enables a high-quality end product and all this with reduced personnel deployment and increased performance.
- an embodiment of the system according to claim 5 is advantageous, according to which the laying device in the laying area has a running over the entire loop length Anyakmann which is perpendicular to the platen for the belt loop position undeliverable and pressed against the edges of the belt loops and prevents the loops rise.
- the Anyak advisor is equipped with a controlled drive to raise them during the transfer of the tape loop position and thus facilitate the transfer.
- the transfer device on the feed side of the tape to the laying device preferably has finger-like shock members, which is movable from a rest position in which the tape supply is not affected, in a working position in which these parallel to Support plate of the belt loop system under the pressure bar are passable and indeed so far, are on the other side of the pressure bar from a rest position driver between or behind the tape loop positions retractable to take the tape loop position and to move transversely to the loop position in a transfer device.
- the bumpers can be made of different Positions are retracted, for example, from a rest position below, laterally or behind the platen in the working position.
- the embodiment according to claim 8 in which the push members are brought from a raised rest position over the support plate vertically downwards into the working position, is particularly preferred.
- the driver behind the pressure bar whose rest positions can also take a variety of positions laterally and below the support plate.
- Particularly preferred here is the embodiment of claim 9, wherein the drivers are formed finger-like and from an upper rest position vertically downwards between the shock members are retractable.
- the system is designed according to claim 10 so that the support plate for the tape loop position of the laying device has in the transfer device along the displacement path of the folds brake strip.
- the orderly transfer is also the training of claim 11, which are arranged on the support plate leading the belt loop position, transversely to the loop position aligned guide rails.
- at least one resiliently receding stop member may be arranged in the transfer device in the area between the folds, in order to push back or align bulging band parts parallel to the loop position in the picking direction.
- the transfer device can already be arranged a packaging container to receive the tape loop position. More advantageous, however, is an embodiment according to claim 13, wherein a stacking device for the belt loop layers is arranged in the transfer device. As a result, a plurality of belt loop layers can be formed one above the other to form a stack.
- the stacking device includes a serving as a stop for the tape loop position to be measured rear wall, a lowered to the thickness of the belt loop position bottom and a bottom adjustable lid serving at least as an upper guide for a belt loop position to be transferred.
- the lid serves as the upper limit of the stack and is additionally movable in parallel with the ground. The stacking of the belt loop layers is facilitated if, according to claim 16, a retractable receiving base is present in the transfer device, which is preferably formed from two counter-retractable bottom halves.
- the stacking device of the system can be lowered in an advantageous manner according to claim 17 in a packing station, in which the belt loop stack is ejected by means of an ejection punch from the stacking device in an associated packaging container.
- a particularly suitable packaging container is specified in claim 18.
- the packaging container includes a bottom with three molded side walls and on the fourth side a downwardly hinged side wall portion, so that the tape loop stack is pushed onto this fourth side on the bottom of the packaging container.
- the side wall part can be folded upwards.
- At the side opposite the fourth side of a lid is hinged, which has a fourth side at least for the most part covering the edge part, so that even on the fourth page a perfect completion of the pack is guaranteed.
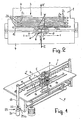
- FIGS. 1 and 2 show a laying device known from EP 0 778 236 A and EP 0 062 753 B, which serves to fold a flexible, in particular also an elastically stretchable, belt 2 in zigzag-shaped loops 2a which are arranged one behind the other like a packet, ie one Band loop position 3 to form.
- the folded band 2 or its loops 2a then has rectilinear, mutually adjacent sections and lateral 180 ° -Kehren, that is folds 2b.
- the zigzag loops 2a are shown slightly pulled apart for reasons of clarity; in practice but close to each other.
- This so folded band which is preferably a textile tape, is then further processed in the textile industry; it allows easy removal in the direction of any processing machines.
- so folded tapes can be stored much more compact and sent, as would be possible, for example, in coils.
- the laying device 1 is shown in detail in Figure 1, but in the following only the essential components for the present invention are explained. With regard to the other design features not explained here, reference is made in full to the documents EP 0778236A and EP 0062753B already mentioned at this point.
- the device 1 has a support plate 4 for the belt 2 to be folded or for the folded zigzag belt loops 2a.
- a laying carriage 6 is arranged movable back and forth perpendicular to the tape feed direction X, see the arrows Y in Figure 2.
- the laying carriage 6 has two laying rollers 7 and 8, which are rotatably mounted side by side about two parallel axes. The axes of rotation of the laying rollers 7.8 are perpendicular to the direction of displacement Y of the laying carriage 6 and perpendicular to the tape feed direction X.
- a vertical guide gap for the tape to be laid 2 is formed; in this guide gap runs between two guide rods 10 of a guide device 11 guided belt 2 in the feed direction X a.
- the band 2 is in vertical, that is upright position.
- the gap between the laying rollers 7,8 is dimensioned such that a friction entrainment of the belt 2 takes place through the peripheral surface of each of the two laying rollers 7,8.
- the laying rollers 7, 8 are each driven in the same direction, the direction of rotation in each case being dependent on the displacement direction of the laying carriage 6.
- FIG. 2 This dependency is illustrated in FIG. 2, according to which when the laying carriage 6 is displaced to the left (continuous arrow Y), the laying rollers 7, 8 rotate to the right (solid arrow W). When moving to the right (dashed arrow Y) the laying rollers 7,8 turn to the left (dashed arrow W).
- the strip material 2 is thereby taken respectively by the rear laying roller 7 or 8 in the direction of displacement by conditioning and pulled and transported on.
- the described drive banding is achieved in regular zigzag belt loops 2a.
- the change in the direction of rotation W of laying rollers 7.8 is carried out in each case at the reversal point of the sliding movement of the laying carriage 6.
- the laid belt loops are further pushed packet-like, that is, in a feed direction X corresponding discharge direction X 'moved on.
- braking means which act on the longitudinal edges of the band 2 with a pressure force in the folding area.
- An essential part of this braking means is a pressure bar 12, which is arranged in the region of the laying rollers 7.8 at the band exit side and whose length is at least equal to the range of movement of the laying carriage 6.
- the pressure bar 12 in this case runs parallel to the direction of displacement of the laying carriage 6 and preferably above this, so that the pressure strip acts on the upper longitudinal edge of the belt 2 by pushing the belt 2 slightly from top to bottom with its belt-facing, lower pressure surface 14.
- the pressure bar 12 cooperates with a lower, arranged in the region of the support plate 4 brake bar 16 by the band or its last loop 2 a between the brake bar 16 and the pressure bar 12 is practically clamped.
- the folds 2b are usually in a row behind each other.
- the pleats 2b are not all aligned in a row, but every other pleat 2c opposite the first pleat 2b is set back, as indicated in dashed line in Figure 2 is indicated. Even a multiple displacement of the wrinkles is thus possible.
- the pressure bar 12 is attached to both ends of vertical St onlyem 18, which are movable by means of piston / cylinder units 20 and spindles 22 up and down.
- the piston / cylinder units 20 are used for periodically lifting the pressure bar 12 when transferring a belt loop layer 3 of the laying device 1 in aphobiaemahmevorraum 24, as is apparent from Figure 3.
- An adjusting device 25 is used to adjust the size of the contact pressure of the pressure bar 12 on the belt loops.
- the adjusting device 25 has a stepper motor 25a, which cooperates via a gear 25b, for example, a chain or toothed belt transmission with the spindle 22 which is connected via a thread with the uprights 18, so that the distance of the stator 18 to the piston / cylinder Aggregates 20 and thereby the pressure of the pressure bar 12 on the belt loop is changeable.
- a gear 25b for example, a chain or toothed belt transmission with the spindle 22 which is connected via a thread with the uprights 18, so that the distance of the stator 18 to the piston / cylinder Aggregates 20 and thereby the pressure of the pressure bar 12 on the belt loop is changeable.
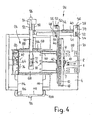
- Figures 3 to 6 describe a system for packaging tape loop layers, which are produced in the laying device 1 and are transferred to the transfer device 24 for packaging.
- the transfer device 26 has on the feed side of the belt 2 to the laying device 1 finger-like push members 28 which can be lowered from a raised rest position into a working position shown in Figure 3, in which they are parallel to the support plate of the belt loop position.
- the finger-like push members 28 are attached to a boom 30, which are movable by means of a carriage 32 on a vertical guide 34 from the illustrated working position into a vertically raised rest position in which it does not hinder the feeding of the belt 2 in the laying device 1.
- a piston / cylinder unit 36 whose piston rod 38 is connected to the arm serves for vertical displacement.
- a piston / cylinder unit 40 is used to move the push members 28 under the pressure bar 12, for which purpose on the vertical guide 34, a carriage 39 is arranged, which is displaceable along a rail 41.
- the belt loop days 3 is advanced in the direction of the transfer device 24.
- the transfer device 26 has vertically aligned driver fingers 42, which consist of the one shown in FIG Rest position against the support plate 4 are lowered and there between the push members 28 are retractable to the tape loop position transversely transversely to the loop position in the transfer device 24 to move.
- the entrainment fingers 42 are fastened analogously to the abutment members 28 on a cantilever 44, which can be moved by means of a carriage 46 on a vertical guide 48.
- a piston / cylinder unit 50 is connected by means of a clamp rod 52 with the boom 44 and serves for the vertical movement of the driver fingers 42 from the rest position to the working position.
- a piston / cylinder unit 54 is used to move the carriage 55 having a vertical guide 48 along the horizontal rail 41st
- braking strips 56 are arranged in the displacement of the folds of the belt loop position.
- Such braking strips can be formed for example by roughening the support plate 4 or by sticking rough strips.
- resiliently receding stop members 62 are arranged in the region between the folds of the belt loop position to align itself in takeover direction bulging tape parts parallel to the loop position ,
- the transfer device 24 is designed as a stacking device for the belt loop layers.
- the stacking device has a serving as a stop for the tape loop position to be adopted rear wall 64, further by the thickness of the belt loop layer gradually lowerable bottom 66 and a respect to the bottom and the thickness of the belt loop position and thus the width of the belt adjustable cover 68, which at least as Upper guide for a transferable belt loop position is used.
- the cover 68 is attached to a boom 70 via guide rods 72 height adjustable.
- a drive 74 for example, a piston / cylinder unit 74 serves on the one hand for advancing the lid 68 as the upper guide the tape loop position in the transfer of the laying device and on the other hand for lowering the lid 68 in synchronism with the bottom 66 during lowering of the stacking device.
- the bottom 66 is attached to the rear wall 64 and lowerable with this.
- the rear wall 64 is connected via a threaded part 76 with a spindle 78 which is driven by a geared motor 80.
- the bottom 66 can be lowered in each case by the thickness of a belt loop layer so that a plurality of belt loop layers can be stacked one above the other.
- a receiving base 82 which can be extended over the stacking device in the transfer device is provided, which is formed from two counter-retractable base parts 84, which can each be laterally extended from the stacking region by means of a drive 86, for example a piston / cylinder unit. to settle a recorded tape loop position on the stack.
- the stacking device 24 can be lowered into a packing station, in which the belt loop layer stack can be ejected from the stacking device into a laterally assigned packaging container 90 by means of an ejection punch 88.
- the ejection punch 88 is attached to an arm 92 which is movable by means of a carriage 94 along a rail 96.
- a piston / cylinder unit 98 serves to displace the punch.
- the packaging container 90 is arranged on a carrier 100, which can be delivered by means of a carriage 102 along the rail 96 against the stacking device. To drive a piston / cylinder unit 104 is used.
- the carrier 100 includes stops 106 for aligning the packaging container 90 with respect to the stacking device 24th
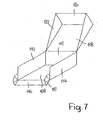
- FIG. 7 shows a preferred packaging container 90 for receiving a stack of tape loop layers.
- the packaging container 90 which is preferably made of cardboard, contains a bottom 108 with three molded sidewalls 110,112,114.
- a hinged side wall portion 116 is arranged with lateral folding elements 117.
- a lid 118 is hinged, which has a fourth side 116 at least largely covering edge portion 120 which is supported by extending side portions 122 of the lid 118.
- a non-illustrated memory programmable controller with microprocessors used for coordinated control of the movements and settings of the various components of the system to achieve at least semi-automatic, but preferably fully automatic workflows.
- the control device it is possible on the control device to set the desired length of the belt loops 2a during the folding process, as indicated in FIG.
- an optimal packaging but also a uniform over the entire pack density of the belt loops, whereby over the entire pack uniform quality of the packed band is achieved.
- the achievable improvements are achieved with simultaneous increase in performance and reduced personnel deployment.
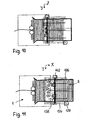
- Figures 8 to 11 show a further simplified embodiment of a system for packaging a laid in zigzag loops flexible tape 2 in a schematic representation.
- the schematically illustrated laying device 1 corresponds to that of FIGS. 1 to 6.
- the laying device 1 downstream of the transfer device 26a has a laying area cross-beam 124, which is arranged on both sides of the laying area of linear guides 126 by means of a drive 128, for example, connected to a linear gear stepper motor, movable in the X direction.
- the displacement beam carries two engravers 130,132, each of which by means of a drive 134 against the belt loop position 3 on and extendable and by means of slide 136,138 along the sliding beam 124 are movable.
- drives 134 for the engraver for example, serve piston / cylinder units 140, the piston rods are designed as engravers 130,132.
- the carriages 136, 138 can be moved in opposite directions in the Y-direction by means of a further drive 142, for example a circulating pulling element from a central middle position over the laying area or the belt loop position, thus transversely to the displacement direction of the displacement bar 124.
- a further drive 142 for example a circulating pulling element from a central middle position over the laying area or the belt loop position, thus transversely to the displacement direction of the displacement bar 124.
- This system according to FIGS. 8 to 11 does not require any abutment members for piercing a band loop position under the pressure strip, but works as follows.
- a piercing device 130 is first retracted at a predetermined location between a belt loop 2a and the shift bar 124 as far advanced in the X direction until the belt loop is opened. Then, the first engraver 130 is raised again and both engravers 130,132 retracted in a central position in the opened belt loop 2a and against each other in the Y direction apart drove until they have a distance from the edge of the tape loop layer, which corresponds to about a quarter of the width of the tape loop position, such as this is shown in Figure 10, whereby the separation of the belt loop is completed.
- the shift bar 124 is lowered at Stechem 130,132 in the X direction until the separated tape loop position has reached the stacking device 144 of the transfer device. Then the engraver 130,132 are raised and moved back the shift bar in the starting position for transferring another tape loop position.
- the separation and transfer of the tape loop position can be done in interrupted before preferably, however, continuous loop laying the laying device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Container Filling Or Packaging Operations (AREA)
- Wrappers (AREA)
- Cartons (AREA)
- Basic Packing Technique (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Nonwoven Fabrics (AREA)
Description
- Die Erfindung betrifft eine Anlage zum Verpacken eines in zickzackförmige Schlaufen gelegten flexiblen Bandes, insbesondere eines Textilbandes gemäss Oberbegriff des Anspruches 1.
- Aus der EP 0 062 753 B und der EP 0 778 236 A ist eine Anlage der eingangs genannten Art bekannt, bei der ein flexibles Band, insbesondere ein Textilband, in zickzackförmige Schlaufen gelegt und so eine Lage aus Bandschlaufen gebildet wird.
Die so hergestellten Bandschlaufenlagen werden manuell abgestapelt und in einen Verpackungsbehälter verpackt und dann in der Textilindustrie weiter verarbeitet. Hierzu müssen die Bandschlaufenlagen manuell in einem Packungsschacht gestapelt, das heisst manuell von Bedienern Bandschlaufenlage für Bandschlaufenlage über Abschiebebleche in den Packschacht überführt werden. Die Bestimmung der Anzahl der Bandschlaufen pro Lage und das genaue definierte Trennen der Bandschlaufen auf die jeweils untere und obere Ebene ist aufgrund der zufälligen Positionierung der textilen Bandschlaufen und der Druckempfindlichkeit der Bandschlaufenlagen nur schwer automatisierbar. Solche Bandschlaufenlagen sind generett schwierig zu handhaben, da sie an den Falten unter hoher innerer Spannung stehen und deshalb leicht zur Verformung neigen, denn an den Falten ist das Band bestrebt wieder in die gestreckte Lage zurückzukehren. Deshalb wird der Packschacht vom Bediener vor dem Einbringen der ersten Bandschlaufenlage mit einem Papierbogen ausgelegt. Nach Erreichen der Soll-Bandlänge wird Gesamtpaket zunächst mit dem Papierbogen umschlungen und dieser mit Klebeband fixiert, damit die Bandschlaufenlagen nicht auseinanderplatzen. Erst dann kann das Gesamtpaket aus dem Packschacht entnommen und in einem Verpackungsbehälter abgelegt werden. - Aus der US 6 321 512 B ist eine Anlage zur Verpacken eines in zickzackförmige Schlaufen gelegten flexiblen Bandes bekannt, bei der eine senkrecht zugeführte Materialbahn zunächst in einzelne Bänder geschnitten wird, die dann gemeinsam in Schlaufen gelegt und die Bandschlaufen gemeinsam senkrecht in einen übergestülpten Behälter eingebracht werden. Irgendwelche Hinweise darauf, dass mit der Anlage auf einer liegenden Auflageplatte eine Bandschlaufenlage vorbestimmbarer Grösse gebildet werden könnte, die dann überdies in einen Verpackungsbehälter übergeführt werden könnte, lassen sich nicht entnehmen.
- Aufgabe der Erfindung ist es, die eingangs genannte Anlage zu verbessern.
- Die Aufgabe wird gelöst durch die kennzeichnenden Merkmale des Anspruches 1. Dadurch, dass der Legevorrichtung eine Überführvorrichtung zugeordnet ist, mit der eine Bandschlaufenlage vorbestimmbarer Grösse herstellbar ist und die eine direkte oder indirekte Überführung der hergestellten Bandschlaufenlage in einen Verpackungsbehälter ermöglicht, wobei eine Speicher programmierbare Steuervorrichtung Komponenten der Anlage steuert, ist eine mindestens teilweise Automatisierung der Arbeitsabläufe ermöglicht.
- Vorteilhafte Ausgestaltungen der Anlage sind in den Ansprüchen 2 bis 18 beschrieben.
- Besonders vorteilhaft ist eine Ausbildung der Anlage nach Anspruch 2, sodass der Lege- und Verpackungsvorgang ohne Einsatz eines Bedieners vollautomatisch durchgeführt werden kann. Die Packungsdichte lässt sich mit einer Ausbildung der Anlage nach Anspruch 3 verbessern, da dann der Bereich der grössten Spannungen, der durch die Falten der Schlaufen gegeben ist, nicht auf den Randbereich der Bandschlaufenlage beschränkt ist, sondern benachbarte Falten versetzt zueinander angeordnet werden können, wodurch ein wesentlicher Spannungsabbau am Rand erreicht wird und eine dichtere Packung der Bandschlaufen möglich ist. Eine wesentliche Verbesserung der Packung ergibt sich durch die Ausbildung nach Anspruch 4, da die Länge des Bandes pro Packung gleichmässig auf die Bandschlaufenlagen verteilt werden kann und damit auch die einzelnen Bandschlaufenlagen jeweils eine gleichmässige Dichte aufweisen. Damit weist das so verpackte Band über seine ganze Länge gleich bleibende Eigenschaften wie eine gleichmässige Lagespannung auf, was einerseits eine bessere Ausnutzung des Verpackungsbehälters ermöglicht und andererseits insbesondere für die spätere Weiterverarbeitung des Bandes einheitliche Eigenschaften des Bandes gewährleistet. Insbesondere elastische Bänder können in dem Verpackungsbehälter gleichmässig zusammenschrumpfen, damit bleibt die Elastizität des Bandes über seine ganze Länge gleichmässig erhalten, da abschnittweise Restspannungen, welche Materialermüdungen und einen Elastizitäts-verlust zur Folge haben könnten, vermieden werden. So wird ein qualitativ hoch stehendes Endprodukt ermöglicht und dies alles bei reduziertem Personaleinsatz und erhöhter Leistung.
- Das in Schlaufen gelegte Band hat die Tendenz, sich im Faltbereich zu strecken, wodurch in der Bandschlaufenlage erhebliche Kräfte insbesondere im Faltbereich der Bandschlaufen auftreten, die einer geordneten Bandschlaufenlage entgegenwirken. Deshalb ist eine Ausgestaltung der Anlage nach Anspruch 5 von Vorteil, wonach die Legevorrichtung im Legebereich eine über die ganze Schlaufenlänge laufende Andruckleiste aufweist, die senkrecht zur Auflageplatte für die Bandschlaufenlage zustellbar und gegen die Kanten der Bandschlaufen pressbar ist und verhindert, dass die Schlaufen aufgehen. Vorzugsweise ist die Andruckleiste mit einem gesteuerten Antrieb ausgestattet, um diese während des Überführens der Bandschlaufenlage anzuheben und damit das Überführen zu erleichtern.
- Besonders zweckmässig ist eine Anlage nach Anspruch 7, wobei die Überführvorrichtung auf der Zuführseite des Bandes an der Legevorrichtung vorzugsweise fingerartig ausgebildete Stossglieder aufweist, die aus einer Ruhestellung, in der die Bandzufuhr nicht beeinträchtigt wird, in eine Arbeitsstellung verfahrbar ist, in der diese parallel zur Auflageplatte der Bandschlaufenanlage unter der Andruckleiste durchfahrbar sind und zwar soweit, bis auf der anderen Seite der Andruckleiste aus einer Ruhestellung Mitnehmer zwischen oder hinter die Bandschlaufenlagen einfahrbar sind, um die Bandschlaufenlage zu übernehmen und quer zur Schlaufenlage in eine Übernahmevorrichtung zu verfahren. Die Stossglieder können aus verschiedenen Positionen beispielsweise aus einer Ruhestellung unterhalb, seitlich oder hinter der Auflageplatte in die Arbeitsstellung eingefahren werden. Besonders bevorzugt ist jedoch die Ausbildung nach Anspruch 8, bei der die Stossglieder aus einer angehobenen Ruhstellung über der Auflageplatte vertikal nach unten in die Arbeitsstellung gebracht werden. Analoges gilt auch für die Mitnehmer hinter der Andruckleiste, deren Ruhestellungen ebenfalls die verschiedensten Positionen seitlich und unterhalb der Auflageplatte einnehmen können. Besonders bevorzugt ist hier die Ausbildung nach Anspruch 9, bei der die Mitnehmer fingerartig ausgebildet sind und aus einer oberen Ruhstellung senkrecht nach unten zwischen die Stossglieder einfahrbar sind. Damit ist die Bandschlaufenlage während der ganzen Überfahrbewegung unter ständiger Kontrolle, entweder der Stossglieder oder der Mitnehmerfinger.
- Es ist aber auch eine vereinfachte Lösung gemäss Anspruch 6 vorstellbar, bei der das Durchfahren der Stossglieder unter der Andruckleiste nicht erfolgt, sondern die Bandlegung fortlaufend erfolgt und die Bandschlaufenlagen hinter der Legevorrichtung mittels an einem Verschiebebalken angeordneten Stechem weitertransportiert werden. Hierzu können die Stecher zunächst aneinander liegend von oben zwischen zwei Bandschlaufen eingefahren und dann seitlich auseinander gefahren werden, um zwei Bandschlaufen zu trennen und die davor liegende Bandschlaufenlage zu überführen. Bei dieser Lösung muss das Bandlegen nicht unterbrochen werden, wodurch sich die Produktivität erhöht. Allerdings können mit dieser Verfahrensvariante nur sehr wenige einfache und unkritische Bänder verarbeitet werden.
- Dabei ist es von Vorteil, wenn die Anlage nach Anspruch 10 so ausgebildet ist, dass die Auflageplatte für die Bandschlaufenlage von der Legevorrichtung bis in die Übernahmevorrichtung längs des Verschiebeweges der Falten Bremsstreifen aufweist. Der geordneten Überführung dient auch die Ausbildung nach Anspruch 11, wonach über der Auflageplatte die Bandschlaufenlage führende, quer zur Schlaufenlage ausgerichtete Führungsleisten angeordnet sind. Gemäss Anspruch 12 kann in der Übernahmevorrichtung im Bereich zwischen den Falten mindestens ein federnd zurückweichendes Anschlagglied angeordnet sein, um sich in Übernahmerichtung vorwölbende Bandteile parallel zur Schlaufenlage zurückzudrängen bzw. auszurichten.
- In der Übernahmevorrichtung kann bereits ein Verpackungsbehälter angeordnet sein, um die Bandschlaufenlage aufzunehmen. Vorteilhafter ist jedoch eine Ausbildung nach Anspruch 13, wonach in der Übernahmevorrichtung eine Stapelvorrichtung für die Bandschlaufenlagen angeordnet ist. Dadurch können mehrere Bandschlaufenlagen übereinander liegend zu einem Stapel gebildet werden. Gemäss Anspruch 14 beinhaltet die Stapelvorrichtung eine als Anschlag für die zu übemehmende Bandschlaufenlage dienende Rückwand, einen auf die Dicke der Bandschlaufenlage absenkbaren Boden und einen bezüglich des Bodens einstellbaren Deckel, der mindestens als obere Führung für eine zu überführende Bandschlaufenlage dient. Gemäss Anspruch 15 dient der Deckel als obere Begrenzung des Stapels und ist zusätzlich parallel mit dem Boden verfahrbar. Das Stapeln der Bandschlaufenlagen wird erleichtert, wenn gemäss Anspruch 16 in der Übernahmevorrichtung ein zurückziehbarer Aufnahmeboden vorhanden ist, der vorzugsweise aus zwei gegenläufig zurückziehbaren Bodenhälften gebildet ist.
- Die Stapelvorrichtung der Anlage ist in vorteilhafter Weise nach Anspruch 17 in eine Packstation absenkbar, in der der Bandschlaufenstapel mittels eines Ausstossstempels aus der Stapelvorrichtung in einen zugeordneten Verpackungsbehälter ausstossbar ist. Ein besonders geeigneter Verpackungsbehälter ist in Anspruch 18 angegeben. Der Verpackungsbehälter enthält einen Boden mit drei angeformten Seitenwänden und auf der vierten Seite einen nach unten abklappbaren Seitenwandteil, so dass der Bandschlaufenstapel an dieser vierten Seite auf den Boden des Verpackungsbehälters aufschiebbar ist. Zum Abdecken der vierten Seite des gefüllten Verpackungsbehälters ist der Seitenwandteil nach oben klappbar. An der der vierten Seite gegenüber liegenden Seitenwand ist ein Deckel angelenkt, der einen die vierte Seite mindestens grösstenteils abdeckenden Randteil aufweist, so dass auch an der vierten Seite ein einwandfreier Abschluss der Packung gewährleistet ist.
- Ausführungsbeispiele der Erfindung werden nachfolgend anhand schematischer Zeichnungen näher beschrieben, dabei zeigen:
- Figur 1
- eine Legevorrichtung zur Bildung einer Lage aus einem zickzackförmig gelegten Band in schaubildlicher Darstellung;
- Figur 2
- die Legevorrichtung der Figur 1 in Ansicht von oben und im Ausschnitt;
- Figur 3
- eine Anlage zum Verpacken eines in zickzackförmige Schlaufen gelegten Bandes in schaubildlicher Darstellung;
- Figur 4
- die Anlage der Figur 3 in Ansicht von oben;
- Figur 5
- die Anlage der Figur 3 in Seitenansicht von links;
- Figur 6
- die Anlage der Figur 3 in Ansicht von hinten; und
- Figur 7
- einen Verpackungsbehälter für die Bandschlaufenlagen
- Figur 8
- eine weitere vereinfachte Anlage zum Verpacken, im Draufsicht;
- Figur 9
- die Anlage der Figur 8 im Vertikal Schnitt der Figur 8;
- Figur 10, 11
- die Anlage der Figur 8 in verschiedenen Stadien der Überführung.
- Die Figuren 1 und 2 zeigen eine aus der EP 0 778 236 A und der EP 0 062 753 B bekannte Legevorrichtung, die dazu dient, ein flexibles, insbesondere auch ein elastisch dehnbares Band 2 in paketartig hintereinander liegende zickzackförmige Schlaufen 2a zu falten, also eine Bandschlaufenlage 3 zu bilden.
- Das gefaltete Band 2 beziehungsweise dessen Schlaufen 2a weist dann geradlinige, parallel aneinander liegende Abschnitte sowie seitliche 180°-Kehren, das heisst Falten 2b auf. In Figur 2 sind die zickzackförmigen Schlaufen 2a aus Gründen der besseren Übersichtlichkeit etwas auseinander gezogen dargestellt; in der Praxis liegen sie aber dicht an dicht aneinander an. Dieses so gefaltete Band, das vorzugsweise ein Textilband ist, wird dann in der Textilindustrie weiter verarbeitet; es ermöglicht ein einfaches Abziehen in Richtung beliebiger Verarbeitungsmaschinen. Zudem können so gefaltete Bänder wesentlich kompakter aufbewahrt und verschickt werden, als dies zum Beispiel bei Spulen möglich wäre. Überdies ist es möglich, quasi endlose Bänder auf mehrere Verpackungsbehälter zu verteilen, wobei das Band von Verpackungsbehälter zu Verpackungsbehälter durchgehend weiterläuft, in dem das Ende des Bandes eines Verpackungsbehälters den Anfang eines neuen Verpackungsbehälters bildet.
- Die Legevorrichtung 1 ist in Figur 1 relativ detailliert dargestellt, im Folgenden werden jedoch nur die für die vorliegende Erfindung wesentlichen Bestandteile erläutert. Bezüglich der übrigen, hier nicht erläuterten Ausgestaltungsmerkmale wird an dieser Stelle in vollem Umfang auf die eingangs bereits genannten Druckschriften EP 0778236A und EP 0062753B verwiesen.
- Die Vorrichtung 1 weist eine Auflageplatte 4 für das zu faltende Band 2 beziehungsweise für die gefalteten zickzackförmigen Bandschlaufen 2a auf. Oberhalb der Auflageplatte 4 ist ein Legewagen 6 senkrecht zur Band-Einzugsrichtung X hin und her bewegbar angeordnet, siehe die Pfeile Y in Figur 2. Der Legewagen 6 weist zwei Legerollen 7 und 8 auf, die nebeneinander um zwei parallele Achsen drehbar gelagert sind. Die Drehachsen der Legerollen 7,8 verlaufen senkrecht zur Verschieberichtung Y des Legewagens 6 sowie senkrecht zur Band-Einzugsrichtung X. Zwischen den beiden Umfangsflächen der Legerollen 7,8 ist ein senkrechter Führungsspalt für das zu legende Band 2 gebildet; in diesen Führungsspalt läuft das zwischen zwei Führungsstäbe 10 einer Führungsvorrichtung 11 geführte Band 2 in Einzugsrichtung X ein. Das Band 2 befindet sich dabei in vertikaler, das heisst aufrechter Stellung. Der Spalt zwischen den Legerollen 7,8 ist derart bemessen, dass eine Reibungsmitnahme des Bandes 2 durch die Umfangsfläche jeweils einer der beiden Legerollen 7,8 erfolgt. Die Legerollen 7,8 sind jeweils gleichsinnig angetrieben, wobei der Drehsinn jeweils abhängig ist von der Verschieberichtung des Legewagens 6.
- Diese Abhängigkeit ist in Figur 2 veranschaulicht, wonach bei der Verschiebung des Legewagens 6 nach links (durchgezogener Pfeil Y) die Legerollen 7,8 rechts herum drehen (durchgezogener Pfeil W). Bei einer Verschiebung nach rechts (gestrichelter Pfeil Y) drehen die Legerollen 7,8 links herum (gestrichelter Pfeil W). Das Bandmaterial 2 wird hierdurch jeweils von der in Verschieberichtung hinteren Legerolle 7 beziehungsweise 8 durch Anlage mitgenommen und eingezogen und so weitertransportiert. Durch den beschriebenen Antrieb wird eine Bandlegung in regelmässigen zickzackförmigen Bandschlaufen 2a erreicht. Die Änderung der Drehrichtung W der Legerollen 7,8 erfolgt jeweils am Umkehrpunkt der Verschiebebewegung des Legewagens 6. Durch das Verlegen des Bandes 2 werden die gelegten Bandschlaufen paketartig weiter geschoben, das heisst in einer der Einzugsrichtung X entsprechenden Abführrichtung X' weiterbewegt.
- Um das relativ schnell einlaufende Band 2 im Verlegebereich hinter dem Legewagen 6 abzubremsen und so die Schlaufenbildung zu begünstigen, sind Bremsmittel vorgesehen, die die Längskanten des Bandes 2 mit einer Andruckkraft im Faltbereich beaufschlagen. Wesentlicher Bestandteil dieser Bremsmittel ist eine Andruckleiste 12, die im Bereich der Legerollen 7,8 an deren Band-Austrittsseite angeordnet ist und deren Länge mindestens gleich dem Bewegungsbereich des Legewagens 6 ist. Die Andruckleiste 12 verläuft hierbei parallel zur Verschieberichtung des Legewagens 6 und vorzugsweise oberhalb von diesem, so dass die Andruckleiste die obere Längskante des Bandes 2 beaufschlagt, indem sie mit ihrer dem Band zugekehrten, unteren Andruckfläche 14 das Band 2 etwas von oben nach unten drückt. Im dargestellten Ausführungsbeispiel wirkt die Andruckleiste 12 mit einer unteren, im Bereich der Auflageplatte 4 angeordneten Bremsleiste 16 zusammen, indem das Band beziehungsweise dessen zuletzt gelegte Schlaufe 2a zwischen der Bremsleiste 16 und der Andruckleiste 12 praktisch eingespannt wird.
- Wie aus Figur 2 hervorgeht, liegen die Falten 2b in der Regel in einer Reihe hintereinander. Um der durch die Falten gegebenen Expansionskraft der Bandschlaufenlage entgegen zu wirken, ist es vorteilhaft, wenn die Falten 2b nicht sämtliche in einer Reihe ausgerichtet sind, sondern jede zweite Falte 2c gegenüber der ersten Falte 2b zurückversetzt ist, wie dies gestricheft in Figur 2 angedeutet ist. Auch eine mehrfache Versetzung der Falten ist somit möglich.
- Die Andruckleiste 12 ist an beiden Enden an vertikalen Ständem 18 befestigt, die mittels Kolben/Zylinder-Aggregaten 20 und Spindeln 22 auf und ab verfahrbar sind. Die Kolben/Zylinder-Aggregate 20 dienen zum periodischen Abheben der Andruckleiste 12 beim Überführen einer Bandschlaufenlage 3 von der Legevorrichtung 1 in eine Übemahmevorrichtung 24, wie aus Figur 3 hervorgeht. Eine Stellvorrichtung 25 dient zur Einstellung der Grösse der Anpresskraft der Andruckleiste 12 auf die Bandschlaufen. Die Stellvorrichtung 25 weist einen Schrittmotor 25a auf, der über ein Getriebe 25b, beispielsweise ein Ketten- oder Zahnriemengetriebe mit der Spindel 22 zusammenwirkt, welche über ein Gewinde mit den Ständern 18 verbunden ist, sodass der Abstand der Ständer 18 zu den Kolben/Zylinder-Aggregaten 20 und dadurch die Pressung der Andruckleiste 12 an der Bandschlaufe veränderbar ist.
- Die Figuren 3 bis 6 beschreiben eine Anlage zum Verpacken von Bandschlaufenlagen, die in der Legevorrichtung 1 hergestellt werden und zum Verpacken an die Übemahmevorrichtung 24 überführt werden. Die Überführvorrichtung 26 weist auf der Zuführseite des Bandes 2 an der Legevorrichtung 1 fingerartige Stossglieder 28 auf, die aus einer angehobenen Ruhestellung in eine in Figur 3 dargestellte Arbeitsstellung absenkbar sind, in der sie parallel zur Auflageplatte der Bandschlaufenlage liegen. Die fingerartigen Stossglieder 28 sind an einem Ausleger 30 befestigt, der mittels eines Schlittens 32 an einer vertikalen Führung 34 aus der dargestellten Arbeitsstellung in eine vertikal angehobene Ruhestellung verfahrbar sind, in der sie das Zuführen des Bandes 2 in der Legevorrichtung 1 nicht behindert. Zum Verfahren in vertikaler Richtung dient zum Beispiel ein Kolben/Zylinder-Aggregat 36, dessen Kolbenstange 38 mit dem Ausleger verbunden ist. Ein Kolben/Zylinder-Aggregat 40 dient zum Verfahren der Stossglieder 28 unter der Andruckleiste 12 durch, wozu an der vertikalen Führung 34 ein Schlitten 39 angeordnet ist, der längs einer Schiene 41 verschiebbar ist. Dadurch wird die Bandschlaufentage 3 in Richtung der Übemahmevorrichtung 24 vorgeschoben. In der vorgeschobenen Stellung weist die Überführvorrichtung 26 vertikal ausgerichtete Mitnehmerfinger 42 auf, die aus der in Figur 3 dargestellten Ruhestellung gegen die Auflageplatte 4 absenkbar sind und dort zwischen die Stossglieder 28 einfahrbar sind, um die Bandschlaufenlage übernehmend quer zur Schlaufenlage in die Übernahmevorrichtung 24 zu verfahren. Die Mitnehmerfinger 42 sind analog den Stossgliedern 28 an einem Ausleger 44 befestigt, der mittels eines Schlittens 46 an einer vertikalen Führung 48 verfahrbar ist. Ein Kolben/Zylinder-Aggregat 50 ist mittels einer Klobenstange 52 mit dem Ausleger 44 verbunden und dient zum vertikalen Verfahren der Mitnehmerfinger 42 aus der Ruhestellung in die Arbeitsstellung. Ein Kolben/Zylinder-Aggregat 54 dient zum Verschieben der einen Schlitten 55 aufweisenden vertikalen Führung 48 längs der horizontalen Schiene 41.
- Zur Verbesserung der Überführung der Bandschlaufenlage 3 sind längs des Verschiebeweges in die Übemahmevorrichtung an der Auflageplatte 4 und in der Übernahmevorrichtung 24 Bremsstreifen 56 im Verschiebeweg der Falten der Bandschlaufenlage angeordnet. Solche Bremsstreifen können beispielsweise durch eine Aufrauung der Auflageplatte 4 oder durch Aufkleben rauer Streifen gebildet sein. Beidseits der Bandschlaufenlage dienen Führungsleisten 58 und über der Bandschlaufenlage Führungsleisten 60 zur geordneten Überführung der Bandschlaufenlage in die Übemahmevorrichtung 24. In der Übemahmevorrichtung 24 sind im Bereich zwischen den Falten der Bandschlaufenlage federnd zurückweichende Anschlagglieder 62 angeordnet, um sich in Übernahmerichtung vorwölbende Bandteile parallel zur Schlaufenlage auszurichten.
- Die Übemahmevorrichtung 24 ist als Stapelvorrichtung für die Bandschlaufenlagen ausgebildet. Die Stapelvorrichtung weist eine als Anschlag für die zu übernehmende Bandschlaufenlage dienende Rückwand 64 auf, ferner einen um die Dicke der Bandschlaufenlage stufenweise absenkbaren Boden 66 und einen bezüglich des Bodens und der Dicke der Bandschlaufenlage und damit der Breite des Bandes einstellbaren Deckel 68, welcher mindestens als obere Führung für eine zu überführende Bandschlaufenlage dient.
- Der Deckel 68 ist an einem Ausleger 70 über Führungsstangen 72 höhenverstellbar befestigt. Ein Antrieb 74, zum Beispiel ein Kolben/Zylinder-Aggregat 74 dient einerseits zum Zustellen des Deckels 68 als obere Führung der Bandschlaufenlage bei der Überführung von der Legevorrichtung und andererseits zum Absenken des Deckels 68 synchron mit dem Boden 66 beim Absenken der Stapelvorrichtung. Der Boden 66 ist an der Rückwand 64 befestigt und mit dieser absenkbar. Hierzu ist die Rückwand 64 über einen Gewindeteil 76 mit einer Spindel 78 verbunden, die von einem Getriebemotor 80 angetrieben wird. Dadurch ist der Boden 66 jeweils um die Dicke einer Bandschlaufenlage absenkbar, so dass mehrere Bandschlaufenlagen übereinander gestapelt werden können. Hierzu ist in der Übernahmevorrichtung ein die Auflageplatte 4 über der Stapelvorrichtung verlängerbarer Aufnahmeboden 82 vorhanden, der aus zwei gegenläufig zurückziehbaren Bodenteilen 84 gebildet ist, die jeweils mittels eines Antriebes 86, zum Beispiel eines Kolben/Zylinder-Aggregates, aus dem Stapelbereich seitlich ausfahrbar sind, um eine aufgenommene Bandschlaufenlage auf dem Stapel abzusetzen.
- Die Stapelvorrichtung 24 ist in eine Packstation absenkbar, in der der Bandschlaufenlagenstapel mittels eines Ausstossstempels 88 aus der Stapelvorrichtung in einen seitlich zugeordneten Verpackungsbehälter 90 ausstossbar ist. Der Ausstossstempel 88 ist an einem Arm 92 befestigt, der mittels eines Schlittens 94 längs einer Schiene 96 verfahrbar ist. Ein Kolben/Zylinder-Aggregat 98 dient zum Verschieben des Stempels.
- Der Verpackungsbehälter 90 ist auf einem Träger 100 angeordnet, der mittels eines Schlittens 102 längs der Schiene 96 gegen die Stapelvorrichtung zustellbar ist. Zum Antrieb dient eine Kolben/Zylinder-Aggregat 104. Der Träger 100 enthält Anschläge 106 zum Ausrichten des Verpackungsbehälters 90 bezüglich der Stapelvorrichtung 24.
- Die Figur 7 zeigt einen bevorzugten Verpackungsbehälter 90 zur Aufnahme eines Stapels aus Bandschlaufenlagen. Der Verpackungsbehälter 90, der vorzugsweise aus Karton besteht, enthält einen Boden 108 mit drei angeformten Seitenwänden 110,112,114. An der der Einführung des Bandschlaufenpaketes dienenden vierten Seite ist ein nach unten abklappbarer Seitenwandteil 116 mit seitlichen Faltelementen 117 angeordnet. An der gegenüberliegenden Seitenwand 112 ist ein Deckel 118 angelenkt, der einen die vierte Seite 116 mindestens grösstenteils abdeckenden Randteil 120 aufweist, der durch verlaufende Seitenteile 122 des Deckels 118 gestützt ist. Diese Ausbildung ermöglicht einerseits eine einwandfreie Überführung des Bandschlaufenpaketes in den Verpackungsbehälter 90 und andererseits einen sicheren Verschluss des Verpackungsbehälters nach Aufnahme des Bandschlaufenpaketes.
- Die vorstehend beschriebenen Antriebselemente wie Schrittschaltmotoren und Kolben/Zylinder-Aggregate sind zwar im Einzelnen bevorzugte Antriebselemente, es sind aber auch durchaus andere Ausgestaltungen der Antriebe möglich.
- Eine nicht näher dargestellte Speicher programmierbare Steuervorrichtung mit Mikroprozessoren dient zur abgestimmten Steuerung der Bewegungsabläufe und Einstellungen der verschiedenen Komponenten der Anlage, um mindestens teilautomatische, vorzugsweise jedoch vollautomatische Arbeitsabläufe zu erzielen. lnsbesondere ist es möglich an der Steuervorrichtung die beim Faltvorgang gewünschte Länge der Bandschlaufen 2a einzustellen, wie dies in Figur 2 angedeutet ist. So ist es möglich, von Bandschlaufe zu Bandschlaufe abwechselnd verschieden lange Bandschlaufen zu erzeugen, sodass die Falten 2b, 2c der aufeinander folgenden Bandschlaufen 2a seitlich versetzt sind, wodurch eine dichtere Packung der Bandschlaufen möglich ist. An der Steuervorrichtung kann auch eingestellt werden, wie lange das in einer Packung zu verpackende Band sein soll und dass diese Länge gleichmässig auf alle Bandschlaufenlagen der Packung zu verteilen ist. Damit wird nicht nur eine optimale Verpackung erzielt sondern auch eine über die ganze Packung gleichmässige Dichte der Bandschlaufen, wodurch eine über die ganze Packung gleichmässige Qualität des gepackten Bandes erreicht wird. Die erzielbaren Verbesserungen werden bei gleichzeitiger Leistungssteigerung und reduziertem Personaleinsatz erreicht.
- Die Figuren 8 bis 11 zeigen eine weitere vereinfachte Ausführungsform einer Anlage zum Verpacken eines in zickzackförmige Schlaufen gelegten flexiblen Bandes 2 in schematischer Darstellung. Für Merkmale, die mit jenen der Anlage der Figuren 1 bis 7 gleich sind werden die gleichen Bezugszeichen verwendet. Die schematisch dargestellte Legevorrichtung 1 entspricht jener der Figuren 1 bis 6.
- Die der Legevorrichtung 1 nachgeschaltete Überführvorrichtung 26a weist einen den Legebereich übergreifenden Verschiebebalken 124 auf, der beidseits des Legebereiches an Linearführungen 126 mittels eines Antriebes 128, beispielsweise eines mit einem Lineargetriebe verbundenen Schrittmotors, in X-Richtung verfahrbar angeordnet ist. Der Verschiebebalken trägt zwei Stecher 130,132, die jeweils mittels eines Antriebes 134 gegen die Bandschlaufenlage 3 ein- und ausfahrbar und mittels Schlitten 136,138 längs des Verschiebebalkens 124 verfahrbar sind. Als Antriebe 134 für die Stecher dienen beispielsweise Kolben/Zylinder-Aggregate 140, deren Kolbenstangen als Stecher 130,132 ausgebildet sind. Die Schlitten 136,138 sind mittels eines weiteren Antriebes 142, beispielsweise eines umlaufenden Zugorganes aus einer zentralen Mittelstellung über dem Legebereich beziehungsweise der Bandschlaufenlage gegenläufig in Y-Richtung also quer zur Verschieberichtung des Verschiebebalkens 124 verfahrbar.
- Diese Anlage nach den Figuren 8 bis 11 benötigt keine Stossglieder zum Durchstossen einer Bandschlaufenlage unter der Andruckleiste, sondern funktioniert wie folgt.
- In die an der Legevorrichtung 1 austretende Bandschlaufenlage 3 wird an vorbestimmter Stelle zunächst ein Stecher 130 zwischen eine Bandschlaufe 2a eingefahren und der Verschiebebalken 124 um einen Betrag soweit in X-Richtung vorgefahren bis die Bandschlaufe geöffnet ist. Dann wird der erste Stecher 130 wieder angehoben und beide Stecher 130,132 in zentraler Stellung in die geöffnete Bandschlaufe 2a eingefahren und gegeneinander in Y-Richtung auseinander gefahren bis sie einen Abstand vom Rand der Bandschlaufenlage haben, der etwa einem Viertel der Breite der Bandschlaufenlage entspricht, wie dies in Figur 10 gezeigt ist, wodurch die Trennung der Bandschlaufe abgeschlossen ist. Der Verschiebebalken 124 wird bei abgesenkten Stechem 130,132 in X-Richtung soweit verfahren, bis die abgetrennte Bandschlaufenlage die Stapelvorrichtung 144 der Übergabevorrichtung erreicht hat. Dann werden die Stecher 130,132 angehoben und der Verschiebebalken in die Ausgangsstellung für das Überführen einer weiteren Bandschlaufenlage zurückgefahren.
- Das Abtrennen und Überführen der Bandschlaufenlage kann bei unterbrochener vor zugsweise jedoch fortlaufender Schlaufenlegung der Legevorrichtung erfolgen.
-
- 1
- Legevorrichtung
- 2
- Band
- 2a
- Schlaufe
- 2b
- Falte
- 2c
- Falte zurückgesetzt
- 3
- Bandschlaufenlage
- 4
- Auflageplatte
- 6
- Legewagen
- 7
- Legerolle
- 8
- Legerolle
- 10
- Führungsstab
- 11
- Führungsvorrichtung
- 12
- Andruckleiste
- 14
- Andruckfläche
- 16
- Bremsleiste
- 18
- Ständer
- 20
- Kolben/Zylinder-Aggregat
- 22
- Spindeln
- 24
- Übemahmevorrichtung
- 25
- Stellvorrichtung
- 25a
- Schrittmotor
- 25b
- Getriebe
- 26
- Überführvorrichtung
- 26a
- Überführvorrichtung
- 28
- Stossglieder
- 30
- Ausleger
- 32
- Schlitten
- 34
- vertikale Führung
- 36
- Kloben/Zylinder-Aggregat
- 38
- Kolbenstange
- 39
- Schlitten
- 40
- Kolben/Zylinder-Aggregat
- 41
- Schiene
- 42
- Mitnehmerfinger
- 44
- Ausleger
- 46
- Schlitten
- 48
- vertikale Führung
- 50
- Kolben/Zylinder-Aggregat
- 52
- Kolbenstange
- 54
- Kolben/Zylinder-Aggregat
- 55
- Schlitten
- 56
- Bremsstreifen
- 58
- Führungsleiste seitlich
- 60
- Führungsleisten
- 62
- Anschlagglied
- 64
- Rückwand
- 66
- Boden
- 68
- Deckel
- 70
- Ausleger
- 72
- Führungsstange
- 74
- Kloben/Zylinder-Aggregat
- 76
- Gewindeteil
- 78
- Spindel
- 80
- Getriebemotor
- 82
- Aufnahmeboden
- 84
- Bodenteil
- 86
- Antrieb
- 88
- Ausstossstempel
- 90
- Verpackungsbehälter
- 92
- Arm
- 94
- Schlitten
- 96
- Schiene
- 98
- Kolben/Zylinder-Aggregat
- 100
- Träger
- 102
- Schlitten
- 104
- Kolben/Zylinder-Aggregat
- 106
- Anschlag
- 108
- Boden
- 110
- Seiten
- 112
- Seiten
- 114
- Seiten
- 116
- Seitenwandteil
- 117
- Faltelement
- 118
- Deckel
- 120
- Randteil
- 122
- Seitenteile
- 124
- Verschiebebalken
- 126
- Linearführung
- 128
- Antrieb
- 130
- Stecher
- 132
- Stecher
- 134
- Antrieb
- 136
- Schlitten
- 138
- Schlitten
- 140
- Kolben/Zylinder-Aggregat
- 142
- Antrieb
- 144
- Stapelvorrichtung
Claims (18)
- Anlage zum Verpacken eines in zickzackförmige Schlaufen gelegten flexiblen Bandes, insbesondere eines Textilbandes, mit einer über einer liegenden Auflageplatte (4) angeordneten Legevorrichtung (1), welche einen hin und her bewegbaren Legewagen (6) enthält, der zwei mit zueinander parallelen Achsen nebeneinander angeordnete, gleichsinnig rotierend angetriebene Legerollen (7,8) aufweist, zwischen denen ein einzelnes Band (2) von einer Zuführseite (10) her einziehbar und durch die zur Band-Einzugsrichtung (X) senkrechte Hin- und Herbewegung des Legewagens (6) faltbar sowie in einer der Einzugsrichtung (X) entsprechenden Abführrichtung (X') unter der Andruckleiste (12) weiterbewegbar ist, dadurch gekennzeichnet, dass der Legevorrichtung (1) eine Überführvorrichtung (26, 26a) zur Bildung einer Bandschlaufenlage (3) vorbestimmbarer Grösse und zum direkten oder indirekten Überführen der Bandschlaufenlage (3) in einen Verpackungsbehälter (90) zugeordnet ist, wobei eine Speicher programmierbare Steuervorrichtung für Komponenten der Anlage vorhanden ist.
- Anlage nach Anspruch 1, dadurch gekennzeichnet, dass die Steuervorrichtung zur vollautomatischen Steuerung der Anlage ausgebildet ist.
- Anlage nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Länge der Bandschlaufen von Bandschlaufe zu Bandschlaufe in wechselnder Grösse an der Steuervorrichtung einstellbar ist.
- Anlage nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Länge des Bandes pro Bandschlaufenlage an der Steuervorrichtung einstellbar ist, wobei bei mehrlagigen Packungen die Gesamtlänge des Bandes der Packung vorzugsweise gleichmässig auf alle Lagen verteilbar ist.
- Anlage nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Legevorrichtung (1) im Legebereich eine über die ganze Schlaufenlänge reichende Andruckleiste (12) aufweist, die senkrecht zu einer Auflageplatte (4) für die Bandschlaufenlage (3) zustellbar und gegen die Kanten der Bandschlaufen (2a) mit einstellbarer Grösse pressbar ist und die vorzugsweise mit einem steuerbaren Antrieb (20,22) zum Abheben während des Überführens ausgestattet ist.
- Anlage nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Überführvorrichtung (26a) hinter der Legevorrichtung (1) angeordnete Stecher (130,132) aufweist, die an einem Verschiebebalken (124) angeordnet sind und von oben zwischen zwei Bandschlaufen (2a) einfahrbar und seitlich auseinanderfahrbar angeordnet sind, um zwei Bandschlaufen zu trennen und die davor liegende Bandschlaufenlage (3) zu überführen.
- Anlage nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Überführvorrichtung (26) auf der Zuführseite des Bandes (2) an der Legevorrichtung (1) vorzugsweise fingerartige Stossglieder (28) aufweist, die aus einer den Bandlauf nicht beeinträchtigenden Ruhestellung in eine Arbeitsstellung ausfahrbar sind, in der sie parallel zur Auflageplatte (4) der Bandschlaufenlage (3) unter der Andruckleiste (12) soweit durchfahrbar sind, bis auf der anderen Seite der Andruckleiste (12) aus einer Ruhestellung Mitnehmer (42) zwischen oder hinter die Bandschlaufenlage einfahrbar sind, um die Bandschlaufenlage (3) mittels der Mitnehmer quer zur Schlaufenlage in eine Übemahmevorrichtung (24) zu verfahren.
- Anlage nach Anspruch 7, dadurch gekennzeichnet, dass die Stossgtieder (28) aus einer angehobenen Ruhestellung Ober der Auflageplatte (4) vertikal in die Arbeitsstellung absenkbar sind.
- Anlage nach Anspruch 7, dadurch gekennzeichnet, dass die Mitnehmer (42) fingerartig ausgebildet sind und aus einer oberen Ruhstetlung senkrecht nach unten zwischen die Stossglieder (28) einfahrbar sind.
- Anlage nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Auflageplatte (4) von der Legevorrichtung (1) bis in die Übemahmevorrichtung (24) längs des Verschiebeweges der Falten (2b, 2c) der Bandschlaufen (2a) Bremsstreifen (56) aufweist.
- Anlage nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass über der Auflageplatte (4) die Bandschlaufenlage (3) führende, quer zur Schlaufenlage ausgerichtete Führungsleisten (60) angeordnet sind.
- Anlage nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass in der Übernahmevorrichtung (24) im Bereich zwischen den Falten (2b, 2c) mindestens ein federnd zurückweichendes Anschlagglied (62) angeordnet ist, um sich in Übernahmerichtung vorwölbende Bandteile parallel zur Schlaufenlage (3a) auszurichten.
- Anlage nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die Übemahmevorrichtung (24) als Stapelvorrichtung für die Bandschlaufenlagen (3) ausgebildet ist.
- Anlage nach Anspruch 13, dadurch gekennzeichnet, dass die Stapelvorrichtung (24) eine als Anschlag für die zu übernehmenden Bandschlaufenlagen (3) dienende Rückwand (64), einen um die Dicke der Bandschfaufentagen (3) absenkbaren Boden (66) und einen bezüglich des Bodens (66) einstellbaren Deckel (68) aufweist, welcher mindestens als obere Führung für eine zu überführende Bandschlaufenlage (3) dient.
- Anlage nach Anspruch 14, dadurch gekennzeichnet, dass der Deckel (68) als obere Begrenzung des Stapels parallel mit dem Boden (66) verfahrbar ist.
- Anlage nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass sie in der Übernahmevorrichtung (24) einen in der Bodenebene zurückziehbaren Aufnahmeboden (82) aufweist, der vorzugsweise aus zwei gegenläufig seitlich zurückziehbaren Bodenhälften (84) besteht.
- Anlage nach einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, dass die Stapelvorrichtung (24) in eine Packstation absenkbar ist, in der der Bandschlaufenstapel mittels eines Ausstossstempels (88) aus der Stapelvorrichtung (24) in einen zugeordneten Verpackungsbehälter (90) ausstossbar ist.
- Anlage nach einem der Ansprüche 1 bis 17 in kombination mit einem Verpackungs behälten, dadurch gekennzeichnet, dass der Verpackungsbehälter (90) einen Boden (108) mit drei angeformten Seitenwänden (110, 112, 114) aufweist, wobei die der Einführung des Bandschlaufenpaketes dienende vierte Seite einen nach unten abklappbaren Seitenwandteil (116) aufweist und an der gegenüberliegenden Seitenwand ein Deckel (118) angelenkt ist, der einen die vierte Seite mindestens grösstenteils abdeckenden Randteil (120) aufweist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH11092002 | 2002-06-27 | ||
| CH110902 | 2002-06-27 | ||
| PCT/CH2003/000387 WO2004002833A1 (de) | 2002-06-27 | 2003-06-16 | Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1515894A1 EP1515894A1 (de) | 2005-03-23 |
| EP1515894B1 true EP1515894B1 (de) | 2006-03-01 |
Family
ID=29783975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03727120A Expired - Lifetime EP1515894B1 (de) | 2002-06-27 | 2003-06-16 | Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7127871B2 (de) |
| EP (1) | EP1515894B1 (de) |
| JP (1) | JP2005535519A (de) |
| CN (1) | CN100364861C (de) |
| AT (1) | ATE318760T1 (de) |
| AU (1) | AU2003233903A1 (de) |
| BR (1) | BR0312207B1 (de) |
| DE (1) | DE50302528D1 (de) |
| ES (1) | ES2257669T3 (de) |
| WO (1) | WO2004002833A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102030221A (zh) * | 2010-11-19 | 2011-04-27 | 天津赛象科技股份有限公司 | 摆片叠片称量及升降装置以及其控制方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110206897A1 (en) * | 2010-02-19 | 2011-08-25 | Knapp Kenneth D | Lapped rolls of insulation and process for manufacturing same |
| CN104071400B (zh) * | 2014-07-22 | 2016-02-24 | 广东海洋大学 | 网衣打包机 |
| CN104608971B (zh) * | 2015-01-27 | 2019-06-14 | 东阳市沃特塑胶有限公司 | 一种波纹管自动包装机 |
| WO2017023969A1 (en) * | 2015-08-05 | 2017-02-09 | Electric Motion Company, Inc. | Locatable duct tracer wire bonding connector |
| CN111847048A (zh) * | 2020-07-07 | 2020-10-30 | 林菊香 | 一种用于纺织的自动码布机 |
| CN116281372B (zh) * | 2023-04-13 | 2025-01-17 | 江苏忠义工索具有限公司 | 一种全自动色带绕带机及其方法 |
| CN116395224B (zh) * | 2023-05-31 | 2023-09-05 | 南昌汇恒自动化技术有限公司 | 一种输液器拉管与缠绕机构 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3707063A (en) * | 1971-03-17 | 1972-12-26 | Christie Mfg Co | Apparatus for packaging ribbon-like material |
| US3942300A (en) * | 1974-04-08 | 1976-03-09 | Dufaylite Developments Limited | Apparatus for lapping a continuous length of honeycomb material |
| US3868809A (en) * | 1974-04-15 | 1975-03-04 | Woodrow W Bledsoe | Fiber baling apparatus |
| DE3114395C2 (de) | 1981-04-09 | 1983-04-28 | Hans 5600 Wuppertal Affüpper | Vorrichtung zum zickzackförmigen Falten in Schlaufen eines kontinuierlich zugeführten, flexiblen Bandes |
| JPS5926861A (ja) * | 1982-07-31 | 1984-02-13 | Orion Kikai Kogyo Kk | テイシユ−製品の分別搬送装置 |
| DE3334111A1 (de) * | 1983-09-21 | 1985-03-28 | Ernst Roederstein Spezialfabrik für Kondensatoren GmbH, 8300 Landshut | Vorrichtung zur harmonikaartigen verpackung gegurteter bauelemente |
| US4573958A (en) * | 1984-05-08 | 1986-03-04 | Biesinger Peter J | Cuttling machine for continuous input of web |
| GB8427394D0 (en) * | 1984-10-30 | 1984-12-05 | Jeffrey P | Forming and packaging articles |
| DE3444897A1 (de) * | 1984-12-08 | 1986-06-12 | Bayer Ag, 5090 Leverkusen | Mineralwollegebinde und verfahren zu dessen herstellung |
| DE29519515U1 (de) | 1995-12-09 | 1996-01-25 | Hans Affüpper, Textilmaschinenbau GmbH, 42289 Wuppertal | Vorrichtung zum Falten eines Bandmaterials in Zickzack-Schlaufen |
| US6321512B1 (en) * | 1999-03-08 | 2001-11-27 | Bki Holding Corporation | Method of packaging a strip of material |
| US6305146B1 (en) * | 1999-03-09 | 2001-10-23 | Jensen Ag Burgdorf | Process for the final folding and subsequent storage of a piece of linen and final folding means |
| CN2483365Y (zh) * | 2001-05-21 | 2002-03-27 | 马镇鑫 | 一种塑料膜的折叠式收取装置 |
-
2003
- 2003-06-16 BR BRPI0312207-7A patent/BR0312207B1/pt not_active IP Right Cessation
- 2003-06-16 US US10/521,303 patent/US7127871B2/en not_active Expired - Fee Related
- 2003-06-16 JP JP2004516400A patent/JP2005535519A/ja active Pending
- 2003-06-16 WO PCT/CH2003/000387 patent/WO2004002833A1/de not_active Ceased
- 2003-06-16 EP EP03727120A patent/EP1515894B1/de not_active Expired - Lifetime
- 2003-06-16 DE DE50302528T patent/DE50302528D1/de not_active Expired - Fee Related
- 2003-06-16 AT AT03727120T patent/ATE318760T1/de not_active IP Right Cessation
- 2003-06-16 AU AU2003233903A patent/AU2003233903A1/en not_active Abandoned
- 2003-06-16 ES ES03727120T patent/ES2257669T3/es not_active Expired - Lifetime
- 2003-06-16 CN CNB038150964A patent/CN100364861C/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102030221A (zh) * | 2010-11-19 | 2011-04-27 | 天津赛象科技股份有限公司 | 摆片叠片称量及升降装置以及其控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1665717A (zh) | 2005-09-07 |
| WO2004002833A1 (de) | 2004-01-08 |
| AU2003233903A1 (en) | 2004-01-19 |
| US20050235601A1 (en) | 2005-10-27 |
| JP2005535519A (ja) | 2005-11-24 |
| BR0312207B1 (pt) | 2012-07-24 |
| CN100364861C (zh) | 2008-01-30 |
| US7127871B2 (en) | 2006-10-31 |
| BR0312207A (pt) | 2005-04-12 |
| ES2257669T3 (es) | 2006-08-01 |
| EP1515894A1 (de) | 2005-03-23 |
| DE50302528D1 (de) | 2006-04-27 |
| ATE318760T1 (de) | 2006-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3119657C2 (de) | Verfahren und Maschine zur Herstellung von Verpackungseinheiten | |
| DE68902074T2 (de) | Vorrichtung und verfahren zum ausbreiten der deckfolie einer verpackung. | |
| DE69015497T2 (de) | Verfahren und Maschine zum Banderolieren einer palettisierten Ladung. | |
| EP0189090B1 (de) | Vorrichtung zum Falzen von Materialbahnen | |
| DE19860018A1 (de) | Verpackungsautomat zur Konfektionierung von Produkten | |
| DE2827540B1 (de) | Stapelvorrichtung fuer Faltschachteln | |
| DE69702274T2 (de) | Vorrichtung zum Sammeln und Stapeln von Schichtwerkstoffen, und ein Stapelverfahren | |
| DE3836214C2 (de) | ||
| DE2713135C2 (de) | Vorrichtung zum selbsttätigen Verladen von Säcken | |
| EP0278120B1 (de) | Zickzack-Falzapparat | |
| DE3883668T2 (de) | Verpackungsmachine zum kontinuierlichen Verpacken individueller Produkte oder Gruppen von sich überlappenden Produkten mit wechselnder Höhe. | |
| DE3421915A1 (de) | Verfahren und vorrichtung zum aufbauen und handhaben von stapeln aus bahnmaterial | |
| CH647735A5 (de) | Verfahren zur herstellung von stapeln aus gefalzten druckbogen und vorrichtung zur durchfuehrung des verfahrens. | |
| DE69301973T2 (de) | Vorrichtung zum Zuführen und Schneiden einer Folie zum Einwickeln von Gegenständen in einer Verpackungsmaschine | |
| CH680363A5 (de) | ||
| EP1515894B1 (de) | Anlage zum verpacken eines in zickzackförmige schlaufen gelegten flexiblen bandes, insbesondere eines textilbandes | |
| EP0872443B1 (de) | Vorrichtung zur Bildung eines sich senkrecht zu den stehend aneinandergereihten Druckbogen erstreckenden Teilstapels | |
| DE19541792A1 (de) | Einrichtung zur Hilfsstapelbildung beim Nonstopstapelwechsel im Ausleger einer Druckmaschine | |
| DE69900525T2 (de) | Vorrichtung und Verfahren zum Entfernen des Verpackungsmaterials von einer Materialbahnrolle | |
| EP2202158A1 (de) | Umreifungsvorrichtung und Verfahren zum Betrieb davon | |
| DE2729964A1 (de) | Verfahren und vorrichtung zum automatischen einschlagen einer mit ware gefuellten schale in eine plastikfolie | |
| EP2112069B1 (de) | Verfahren und Vorrichtung zum Verpacken von portionierten Produkten in einem Einwickler | |
| EP1575831B1 (de) | Vorrichtung und verfahren zur verpackung von gebinden, insbesondere flaschengebinden | |
| EP0563649B1 (de) | Verfahren und Vorrichtung zur Bildung einer geschlossenen Umhüllung um einen Gegenstand | |
| EP0741101A2 (de) | Verfahren zum Trennen von Heftlagenpaketen in Staplern und Stapler zum Durchführen des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041129 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TEXTILMA AG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENTANWALTSBUERO |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50302528 Country of ref document: DE Date of ref document: 20060427 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060801 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2257669 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20061204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060616 |
|
| BERE | Be: lapsed |
Owner name: TEXTILMA A.G. Effective date: 20060630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060902 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080627 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080613 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080620 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE VSP;ZWAENGIWEG 7;8038 ZUERICH (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090620 Year of fee payment: 7 Ref country code: TR Payment date: 20090526 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090617 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090622 Year of fee payment: 7 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090616 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090616 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090617 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100616 |