EP0564971A2 - Dispositif et procédé pour fabriquer une pile d'articles - Google Patents
Dispositif et procédé pour fabriquer une pile d'articles Download PDFInfo
- Publication number
- EP0564971A2 EP0564971A2 EP93105325A EP93105325A EP0564971A2 EP 0564971 A2 EP0564971 A2 EP 0564971A2 EP 93105325 A EP93105325 A EP 93105325A EP 93105325 A EP93105325 A EP 93105325A EP 0564971 A2 EP0564971 A2 EP 0564971A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- hood
- spreading
- rollers
- goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/13—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state
- B65B9/135—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the preformed tubular webs being supplied in a flattened state for palletised loads
Definitions
- the invention relates to a device for forming a stack of goods by connecting and wrapping a stack formed on a base, in particular from a plurality of objects, by means of stretch film with a stretch film hose pull-off device, a spreading device downstream of this for spreading the free hose end, a separating and welding device for severing a hose section and forming a stretch hood and with a hood covering device which has at least four spreading fingers which can be moved in the horizontal and vertical directions and which receive the hood folded together in the four corner regions in a bellows-like manner, with each spreading finger being assigned on the outside a drive roller which is adjustable relative to the respective spreading finger, by means of which the hood is brought into the bellows-like position and is stretched when pulled over by relative movement in the vertical pulling direction, the respective spreading finger and di e assigned drive roller are arranged on a common vertically movable carriage.
- the invention also relates to a method with a generic device.
- the known device does not yet function properly when the hood edges are folded up like a bellows before being pulled over, and in particular when pulled apart during pulling and when stretching at the same time in the vertical direction.
- the side edges are folded like a bellows, uncontrolled overlaps of the hood side edges in the area of the outer surfaces of the spreading fingers can occur, which when the cover is pulled or pulled apart, and in particular also when the hood is pulled vertically over the stack of goods, leads to the hood tears especially in the corner areas, so that no perfect packaging can be formed. This is due both to different stretching forces in the hood and to the overlapping of the folded edge areas.
- a disadvantage of the known device is that it can be adapted to different good stack base sizes is only possible with great effort, since this requires a manual setting of the corresponding elements.
- the object of the invention is to provide a solution with which a perfect wrapping of the stack of goods with a stretch film hood is made possible, in addition to which a simple adaptation to different stack sizes of the stack should also be possible.
- each spreading finger is provided with a recess in which two rollers arranged one above the other are rotatably mounted, the rollers projecting in regions on the side facing the hood and the drive wheel opposite the spreading finger surface and the drive wheel is in contact with the rollers in the inwardly moved position with the interposition of the film hood.
- the design of the spreading fingers ensures that the drive wheels when the bellows are folded together like the side edges of the hood and also when the hood is stretched vertically while being pulled over by applying a corresponding relative movement in the vertical direction by the drive wheels, there is a flat contact between the drive wheel and the respective hood surface, so that uneven stretching and in particular an overlap of the folded edges is reliably avoided.
- the hood is inevitably guided by the formation of the rollers on the spreading fingers so that a corresponding flat contact with the respective drive roller is guaranteed.
- the rollers are arranged symmetrically to a horizontal plane containing the axis of rotation of the drive wheel. This configuration additionally ensures that when the drive wheel is moved radially inward in the direction of the respective spreading finger, the drive wheel is appropriately centered, ie this is automatically arranged symmetrically with respect to the two rollers of the spreading finger in question, so that a perfect contact and thus a flat contact of the film tube edge is guaranteed.
- the invention also advantageously provides that at least two rollers are arranged side by side in the recess. This makes it possible to provide a correspondingly larger contact surface for the film hood.
- the spreading finger surface is bent inwards at the lower edge of the recess.
- a support element is arranged on the respective vertically movable slide, which carries the drive wheel and the spreading finger and which can be displaced at right angles to the radial deflection direction of the spreading finger.
- the support element is additionally displaceable along the carriage. This is an even better adaptation to different stack sizes possible without increasing the space requirement of the device.
- the invention also provides a method for forming a stack of goods according to the preamble of claim 6 with the aforementioned device, which is characterized in that the hood in the lower region of the stack and when subjected to the stack of goods with occasional trapping is pulled between the drive wheels and spreading fingers with increased pulling speed.
- This method makes it possible to achieve perfect, firm packaging with a stretch film hood, since the film is also fixed correctly on the lower edge of the stack of goods. Precise control of the pulling-over speed ensures that the hood at the lower corner edge area cannot pull away again from the lower edge to the side edges.
- the inward speed is greater than the pulling speed in the lower region of the stack. This procedure ensures an even better packaging.
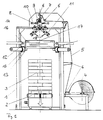
- FIG. 1 The device is initially shown in general form in FIG. 1, to which reference is first made.
- a stack of goods 3 conveyed by the latter is arranged on a carriageway 2 within a device frame 1.
- a roller 4 is mounted on which a plastic tube 5 made of stretchable material is wound with gussets.
- Stretchable material is understood to mean one that returns to the state it was in before stretching.
- the hose 5 located on the roll 4 with folded-in side edges is fed via deflection rollers 6 and drive rollers 7 to a threading device which consists of the area of the folded hose edges of vertically movably arranged guide elements 8, below which a separating device 9 and a welding device 10 are arranged.
- two roof-shaped double conveyor belts 11 are arranged on both sides of the frame, the upper receiving ends being located directly below the guide elements 8 in their lowered position.
- a pivot lever 18 is assigned to each double conveyor belt 11.
- Each swivel lever 18 lies somewhat inward of the associated double conveyor belt 11, seen in plan view.
- each spreading finger 13 is adjustable in the longitudinal and transverse directions to adapt to different dimensions of the stack of goods 3, a corresponding drive device is shown generally in FIG. 1 and denoted by 15.
- a drive roller 16 is assigned on the outside, which in FIG. 1 can be moved in a manner not shown in the direction of the spreading finger 13 into the active position shown in FIGS. 2, 9 and 11 and from this in FIGS. 1, 7 , 8 and 11 reproduced ineffective position can be moved radially outwards.
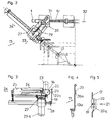
- Each spreading finger 13 is provided in its vertical web 13a, on which the tubular film is guided, with a recess 19 in which two rollers 20, 20a arranged one above the other are rotatably mounted.
- the rollers 20, 20a protrude in regions on the side facing the tubular film hood and the drive wheel 16, opposite the vertical surface 13a of the spreading finger 13.
- the rollers 20, 20a are arranged one above the other in such a way that there is a small distance between them, which is denoted by 21, such that the rollers 20, 20a are not in contact with one another.
- rollers 20 and 20a are arranged side by side in the recess 19, or a correspondingly wider roller can also be used in each case.
- the spreading finger surface 13a is advantageously bent inwards at the lower edge of the recess 19 (FIG. 5).
- the arrangement of the rollers 20, 20a is preferably such that the rollers are arranged symmetrically to a horizontal plane containing the axis of rotation 22 of the drive wheel 16. This has the advantage that when the drive wheel 16 is moved radially inward, the drive wheel is centered by the rollers 20, 20a and evenly comes into contact with the rollers 20, 20a or touches the area between the stretch film tube.
- the inventive design of the adjustability of the spreading fingers 13 and drive wheels 16 is shown in FIGS. 2 and 3.
- the drive wheel 16, which is provided with a drive motor 23, is arranged on a support arm 24 which, via a piston / cylinder unit 25, enables radial movement in the direction of the arrow 26, ie radially to the associated spreading finger 13 or away from it.
- the support arm 24 with the piston / cylinder unit 25 is arranged on a support element 27 on which the relevant one Spreading finger 13 is arranged, which is movable relative to the support member 27 in the radial direction (arrow 28).
- a spindle drive 29a is arranged on the support element 27, which enables the spreading finger 13 to be extended in the radial direction.
- a piston / cylinder unit 29 is arranged on the support element 27 itself, which in turn is fastened to a fastening element 30 which is connected to a piston / cylinder unit 31 which is fixed to the slide 12 at the other end.
- This configuration enables the following movements: First, the carriage 12 can be moved vertically in the frame 1 in the vertical direction, furthermore a displacement in the direction of the arrow 32 of the fastening element 30 is possible, and accordingly also the spreading finger 13 and the drive wheel 16 .
- the process sequence with a device according to the invention is as follows:
- the flat-lying stretch film tube 5 is threaded through the drive rollers 7 via the guide elements 8, which are in the lowered position when the machine is started.
- each folded edge of the hose is passed between a double conveyor belt 11, which causes the hose to be opened (FIG. 6).
- the drive of the drive rollers 7 and the double conveyor belts 11 are stopped and the spreading fingers 13 are inserted into the lower end of the hose. After retraction, the spreading fingers 13 are stopped, so that the tube wraps around the spreading fingers 13 at its four corners.
- the drive rollers 16 are moved up to the spreading fingers 13 and put into operation, namely together with the drive rollers 7 and the double conveyor belts 11, until the length of the stack 3 corresponding to the height of the stack 3 has been placed in bellows-like fashion in waves like bellows.
- proper folding is achieved in that the drive wheels 16 lie flat against the tubular film 5 by the rollers 20, 20a on the spreading fingers 13.
- the drive rollers 7, the double conveyor belts 11 and the drive rollers 16 are then stopped again (FIG. 7).
- the separating and welding devices 9 and 10 are actuated.
- the double conveyor belts 11 are actuated again and, at the same time, the pivoting levers 18 are pivoted downward, whereby the folded hose wheels are pushed out of the receiving ends of the double conveyor belts.
- the spreading fingers 13 are moved into the stretching position shown in FIG. 1 and the drive rollers 16 are moved radially outward.
- the stack of goods 3 is raised beyond the carriageway 2 and the chains, not shown, are driven in such a way that the carriage 12 with the spreading fingers 13 coupled therewith and on this in Stretching position of the hose 5 of the hood 17 located in waves can be moved downwards along the stack.
- the upper closed end of the hood 17 formed by the welding lies on the surface of the stack 3, so that upon further covering of the corrugated hood 17 wave after wave pulls up and rests on the side surface of the stack 3 according to its release from the stretching position (see Fig. 8). This ensures that the rollers 20, 20a pull it up correctly on the spreading fingers 13.
- the drive wheels 16 can be moved up to the spreading fingers 13 and put into operation during the pulling-over, in such a way that the film hood is stretched in the vertical direction by a corresponding relative movement.
- the drive rollers 16 In the lower region of the stack, the drive rollers 16 then remain in their contact position, being driven or stopped in order to bring about a certain clamping of the hood 17 between the drive rollers 16 and spreading fingers 13.
- the downward speed of the carriages 12 is then increased in the lower region of the stack of goods, in particular when the carriages 12 are in the region of the lower corner edges of the stack of goods (FIG. 9).
- the spreading fingers 13 are possibly moved radially inward with the drive rollers 16, and indeed at a greater speed than the downward speed of the slides 12 in the lower region of the stack of goods. Then the drive rollers 16 and the spreader rods 13 are moved radially outward, so that the hood 17 is also released in its open edge area located below the stack 3. Due to the restoring force of the stretch film hood 17, this is kicked around the lower edge surface of the base of the stack 3 in such a way that a good connection of the base of the stack 3 with the objects stacked on it is ensured.
- the increased speed of the downward movement of the carriage 12 in the lower stack area and the even greater Inward movement of the spreading fingers 13 underneath the stack ensures that the hood 17 remains below the stack of goods 2 and does not slip beyond the lower corner edges into the side area.
- the coated stack of goods 3 can then be moved out of the frame 1 after being lowered onto the carriageway 2 and a new stack of goods can be inserted, whereupon the process sequence begins again.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pile Receivers (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Making Paper Articles (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Basic Packing Technique (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4211297A DE4211297A1 (de) | 1992-04-03 | 1992-04-03 | Vorrichtung und Verfahren zur Bildung eines Gutstapels |
| DE4211297 | 1992-04-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0564971A2 true EP0564971A2 (fr) | 1993-10-13 |
| EP0564971A3 EP0564971A3 (en) | 1993-12-08 |
| EP0564971B1 EP0564971B1 (fr) | 1997-05-07 |
Family
ID=6456044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93105325A Expired - Lifetime EP0564971B1 (fr) | 1992-04-03 | 1993-03-31 | Dispositif et procédé pour fabriquer une pile d'articles |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0564971B1 (fr) |
| AT (1) | ATE152682T1 (fr) |
| DE (2) | DE4211297A1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1184281A1 (fr) * | 2000-08-09 | 2002-03-06 | Kl- Lachenmeier A/S | Procédé et dispositif pour emballer des objets |
| EP1275582A1 (fr) * | 2001-07-11 | 2003-01-15 | Maschinenfabrik Möllers GmbH | Appareil pour envelopper une pile de marchandises avec une housse de film étirable |
| US6865865B2 (en) * | 2001-01-25 | 2005-03-15 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Apparatus for wrapping a stack of objects |
| EP2623422A1 (fr) * | 2012-02-01 | 2013-08-07 | Samsung Electronics Co., Ltd | Système d'emballage par rétraction |
| NL2017863B1 (nl) * | 2016-11-24 | 2018-06-01 | F3 Design B V | Verpakkingmachine voor het aanbrengen van een folie om een te verpakken voorwerp |
| US11827392B2 (en) | 2020-05-14 | 2023-11-28 | Signode Industrial Group Llc | Stretch-hood machine |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1266828B1 (fr) | 2001-06-13 | 2005-05-04 | Beumer Maschinenfabrik GmbH & Co. KG | Procédé et appareil pour envelopper des piles de marchandises avec une housse ou un manchon de film étirable |
| DE20109692U1 (de) * | 2001-06-13 | 2002-10-24 | Beumer Maschinenfabrik Gmbh & Co. Kg, 59269 Beckum | Vorrichtung zum Umhüllen von Stückgut mittels einer Stretchfolienhaube |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2230549A1 (en) * | 1973-05-23 | 1974-12-20 | Applic Thermiques | Machine for packing an object in a plastic sleeve - compresses sleeve into bellows form before passing object through |
| DE9001321U1 (de) * | 1990-02-06 | 1990-04-12 | Develog, Reiner Hannen & Cie, Corgémont | Vorrichtung zum Überziehen von Strechfolienhauben über einen Gutstapel |
| DE9104072U1 (de) * | 1991-04-04 | 1991-06-20 | Develog, Reiner Hannen & Cie, Courtelary | Vorrichtung zum Überziehen von Stretchfolienhauben über einen Gutstapel |
| DE4103384A1 (de) * | 1990-02-06 | 1991-08-08 | Hannen Reiner Develog | Vorrichtung zum ueberziehen von stretchfolienhauben ueber einen gutstapel |
| EP0461667A1 (fr) * | 1990-06-15 | 1991-12-18 | Bernhard Beumer Maschinenfabrik KG | Procédé et dispositif pour envelopper des marchandises avec un film étirable |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3918311C3 (de) * | 1988-06-03 | 1997-10-09 | Beumer Maschf Bernhard | Verfahren und Vorrichtung zum Umhüllen von Stückgut, insbesondere Stückgutstapeln, mit einer Stretchfolienhaube |
| DE4037105C1 (en) * | 1990-11-22 | 1992-03-05 | Brega Verpackungsmaschinen-Anwendungstechnik Gmbh, 5884 Halver, De | Stretch film packaging machine - incorporates rollers running at different speeds for stretching effect |
-
1992
- 1992-04-03 DE DE4211297A patent/DE4211297A1/de not_active Withdrawn
-
1993
- 1993-03-31 AT AT93105325T patent/ATE152682T1/de active
- 1993-03-31 EP EP93105325A patent/EP0564971B1/fr not_active Expired - Lifetime
- 1993-03-31 DE DE59306365T patent/DE59306365D1/de not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2230549A1 (en) * | 1973-05-23 | 1974-12-20 | Applic Thermiques | Machine for packing an object in a plastic sleeve - compresses sleeve into bellows form before passing object through |
| DE9001321U1 (de) * | 1990-02-06 | 1990-04-12 | Develog, Reiner Hannen & Cie, Corgémont | Vorrichtung zum Überziehen von Strechfolienhauben über einen Gutstapel |
| DE4103384A1 (de) * | 1990-02-06 | 1991-08-08 | Hannen Reiner Develog | Vorrichtung zum ueberziehen von stretchfolienhauben ueber einen gutstapel |
| EP0461667A1 (fr) * | 1990-06-15 | 1991-12-18 | Bernhard Beumer Maschinenfabrik KG | Procédé et dispositif pour envelopper des marchandises avec un film étirable |
| DE9104072U1 (de) * | 1991-04-04 | 1991-06-20 | Develog, Reiner Hannen & Cie, Courtelary | Vorrichtung zum Überziehen von Stretchfolienhauben über einen Gutstapel |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1184281A1 (fr) * | 2000-08-09 | 2002-03-06 | Kl- Lachenmeier A/S | Procédé et dispositif pour emballer des objets |
| US7040076B2 (en) | 2000-08-09 | 2006-05-09 | Lachenmeier A/S | Method for packaging objects |
| US6865865B2 (en) * | 2001-01-25 | 2005-03-15 | Msk-Verpackungs-Systeme Gesellschaft Mit Beschrankter Haftung | Apparatus for wrapping a stack of objects |
| CZ299954B6 (cs) * | 2001-01-25 | 2009-01-07 | MSK-Verpackungs-Systeme Gesellschaft mit beschränkter Haftung | Zarízení pro obalování stohu zboží |
| EP1275582A1 (fr) * | 2001-07-11 | 2003-01-15 | Maschinenfabrik Möllers GmbH | Appareil pour envelopper une pile de marchandises avec une housse de film étirable |
| EP2623422A1 (fr) * | 2012-02-01 | 2013-08-07 | Samsung Electronics Co., Ltd | Système d'emballage par rétraction |
| CN103241400A (zh) * | 2012-02-01 | 2013-08-14 | 三星电子株式会社 | 收缩包装系统 |
| CN103241400B (zh) * | 2012-02-01 | 2016-09-14 | 三星电子株式会社 | 收缩包装系统 |
| NL2017863B1 (nl) * | 2016-11-24 | 2018-06-01 | F3 Design B V | Verpakkingmachine voor het aanbrengen van een folie om een te verpakken voorwerp |
| US11827392B2 (en) | 2020-05-14 | 2023-11-28 | Signode Industrial Group Llc | Stretch-hood machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0564971A3 (en) | 1993-12-08 |
| ATE152682T1 (de) | 1997-05-15 |
| DE59306365D1 (de) | 1997-06-12 |
| EP0564971B1 (fr) | 1997-05-07 |
| DE4211297A1 (de) | 1993-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19732298C1 (de) | Vorrichtung und Verfahren zum Umhüllen eines Stapels | |
| DE68902074T2 (de) | Vorrichtung und verfahren zum ausbreiten der deckfolie einer verpackung. | |
| DE69122080T2 (de) | Verfahren, maschine und einrichtung zum verpacken einer mit einem kantenschutzstreifen versehenen ladung, vorrichtung zum ergreifen, fördern, ablegen und halten eines dergleichen streifens | |
| DE69015497T2 (de) | Verfahren und Maschine zum Banderolieren einer palettisierten Ladung. | |
| DE68903227T2 (de) | Verfahren und apparat zum einpacken eines produkts, insbesondere eines buendels aus zeitungen oder zeitschriften in einen kunststoffilm. | |
| EP1184281B1 (fr) | Procédé et dispositif pour emballer des objets | |
| EP1013549B1 (fr) | Procédé et dispositif pour envelopper une pile d'objets | |
| EP0564971B1 (fr) | Dispositif et procédé pour fabriquer une pile d'articles | |
| DE4015643A1 (de) | Verfahren und vorrichtung zum verpacken von pressballen | |
| DE4235409C1 (de) | Verfahren und Vorrichtung zum Umhüllen eines Stapels mittels Stretchfolie | |
| DE3707877C2 (fr) | ||
| EP1515894B1 (fr) | Installation servant a emballer une bande souple disposee en couches de boucles en zigzag, en particulier d'une bande textile | |
| DE2339903A1 (de) | Einwickelmaschine | |
| EP0043517B1 (fr) | Dispositif pour enfiler un capot de feuille rétractable sur une pile d'articles | |
| DE2219401A1 (de) | Verfahren und Vorrichtung zum Aufbringen eines vorgummierten Bandes an einer Schachtel | |
| DE3442943A1 (de) | Vorrichtung zum falten der oeffnung von gefuellten saecken | |
| DE19622620C2 (de) | Folienwickelmaschine zum Umwickeln beladener Paletten | |
| EP0460681A1 (fr) | Installation pour plier en accordéon et/ou étirer une gaine tubulaire d'emballage étirable | |
| DE19819488A1 (de) | Vorrichtung zum Umhüllen eines Stapels | |
| DE19955478B4 (de) | Stretch-Wickler | |
| DE9307716U1 (de) | Vorrichtung zum Umhüllen eines Stapels | |
| DE4327450C1 (de) | Verfahren und Vorrichtung zum Überziehen einer Stretchfolienhaube über einen Gutstapel | |
| EP0006249B1 (fr) | Dipositif pour revêtir une pile d'articles d'une gaine tubulaire en matière synthétique thermocontractile | |
| DE3238184C1 (de) | Umreifungsmaschine für das Umreifen von Packgütern | |
| EP1275582A1 (fr) | Appareil pour envelopper une pile de marchandises avec une housse de film étirable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE ES FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19940511 |
|
| 17Q | First examination report despatched |
Effective date: 19951201 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB IT NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970507 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19970507 Ref country code: GB Effective date: 19970507 Ref country code: FR Effective date: 19970507 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970507 |
|
| REF | Corresponds to: |
Ref document number: 152682 Country of ref document: AT Date of ref document: 19970515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59306365 Country of ref document: DE Date of ref document: 19970612 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19970507 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980331 |
|
| 26 | Opposition filed |
Opponent name: BERNHARD BEUMER MASCHINENFABRIK KG Effective date: 19980209 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| BERE | Be: lapsed |
Owner name: MASCHINENFABRIK MOLLERS G.M.B.H. U. CO. Effective date: 19980331 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20030911 |
|
| PLAZ | Examination of admissibility of opposition: despatch of communication + time limit |
Free format text: ORIGINAL CODE: EPIDOSNOPE2 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070427 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |