EP0508541A2 - Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils - Google Patents
Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils Download PDFInfo
- Publication number
- EP0508541A2 EP0508541A2 EP92200987A EP92200987A EP0508541A2 EP 0508541 A2 EP0508541 A2 EP 0508541A2 EP 92200987 A EP92200987 A EP 92200987A EP 92200987 A EP92200987 A EP 92200987A EP 0508541 A2 EP0508541 A2 EP 0508541A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- rollers
- metal ring
- sheet
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/16—Making other particular articles rings, e.g. barrel hoops
- B21D53/18—Making other particular articles rings, e.g. barrel hoops of hollow or C-shaped cross-section, e.g. for curtains, for eyelets
Definitions
- the invention relates to a method for producing an annular or arcuate metal part.
- Metal parts of this type are used, for example, in a so-called C-arm of an X-ray examination device, where they serve to guide or hold an X-ray emitter and an X-ray image receiver aligned thereon. It is known to produce such C-arms from cast aluminum. Despite the use of aluminum, such arches have a considerable weight if they have a large diameter (e.g. 1.50 m or more) and at the same time are supposed to be stable.
- the object of the present invention is therefore to provide a method for producing a ring-shaped or arc-shaped metal part which has a high stability and a low weight even with large diameters.
- This object is achieved in that a sheet is bent into a ring and the ends of the sheet are connected to each other that circumferential elevations or depressions are formed in the sheet metal ring thus formed by means of rollers arranged inside and outside the sheet, the cooperating profiles of which generating elevations or depressions are adapted, and that during the embossing process, the rollers are moved simultaneously in the radial direction and parallel to the axis of the sheet metal ring, so that the sheet metal ring is only stretched or compressed in the radial direction.
- the metal part is made of sheet metal formed, which is bent into a sheet metal ring, in which elevations or depressions are produced which run around the circumference of the sheet metal ring in order to achieve the required stability.
- elevations or depressions are produced by means of rollers, the shape of which is adapted to the shape of the elevations and depressions to be produced and which are moved during the stamping process both parallel to the axis and perpendicularly thereto, ie in the radial direction of the sheet metal ring.
- roller position at the beginning of the embossing process and the speed of these two movements are coordinated so that the sheet metal ring is only stretched or compressed in the radial direction, so that each surface line of the sheet metal ring (in a plane containing the axis of symmetry) maintains its length. This results in high stability.
- the sheet is also stretched or compressed - depending on whether an increase or a depression is pressed into the sheet metal ring - but this is only caused by the changes in the radial dimensions caused during the stamping process.
- There is no stretching or compression in the axial direction because the sheet metal strip is only “bent” by means of the rollers, so that the surface line of the sheet metal ring is not extended during the stamping process.
- a preferred embodiment of the invention provides for the use of a metal part produced according to one of claims 1 to 5 in an x-ray device for guiding or holding an x-ray emitter and an x-ray image receiver aligned thereon.
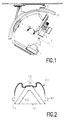
- Fig. 1 denotes a C-arm, which carries at its ends an X-ray emitter 2 and an X-ray image intensifier 3, which amplifies the image generated by the X-ray emitter 2 into a visible image Brightness.
- This visible image is converted into an electrical signal in the usual way by means of a television camera, so that electrically controllable image reproduction is possible.
- the C-arm 1 is displaceably arranged in a holder 4, so that it describes a path within this guide, the center of curvature or axis of symmetry being designated by 5.
- the central beam 6 intersects (this is the beam that connects the focus of the X-ray emitter to the center of the image intensifier 3) and the axis 7 about which the holder 4 is rotatably mounted.
- This storage is in turn guided on a further C-arm 8, which is mounted in a ceiling carriage 9 around the point 5.
- the cross section is symmetrical to a plane perpendicular to the axis of symmetry, but the symmetrical design is not a prerequisite for the invention.
- the cross section comprises a profile 100 located on the outside of the C-arm, which is connected on its two side surfaces to a guide rail 101 each shown in dashed lines, which are guided between rollers (not shown) in the holders 4 and 9 (FIG. 1) .
- the inside of the cross section is closed with a sheet 102 which is curved in a circle around the center of curvature of the arc.
- Stabilizing plates 103 are arranged on the circumference of the arch at regular intervals, which prevent deformation of the cross section or twisting of the C-arm.
- the invention is concerned with the production of the profiled metal part 100.
- a strip of sheet metal is bent into a ring and the ends of the sheet are connected to one another, for example, by welding.
- Aluminum sheet is preferably used because of its low weight.
- the sheet metal strip can have a thickness of 2 mm, a width of 500 mm and a length of approximately 5,700 mm, for example.
- each roller station 120, 130 and 140 contains rotating rollers which rotate the sheet metal ring 5 around its center and which produce the elevations or depressions in that the outer or the inner rollers during the stamping process in a radial direction (towards the axis of symmetry 5 towards or away from it) or be moved in parallel.
- the three rolls are distributed over an arc of the sheet metal ring, which is smaller than 180 o , so that after the stamping process and the removal of the outer rolls, the profiled sheet metal ring can be easily removed.
- the shafts that drive the rollers must be arranged on an arc that is determined by the diameter of the profiled ring.
- roller stations More than three roller stations can be provided. In this case too, the arc over which these roller stations are distributed must be shorter than a semicircle.
- FIGS. 4 to 7 is rotated in a o in comparison to figure 3 through 90 and more or less greatly enlarged view illustrating the deformation of the sheet metal ring in different stages.
- FIGS. 4 to 6 show a roller station at the beginning, during and at the end of an embossing process, while FIG. 7 explains the final bending of the sheet metal edges.
- the roller station 130 (like the other two roller stations) contains two identical rollers arranged outside the sheet metal ring and symmetrical to a central plane of the sheet metal ring 100.
- the rollers can be driven via a shaft 137 and can be adjusted in opposite directions to one another in the axial direction.
- the shaft 137 can be moved toward or away from the axis of symmetry 5 (FIG. 1).
- Each roller comprises a disc-shaped inner, middle, and outer part 131..133.
- the roller parts have different thicknesses and different diameters; the outermost roller part 133 has the smallest and the middle roller part 132 the largest diameter.
- the part of the roller station 130 located below the sheet metal ring comprises three rollers, namely a centrally arranged roller 134, and two identical rollers arranged in mirror symmetry therewith, which have a disk-shaped inner part 135 and a cup-shaped part 136 which is curved outwards.
- the roller part 135 has a slightly smaller diameter than the central roller 134 and a significantly smaller diameter than the roller part 136.
- the three inner rollers are driven by a shaft 138 which runs parallel to the shaft 137 and parallel to the axis of symmetry 5 of the sheet metal ring 100 (the As a rule, the sheet metal ring does not yet have the desired circular shape at the start of the stamping process, but this arises automatically during the stamping process). While the central roller 134 is firmly connected to the shaft 138, the outer rollers (135, 136) can be moved in opposite directions to one another in the axial direction.
- the cross sections of the rollers are chosen so that - when the inner and outer rollers are pushed together - complementary contours are created, as is special Fig. 6 clearly shows. These contours therefore determine the profile of the sheet 100 after the stamping process.
- the width of the central roller 134 corresponds to the sum of the width of the two inner parts 131 minus two sheet thicknesses
- the width of the middle disk 132 of the upper roller must correspond to the width of the inner disk 135 of the lower roller (minus twice the sheet thickness).
- the difference in the diameters of the middle disc 132 and the inner disc 131 of the upper roller must correspond to the difference between the diameters of the central roller 134 on the one hand and the inner disc 135 on the other.
- the drive of the roller stations is switched on, so that the sheet metal ring is set in rotation between the upper and lower roller pairs.
- Lateral guides can be provided which hold the sheet metal ring in a defined plane. These guides are superfluous for advanced embossing processes because the sheet metal ring is then guided through the rollers. the embossing process is carried out in two phases.
- the flanks 105 (see FIG. 2) of the profile begin to be shaped.
- the lower rollers are pushed together in the axial direction, while the upper rollers are moved radially downward, but not in the axial direction.
- the speeds of displacement of the upper roller in the radial direction and the lower rollers in the axial direction are coordinated with one another in such a way that the upper and lower rollers describe an arc on the right and on the left relative to one another.
- the sheet metal ring is bent inwards around the inner edge of the outer roller part 136 without the rollers moving in the axial direction relative to the sheet metal ring. Therefore, the length of the surface line of the sheet metal ring does not change (in a plane containing the axis of symmetry).
- Fig. 5 shows the rollers during the stamping process during this first phase. It can be seen that the sheet metal ring has deformed in the vicinity of the outer part 136 of the lower roller, while it has not yet been deformed in the region between the middle roller parts 132 of the upper roller.
- the second phase of the stamping process begins when the sheet metal ring touches the central roller 134. Then they have to upper rollers on mirror-symmetrical arcuate tracks are moved down to the central roller 134 without the sheet metal ring being displaced in the axial direction with respect to any of the rollers. For this arcuate movement, the upper rollers must be moved radially in addition to the downward movement. At the same time, the outer rollers (135, 136) located below the sheet metal ring are moved together until they touch the central roller.
- Fig. 6 shows the arrangement after this second phase of the stamping process.
- the sheet metal ring is indicated before the embossing process begins. It can be seen that the width of the ring has decreased, while the diameter is enlarged in some places, which results in stretching, and is reduced in other places, so that there is compression. The length of the surface line of the sheet metal ring, however, is unchanged.
- the sheet metal ring can be profiled in different ways if the roll shape, the position of the rolls at the start of the embossing process and the speed during the axial and radial displacement of the rolls are adjusted accordingly .
- the central elevation 106 FIG. 2
- the central roller 134 would have to have a larger diameter and the distance between the upper rollers and the outer rollers (bottom) from one another would have to be increased accordingly.
- the central roller 134 could be omitted, while only a single roller would be required above the sheet metal ring with a wide central roller part (with the diameter of the part 132) and two outer ones Roller parts 133, as shown in Fig. 4.
- the second phase of the stamping process would also be omitted.
- Fig. 7 the final operation is shown.
- the upper rollers have been removed upward from the sheet metal ring 100, and instead the outer part of the sheet metal ring is adapted to the shape of the outer part 136 by one of the two lower rollers with a further roller 161.
- a fold holder 162 ensures that there are no folds in the sheet during this deformation process. The outermost edges of the sheet metal ring cannot be deformed in this way. You will therefore be cut off.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils. Mit dem erfindungsgemäßen Verfahren lassen sich vergleichsweise große Metallteile mit hoher Stabilität und geringem Gewicht dadurch herstellen, daß ein Blech zu einem Ring (100) gebogen und die Enden des Bleches miteinander verbunden werden, daß in dem so gebildeten Blechring umlaufende Erhebungen bzw. Vertiefungen (105,106) mittels innerhalb und außerhalb des Bleches angeordneter Walzen (131..136) geprägt werden, deren zusammenwirkende Profile den zu erzeugenden Erhebungen bzw. Vertiefungen angepaßt sind, und daß beim Prägevorgang die Walzen gleichzeitig in radialer Richtung und parallel zur Achse des Blechringes so bewegt werden, daß der Blechring nur in radialer Richtung gestreckt oder gestaucht wird.
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils. Derartige Metallteile werden beispielsweise in einem sogenannten C-Bogen eines Röntgenuntersuchungsgerätes eingesetzt, wo sie der Führung oder der Halterung eines Röntgenstrahlers und eines darauf ausgerichteten Röntgenbildempfängers dienen. Es ist bekannt, derartige C-Bögen aus Aluminiumguß herzustellen. Trotz der Verwendung von Aluminium haben solche Bögen ein erhebliches Gewicht, wenn sie einen großen Durchmesser haben (z.B. 1,50 m oder mehr) und gleichzeitig stabil sein sollen.
- Aufgabe der vorliegenden Erfindung ist es daher, ein Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils anzugeben, das auch bei großen Durchmessern eine hohe Stabilität und ein geringes Gewicht aufweist.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß ein Blech zu einem Ring gebogen und die Enden des Bleches miteinander verbunden werden, daß in dem so gebildeten Blechring umlaufende Erhebungen bzw. Vertiefungen mittels innerhalb und außerhalb des Bleches angeordneter Walzen geprägt werden, deren zusammenwirkende Profile den zu erzeugenden Erhebungen bzw. Vertiefungen angepaßt sind, und daß beim Prägevorgang die Walzen gleichzeitig in radialer Richtung und parallel zur Achse des Blechringes bewegt werden, so daß der Blechring nur in radialer Richtung gestreckt oder gestaucht wird.
- Bei der Erfindung wird das Metallteil also aus einem Blech gebildet, das zu einem Blechring gebogen wird, in den zur Erzielung der erforderlichen Stabilität auf den Umfang des Blechrings umlaufende Erhebungen bzw. Vertiefungen erzeugt werden. Diese Erhebungen bzw. Vertiefungen werden mittels Walzen erzeugt, deren Form der Form der zu erzeugenden Erhebungen und Vertiefungen angepaßt ist und die beim Prägevorgang sowohl parallel zur Achse als auch senkrecht dazu, d.h. in radialer Richtung des Blechringes bewegt werden. Die Walzenstellung zu Beginn des Prägevorganges und die Geschwindigkeit dieser beiden Bewegungen sind so aufeinander abgestimmt, daß der Blechring nur in radialer Richtung gestreckt oder gestaucht wird, so daß jede Mantellinie des Blechringes (in einer die Symmetrieachse enthaltenden Ebene) ihre Länge beibehält. Dadurch ergibt sich eine hohe Stabilität.
- Es sei an dieser Stelle erwähnt, daß es aus der DE-PS 537 837 bekannt ist, die Stabilität von Faßrümpfen durch auf dem Umfang umlaufende Sicken zu vergrößern. Diese Sicken werden in den Faßrumpf mittels einer zweiteiligen Oberwalze und einer Unterwalze eingeprägt, die mit einer der Sickenform entsprechenden Ausnehmung versehen ist. Die zweiteilige Oberwalze drückt das Faßblech an den Rändern der Nut in der Unterwalze beginnend in diese hinein, wobei die beiden Walzenteile aufeinander zu bewegt werden. Dadurch paßt sich das Blech der Form der Nut in der Unterwalze an. Allerdings verlängert sich durch diesen Prägevorgang die Mantellinie des Faßrumpfes, so daß das Blech in radialer Richtung und in axialer Richtung bei dem Prägevorgang gestreckt wird. Dadurch wird das Blech im Sickenbereich verhältnismäßig dünn, was die mechanische Festigkeit beeinträchtigt.
- Entsprechendes gilt auch für das aus der DE-AS 1 527 974 bekannte Verfahren, bei dem ein zylindrischer Hohlkörper, insbesondere ein Faß, dadurch mit Sicken versehen wird, daß im Innern des Hohlkörpers angeordnete Ringe nach außen gedrückt werden.
- Bei der Erfindung erfolgt zwar auch eine Streckung oder Stauchung des Bleches - je nachdem, ob in dem Blechring eine Erhöhung oder eine Vertiefung hineingedrückt wird - doch kommt diese ausschließlich durch die beim Prägevorgang bewirkten Änderungen der radialen Abmessungen zustande. Eine Streckung oder Stauchung in axialer Richtung unterbleibt, weil das Blechband mittels der Walzen quasi nur "gebogen" wird, so daß sich die Mantellinie des Blechringes beim Prägevorgang nicht verlängert.
- Eine bevorzugte Ausgestaltung der Erfindung sieht die Verwendung eines nach einem der Ansprüche 1 bis 5 hergestellten Metallteils in einem Röntgengerät zur Führung bzw. Halterung eines Röntgenstrahlers und eines darauf ausgerichteten Röntgenbildempfängers vor.
- Die Erfindung wird nachstehend anhand der Zeichnung näher erläutert. Es zeigen
- Fig. 1
- ein Röntgenuntersuchungsgerät, bei dem ein erfindungsgemäß hergestelltes Metallteil anwendbar ist,
- Fig. 2
- den Querschnitt des Metallteils,
- Fig. 3
- einen Blechring bei Beginn eines Prägevorganges in einer Seitenansicht und
- Fig. 4
- bis 7 die Walzen und den Blechring in verschiedenen Phasen des Prägevorganges.
- In Fig. 1 ist mit 1 ein C-Bogen bezeichnet, der an seinen Enden einen Röntgenstrahler 2 und einen Röntgenbildverstärker 3 trägt, der das von dem Röntgenstrahler 2 erzeugte Bild in ein sichtbares Bild mit verstärkter Helligkeit umsetzt. Dieses sichtbare Bild wird in üblicher Weise mittels einer Fernsehkamera in ein elektrisches Signal umgesetzt, so daß eine elektrisch steuerbare Bildwiedergabe möglich ist. Der C-Bogen 1 ist in einer Halterung 4 verschiebbar angeordnet, so daß er innerhalb dieser Führung eine Bahn beschreibt, deren Krümmungsmittelpunkt bzw. Symmetrieachse mit 5 bezeichnet ist. Im Mittelpunkt 5 schneidet sich der Zentralstrahl 6 (das ist der Strahl, der den Fokus des Röntgenstrahlers mit dem Mittelpunkt des Bildverstärkers 3 verbindet) und die Achse 7, um die die Halterung 4 drehbar gelagert ist. Diese Lagerung ist ihrerseits an einem weiteren C-Bogen 8 geführt, der in einem Deckenwagen 9 um den Punkt 5 verschiebbar gelagert ist.
- In Fig. 2 ist ein Querschnitt dargestellt, den einer der C-Bogen haben könnte. Der Querschnitt ist symmetrisch zu einer zur Symmetrieachse senkrechten Ebene, doch ist die symmetrische Ausbildung keine Voraussetzung für die Erfindung. Der Querschnitt umfaßt ein auf der Außenseite des C-Bogens befindliches Profil 100, das an seinen beiden Seitenflächen mit je einer gestrichelt dargestellten Führungsschiene 101 verbunden ist, die zwischen nicht näher dargestellten Rollen in den Halterungen 4 bzw. 9 (Fig. 1) geführt werden. Die Innenseite des Querschnitts ist mit einem kreisförmig um den Krümmungsmittelpunkt des Bogens gekrümmten Blech 102 abgeschlossen. Auf dem Umfang des Bogens sind in regelmäßigen Abständen Stabilisierungsbleche 103 angeordnet, die eine Verformung des Querschnitts bzw. ein Verwringen des C-Bogens verhindern.
- Die Erfindung befaßt sich mit der Herstellung des profilierten Metallteils 100. Zu diesem Zweck wird ein Band aus Blech zu einem Ring gebogen, und die Enden des Bleches werden beispielsweise durch Schweißen miteinander verbunden. Wegen des geringen Gewichts wird vorzugsweise Aluminiumblech verwendet. Das Blechband kann beispielsweise eine Stärke von 2 mm, eine Breite von 500 mm und eine Länge von ca. 5.700 mm haben.
- In den so gebildeten Blechring werden zur Verbesserung der Stabilität Vertiefungen bzw. Erhöhungen eingeprägt. Gemäß Fig. 3 sind dazu drei Walzenstationen 120, 130 und 140 vorgesehen, die Teil einer im übrigen nicht näher dargestellten Profiliermaschine sind. Jede Walzenstation enthält rotierende Walzen, die den Blechring 5 um sein Zentrum rotieren lassen und die die Erhöhungen bzw. Vertiefungen dadurch erzeugen, daß die äußeren oder die inneren Walzen während des Prägevorganges in radialer Richtung (auf die Symmetrieachse 5 zu bzw. von ihm weg) oder parallel dazu verschoben werden. Die drei Walzen verteilen sich über einen Bogen des Blechrings, der kleiner ist als 180o, so daß nach dem Prägevorgang und dem Entfernen der äußeren Walzen der profilierte Blechring leicht entnommen werden kann. Die Wellen, die die Walzen antreiben, müssen auf einem Kreisbogen angeordnet sein, der von dem Durchmesser des profilierten Ringes bestimmt wird.
- Es können mehr als drei Walzenstationen vorgesehen sein. Auch in diesem Fall muß der Bogen, über den sich diese Walzenstationen verteilen, kürzer sein als ein Halbkreis.
- In den Figuren 4 bis 7 ist in einer im Vergleich zu Figur 3 um 90o gedrehten und mehr oder weniger stark vergrößerten Darstellung die Verformung des Blechringes in verschiedenen Stadien erläutert. Die Figuren 4 bis 6 zeigen eine Walzenstation bei Beginn, während und am Ende eines Prägevorganges, während Figur 7 das abschließende Umbiegen der Blechränder erläutert.
- Wie insbesondere aus Figur 4 ersichtlich, enthält die Walzenstation 130 (ebenso wie die beiden anderen Walzenstationen) außerhalb des Blechrings zwei identische, symmetrisch zu einer Mittelebene des Blechrings 100 angeordnete Walzen. Die Walzen sind über eine Welle 137 antreibbar und in axialer Richtung gegensinnig zueinander verstellbar. Die Welle 137 ist auf die Symmetrieachse 5 (Fig. 1) zu oder von ihr weg bewegbar. Jede Walze umfaßt einen scheibenförmigen Innen-, Mittel-, und Außenteil 131..133. Die Walzenteile haben unterschiedliche Dicke und unterschiedlichen Durchmesser; der äußerste Walzenteil 133 hat den geringsten und der mittlere Walzenteil 132 den größten Durchmesser.
- Der unterhalb des Blechringes befindliche Teil der Walzenstation 130 umfaßt drei Walzen, nämlich eine zentral angeordnete Walze 134, und zwei identische spiegelsymmetrisch dazu angeordnete Walzen, die einen scheibenförmigen inneren Teil 135 und einen nach außen topfförmig gewölbten Teil 136 aufweisen. Der Walzenteil 135 hat einen geringfügig kleineren Durchmesser als die zentrale Walze 134 und einen deutlich kleineren Durchmesser als der Walzenteil 136. Die drei inneren Walzen werden von einer Welle 138 angetrieben, die parallel zur Welle 137 und parallel zur Symmetrieachse 5 des Blechrings 100 verläuft (der Blechring hat bei Beginn des Prägevorganges in aller Regel noch nicht die angestrebte Kreisform, doch entsteht diese im Laufe des Prägevorganges von selbst). Während die zentrale Walze 134 fest mit der Welle 138 verbunden ist, sind die äußeren Walzen (135,136) in axialer Richtung gegensinnig zueinander verschiebbar.
- Die Querschnitte der Walzen sind so gewählt, daß - bei zusammengeschobenen inneren und äußeren Walzen - zueinander komplementäre Konturen entstehen, wie besonders deutlich Fig. 6 zeigt. Diese Konturen bestimmen daher das Profil des Bleches 100 nach dem Prägevorgang. Infolgedessen entspricht die Breite der Zentralwalze 134 der Summe der Breite der beiden Innenteile 131 abzüglich zweier Blechstärken, während die Breite der mittleren Scheibe 132 der oberen Walze der Breite der inneren Scheibe 135 der unteren Walze (abzüglich der doppelten Blechstärke) entsprechen muß. Die Differenz der Durchmesser der mittleren Scheibe 132 und der inneren Scheibe 131 der oberen Walze muß der Differenz der Durchmesser der zentralen Walze 134 einerseits und der inneren Scheibe 135 andererseits entsprechen.
- Wesentlich ist insbesondere, daß der Blechring durch den Profiliervorgang nicht mehr als unbedingt erforderlich gestreckt bzw. gestaucht wird. D.h., die Mantellinie des Blechringes (in Fig. 4 ist das noch eine Gerade) muß nach dem Prägevorgang (Fig. 6) dieselbe Länge haben wie vorher. Zur Herstellung des in Fig. 6 dargestellten Profils mit der aus Fig. 4 ersichtlichen Walzenstation müssen zu diesem Zweck bei Beginn des Profiliervorganges die Walzen wie folgt positioniert sein:
- a) Die Stirnflächen der Innenteile 131 der oberen Walzen müssen voneinander einen Abstand haben, der (mindestens) doppelt so groß ist wie die Differenz der Durchmesser der zentralen Walze 134 und des inneren Walzenteils 135 (bzw. des mittleren Walzenteils 132 und des inneren Walzenteils 131). Um diese Strecke müssen die beiden oberen Walzen nämlich während des Prägevorganges aufeinander zu bewegt werden.
- b) Der Abstand der inneren Stirnfläche des unteren Walzenteils 136 von der äußeren Stirnfläche des Teils 132 der oberen Walze muß dem Unterschied der Radien der Walzenteile 136 und 135 entsprechen.
- Nachdem auf diese Weise die Bedingungen beim Start des Prägevorgangs festgelegt sind, wird der Antrieb der Walzenstationen eingeschaltet, so daß der Blechring zwischen den oberen und unteren Walzenpaaren hindurch in Drehung versetzt wird. Dabei können seitliche Führungen vorgesehen sein, die den Blechring in einer definierten Ebene halten. Bei fortgeschrittenem Prägevorgang sind diese Führungen überflüssig, weil der Blechring dann durch die Walzen geführt wird. der Prägevorgang wird in zwei Phasen durchgeführt.
- In der ersten Phase beginnt die Ausprägung der Flanken 105 (vergl. Fig. 2) des Profils. Zu diesem Zweck werden die unteren Walzen in axialer Richtung zusammengeschoben, während die oberen Walzen radial nach unten, jedoch nicht in axialer Richtung bewegt werden. Die Verschiebegeschwindigkeiten der oberen Walze in radialer Richtung und der unteren Walzen in axialer Richtung sind so aufeinander abgestimmt, daß die oberen und die unteren Walzen auf der rechten wie auf der linken Seite relativ zueinander einen Kreisbogen beschreiben. Dadurch wird der Blechring um die Innenkante des äußeren Walzenteils 136 herum nach innen gebogen, ohne daß sich die Walzen in axialer Richtung relativ zu dem Blechring verschieben. Daher ändert sich die Länge der Mantellinie des Blechringes (in einer die Symmetrieachse enthaltenden Ebene) nicht.
- Fig. 5 zeigt die Walzen beim Prägevorgang während dieser ersten Phase. Es ist zu erkennen, daß der Blechring sich in der Umgebung des Außenteils 136 der unteren Walze verformt hat, während er im Bereich zwischen den mittleren Walzenteilen 132 der oberen Walze noch nicht verformt ist.
- Die zweite Phase des Prägevorgangs beginnt, wenn der Blechring die zentrale Walze 134 berührt. Dann müssen die oberen Walzen auf spiegelsymmetrischen bogenförmigen Bahnen nach unten an die zentrale Walze 134 herangefahren werden, ohne daß sich der Blechring in axialer Richtung gegenüber irgendeiner der Walzen verschiebt. Für diese bogenförmige Bewegung müssen die oberen Walzen zusätzlich zu der nach unten gerichteten Bewegung radial zusammengefahren werden. Gleichzeitig werden die unterhalb des Blechringes befindlichen äußeren Walzen (135,136) zusammengefahren, bis sie die zentrale Walze berühren.
- Fig. 6 zeigt die Anordnung nach dieser zweiten Phase des Prägevorganges. Mit strichpunktierter Linie ist dabei der Blechring vor Beginn des Prägevorganges angedeutet. Man erkennt, daß sich die Breite des Ringes verringert hat, während der Durchmesser an einigen Stellen vergrößert ist, woraus sich eine Streckung ergibt, und an anderen Stellen verringert ist, so daß sich eine Stauchung ergibt. Die Länge der Mantellinie des Blechringes ist hingegen unverändert.
- Aus den Figuren 4 bis 6 und den zugehörigen Erläuterungen ergibt sich, daß der Blechring in unterschiedlicher Weise profiliert werden kann, wenn die Walzenform, die Stellung der Walzen bei Beginn des Prägevorganges und die Geschwindigkeit bei der axialen und der radialen Verschiebung der Walzen entsprechend angepaßt ist. Wenn beispielsweise die mittlere Erhöhung 106 (Fig. 2) größer sein sollte, müßte die zentrale Walze 134 einen größeren Durchmesser haben, und der Abstand der oberen Walzen voneinander und der äußeren Walzen (unten) voneinander müßte entsprechend vergrößert werden. Wenn das Profil keine mittlere Erhebung 106 benötigt, könnte die zentrale Walze 134 entfallen, während oberhalb des Blechringes nur eine einzige Walze erforderlich wäre mit einem breiten mittleren Walzenteil (mit dem Durchmesser des Teils 132) und zwei äußeren Walzenteilen 133, wie sie in Fig. 4 dargestellt sind. Die zweite Phase des Prägevorganges würde dabei ebenfalls entfallen. Es können aber auch komplizierte Verformungen mit entsprechend mehr Walzen hergestellt werden, und es können mit entsprechend geformten Walzen auch Profile hergestellt werden, die unsymmetrisch bezüglich einer zur Achse 5 senkrechten Mittelebene sind.
- In Fig. 7 ist der abschließende Arbeitsgang dargestellt. Dabei sind die oberen Walzen nach oben vom Blechring 100 entfernt worden, und stattdessen wird mit einer weiteren Walze 161 der äußere Teil des Blechringes der Form des Außenteiles 136 von jeweils einer der beiden unteren Walzen angepaßt. Ein Faltenhalter 162 sorgt dabei dafür, daß in dem Blech bei diesem Verformungsvorgang keine Falten entstehen. Die äußersten Ränder des Blechringes lassen sich auf diese Weise nicht verformen. Sie werden daher abgeschnitten.
- Zur Herstellung von C-Bogenteilen aus dem auf diese Weise profilierten Blechring werden anschließend aus diesem entsprechende Bögen ausgeschnitten. Bei einer kreisförmigen Führung bzw. Halterung ist dies nicht notwendig. - Die mit dem geschilderten Verfahren herstellbaren kreis- oder bogenförmigen Metallteile können auch auf Gebieten außerhalb der Röntgentechnik eingesetzt werden; Fig. 1 stellt daher nur ein Anwendungsbeispiel dar.
Claims (6)
- Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils,
dadurch gekennzeichnet, daß ein Blech zu einem Ring (100) gebogen und die Enden des Bleches miteinander verbunden werden, daß in dem so gebildeten Blechring umlaufende Erhebungen bzw. Vertiefungen (105,106) mittels innerhalb und außerhalb des Bleches angeordneter Walzen (131..136) geprägt werden, deren zusammenwirkende Profile den zu erzeugenden Erhebungen bzw. Vertiefungen angepaßt sind, und daß beim Prägevorgang die Walzen gleichzeitig in radialer Richtung und parallel zur Achse des Blechringes so bewegt werden, daß der Blechring nur in radialer Richtung gestreckt oder gestaucht wird. - Verfahren nach Anspruch 1 zur Erzeugung eines zu einer Mittelebene symmetrischen Musters von Erhebungen bzw. Vertiefungen,
dadurch gekennzeichnet, daß außerhalb und innerhalb des Blechringes je ein Paar von Walzen vorgesehen ist, daß die Walzen jedes Paares aufeinander zu bewegt werden, wobei die Walzen (135,136), deren Abstand voneinander beim Beginn des Prägevorgangs größer ist, über eine größere Strecke bewegt werden als die des anderen Paares (131..133). - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß der Prägevorgang mittels wenigstens dreier Walzenstationen (120,130,140) durchgeführt wird, die vorzugsweise gleichmäßig auf einem Kreisbogen verteilt sind, dessen Länge kürzer ist als der halbe Kreisumfang. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß die Seiten des Blechringes (100) nach dem Prägevorgang abgeschnitten werden. - Verfahren nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, daß von dem Blechring ein bogenförmiges Teil abgeschnitten wird. - Verwendung eines nach einem der Ansprüche 1 bis 5 hergestellten Metallteils (1) in einem Röntgengerät zur Führung bzw. Halterung eines Röntgenstrahlers (2) und eines darauf ausgerichteten Röntgenbildempfängers (3).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19914111780 DE4111780A1 (de) | 1991-04-11 | 1991-04-11 | Verfahren zum herstellen eines ring- oder bogenfoermigen metallteils |
| DE4111780 | 1991-04-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0508541A2 true EP0508541A2 (de) | 1992-10-14 |
| EP0508541A3 EP0508541A3 (de) | 1992-11-04 |
Family
ID=6429329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19920200987 Withdrawn EP0508541A3 (de) | 1991-04-11 | 1992-04-07 | Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0508541A3 (de) |
| JP (1) | JPH05131221A (de) |
| DE (1) | DE4111780A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19536053A1 (de) * | 1995-09-28 | 1997-04-10 | Schaeffler Waelzlager Kg | Rollierverfahren zur Herstellung eines Endanschlages an einer Schaltarretierung |
| EP1514702A1 (de) * | 2003-09-10 | 2005-03-16 | Continental Aktiengesellschaft | Fahrzeugrad mit einem Notlaufstützkörper |
| WO2009008780A1 (en) * | 2007-07-09 | 2009-01-15 | Volvo Aero Corporation | A method for producing an annular wall structure |
| CN106001199A (zh) * | 2016-06-29 | 2016-10-12 | 安徽汇展热交换系统股份有限公司 | 一种散热器导风罩圆弧围板压弯装置 |
| EP4401898A4 (de) * | 2021-09-17 | 2025-11-26 | Asc Eng Solutions Llc | Rohrnuter |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4214087C1 (en) * | 1992-04-29 | 1993-05-27 | Siemens Ag, 8000 Muenchen, De | System for holding X=ray transmitter and receiver - has two C=shaped curved arms, one for carrying the transmitter and receiver and the other for carrying the first arm |
| DE4319598C2 (de) * | 1993-06-14 | 1996-02-22 | Siemens Ag | Medizinisches Gerät mit einem C-Bogen und einer Kabelführung |
| DE102012212717A1 (de) * | 2012-07-19 | 2014-01-23 | Otto Bihler Handels-Beteiligungs-Gmbh | Rollbiegeverfahren und -vorrichtung |
| DE102017208530A1 (de) * | 2017-05-19 | 2018-11-22 | Siemens Healthcare Gmbh | Medizinische Untersuchungs- oder Behandlungseinrichtung, umfassend einen C-Bogen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE537837C (de) * | 1930-09-16 | 1931-11-07 | Schuler L Ag | Verfahren zum Herstellen von Sicken oder Rillen in Fassruempfen o. dgl. |
| US3357229A (en) * | 1965-02-09 | 1967-12-12 | Grotnes Machine Works Inc | Apparatus for forming a beaded shell |
| DE1299269B (de) * | 1965-09-03 | 1969-07-17 | Kronprinz Ag | Felgenprofiliermaschine zur Herstellung von zylindrischen Blech-profilen aus Blechringen, insbesondere von Tiefbettfelgen |
| DE2204953A1 (de) * | 1972-02-03 | 1973-08-09 | Leifeld & Co | Verfahren und vorrichtung zur herstellung von steilschulterfelgen |
-
1991
- 1991-04-11 DE DE19914111780 patent/DE4111780A1/de not_active Withdrawn
-
1992
- 1992-04-07 EP EP19920200987 patent/EP0508541A3/de not_active Withdrawn
- 1992-04-09 JP JP8889792A patent/JPH05131221A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19536053A1 (de) * | 1995-09-28 | 1997-04-10 | Schaeffler Waelzlager Kg | Rollierverfahren zur Herstellung eines Endanschlages an einer Schaltarretierung |
| DE19536053C2 (de) * | 1995-09-28 | 2001-05-31 | Schaeffler Waelzlager Ohg | Unter Anwendung eines Spanlosverfahrens hergestellter Endanschlag an einer Schaltarretierung |
| EP1514702A1 (de) * | 2003-09-10 | 2005-03-16 | Continental Aktiengesellschaft | Fahrzeugrad mit einem Notlaufstützkörper |
| WO2009008780A1 (en) * | 2007-07-09 | 2009-01-15 | Volvo Aero Corporation | A method for producing an annular wall structure |
| CN106001199A (zh) * | 2016-06-29 | 2016-10-12 | 安徽汇展热交换系统股份有限公司 | 一种散热器导风罩圆弧围板压弯装置 |
| EP4401898A4 (de) * | 2021-09-17 | 2025-11-26 | Asc Eng Solutions Llc | Rohrnuter |
| US12533721B2 (en) | 2021-09-17 | 2026-01-27 | ASC Engineered Solutions, LLC | Pipe groover |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH05131221A (ja) | 1993-05-28 |
| EP0508541A3 (de) | 1992-11-04 |
| DE4111780A1 (de) | 1992-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0290874B1 (de) | Maschine zum beiderseitigen Bördeln und Einziehen zylindrischer Dosenrümpfe | |
| EP2024111B1 (de) | Vorrichtung und verfahren zur herstellung von profilkörpern | |
| DE69710610T2 (de) | Vorrichtung zum rollformen von blechformpfetten oder ähnlichem aus metallplatten | |
| EP0508541A2 (de) | Verfahren zum Herstellen eines ring- oder bogenförmigen Metallteils | |
| DE69009993T2 (de) | Vorrichtung zum bilden eines rohres aus blattmetallplatte. | |
| DE69500280T2 (de) | Verfahren und Vorrichtung zur Herstellung eines Rands, insbesondere an einem Lampenreflektor | |
| DE102008000219A1 (de) | Kaltwalzverfahren zur Herstellung eines Profils | |
| WO2019238430A1 (de) | Kaltwalzmaschine und verfahren zur erzeugung eines profils an einem werkstück | |
| DE19723073C2 (de) | Verfahren zur Herstellung eines rotationssymmetrischen Werkstücks | |
| DE19708027A1 (de) | Verfahren zum Herstellen einer metallischen Zahnradscheibe | |
| DE102010017253B4 (de) | Vorrichtung zum Umformen eines Bauteils aus einem flächigen Halbzeug | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE2641573A1 (de) | Druckpresse zum biegen des randstreifens eines ebenen bleches | |
| EP0555631B1 (de) | Verfahren zur Herstellung eines aussen verzahnten Getriebeteiles | |
| DE4226402A1 (de) | Verfahren zur Herstellung von langen dickwandigen Rohren durch Biegen aus einer Metallplatte und Vorrichtung zur Ausführung des Verfahrens | |
| DE102012014987A1 (de) | Hochschlagvorrichtung für Reifenseitenwände | |
| EP2165785A1 (de) | Vorrichtung und Verfahren zur Herstellung von Längsnuten in zylindrischen Werkstücken | |
| DE2825234C2 (de) | Vorrichtung zum Herstellen gewölbter Abschlußwände | |
| EP0429815B1 (de) | Vorrichtung zum Formen eines Flansches oder dergleichen, insbesondere am Ende eines dünnwandigen Matallrohres | |
| EP0828572B1 (de) | Verfahren zum herstellen von ringförmigen werkstücken aus metall mit profiliertem querschnitt und walzwerk zu dessen durchführung | |
| DE9103358U1 (de) | Anordnung zum Umformen einer Ronde aus Metall durch Drücken | |
| DE19718629A1 (de) | Verfahren zum Walzen von Kegelrädern auf einer Axial-Gesenkwalzmaschine und Werkzeuganordnung zu dessen Durchführung | |
| DE102014115426A1 (de) | Vorrichtung und Verfahren zum kontinuierlichen voranschreitenden Umformen von Metallbändern zu einem Profil mit längsveränderlichem Querschnitt | |
| DE19525868A1 (de) | Verfahren zum Herstellen von ringförmigen Werkstücken aus Metall mit profiliertem Querschnitt und Walzwerk zu dessen Durchführung | |
| DE3419182A1 (de) | Verfahren und vorrichtung zum festlegen eines einfassungsbleches an einer durchgangsoeffnung einer flachdichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19930505 |