EP0496232B1 - Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine - Google Patents
Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine Download PDFInfo
- Publication number
- EP0496232B1 EP0496232B1 EP92100403A EP92100403A EP0496232B1 EP 0496232 B1 EP0496232 B1 EP 0496232B1 EP 92100403 A EP92100403 A EP 92100403A EP 92100403 A EP92100403 A EP 92100403A EP 0496232 B1 EP0496232 B1 EP 0496232B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- warp
- supporting
- supporting members
- support
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03J—AUXILIARY WEAVING APPARATUS; WEAVERS' TOOLS; SHUTTLES
- D03J1/00—Auxiliary apparatus combined with or associated with looms
- D03J1/14—Apparatus for threading warp stop-motion droppers, healds, or reeds
Definitions
- the present invention relates to a device for handling lamellae in a warp threading machine after the warp thread has been drawn in, with rail-like support members provided for the lining up of the lamellae and means for displacing the lamellae in the longitudinal direction of the support members.
- this device is not an optimal solution, and it also leads to a relatively high load on the warp threads.
- Another such device is known from DE-A-688 493 in which the slats are lined up on mounting rails.
- a conveyor device Running parallel to this, a conveyor device is provided which has circumferentially arranged driver bars which move the slats forward on the mounting rails.
- the conveying device mentioned is complex, requires a lot of space, in particular also for the return of the driver bars, and is therefore difficult to accommodate in a largely automated device of the type mentioned.
- a further embodiment of such a device is known from US-A-3,103,056, in which the slats are also lined up on support rails, but which are moved forward by worm wheels which grip and advance the slats laterally on their long sides.
- the worm wheel must have a large pitch or a large diameter.
- the large slope leads to a strong deformation of the lamella and the large diameter requires a lot of space. While the strong deformation places additional strain on the lamella, the large space requirement of the screw with its large diameter impairs the possibilities for automation.
- the two other devices are not a cheap solution in the sense of gentle treatment of the slats and warp threads and in the sense of extensive automation of the drawing-in process.
- the invention is now intended to provide a device of the type mentioned at the outset, with which the handling of the slats after being drawn in can be automated, and which ensures that the warp threads are treated as gently as possible.
- the object is achieved according to the invention in that the lamellae are lined up and supported on a threaded spindle, so that the lamellae can be displaced by rotating the threaded spindle.
- the solution according to the invention decouples the handling of the slats, that is to say their displacement on the support members, before transfer to them, the means mentioned allowing on the one hand a displacement without manual intervention and on the other hand reducing the stress on the warp threads.
- a preferred embodiment is characterized in that the means for displacing the lamellae are arranged on the support members.
- This preferred embodiment enables a simple design of the device according to the invention, which is particularly advantageous if, as in a further preferred embodiment, the means mentioned are arranged on the upper edge of the support members supporting the lamellas and can be driven rotatably about their longitudinal axis are formed.
- the drawing-in machine consists of a base frame 1 and of various assemblies arranged in it, each of which represents a functional module.
- a warp beam carriage 2 with a warp beam 3 arranged on it can be seen.
- the warp beam carriage 2 is coupled via the warp beam 3 to a device, hereinafter referred to as a lifting device 4, for receiving and holding a pull-in frame 5, on which the warp threads KF are stretched.
- This clamping takes place before the actual drawing in and at a location separate from the drawing machine, the drawing frame 5 being positioned at the lower end of the lifting device 4 in the immediate vicinity of the warp beam 3.
- the warp beam carriage 2 with the warp beam 3 and lifting device 4 is moved to the so-called upgrade side of the pulling-in machine and the pulling frame 5 is lifted upwards by the lifting device 4 and suspended in the base frame 1, where he then occupies the position shown.
- the frame 5 is suspended in a transport device (not shown) mounted on the front upper longitudinal member 6 of the base frame 1.
- the frame 5 and the lifting device 4 with the warp beam carriage 2 and the warp beam 3 are shifted from left to right in the longitudinal direction of the beam 6.
- the warp threads KF are guided past a thread separating stage FT, which has a device for dividing the warp threads and for cutting off the divided warp threads KF and a device for presenting the cut warp threads to a pull-in needle 7, the latter forming part of the so-called pull-in module.
- the sectioning device used in the USTER TOPMATIC warp knitting machine can be used, for example, to separate the warp threads.
- a monitor 8 which belongs to an operating station and is used to display machine functions and machine malfunctions and for data input.
- the operating station which forms part of a so-called programming module, also contains an input stage for the manual input of certain functions, such as, for example, crawl gear, start / stop, repetition of operations, and the like.
- the drawing machine is controlled by a control module containing a control computer, which is arranged in a control box 9.
- this control box contains a module computer for each so-called main module, the individual module computers being controlled and monitored by the control computer.
- the main modules of the drawing machine are, in addition to the modules already mentioned, drawing module, yarn module, control module and programming module, the strand, the lamella and the sheet module.
- the thread separation stage FT which presents the warp threads KF to be drawn in to the pull-in needle 7, and the path of movement of the pull-in needle 7, which runs perpendicular to the plane of the stretched warp threads KF, determine a plane in the region of a support 10 forming part of the base frame, which supports the already mentioned upgrade side of the so-called disassembly side of the drawing machine.
- the warp threads and the individual elements into which the warp threads are to be fed are fed in on the upgrade side, and the so-called dishes (strands, lamellae and sheets) with the drawn-in warp threads can be removed on the tear-down side.
- the warp thread guard slats LA are arranged, behind them the healds LI and further down the reed.
- the lamellae LA are stacked in hand magazines, and the full hand magazines are hung in inclined feed rails 11, on which they are transported to the right, towards the pull-in needle 7. There they are separated and brought into the feed position. After pulling in, the slats LA arrive on slat support rails 12 on the dismantling side.
- the strands LI are lined up on rails 13 and shifted to a separating stage thereon. Then the healds LI are individually brought into their retracted position and, after they have been drawn in, distributed to the corresponding heald frames 14 on the dismantling side. The reed is also moved past the pull-in needle 7 step by step, the corresponding sheet gap being opened for the feed. After it has been drawn in, the sheet is also on the dismantling side. To the right of the heald frames 14 is a part of the reed WB. This illustration is to be understood purely for illustrative purposes, since the reed is of course located on the upgrade page in the position of the frame 5 shown.
- a so-called crockery trolley 15 is provided on the dismantling side. This is inserted together with the slat support rails 12, heald frames 14 and a holder for the reed attached to the base frame 1 in the position shown and wears the dishes with the KF warp threads drawn in after being drawn in.
- the lifting device 4 and the warp beam carriage 2 with the warp beam 3 are located directly in front of the dishwashing carriage 15. Now the tableware is reloaded from the dishwashing carriage 15 onto the warp beam carriage 2, which then carries the warp beam 3 and the pulled-in dishes and can be driven to the weaving machine in question or to an interim storage facility.
- the individual main modules of the drawing machine are made up of sub-modules, which are each intended for specific functions. However, this modular structure is not the subject of the present invention. In this context, the Int. Application No. PCT / CH90 / 00227 referenced.
- the slat conveying device takes over the slats with the warp threads drawn in and moves them on the slat support rails 12.
- the slat conveying device is arranged on the crockery trolley 15, which essentially consists of a wheeled frame which, in addition to the slat conveying device carries a heald conveyor for conveying the drawn healds on the heald frames 14 and a holder for the reed WB.
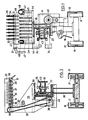
- FIGS. 2 to 4 The lamella conveying device is shown in FIGS. 2 to 4, with FIGS. 2a and 2b each showing a view in the region of the two end faces of the elongated device, namely from the rear, with reference to FIG. 1, that is to say seen from the reed WB.
- Fig. 2a shows the outer, on the right in Fig. 1
- Fig. 2b shows the inner, in Fig. 1, the left end of the slat conveyor.
- This inner end is the so-called filling side, that is to say the side on which the lamella conveyor device removes the drawn lamellae from the one in the int.
- Registration No. PCT / CH91 / 00190 sub-module described slat distribution takes over.
- FIG. 3 shows a section along the line A-A of Fig. 2a and Fig. 4 shows a section along the line B-B of Fig. 2b, wherein in Fig. 3 the lamella support rails are omitted for clarity.
- the scale is approximately 1: 3.5. It should be noted that FIGS. 2a and 2b show only a small part of the lamella conveyor device, the total length of which is approximately 4.5 meters.
- the lamella conveying device essentially consists of a profile carrier 16 extending over the entire length for the various holding and actuating members to be described, which is mounted on bearing blocks 18 provided with transport wheels 17 is mounted.
- the transport wheels 17 are guided in rails 19 which are mounted on the crockery trolley 15 (FIG. 1).
- the lamellar support rails 12 are placed on horizontal support rods 20, which are inserted into vertical support bolts 21 and have a round cross section with a radially projecting, beard-like comb 22.
- This comb contains equally spaced guide slots for the lamella support rails. According to the illustration, eight such slots are provided for a total of eight lamella support rails.
- the support rods 20 are provided with a handle and are held detachably and fixably in the support bolt 21, loosening and fixing being carried out by correspondingly rotating the support rods about their longitudinal axis. In the position shown in FIG. 4, the support rod 20 is fixed; to pull it out of the support pin 21, it must be rotated through 180 °, in which position the comb 21 can pass a corresponding groove 23 in the support pin 21.
- the support bolts 21 are in turn inserted at their lower end into support arms 24, which are in engagement with a transport chain 25 and can be moved by this along the profile carrier 16.
- the support arms 24 are guided during their transport in the profile carrier 16, which for this purpose has an upper and a lower guide trough 26 and 27, in which the corresponding strand of the transport chain 25 runs.
- the carrying arms 24 driven by the transport chain 25 thus perform a back and forth movement along a closed path with a working stroke and an idle stroke.
- the support arms 24 are loaded with the support bolts 21, the support rods 20 and the lamellar support rails 12 and run outwards in the upper guide trough 26 from the filling side at a speed which corresponds to the speed of the growth of the lamella stack on the lamellar support rails 12 .
- a number of support arms 24 are provided over the length of the profile beam 16; their movement is necessary to enable a continuous transport of the slats LA along the slat support rails 12.
- the support arms 24 slide along the lamella support rails 12 during their movement, leave them and finally come to their outer reversal point, where they change from the upper guide trough 26 into the lower guide trough 27.
- the support bolts 21 and the support rods 20 are removed from the support arms 24, and the support arms 24 run unloaded in the lower guide channel 27 back to the filling side, where the support bolts 21 then again with the Support rod 20 are inserted into the support arms 24. If it should be forgotten or overlooked to remove the support bolts 21 with the support rods 20 from the support arms 24 in good time, then the support bolts 21 will automatically fall out of them when the support arms 24 are changed from the upper to the lower guide channel.
- the lamella support rails 12 have at their filling-side end an inclined inlet part 28 on which the slats slide onto the support rails. At its other end, the lamella support rails 12 are guided in guide slots 29 of a retaining web 30 and are fixed to the retaining web by means of a corresponding locking pin 31 which penetrates the lamella support rails.
- This forms a projecting support on the upper crossbeam 32 of a rear wall 33 fixed to the profile support 16, on which drive means are also provided for displacing the slats on the slat support rails 12.
- the latter are constructed like a sandwich and consist of a core and two side walls projecting above and below the core, so that a U-shaped groove extending over the length of the lamella support rail 12 is formed above and below the rail forming the core.
- the actual contact or sawtooth rail KS for the warp thread monitor is held in the lower groove, onto which the slats are lined up in front of the contact or sawtooth rail by simply pulling off the slat support rail 12. In this way, it is possible for the first time to line up the slats on the warp guard rails directly on the warp guard rails, without the need for an additional operation.
- a threaded spindle 34 which is rotatable about its longitudinal axis and which acts as a means for displacement the lamellae along the lamella support rails 12 is used by the lamellae being displaced by the thread on which they are lined up when the threaded spindle 34 rotates.
- the drive of the threaded spindle 34 takes place via gear wheels 35, which have a chuck 36 for receiving the end of each threaded spindle 34, which is smooth for this purpose.
- gear wheels 35 which have a chuck 36 for receiving the end of each threaded spindle 34, which is smooth for this purpose.
- eight gearwheels 35 are provided, which are mounted on the above-mentioned upper crossbeam 32 of the rear wall 33 and are coupled to one another in terms of drive by means of intermediate gearwheels 37. By using the intermediate gears 37, all gears 35 have the same direction of rotation.
- the gear wheels 35 are in turn driven by toothed belt wheels 38 and a toothed belt 39 by a shaft 40 running along the profile support 16, which has a drive motor 41 at its end lying on the filling side of the lamella conveying device (FIG. 2b) and a drive motor 41 at its other end Reverse gear 42 is connected.
- This reversing gear mechanism in turn drives a sprocket 43 serving as a drive for the transport chain 25, so that both the conveying of the slats on the slat support rails 12 and the displacement of the organs (support rods 20, support bolts 21, support arms 24) carrying the slat support rails 12 the motor 41 takes place.
- a second sprocket 43 is arranged on the filling-side end of the lamella conveyor device.
- the shaft 40 is constructed in two parts, the two parts being connected to one another in an articulated manner, and the part following the motor 41 having a round and the other part a hexagonal cross section.
- FIGS. 2a, 2b and 4 several, preferably three or four, spaced-apart holding rails 44 are arranged on the profile carrier 16, on which holders 45 for separating rods 46 running between the rows of lamellae are mounted.
- the latter serve to separate the slats LA of adjacent rows from one another and to prevent them from touching and getting caught in one another.
- the package with the separating rods 46 is covered on both long sides by a stable protective strip 48, which is also carried by holders 47 mounted on the holding rails 44 and which protects the plate packs against external influences.
- the slat conveying device described enables the slats on the slat carrier rails to be conveyed automatically with optimally gentle treatment of the warp threads and, for the first time, enables the warp guard rails to be loaded directly on the drawing-in machine.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Auxiliary Weaving Apparatuses, Weavers' Tools, And Shuttles (AREA)
- Treatment Of Fiber Materials (AREA)
- Knitting Machines (AREA)
- Warping, Beaming, Or Leasing (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Woven Fabrics (AREA)
- Decoration By Transfer Pictures (AREA)
- Polarising Elements (AREA)
- Looms (AREA)
- Polyesters Or Polycarbonates (AREA)
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine nach erfolgtem Kettfadeneinzug, mit schienenartigen, zur Aufreihung der Lamellen vorgesehenen Tragorganen und Mitteln zur Verschiebung der Lamellen in Längsrichtung der Tragorgane.
- Bei einer bekannten Vorrichtung dieser Art, wie sie beispielsweise in der Kettfadeneinziehmaschine USTER DELTA verwendet wird (USTER - eingetragenes Warenzeichen der Zellweger Uster AG), werden die Lamellen durch einen Ausstosshebel den Tragorganen übergeben, wobei gleichzeitig Fadenaustossarme auf den eingezogenen Kettfaden drücken und die Wirkung des Austosshebels unterstützen. Die jeweils gerade einem Tragorgan übergebene Lamelle verschiebt dabei die bereits auf diesem aufgereihten Lamellen, wobei diese Verschiebung, besonders bei längeren Lamellenstapeln, von Zeit zu Zeit durch Handeingriffe der Bedienungsperson unterstützt werden muss.
- Diese Vorrichtung stellt im Hinblick darauf, dass eine möglichst weitgehende Automatisierung des Einziehvorgangs anzustreben ist, keine optimale Lösung dar, und sie führt auch zu einer relativ starken Beanspruchung der Kettfäden.
- Aus der DE-A-688 493 ist eine weitere solche Vorrichtung bekannt, bei der die Lamellen auf Tragschienen aufgereiht sind. Parallel dazu verlaufend, ist eine Fördervorrichtung vorgesehen, die umlaufend angeordnete Mitnehmerstäbe aufweist, die die Lamellen auf den Tragschienen vorwärts bewegen.
- Die genannte Fördervorrichtung ist aber aufwendig, benötigt viel Raum, insbesondere auch für den Rücklauf der Mitnehmerstäbe und ist demzufolge in einer weitgehend automatisierten Vorrichtung der genannten Art schwer unterzubringen.
- Eine weitere Ausführung einer solchen Vorrichtung ist aus der US-A-3,103,056 bekannt, bei der die Lamellen ebenfalls auf Tragschienen aufgereiht sind, die aber durch Schneckenräder vorwärts bewegt werden, die die Lamellen seitlich an ihren Längsseiten erfassen und vorschieben.
- Sollen bei dieser Ausführung die einzelnen Lamellen mit grösseren Abständen gefördert werden, so muss das Schenckenrad eine grosse Steigung oder einen grossen Durchmesser aufweisen. Die grosse Steigung führt zu einer starken Verformung der Lamelle und der grosse Durchmesser benötigt viel Raum. Während die starke Verformung die Lamelle zusätzlich belastet, beeinträchtigt der grosse Raumbedarf der Schnecke bei grossem Durchmesser die Möglichkeiten zur Automatisierung.
- Demnach stellen die beiden weiteren Vorrichtungen keine günstige Lösung im Sinne einer schonenden Behandlung der Lamellen und Kettfäden und im Sinne einer weitgehenden Automatisierung des Einziehvorganges dar.
- Durch die Erfindung soll nun eine Vorrichtung der eingangs genannten Art angegeben werden, mit welcher die Handhabung der Lamellen nach dem Einzug automatisiert werden kann, und welche eine möglichst schonende Behandlung der Kettfäden gewährleistet.
- Die Aufgabe wird erfindungsgemäss dadurch gelöst, dass die Lamellen auf einer Gewindespindel aufgereiht und abgestützt sind, so dass durch Drehen der Gewindespindel die Lamellen verschoben werden können.
- Durch die erfindungsgemässe Lösung wird die Handhabung der Lamellen, also deren Verschiebung auf den Tragorganen, vor der Uebergabe an diese entkoppelt, wobei die genannten Mittel einerseits eine Verschiebung ohne Handeingriffe ermöglichen und andererseits die Beanspruchung der Kettfäden verringern.
- Eine bevorzugte Ausführungsform ist dadurch gekennzeichnet, dass die Mittel zur Verschiebung der Lamellen an den Tragorganen angeordnet sind.
- Diese bevorzugte Ausführungsform ermöglicht eine einfache Ausbildung der erfindungsgemässen Vorrichtung, welche sich dann besonders vorteilhaft gestaltet, wenn so, wie bei einer weiteren bevorzugten Ausführungsform, die genannten Mittel durch eine an der die Lamellen tragenden oberen Kante der Tragorgane angeordnete und um ihre Längsachse rotierbar antreibbare Gewindespindel gebildet sind.
- Nachfolgend wird die Erfindung anhand eines Ausführungsbeispiels und der Zeichnungen näher erläutert; es zeigen:
- Fig. 1
- eine perspektivische Gesamtdarstellung einer erfindungsgemässen Einziehmaschine,
- Fig. 2a, b
- eine Darstellung der Vorrichtung zur Handhabung der Lamellen der Einziehmaschine von Fig. 1 in einer Ansicht von hinten,
- Fig. 3
- einen Schnitt nach der Linie A-A von Fig. 2a; und
- Fig. 4
- einen Schnitt nach der Linie B-B von Fig. 2b.
- Gemäss Figur 1 besteht die Einziehmaschine aus einem Grundgestell 1 und aus verschiedenen in diesem angeordneten Baugruppen, welche jede ein Funktionsmodul darstellen. Vor dem Grundgestell 1 ist ein Kettbaumwagen 2 mit einem auf diesem angeordneten Kettbaum 3 zu erkennen. Der Kettbaumwagen 2 ist über den Kettbaum 3 mit einer nachfolgend als Hebevorrichtung 4 bezeichneten Einrichtung zur Aufnahme und zur Halterung eines Einziehrahmens 5 gekuppelt, auf welchem die Kettfäden KF aufgespannt sind. Dieses Aufspannen erfolgt vor dem eigentlichen Einziehen und an einem von der Einziehmaschine getrennten Ort, wobei der Einziehrahmen 5 am unteren Ende der Hebevorrichtung 4 in unmittelbarer Nähe zum Kettbaum 3 positioniert ist. Für das Einziehen wird der Kettbaumwagen 2 mit Kettbaum 3 und Hebevorrichtung 4 an die sogenannte Aufrüstseite der Einziehmaschine gefahren und der Einziehrahmen 5 wird von der Hebevorrichtung 4 nach oben gehoben und in das Grundgestell 1 eingehängt, wo er dann die dargestellte Lage einnimmt. Das Einhängen des Rahmens 5 erfolgt in eine am vorderen oberen Längsträger 6 des Grundgestells 1 gelagerte Transporteinrichtung (nicht dargestellt).
- Beim Einziehprozess werden der Rahmen 5 und die Hebevorrichtung 4 mit dem Kettbaumwagen 2 und dem Kettbaum 3 in Längsrichtung des Trägers 6 von links nach rechts verschoben. Bei dieser Verschiebung werden die Kettfäden KF an einer Fadentrennstufe FT vorbeigeführt, welche eine Einrichtung zum Abteilen der Kettfäden und zum Abschneiden der abgeteilten Kettfäden KF sowie eine Einrichtung zur Präsentation der abgeschnittenen Kettfäden an eine Einziehnadel 7 aufweist, welch letztere Bestandteil des sogenannten Einziehmoduls bildet. Für das Abteilen der Kettfäden kann beispielsweise die in der Webkettenknüpfmaschine USTER TOPMATIC verwendete Abteileinrichtung eingesetzt werden.
- Neben der Einziehnadel 7 ist ein Bildschirmgerät 8 zu erkennen, welches zu einer Bedienungsstation gehört und zur Anzeige von Maschinenfunktionen und Maschinenfehlfunktionen und zur Dateneingabe dient. Die Bedienungsstation, die Teil eines sogenannten Programmiermoduls bildet, enthält auch eine Eingabestufe für die manuelle Eingabe gewisser Funktionen, wie beispielsweise Kriechgang, Start/Stop, Repetition von Vorgängen, und dergleichen. Die Steuerung der Einziehmaschine erfolgt durch ein einen Steuerrechner enthaltendes Steuermodul, welches in einem Steuerkasten 9 angeordnet ist. Dieser Steuerkasten enthält neben dem Steuerrechner für jedes sogenannte Hauptmodul einen Modulrechner, wobei die einzelnen Modulrechner vom Steuerrechner gesteuert und überwacht sind. Die Hauptmodule der Einziehmaschine sind neben den schon erwähnten Modulen Einzugsmodul, Garnmodul, Steuermodul und Programmiermodul, noch das Litzen-, das Lamellen- und das Blattmodul.
- Die Fadentrennstufe FT, welche der Einziehnadel 7 die einzuziehenden Kettfäden KF präsentiert, und die Bewegungsbahn der Einziehnadel 7, welche senkrecht zur Ebene der aufgespannten Kettfäden KF verläuft, bestimmen eine Ebene im Bereich einer Teil des Grundgestells bildenden Stütze 10, welche die schon erwähnte Aufrüstseite von der sogenannten Abrüstseite der Einziehmaschine trennt. An der Aufrüstseite werden die Kettfäden und die einzelnen Elemente, in welche die Kettfäden einzuziehen sind, zugeführt, und an der Abrüstseite kann das sogenannte Geschirr (Litzen, Lamellen und Blatt) mit den eingezogenen Kettfäden entnommen werden. Wenn alle Kettfäden KF eingezogen sind und der Rahmen 5 leer ist, befindet sich der letztere zusammen mit der Hebevorrichtung 4, dem Kettbaumwagen 2 und dem Kettbaum 3 auf der Abrüstseite und kann vom Grundgestell 1 abgenommen werden.
- Unmittelbar hinter der Ebene der Kettfäden KF sind die Kettfadenwächterlamellen LA angeordnet, hinter diesen die Weblitzen LI und noch weiter hinten das Webblatt. Die Lamellen LA werden in Handmagazinen aufgestapelt, und die vollen Handmagazine werden in geneigt angeordnete Zuführschienen 11 gehängt, auf denen sie nach rechts, zur Einziehnadel 7 hin, transportiert werden. Dort werden sie separiert und in die Einzugsposition gebracht. Nach erfolgtem Einzug gelangen die Lamellen LA auf Lamellentragschienen 12 auf der Abrüstseite.
- Die Litzen LI werden auf Schienen 13 aufgereiht und auf diesen zu einer Separierstufe verschoben. Dann werden die Litzen LI einzeln in ihre Einziehposition gebracht und nach erfolgtem Einzug auf die entsprechenden Webschäfte 14 auf der Abrüstseite verteilt. Das Webblatt wird ebenfalls schrittweise an der Einziehnadel 7 vorbeibewegt, wobei die entsprechende Blattlücke für den Einzug geöffnet wird. Nach dem Einzug befindet sich das Blatt ebenfalls auf der Abrüstseite. Rechts neben den Webschäften 14 ist ein Teil des Webblatts WB zu erkennen. Diese Darstellung ist rein illustrativ zu verstehen, weil sich das Webblatt bei der dargestellten Position des Rahmens 5 selbstverständlich auf der Aufrüstseite befindet.
- Wie der Figur weiter entnommen werden kann, ist auf der Abrüstseite ein sogenannter Geschirrwagen 15 vorgesehen. Dieser wird zusammen mit den darauf befestigten Lamellentragschienen 12, Webschäften 14 und einer Halterung für das Webblatt in das Grundgestell 1 in die dargestellte Position eingeschoben und trägt nach dem Einziehen das Geschirr mit den eingezogenen Kettfäden KF. Zu diesem Zeitpunkt befinden sich die Hebevorrichtung 4 und der Kettbaumwagen 2 mit dem Kettbaum 3 unmittelbar vor dem Geschirrwagen 15. Nun wird mittels der Hebevorrichtung 4 das Geschirr vom Geschirrwagen 15 auf den Kettbaumwagen 2 umgeladen, der dann den Kettbaum 3 und das eingezogene Geschirr trägt und an die betreffende Webmaschine oder in ein Zwischenlager gefahren werden kann.
- Die einzelnen Hauptmodule der Einziehmaschine setzen sich aus Teilmodulen zusammen, welche jeweils für bestimmte Funktionen vorgesehen sind. Dieser modulartige Aufbau ist aber nicht Gegenstand der vorliegenden Erfindung. Es wird in diesem Zusammenhang auf die Int. Anmeldung Nr. PCT/CH90/00227 verwiesen.
- Nachfolgend soll nun das Teilmodul zur Handhabung der Lamellen nach erfolgtem Kettfadeneinzug, die sogenannte Lamellenfördervorrichtung, beschrieben werden. Diese Vorrichtung übernimmt die Lamellen mit den eingezogenen Kettfäden und verschiebt sie auf den Lamellentragschienen 12. Wie Fig. 1 zu entnehmen ist, ist die Lamellenfördervorrichtung auf dem Geschirrwagen 15 angeordnet, welcher im wesentlichen aus einem mit Rädern versehenen Rahmen besteht, der neben der Lamellenfördervorrichtung noch eine Litzenfördervorrichtung zur Förderung der eingezogenen Litzen auf den Webschäften 14 und eine Halterung für das Webblatt WB trägt.
- Die Lamellenfördervorrichtung ist in den Figuren 2 bis 4 dargestellt, wobei die Fig. 2a und 2b je eine Ansicht im Bereich der beiden Stirnseiten der länglich geformten Vorrichtung zeigen, und zwar von hinten, bezogen auf Fig. 1 also vom Webblatt WB her gesehen. Fig. 2a zeigt das äussere, in Fig. 1 rechte, und Fig. 2b zeigt das innere, in Fig. 1 linke Ende der Lamellenfördervorrichtung. Dieses innere Ende ist die sogenannte Auffüllseite, das heisst diejenige Seite, an welcher die Lamellenfördervorrichtung die eingezogenen Lamellen von dem in der Int. Anmeldung Nr. PCT/CH91/00190 beschriebenen Teilmodul Lamellenverteilung übernimmt. Die eingezogenen Lamellen sind dann auf die ganze Länge der Lamellentragschienen zu verteilen, wobei die letzteren so zu halten sind, dass auf der ganzen Tragschienenlänge ein durchgängiger Transport möglich ist. Fig. 3 zeigt einen Schnitt nach der Linie A-A von Fig. 2a und Fig. 4 einen Schnitt nach der Linie B-B von Fig. 2b, wobei in Fig. 3 zur besseren Uebersichtlichkeit die Lamellentragschienen weggelassen sind. Der Massstab beträgt jeweils ungefähr 1:3,5. Es sei nach darauf hingewiesen, dass die Fig. 2a und 2b nur einen kleinen Teil der Lamellenfördervorrichtung zeigen, deren Gesamtlänge etwa 4,5 Meter beträgt.
- Die Lamellenfördervorrichtung besteht im wesentlichen aus einem über die ganze Länge reichenden Profilträger 16 für die diversen noch zu beschreibenden Halte- und Betätigungsorgane, welcher auf mit Transporträdern 17 versehenen Lagerböcken 18 montiert ist. Die Transporträder 17 sind in Schienen 19 geführt, welche auf dem Geschirrwagen 15 (Fig. 1) montiert sind.
- Die Lamellentragschienen 12 sind auf horizontale Tragstäbe 20 aufgelegt, welche in vertikale Tragbolzen 21 gesteckt sind und einen runden Querschnitt mit einem radial abstehenden, bartartigen Kamm 22 aufweisen. Dieser Kamm enthält gleichweit beabstandete Führungsschlitze für die Lamellentragschienen. Darstellungsgemäss sind acht solche Schlitze für insgesamt acht Lamellentragschienen vorgesehen. Die Tragstäbe 20 sind mit einem Handgriff versehen und sind im Tragbolzen 21 lösbar und fixierbar gehalten, wobei Lösen und Fixieren durch entsprechendes Verdrehen der Tragstäbe um ihre Längsachse erfolgt. In der in Fig. 4 eingezeichneten Stellung ist der Tragstab 20 fixiert, zum Herausziehen aus dem Tragbolzen 21 muss er um 180° gedreht werden, in welcher Position der Kamm 21 eine entsprechende Nut 23 im Tragbolzen 21 passieren kann.
- Die Tragbolzen 21 sind ihrerseits an ihrem unteren Ende in Tragarme 24 gesteckt, welche mit einer Transportkette 25 in Eingriff stehen und von dieser entlang des Profilträgers 16 bewegbar sind. Die Tragarme 24 sind während ihres Transports im Profilträger 16 geführt, der zu diesem Zweck eine obere und eine untere Führungsrinne 26 bzw. 27 aufweist, in denen das entsprechende Trum der Transportkette 25 verläuft. Die von der Transportkette 25 angetriebenen Tragarme 24 vollführen somit eine Hin- und Herbewegung längs einer geschlossenen Bahn mit einem Arbeitshub und einem Leerhub. Bei ihrem Arbeitshub sind die Tragarme 24 mit den Tragbolzen 21, den Tragstäben 20 und den Lamellentragschienen 12 beladen und laufen in der oberen Führungsrinne 26 von der Auffüllseite nach aussen und zwar mit einer Geschwindigkeit, die der Geschwindigkeit des Wachsens der Lamellenstapel auf den Lamellentragschienen 12 entspricht. Ueber die Länge des Profilträgers 16 ist eine Anzahl von Tragarmen 24 vorgesehen; ihre Bewegung ist erforderlich, um einen durchgängigen Transport der Lamellen LA entlang der Lamellentragschienen 12 zu ermöglichen.
- Die Tragarme 24 gleiten bei ihrer Bewegung an den Lamellentragschienen 12 entlang, verlassen diese und kommen schliesslich an ihren äussern Umkehrpunkt, wo sie von der oberen Führungsrinne 26 in die untere Führungsrinne 27 wechseln. Vor diesem Wechsel und nach dem Verlassen des Bereichs der Lamellentragschienen 12 werden die Tragbolzen 21 und die Tragstäbe 20 von den Tragarmen 24 abgenommen, und die Tragarme 24 laufen in der unteren Führungsrinne 27 unbeladen an die Auffüllseite zurück, wo dann wieder die Tragbolzen 21 mit dem Tragstab 20 in die Tragarme 24 gesteckt werden. Falls vergessen oder übersehen werden sollte, die Tragbolzen 21 mit den Tragstäben 20 rechtzeitig von den Tragarmen 24 abzunehmen, dann fallen die Tragbolzen 21 beim Wechsel der Tragarme 24 von der oberen zur unteren Führunsgrinne von selbst aus diesen heraus.
- Die Lamellentragschienen 12 weisen an ihrem auffüllseitigen Ende einen schrägen Einlaufteil 28 auf, auf dem die Lamellen auf die Tragschienen gleiten. An ihrem anderen Ende sind die Lamellentragschienen 12 in Führungsschlitzen 29 eines Haltestegs 30 geführt und mittels eines entsprechende Bohrungen der Lamellentragschienen durchsetzenden Sicherungsdornes 31 am Haltesteg fixiert. Dieser bildet eine vorspringende Auflage am oberen Querbalken 32 einer am Profilträger 16 fixierten Rückwand 33, an welcher ausserdem Antriebsmittel zur Verschiebung der Lamellen auf den Lamellentragschienen 12 vorgesehen sind. Die letzteren sind sandwichartig aufgebaut und bestehen aus einem Kern und aus zwei den Kern oben und unten überragenden Seitenwänden, so dass oberhalb und unterhalb der den Kern bildenden Schiene je eine über die Länge der Lamellentragschiene 12 reichende U-förmige Nut gebildet ist.
- In der unteren Nut ist die eigentliche Kontakt- oder Sägezahnschiene KS für den Kettfadenwächter gehalten, auf welche die Lamellen nach dem Einziehen durch einfaches Abziehen der Lamellentragschiene 12 vor der Kontakt- oder Sägezahnschiene aufgereiht werden. Auf diese Weise ist es erstmals möglich, an der Einziehmaschine die Lamellen sozusagen direkt auf die Kettwächterschienen aufzureihen, ohne dass dafür eine zusätzliche Operation erforderlich ist. In der oberen Nut der Lamellentragschienen 12 ist eine um ihre Längsachse rotierbare Gewindespindel 34 gelagert, welche als Mittel zur Verschiebung der Lamellen entlang der Lamellentragschienen 12 dient, indem die Lamellen bei Rotation der Gewindespindel 34 durch deren Gewinde, auf welchem sie aufgereiht sind, verschoben werden. Der Antrieb der Gewindespindel 34 erfolgt über Zahnräder 35, welche ein Futter 36 zur Aufnahme des Endes jeder Gewindespindel 34 aufweisen, welches zu diesem Zweck glatt ausgebildet ist. Entsprechend den acht möglichen Lamellentragschienen 12 sind acht Zahnräder 35 vorgesehen, welche an dem erwähnten oberen Querbalken 32 der Rückwand 33 gelagert und über Zwischenzahnräder 37 miteinander antriebsmässig gekuppelt sind. Durch die Verwendung der Zwischenzahnräder 37 haben alle Zahnräder 35 die gleiche Drehrichtung.
- Der Antrieb der Zahnräder 35 wiederum erfolgt über Zahnriemenräder 38 und einen Zahnriemen 39 durch eine entlang des Profilträgers 16 verlaufende Welle 40, welche an ihrem an der Auffüllseite der Lamellenfördervorrichtung liegenden Ende mit einem Antriebsmotor 41 (Fig.2b) und an ihrem anderen Ende mit einem Umkehrgetriebe 42 verbunden ist. Dieses Umkehrgetriebe treibt seinerseits ein als Antrieb für die Transportkette 25 dienendes Kettenrad 43 an, so dass also sowohl die Förderung der Lamellen auf den Lamellentragschienen 12, als auch die Verschiebung der die Lamellentragschienen 12 tragenden Organe (Tragstäbe 20, Tragbolzen 21, Tragarme 24) durch den Motor 41 erfolgt. Am auffüllseitigen Ende der Lamellenfördervorrichtung ist ein zweites Kettenrad 43 angeordnet.
- Um die Lamellenfördervorrichtung an ihrer Auffüllseite im Niveau exakt auf das Teilmodul Lamellenverteilung ausrichten zu können, ist sie an diesem Ende im Lagerbock 18 höhenverstellbar ausgebildet. Andererseits ist aber der Motor 41 mit dem Lagerbock 18 fest verbunden und weist somit ein festes Niveau auf, so dass sich zwischen dem mit dem Motor 41 verbundenen und dem den Zahnriemen 39 antreibenden Ende der Welle 40 Höhenunterschiede ergeben können. Um diese ausgleichen zu können, ist die Welle 40 zweiteilig ausgebildet, wobei die beiden Teile gelenkig miteinander verbunden sind, und der Teil im Anschluss an den Motor 41 einen runden und der andere Teil einen sechseckigen Querschnitt aufweist.
- Wie sich den Figuren 2a, 2b und 4 entnehmen lässt, sind auf dem Profilträger 16 mehrere, vorzugsweise drei oder vier, voneinander beabstandete Halteschienen 44 angeordnet, auf denen Halter 45 für zwischen den Lamellenreihen verlaufende Trennstangen 46 montiert sind. Die letzteren dienen dazu, die Lamellen LA benachbarter Reihen voneinander zu trennen und zu verhindern, dass sich diese berühren und ineinander verfangen können. Das Paket mit den Trennstangen 46 ist an beiden Längsseiten durch eine ebenfalls von auf den Halteschienen 44 montierten Haltern 47 getragene stabile Schutzleiste 48 abgedeckt, welche die Lamellenpakete gegen äussere Einwirkungen schützt.
- Die beschriebene Lamellenfördervorrichtung ermöglicht eine automatische Förderung der Lamellen auf den Lamellentragschienen bei optimal schonender Behandlung der Kettfäden und sie ermöglicht erstmals das Beladen der Kettwächterschienen direkt an der Einziehmaschine.
Claims (13)
- Vorrichtung zur Handhabung von Lamellen (LA) in einer Kettfadeneinziehmaschine nach erfolgtem Kettfadeneinzug, mit schienenartigen, zur Aufreihung der Lamellen vorgesehenen Tragorganen (12) und Mitteln zur Verschiebung der Lamellen in Längsrichtung der Tragorgane, dadurch gekennzeichnet, dass die Tragorgane (12) eine obere Kante aufweisen an der eine drehbare Gewindespindel (34) mit einem Gewinde vorgesehen ist, auf dem die Lamellen (LA) aufgereiht sind, so dass durch die Drehbewegung der Gewindespindel die Lamellen verschoben werden.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Gewindespindel (34) in einer U-förmigen Nut an der oberen Kante des Tragorgans (12) angeordnet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Tragorgan eine untere Kante aufweist, an der eine Kettfadenwächterschiene (KS) lösbar befestigt ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass das Tragorgan an der unteren Kante eine U-förmige Nut für die Kettfadenwächterschiene (KS) aufweist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Gewindespindeln (34) die Tragorgane (12) an einem Ende überragen und mit diesem Ende mit einem Antrieb (36, 37, 38, 39) verbunden sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass der Antrieb ein Zahnrädergetriebe (35, 36) aufweist, das mit einem Ende der Gewindespindeln verbunden ist und gemeinsam über Zahnriemenräder (38) und einen Zahnriemen (39) angetrieben ist und dass das Zahnrädergetriebe zusammen mit den Zahnriemenrädern auf einem gemeinsamen Träger (33) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass Organe (20, 21, 24), die die Tragorgane (12) abstützen, vorgesehen sind, die längs der Tragorgane verschiebbar angeordnet sind und dass die Verschiebung der Organe gegenüber den Tragorganen synchron mit dem Anwachsen der Lamellenstapel auf diesen erfolgt.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Haltemittel quer zu den Tragorganen (12) orientierte Tragstäbe (20) umfassen, welche mit einem Antrieb (25) verbunden sind.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass der Antrieb der Tragstäbe (20) durch eine sich in Längsrichtung der Tragorgane (12) erstreckende Transportkette (25) gebildet ist, welche mit Befestigungsmitteln (21, 24) für die Tragstäbe in Eingriff steht.
- Vorrichtung nach den Ansprüchen 6 und 9, dadurch gekennzeichnet, dass der Antrieb der Transportkette (25) mit dem gemeinsamen Antrieb (38, 39) der die Gewindespindeln (34) antreibenden Zahnräder (34) gekuppelt ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichent,dass die Befestigungsmittel (21, 24) für die Tragstäbe (20) in einem sich über die Länge der Tragorgane (12) erstreckenden Profilträger (16) geführt sind, und dass die Transportkette (25) von an diesem Profilträger montierten Kettenrädern (43) getragen ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Kettenräder (43) an den Stirnseiten des Profilträgers (16) montiert sind, und dass der Profilträger längliche, von der Transportkette (25) durchsetzte Kammern (26, 27) aufweist, welche gleichzeitig zur Führung der Befestigungsmittel (24) für die Tragstäbe (20) dienen.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass auf dem Profilträger (16) Halteschienen (44) mit Haltern (45) für zwischen den Lamellenreihen verlaufenden Trennstangen (46) angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH181/91 | 1991-01-22 | ||
| CH181/91A CH682928A5 (de) | 1991-01-22 | 1991-01-22 | Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0496232A1 EP0496232A1 (de) | 1992-07-29 |
| EP0496232B1 true EP0496232B1 (de) | 1996-03-27 |
Family
ID=4181122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92100403A Expired - Lifetime EP0496232B1 (de) | 1991-01-22 | 1992-01-13 | Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US5361467A (de) |
| EP (1) | EP0496232B1 (de) |
| JP (1) | JPH0559641A (de) |
| KR (1) | KR100239982B1 (de) |
| AT (1) | ATE136067T1 (de) |
| CA (1) | CA2057508A1 (de) |
| CH (1) | CH682928A5 (de) |
| DE (1) | DE59205792D1 (de) |
| DK (1) | DK0496232T3 (de) |
| ES (1) | ES2084842T3 (de) |
| PT (1) | PT100042A (de) |
| TR (1) | TR25612A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3754072B1 (de) * | 2019-06-19 | 2022-03-02 | Groz-Beckert KG | Vorrichtung zur handhabung von webgeschirrelementen und einziehmaschine |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687542A5 (de) * | 1993-09-13 | 1996-12-31 | Staeubli Ag Zweigwerk Sargans | Vorrichtung zur selektiven Uebergabe von Litzen. |
| CH687714A5 (de) * | 1993-09-13 | 1997-01-31 | Stsubli Ag Zweigwerk Sargans | Vorrichtung zur Handhabung von Litzen fuer Kettfadeneinziehmaschinen. |
| EP3754071B1 (de) * | 2019-06-17 | 2022-03-30 | Groz-Beckert KG | Verfahren, vorrichtung, fahrbarer wagen und einziehmaschine |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1589587A (en) * | 1923-01-08 | 1926-06-22 | Barber Colman Co | Warp-drawing machine |
| US2230494A (en) * | 1939-01-03 | 1941-02-04 | Dallas Cotton Mills Company | Warp drawing apparatus and method |
| DE688493C (de) * | 1939-02-12 | 1940-02-22 | App & Maschinenfabriken Uster | Verfahren und Einrichtung zum Abteilen einzelner magnetisierbarer Glieder von einem Stapel, insbesondere von einem aus Kettenfadenwaechterlamellen bestehenden Stapel |
| GB663826A (en) * | 1943-12-24 | 1951-12-27 | Barber Colman Co | Improvements in drop wire feeding mechanisms for warp drawing machines |
| US3103056A (en) * | 1961-09-11 | 1963-09-10 | Barber Coleman Company | Warp drawing-in machine |
| US4047270A (en) * | 1974-09-04 | 1977-09-13 | Lindauer Dornier Gesellschaft Mbh. | Apparatus for separating objects |
| CH591583A5 (de) * | 1975-04-03 | 1977-09-30 | Grob & Co Ag | |
| US4038729A (en) * | 1976-10-04 | 1977-08-02 | Barber-Colman Company | Heddle selecting and positioning apparatus |
| DE3139626C2 (de) * | 1981-10-06 | 1983-10-06 | Lindauer Dornier Gmbh, 8990 Lindau | Vorrichtung zum Vereinzeln von Weblitzen, Lamellen o.dgl |
| DE3143484C2 (de) * | 1981-11-03 | 1983-09-29 | Lindauer Dornier Gmbh, 8990 Lindau | Vorrichtung zum Vereinzeln von Weblitzen oder Lamellen |
| DE3210920C1 (de) * | 1982-03-25 | 1983-09-29 | Lindauer Dornier Gmbh, 8990 Lindau | Vorrichtung zum Vereinzeln und Bereitstellen von Kettfaeden fuer das Einziehen der Kettfaeden in Weblitzen und Lamellen |
| JPS6420359A (en) * | 1987-07-10 | 1989-01-24 | Teijin Seiki Co Ltd | Heald transfer apparatus |
| JPS6420358A (en) * | 1987-07-10 | 1989-01-24 | Teijin Seiki Co Ltd | Heald magazine |
| JPH03193954A (ja) * | 1989-12-19 | 1991-08-23 | Osamu Nagao | 経糸のドロッパー挿入装置 |
-
1991
- 1991-01-22 CH CH181/91A patent/CH682928A5/de not_active IP Right Cessation
- 1991-12-17 CA CA002057508A patent/CA2057508A1/en not_active Abandoned
-
1992
- 1992-01-09 KR KR1019920000189A patent/KR100239982B1/ko not_active Expired - Fee Related
- 1992-01-10 JP JP4038871A patent/JPH0559641A/ja active Pending
- 1992-01-13 DE DE59205792T patent/DE59205792D1/de not_active Expired - Fee Related
- 1992-01-13 AT AT92100403T patent/ATE136067T1/de not_active IP Right Cessation
- 1992-01-13 DK DK92100403.2T patent/DK0496232T3/da not_active Application Discontinuation
- 1992-01-13 ES ES92100403T patent/ES2084842T3/es not_active Expired - Lifetime
- 1992-01-13 EP EP92100403A patent/EP0496232B1/de not_active Expired - Lifetime
- 1992-01-20 TR TR92/0044A patent/TR25612A/xx unknown
- 1992-01-21 US US07/822,908 patent/US5361467A/en not_active Expired - Fee Related
- 1992-01-21 PT PT100042A patent/PT100042A/pt not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3754072B1 (de) * | 2019-06-19 | 2022-03-02 | Groz-Beckert KG | Vorrichtung zur handhabung von webgeschirrelementen und einziehmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59205792D1 (de) | 1996-05-02 |
| ES2084842T3 (es) | 1996-05-16 |
| TR25612A (tr) | 1993-07-01 |
| US5361467A (en) | 1994-11-08 |
| ATE136067T1 (de) | 1996-04-15 |
| CH682928A5 (de) | 1993-12-15 |
| CA2057508A1 (en) | 1992-07-23 |
| PT100042A (pt) | 1994-03-31 |
| KR920014970A (ko) | 1992-08-26 |
| JPH0559641A (ja) | 1993-03-09 |
| DK0496232T3 (da) | 1996-07-29 |
| EP0496232A1 (de) | 1992-07-29 |
| KR100239982B1 (ko) | 2000-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60313824T2 (de) | Verfahren und Vorrichtung zum automatischen Zuführen von stabförmigen Metallprofilen in Systemen zum Bearbeiten dieser Profile | |
| CH682577A5 (de) | Vorrichtung zur Handhabung von Litzen oder Lamellen in einer Kettfadeneinziehmaschine. | |
| CH687881A5 (de) | Litzensepariervorrichtung fuer Kettfadeneinziehmaschinen. | |
| EP0448957B1 (de) | Vorrichtung zum Vereinzeln von Litzen für Kettfadeneinziehmaschinen | |
| DE2522970C3 (de) | Vorrichtung zum Zuführen von abgelängten Drähten zu einer Drahtverarbeitungsmaschine, insbesondere einer Gitterschweißmaschine | |
| EP0501222A1 (de) | Vorrichtung zum Einziehen von Kettfäden in ein Webblatt | |
| DE3817304A1 (de) | Transportvorrichtung fuer spulen | |
| DE2911051A1 (de) | Regallager, insbesondere fuer die lagerung von langgut | |
| EP0496232B1 (de) | Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine | |
| DE2335358A1 (de) | Automatische maschine zum transport und aufnaehen der signaturen in buechern | |
| EP0646667B1 (de) | Vorrichtung zur Handhabung von Litzen für Kettfadeneinziehmaschinen | |
| EP0481183A2 (de) | Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen | |
| EP0646669B1 (de) | Vorrichtung zur selektiven Übergabe von Litzen | |
| EP0510140B1 (de) | Maschine zum automatischen einziehen von kettfäden | |
| EP1012366B1 (de) | Vorrichtung zur übergabe von geschirrelementen einer webmaschine | |
| EP0479017B1 (de) | Flexibles Transportsystem für den gruppenweisen Transport von auf Trays aufgesetzten Spulen und Spulenhülsen | |
| EP0506931B1 (de) | Maschine zum automatischen einziehen von kettfäden | |
| EP0457145B1 (de) | Vorrichtung zur Handhabung von Lamellen für Kettfadeneinziehmaschinen | |
| DE10209992A1 (de) | Spinnmaschine | |
| DE2153319C3 (de) | Vorrichtung zum selbstätigen Zuführen von Querdrähten in Gitterschweißmaschinen | |
| DE1294872B (de) | Foerdervorrichtung fuer in einer kontinuierlich arbeitenden Behandlungsmaschine, z. B. einer Sterilisations- und Kuehlanlage, zu behandelnde, Lebensmittel enthaltende Dosen od. dgl. | |
| DE2547114A1 (de) | Verfahren und vorrichtung zum ueberfuehren von staeben von einer streckbank zu einem foerderer | |
| DE69803106T2 (de) | Vorrichtung zum automatischen Auswechseln des Warenbaums bei Webmaschinen | |
| DE1274975B (de) | Dungfoerdervorrichtung | |
| EP4534744A1 (de) | Automatisches vollwickel- und leerhülsentransportsystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE DK ES FR GB IT LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19930121 |
|
| 17Q | First examination report despatched |
Effective date: 19941021 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STAEUBLI AG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE DK ES FR GB IT LU NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 136067 Country of ref document: AT Date of ref document: 19960415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59205792 Country of ref document: DE Date of ref document: 19960502 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2084842 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960627 Ref country code: PT Effective date: 19960627 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19980326 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19991228 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20001227 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010102 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010103 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010113 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020113 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020118 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 |
|
| BERE | Be: lapsed |
Owner name: STAUBLI A.G. Effective date: 20020131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20020801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030114 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050113 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20080301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090122 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090126 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100113 |