EP0481183A2 - Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen - Google Patents
Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen Download PDFInfo
- Publication number
- EP0481183A2 EP0481183A2 EP91113484A EP91113484A EP0481183A2 EP 0481183 A2 EP0481183 A2 EP 0481183A2 EP 91113484 A EP91113484 A EP 91113484A EP 91113484 A EP91113484 A EP 91113484A EP 0481183 A2 EP0481183 A2 EP 0481183A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- lamella
- stack
- lamellae
- stop
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03J—AUXILIARY WEAVING APPARATUS; WEAVERS' TOOLS; SHUTTLES
- D03J1/00—Auxiliary apparatus combined with or associated with looms
- D03J1/14—Apparatus for threading warp stop-motion droppers, healds, or reeds
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
Definitions
- the present invention relates to a device for separating lamellae in warp threading machines, with a dividing element for the lamellae fed in the form of a stack, which separates them from the stack and prepares them for the warp threading.
- the compartment member is formed by a compartment knife entering the plate stack from above, which pierces directly after the foremost plate of the plate stack and shifts the foremost plate in the longitudinal direction of the plate stack to the retracted position.
- a compartment knife entering the plate stack from above, which pierces directly after the foremost plate of the plate stack and shifts the foremost plate in the longitudinal direction of the plate stack to the retracted position.
- the invention is now to provide a universally usable device for separating lamellae, which enables the division of all types of lamellae without these having to be specially lined up.
- the compartment member is formed by means of a means that engages the end face of the stack of lamellae and the foremost lamella in a force-fitting manner from the stack of lamellae to an intermediate position.
- the compartment organ acts on the end face of the stack of lamellae and does not pierce it laterally, the lamellae need not have a special shape at the puncture point and they do not need to be specially lined up or arranged. Rather, the compartment member contacting the slats on its end face is able to separate all types of slats.
- the drawing-in machine consists of a base frame 1 and of various assemblies arranged in it, each of which forms a functional module.
- a warp beam carriage 2 with a warp beam 3 arranged on it can be seen in front of the base frame 1.
- the warp beam carriage 3 also contains a lifting device 4 for holding a frame 5 on which the warp threads KF are stretched. This clamping takes place before the actual pulling-in and at a location separate from the drawing-in machine, the frame 5 being positioned at the lower end of the lifting device 4 in the immediate vicinity of the warp beam 3.
- the warp beam carriage 2 with the warp beam 3 and lifting device 4 is moved to the so-called upgrade side of the pulling-in machine and the frame 5 is lifted up by the lifting device 4 and then assumes the position shown.
- the frame 5 and the warp beam 3 are moved in the longitudinal direction of the base frame 1. During this shifting, the warp threads KF are guided past a thread separation group 6 and are separated and divided in the process. After division, the warp threads KF are cut off and presented to a pull-in needle 7, which forms part of the so-called feed module.
- the sectioning device used in the USTER TOPMATIC warp knitting machine (USTER - registered trademark of Zellweger Uster AG), for example, can be used for dividing the warp threads.
- a monitor 8 which belongs to an operating station and is used to display machine functions and machine malfunctions and for data input.
- the operating station which forms part of a so-called programming module, also contains an input stage for the manual input of certain functions, such as crawl gear, start / stop, repetition of operations, and the like.
- the drawing-in machine is controlled by a control module containing a control computer, which is arranged in a control box 9.
- this control box contains a module computer for each so-called main module, the individual module computers being controlled and monitored by the control computer.
- the main modules of the drawing machine are, in addition to the modules already mentioned, drawing module, yarn module, control module and programming module, the strand, the lamella and the sheet module.
- the thread separation group 6, which presents the warp threads to be drawn in to the pull-in needle 7, and the path of movement of the pull-in needle 7, which is vertical to the plane of the stretched Warp threads KF determine a plane in the area of a support 10 forming part of the base frame 1, which separates the already mentioned upgrade side from the so-called teardown side of the drawing-in machine.
- the warp threads and the individual elements into which the warp threads are to be fed are fed in on the upgrade side, and the so-called dishes (strands, lamellae and sheets) with the drawn-in warp threads can be removed on the tear-down side.
- the frame 5 with the warp threads KF and the warp beam carriage 2 with the warp beam 3 are moved past the thread separating group 6 to the right, the pull-in needle 7 successively taking out the warp threads KF stretched on the frame 5.
- the warp thread monitor slats LA Immediately behind the plane of the warp threads KF are the warp thread monitor slats LA, behind them the healds LI and even further behind the reed.
- the lamellae LA are stacked in hand magazines, and the full hand magazines are hung in inclined feed rails 11, on which they are transported to the right, towards the pull-in needle 7. There they are separated and brought into the feed position. After pulling in, the lamellae LA arrive on lamella support rails 12 on the dismantling side.
- the strands LI are lined up on rails 13 and manually or automatically shifted to a separation stage on them. Then the healds LI are individually brought into their retracted position and, after they have been drawn in, are distributed to the corresponding heald frames 14 on the dismantling side. The reed is also moved past the retracting needle 7 step by step, the corresponding gap in the sheet being opened for the retraction. After being drawn in, the sheet is also on the dismantling side. To the right of the heald frames 14 is a part of the reed WB. This illustration is to be understood purely for illustrative purposes, since the reed is of course located on the upgrade page in the position of the frame 5 shown.
- a so-called crockery trolley 15 is provided on the dismantling side. This is inserted together with the slat support rails 12, heald frames 14 and a holder for the reed attached to the base frame 1 in the position shown and carries the dishes with the drawn-in warp threads KF after being drawn in.
- the warp beam carriage 2 with the warp beam 3 is located directly in front of the dishwashing carriage 15.
- the dishes are reloaded from the dishwashing carriage 15 onto the warp beam carriage 2, which then carries the warp beam 3 and the pulled-in dishes and to the relevant weaving machine or can be moved to an interim storage facility.
- This sub-module which is shown in FIGS. 2-6 in different views, follows in the transport direction of the lamella LA to the sub-module lamella magazine, which is described in CH patent application No. 01 694 / 90-5.
- the slat magazine sub-module essentially consists of a movable elongated frame in which the feed rails 11 for the hand magazines with the slats LA (FIG. 1) are mounted.
- the hand magazines are loaded with lamellae and suspended in the feed rails 11, in which they are transported against a separating station, at which one The slats are separated. This separating station will now be described with reference to FIGS. 2-6.
- the separating station is designed in the form of an elongated box, one end face (FIG. 2, left) of which is provided as the input side and the other end face of which (FIG. 2, right of the center) is the output side for the slats.
- the slats are pushed into the separating station by the hand magazines of the slat magazine sub-module, and on the output side, the slats are separated from their stack, with the individual slats being discharged sequentially from the separating station.
- the separating station is therefore connected on its left in FIGS. 2, 5 and 6 to the frame forming the sub-module lamella magazine, preferably by means of a corresponding coupling, which in FIG.
- a functional stage (not shown in more detail) is arranged, which takes over the slats output by the separating station and transfers them to a distribution station which positions the slats in the warp threading position.
- the box-shaped part of the separating station in which the lamellae LA are guided from the input to the output side, essentially consists of a rectangular base plate 17, in which a guide rod 18 is arranged in three corner points, and a cover plate 19 or intermediate plate 20 each carried and guided by these guide rods.
- the fourth corner point of the rectangle is therefore not occupied by a guide rod 18, because in the area of this corner point the connection between the separating station and the slat magazine sub-module (FIG. 6, recess 16).
- the intermediate plate 20 is adjustable in height to adapt to the various slat lengths; For this purpose, two of the guide rods 18 are provided with spaced grooves 21, into which corresponding fixing screws 22 engage.
- a pair of guide rails 23 is screwed to the cover plate 19 and the intermediate plate 20 on the mutually facing inner surfaces of these plates.
- Strip brushes 24 are screwed onto the guide rails 23 for exact lateral guidance of the slats LA. These strip brushes extend from the input side of the separating station to vertically arranged rotating brushes 25, which move the lamellae reaching their effective area in the transport direction (arrow A) until they stop. This stop is located in the connecting plane of the axes of the two guide rods 18 arranged to the right of the rotating brushes 25 in FIG.
- the upper web 26 is assigned a nose 30 adjustable via a crank 29, the distance from the web 26 of which can be set to predetermined values, as a result of which a slot of a defined width is formed between the web 26 and the nose 30.
- This width lies between the single and the double thickness of the lamella LA to be processed, so that only one lamella can be discharged from its stack through the slot mentioned above.
- the rotating brushes 25 and the friction wheel 31 are driven by a common motor 34 which is fastened to the base plate 17 and on the one hand the flexible shaft 34 directly and on the other hand the rotating brushes 25 via a belt and Gear drive 35 drives indirectly.
- This belt and gear drive 35 acts on the rotating brushes 25 carrying drive shafts 36, which are mounted at their upper end in the cover plate 19 so that their mutual distance is adjustable and thus adjustable to the width of the respective slats LA.
- the drive shafts 36 with the rotating brushes 25 are pressed resiliently against the side edges of the plate stack.
- the partitioning process can be supported by the fact that after the lamella has been released, a knife-like organ engages in the gap that now exists between the vertically hanging front lamella and the sloping stack of lamellae and pulls the lamella stack so far back against the transport direction A that There is only a small amount of friction between the foremost lamella and the lamella stack, so that in particular the head edge of the lamella just pushed upwards from the lamella stack does not damage the next following lamella.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Auxiliary Weaving Apparatuses, Weavers' Tools, And Shuttles (AREA)
- Looms (AREA)
- Pinball Game Machines (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen, mit einem Abteilorgan für die in Form eines Stapels zugeführten Lamellen, welches diese vom Stapel trennt und für den Kettfadeneinzug vorbereitet.
- Bei bisher bekannten Vorrichtungen dieser Art ist das Abteilorgan durch ein von oben in den Lamellenstapel eintretendes Abteilmesser gebildet, welches unmittelbar nach der vordersten Lamelle des Lamellenstapels in diesen hineinsticht und die jeweils vorderste Lamelle in Längsrichtung des Lamellenstapels an die Einzugsposition verschiebt. Damit die Lamellen sicher abgeteilt werden, muss sichergestellt sein, dass aufeinanderfolgende Lamellen des Lamellenstapels verschiedene Angriffspunkte für das Abteilmesser aufweisen. Dies wird dadurch erreicht, dass Lamellen mit abgeschrägtem Kopf verwendet und dass diese bezüglich der Abschrägung abwechselnd aufgereiht werden. Dies bedeutet, dass andere Lamellen als die genannten bisher nicht automatisch eingezogen werden konnten.
- Durch die Erfindung soll nun eine universell einsetzbare Vorrichtung zum Vereinzeln von Lamellen angegeben werden, welche das Abteilen aller Arten von Lamellen ermöglicht, ohne das diese speziell aufgereiht sein müssten.
- Diese Aufgabe wird erfindungsgemäss dadurch gelöst, dass das Abteilorgan durch ein an der Stirnseite des Lamellenstapels angreifendes und die jeweils vorderste Lamelle kraftschlüssig aus dem Lamellenstapel in eine Zwischenposition transportierendes Mittel gebildet ist.
- Dadurch, dass bei der erfindungsgemässen Vorrichtung das Abteilorgan an der Stirnseite des Lamellenstapels angreift und nicht seitlich in diesen einsticht, brauchen die Lamellen nicht an der Einstichstelle eine spezielle Formgebung aufzuweisen und sie brauchen auch nicht speziell aufgereiht oder angeordnet zu sein. Vielmehr ist das die Lamellen an ihrer Stirnfläche kontaktierende Abteilorgan in der Lage, alle Arten von Lamellen zu vereinzeln.
- Nachfolgend wird die Erfindung anhand eines Ausführungsbeispiels und der Zeichnungen näher erläutert; es zeigen:
- Fig. 1
- eine perspektivische Gesamtdarstellung einer Kettfadeneinziehmaschine,
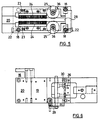
- Fig. 2
- eine Seitenansicht einer erfindungsgemässen Vorrichtung zum Vereinzeln von Lamellen, teilweise im Schnitt,
- Fig. 3
- eine Ansicht in Richtung des Pfeiles III von Fig. 2,
- Fig. 4
- einen Schnitt nach der Linie IV-IV von Fig. 2,
- Fig. 5
- einen Schnitt nach der Linie V-V von Fig. 2, und
- Fig. 6
- eine Ansicht in Richtung des Pfeiles VI von Fig. 2.
- Gemäss Fig. 1 besteht die Einziehmaschine aus einem Grundgestell 1 und aus verschiedenen in diesem angeordneten Baugruppen, welche jede ein Funktionsmodul bilden. Vor dem Grundgestell 1 ist ein Kettbaumwagen 2 mit einem auf diesem angeordneten Kettbaum 3 zu erkennen. Der Kettbaumwagen 3 enthält ausserdem eine Hebevorrichtung 4 zur Halterung eines Rahmens 5, auf welchem die Kettfäden KF aufgespannt sind. Dieses Aufspannen erfolgt vor dem eigentlichen Einziehen und an einem von der Einziehmaschine getrennten Ort, wobei der Rahmen 5 am unteren Ende der Hebevorrichtung 4 in unmittelbarer Nähe zum Kettbaum 3 positioniert ist. Für das Einziehen wird der Kettbaumwagen 2 mit Kettbaum 3 und Hebevorrichtung 4 an die sogenannte Aufrüstseite der Einziehmaschine gefahren und der Rahmen 5 wird von der Hebevorrichtung 4 nach oben gehoben und nimmt dann die dargestellte Lage ein.
- Der Rahmen 5 und der Kettbaum 3 werden in Längsrichtung des Grundgestells 1 verschoben. Bei dieser Verschiebung werden die Kettfäden KF an einer Fadentrenngruppe 6 vorbeigeführt und dabei separiert und abgeteilt. Nach dem Abteilen werden die Kettfäden KF abgeschnitten und einer Einziehnadel 7 präsentiert, welche Bestandteil des sogenannten Einzugsmoduls bildet. Für das Abteilen der Kettfäden kann beispielsweise die in der Webkettenknüpfmaschine USTER TOPMATIC (USTER - eingetragenes Warenzeichen der Zellweger Uster AG) verwendete Abteileinrichtung eingesetzt werden.
- Neben der Einziehnadel 7 ist ein Bildschirmgerät 8 zu erkennen, welches zu einer Bedienungsstation gehört und zur Anzeige von Maschinenfunktionen und Maschinenfehlfunktionen und zur Dateneingabe dient. Die Bedienungsstation, die Teil eines sogenannten Programmiermoduls bildet, enthält auch eine Eingabestufe für die manuelle Eingabe gewisser Funktionen, wie beispielsweise Kriechgang, Start/Stop, Repetition von Vorgängen, und dergleichen. Die Steuerung der Einziehmaschine erfolgt durch ein einen Steuerrechner enthaltendes Steuermodul, welches in einem Steuerkasten 9 angeordnet ist. Dieser Steuerkasten enthält neben dem Steuerrechner für jedes sogenannte Hauptmodul einen Modulrechner, wobei die einzelnen Modulrechner vom Steuerrechner gesteuert und überwacht sind. Die Hauptmodule der Einziehmaschine sind neben den schon erwähnten Modulen Einzugsmodul, Garnmodul, Steuermodul und Programmiermodul, noch das Litzen-, das Lamellen- und das Blattmodul.
- Die Fadentrenngruppe 6, welche der Einziehnadel 7 die einzuziehenden Kettfäden KF präsentiert, und die Bewegungsbahn der Einziehnadel 7, welche vertikal zur Ebene der aufgespannten Kettfäden KF verläuft, bestimmen eine Ebene im Bereich einer Teil des Grundgestells 1 bildenden Stütze 10, welche die schon erwähnte Aufrüstseite von der sogenannten Abrüstseite der Einziehmaschine trennt. An der Aufrüstseite werden die Kettfäden und die einzelnen Elemente, in welche die Kettfäden einzuziehen sind, zugeführt, und an der Abrüstseite kann das sogenannte Geschirr (Litzen, Lamellen und Blatt) mit den eingezogenen Kettfäden entnommen werden. Während des Einziehens werden der Rahmen 5 mit den Kettfäden KF und der Kettbaumwagen 2 mit dem Kettbaum 3 an der Fadentrenngruppe 6 vorbei nach rechts bewegt, wobei die Einziehnadel 7 dem Rahmen 5 nacheinander die auf diesem aufgespannten Kettfäden KF entnimmt.
- Wenn alle Kettfäden KF eingezogen sind und der Rahmen 5 leer ist, befindet sich der letztere zusammen mit dem Kettbaumwagen 2, dem Kettbaum 3 und der Hebevorrichtung 4 auf der Abrüstseite.
- Unmittelbar hinter der Ebene der Kettfäden KF sind die Kettfadenwächterlamellen LA angeordnet, hinter diesen die Weblitzen LI und noch weiter hinten das Webblatt. Die Lamellen LA werden in Handmagazinen aufgestapelt, und die vollen Handmagazine werden in geneigt angeordnete Zuführschienen 11 gehängt, auf denen sie nach rechts, zur Einziehnadel 7 hin, transportiert werden. Dort werden sie separiert und in die Einzugsposition gebracht. Nach erfolgtem Einzug gelangen die Lamellen LA auf Lamellentragschienen 12 auf die Abrüstseite.
- Die Litzen LI werden auf Schienen 13 aufgereiht und auf diesen manuell oder automatisch zu einer Separierstufe verschoben. Dann werden die Litzen LI einzeln in ihre Einziehposition gebracht und nach erfolgtem Einzug auf die entsprechenden Webschäfte 14 auf der Abrüstseite verteilt. Das Webblatt wird ebenfalls schrittweise an der Einziehnadel 7 vorbeibewegt, wobei die entsprechende Blattlücke für den Einzug geöffnet wird. Nach dem Einzug befindet sich das Blatt ebenfalls auf der Abrüstseite. Rechts neben den Webschäften 14 ist ein Teil des Webblatts WB zu erkennen. Diese Darstellung ist rein illustrativ zu verstehen, weil sich das Webblatt bei der dargestellten Position des Rahmens 5 selbstverständlich auf der Aufrüstseite befindet.
- Wie der Figur weiter entnommen werden kann, ist auf der Abrüstseite ein sogenannter Geschirrwagen 15 vorgesehen. Dieser wird zusammen mit den darauf befestigten Lamellentragschienen 12, Webschäften 14 und einer Halterung für das Webblatt in das Grundgestell 1 in die dargestellte Position eingeschoben und trägt nach dem Einziehen das Geschirr mit den eingezogenen Kettfäden KF. Zu diesem Zeitpunkt befindet sich der Kettbaumwagen 2 mit dem Kettbaum 3 unmittelbar vor dem Geschirrwagen 15. Nun wird mittels der Hebevorrichtung 4 das Geschirr vom Geschirrwagen 15 auf den Kettbaumwagen 2 umgeladen, der dann den Kettbaum 3 und das eingezogene Geschirr trägt und an die betreffende Webmaschine oder in ein Zwischenlager gefahren werden kann.
- Die beschriebenen Funktionen sind auf mehrere Module verteilt, welche praktisch autonome Maschinen darstellen, die vom gemeinsamen Steuerrechner gesteuert sind. Die Querverbindungen zwischen den einzelnen Modulen laufen über diesen übergeordneten Steuerrechner und es existieren keine direkten Querverbindungen zwischen den einzelnen Modulen. Die schon genannten Hauptmodule der Einziehmaschine sind selbst wieder modular aufgebaut und bestehen in der Regel aus Teilmodulen. Dieser modulare Aufbau ist in der CH-Patentanmeldung Nr. 03 633/89-1, auf deren Offenbarung hiermit ausdrücklich Bezug genommen wird, beschrieben.
- Nachfolgend soll nun das Teilmodul Lamellenseparierung des Lamellenmoduls beschrieben werden. Dieses Teilmodul, welches in den Fig. 2-6 in verschiedenen Ansichten dargestellt ist, folgt in Transportrichtung der Lamellen LA auf das Teilmodul Lamellenmagazinierung, welches in der CH- Patentanmeldung Nr. 01 694/90-5 beschrieben ist.
- Der letztgenannten Patentanmeldung ist zu entnehmen, dass das Teilmodul Lamellenmagazinierung im wesentlichen aus einem verfahrbaren länglichen Gestell besteht, in welchem die Zuführschienen 11 für die Handmagazine mit den Lamellen LA (Fig. 1) montiert sind. Die Handmagazine werden mit Lamellen beladen und in die Zuführschienen 11 eingehängt, in welchen sie gegen eine Separierstation transportiert werden, an welcher eine Vereinzelung der Lamellen erfolgt. Diese Separierstation soll nun anhand der Figuren 2-6 beschrieben werden.
- Darstellungsgemäss ist die Separierstation in Form einer länglichen Schachtel ausgebildet, deren eine Stirnfläche (Fig. 2, links) als Eingabeseite und deren andere Stirnfläche (Fig. 2, rechts von der Mitte) als Ausgabeseite für die Lamellen vorgesehen ist. An der Eingabeseite werden die Lamellen von den Handmagazinen des Teilmoduls Lamellenmagazinierung in die Separierstation geschoben, und an der Ausgabeseite erfolgt die Separierung der Lamellen von ihrem Stapel, wobei die einzelnen Lamellen sequentiell aus der Separierstation ausgegeben werden. Die Separierstation ist also an ihrer in den Fig. 2, 5 und 6 linken Seite mit dem das Teilmodul Lamellenmagazinierung bildenden Gestell verbunden, und zwar vorzugsweise durch eine entsprechende Kupplung, was in Fig. 6 durch eine zur Aufnahme einer Kupplungsnase des genannten Gestells vorgesehene Ausnehmung 16 angedeutet ist. Bezogen auf Fig. 2 oberhalb der Separierstation ist eine nicht näher dargestellte Funktionsstufe angeordnet, welche die von der Separierstation ausgegebenen Lamellen übernimmt und diese an eine Verteilstation übergibt, welche die Lamellen in Kettfadeneinzugsstellung positioniert.
- Der schachtelförmige Teil der Separierstation, in welchem die Lamellen LA von der Eingabe- zur Ausgabeseite geführt sind, besteht im wesentlichen aus einer rechteckigen Grundplatte 17, in welcher in drei Eckpunkten je eine Führungsstange 18 angeordnet ist, und aus je einer von diesen Führungsstangen getragenen und geführten Deckplatte 19 bzw. Zwischenplatte 20. Der vierte Eckpunkt des Rechtecks ist deswegen nicht von einer Führungsstange 18 besetzt, weil im Bereich dieses Eckpunkts die Verbindung zwischen der Separierstation und dem Teilmodul Lamellenmagazinierung erfolgt (Fig. 6, Ausnehmung 16). Die Zwischenplatte 20 ist zur Anpassung an die verschiednenen Lamellenlängen höhenverstellbar; zu diesem Zweck sind zwei der Führungsstangen 18 mit beabstandeten Rillen 21 versehen, in welche entsprechende Fixierschrauben 22 eingreifen.
- An die Deckplatte 19 und die Zwischenplatte 20 ist an den einander zugewandten Innenflächen dieser Platten je ein Paar von Führungsschienen 23 angeschraubt. Zwischen den Führungsschienen besteht eine Gasse, welche etwas breiter ist als die Lamellen LA, und in welcher die Lamellen gegen die Ausgabeseite verschoben werden. Auf die Führungsschienen 23 sind Streifenbürsten 24 zur exakten seitlichen Führung der Lamellen LA geschraubt. Diese Streifenbürsten reichen von der Eingabeseite der Separierstation bis zu vertikal angeordneten rotierenden Bürsten 25, welche die in ihren Wirkungsbereich gelangenden Lamellen in Transportrichtung (Pfeil A) bis zu einem Anschlag verschieben. Dieser Anschlag befindet sich in der Verbindungsebene der Achsen der beiden in Fig. 2 rechts von den rotierenden Bürsten 25 angeordneten Führungsstangen 18 und er ist durch einen oberen, einen mittleren und einen unteren Steg 26, 27, 28 gebildet. Dem oberen Steg 26 ist eine über eine Kurbel 29 verstellbare Nase 30 zugeordnet, deren Abstand vom Steg 26 auf vorgebbare Werte einstellbar ist, wodurch zwischen Steg 26 und Nase 30 ein Schlitz einer definierten Weite gebildet wird. Diese Weite liegt zwischen der einfachen und der doppelten Dicke der gerade zu verarbeitenden Lamellen LA, so dass also immer nur gerade eine Lamelle aus ihrem Stapel durch den genannten Schlitz nach oben ausgegeben werden kann.
- Die Separierung der jeweils vordersten, durch die rotierenden Bürsten 25 gegen den Anschlag 26, 27, 28 gepressten Lamellen LA vom Lamellenstapel erfolgt durch ein Reibrad 31. Dieses ist an einem von einem Pneumatikzylinder 32 verstellbaren Schwenkhebel 33 gelagert und ist über eine biegsame Welle 34 ständig angetrieben. Durch den Pneumatikzylinder 32 wird das Reibrad 31 wahlweise gegen die abzuteilende Lamelle gepresst oder von dieser weggeschwenkt. Die Frequenz dieser Schwenkbewegung ist anhand der an der Maschine eingestellten Einzugsfrequenz der Kettfäden gesteuert. Bei Kontakt zwischen Reibrad 31 und Lamelle wird die letztere von dem bezogen auf Fig. 2 im Uhrzeigersinn rotierenden Reibrad 31 nach oben durch den Schlitz zwischen Steg 26 und Nase 30 befördert. Die auf diese Weise separierte Lamelle stoppt bei einem Sensor, und zwar in einer Lage, wo sie zu etwa einem Drittel ihrer Länge den Schlitz passiert hat. In dieser Stellung wird die Lamelle von einem Mitnehmer einer Transportkette übernommen und anschliessend in eine definierte Uebergabeposition gebracht. Die Transportkette ist über eine geeignete Kupplung intermittierend angetrieben.
- Wie insbesondere Fig. 2 entnommen werden kann, sind die rotierenden Bürsten 25 und das Reibrad 31 von einem gemeinsamen Motor 34 angetrieben, welcher an der Grundplatte 17 befestigt ist und einerseits die biegsame Welle 34 direkt und andererseits die rotierenden Bürsten 25 über einen Riemen- und Zahnradantrieb 35 indirekt antreibt. Dieser Riemen- und Zahnradantrieb 35 wirkt auf die rotierenden Bürsten 25 tragende Antriebswellen 36, welche an ihrem oberen Ende in der Deckplatte 19 so gelagert sind, dass ihr gegenseitiger Abstand verstellbar und somit auf die Breite der jeweiligen Lamellen LA einstellbar ist. Vorzugsweise werden die Antriebswellen 36 mit den rotierenden Bürsten 25 federnd gegen die Seitenkanten des Lamellenstapels gedrückt.
- Bei der Separierung der vordersten Lamelle von ihrem Stapel muss eine relativ grosse Reibung überwunden werden, weil ja die zu separierende Lamelle während des gesamten Separierungsvorgangs an der nächstfolgenden Lamelle entlang gleitet. Diese Reibung kann drastisch verringert werden, wenn der untere Anschlag 26 abgestuft ausgebildet wird und im Bereich des unteren Endes der Lamellen LA einen die vertikale Anschlagebene überragenden stufenartigen Vorsprung aufweist. Die Lamellen sind dann am Anschlag 26, 27, 28 nicht mehr exakt vertikal sondern leicht schräg positioniert, wobei sie in Transportrichtung A mit dem unteren Ende gegen die aus Fig. 2 ersichtliche Anschlagebene zurückversetzt sind.
- Wenn nun die vorderste Lamelle separiert werden soll, dann liegt sie nur solange an der nächstfolgenden Lamelle an, als ihr unteres Ende am Vorsprung des unteren Anschlags 28 aufliegt. Sobald die Lamelle diesen Vorsprung passiert hat, federt ihr unteres Ende nach vorne gegen die vertikale Anschlagebene und die Lamelle ist über den grössten Teil ihrer Länge freigegeben, wodurch die Separierung wesentlich erleichtert wird.
- Bei Bedarf kann der Abteilvorgang noch dadurch unterstützt werden, dass nach der Freigabe der Lamelle in den nun bestehenden Spalt zwischen der vertikal hängenden vordersten Lamelle und dem schräg stehenden Lamellenstapel ein messerartiges Organ eingreift und den Lamellenstapel entgegen der Transportrichtung A so weit nach hinten zieht, dass zwischen der vordersten Lamelle und dem Lamellenstapel nur noch eine geringe Reibung besteht, so dass insbesondere die Kopfkante der gerade aus dem Lamellenstapel nach oben gestossene Lamelle die nächstfolgende Lamelle nicht beschädigt.
Claims (15)
- Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen, mit einem Abteilorgan für die in Form eines Stapels zugeführten Lamellen, welches diese vom Stapel trennt und für den Kettfadeneinzug vorbereitet, dadurch gekennzeichnet, dass das Abteilorgan durch ein an der Stirnseite des Lamellenstapels angreifendes und die jeweils vorderste Lamelle (LA) kraftschlüssig aus dem Lamellenstapel in eine Zwischenposition transportierendes Mittel (31) gebildet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Abteilorgan durch ein Reibrad (31) gebildet ist.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass das Reibrad (31) im Betrieb ständig angetrieben und wahlweise gegen die abzuteilende Lamelle (LA) gedrückt oder von dieser beabstandet ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass das Reibrad (31) an einem durch einen gesteuerten Pneumatikzylinder (32) verstellbaren Schwenkhebel (33) gelagert ist.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Abteilorgan (31) an der Ausgabeseite einer Separierstation angeordnet ist, welche eine Eingabeseite zur Beschickung mit Lamellen (LA) sowie Transport- und Führungsmittel für die Lamellen in Transportrichtung (A) von der Eingabeseite zur Ausgabeseite aufweist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Separierstation an der Eingabeseite Mittel (16) zum lösbaren Ankuppeln einer Lamellenzuführstation aufweist, welche mit Lamellen (LA) in Form von Lamellenstapeln beschickbar ist, und in welcher Mittel zur Verschiebung der Lamellenstapel gegen die Separierstation vorgesehen sind.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Separierstation an der Ausgabeseite einen Anschlag (26, 27, 28) für die jeweils abzuteilende Lamelle (LA) und damit für den Lamellenstapel aufweist, und dass Mittel zum Verschieben des Lamellenstapels gegen diesen Anschlag vorgesehen sind.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass der genannte Anschlag (26, 27, 28) eine Oeffnung für den Durchtritt des Abteilorgans (31) zur abzuteilenden Lamelle LA) aufweist, und dass im Bereich des Anschlags ein Spalt für den Austritt der Lamellen aus der Separierstation gebildet ist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass der Austrittsspalt zwischen einem Teil des Anschlags bildenden festen Steg (26) und einer relativ zu diesem verstellbaren Nase (30) gebildet ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Mittel zum Verschieben des Lamellenstapels gegen den Anschlag durch angetriebene, rotierbare Bürsten (25) gebildet sind.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass für die rotierbaren Bürsten (25) und für das Reibrad (31) ein gemeinsamer Antrieb (34, 35) vorgesehen ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass im Bereich der oberen und unteren Enden der Lamellen (LA) schienenartige Führungen (23) für den Lamellenstapel vorgesehen sind.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Weite der schienenartigen Führungen (23) zur Anpassung an wechselnde Lamellenbreiten verstellbar ist und grösser eingestellt ist als die jeweilige Lamellenbreite, und dass die Führung der Lamellen in den schienenartigen Führungen durch Streifenbürsten (24) erfolgt.
- Vorrichtung nach den Ansprüchen 9 und 13, dadurch gekennzeichnet, dass die schienenartigen Führungen (23) und die Streifenbürsten (24) auf Platten (19, 20) montiert sind, welche den Lamellenstapel in vertikaler Richtung fixieren, und dass der Austrittsspalt (26, 30) für die vorderste Lamelle (LA) an oder im Bereich einer dieser Platten, vorzugsweise an der oberen (19), gebildet ist.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass eine der beiden Platten (19, 20), vorzugsweise die untere (20) zur Anpassung an wechselnde Lamellenlängen höhenverstellbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2699/90A CH682576A5 (de) | 1990-08-20 | 1990-08-20 | Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen. |
| CH2699/90 | 1990-08-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0481183A2 true EP0481183A2 (de) | 1992-04-22 |
| EP0481183A3 EP0481183A3 (de) | 1992-05-06 |
Family
ID=4239603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19910113484 Withdrawn EP0481183A3 (de) | 1990-08-20 | 1991-08-12 | Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5174000A (de) |
| EP (1) | EP0481183A3 (de) |
| JP (1) | JPH04263651A (de) |
| KR (1) | KR920004630A (de) |
| CA (1) | CA2046190A1 (de) |
| CH (1) | CH682576A5 (de) |
| PT (1) | PT98715A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1993018215A1 (de) * | 1992-03-11 | 1993-09-16 | Zellweger Uster Ag | Lamellensepariervorrichtung für kettfadeneinziehmaschinen |
| US5459913A (en) * | 1993-09-13 | 1995-10-24 | Staubli Ag | Heald carrier rails having control clamps for holding rails and limiting movement of healds |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH687881A5 (de) * | 1993-09-13 | 1997-03-14 | Staeubli Ag Zweigwerk Sargans | Litzensepariervorrichtung fuer Kettfadeneinziehmaschinen. |
| JPH09195149A (ja) * | 1996-01-12 | 1997-07-29 | Hamamatsu Photonics Kk | ワイヤヘルド用ストッカ |
| US7178558B2 (en) * | 2005-04-25 | 2007-02-20 | Massachusetts Institute Of Technology | Modular weaving for short production runs |
| US7318456B2 (en) * | 2005-04-25 | 2008-01-15 | Massachusetts Institute Of Technology | Modular weaving system with individual yarn control |
| EP1870501A1 (de) * | 2006-06-23 | 2007-12-26 | Stäubli AG Pfäffikon | Vorrichtung zum Separieren von Fäden aus einer Fadenschicht, Verfahren zum Betreiben der Vorrichtung und Verwendung der Vorrichtung |
| KR200454776Y1 (ko) * | 2008-10-20 | 2011-07-28 | 코오롱글로텍주식회사 | 이동식 통경장치 |
| CN110079923A (zh) * | 2019-05-21 | 2019-08-02 | 深圳市海弘装备技术有限公司 | 一种停经片的分离、转移、排出的装置与方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2746119A (en) * | 1954-03-22 | 1956-05-22 | Zellweger Uster Ag | Device for arranging wire heddles on rods in warp drawing machines |
| CH479735A (de) * | 1968-12-20 | 1969-10-15 | Zellweger Uster Ag | Webketteneinziehmaschine |
| DE1919743A1 (de) * | 1969-02-17 | 1970-09-03 | Guido Herrmann Maschf | Vorrichtung zum Abteilen von Kettenfadenwaechterlamellen aus einem Stapel und Hinreichen derselben zum Einziehen der Kettfaeden |
| FR2239548A1 (de) * | 1973-08-04 | 1975-02-28 | Dornier Gmbh Lindauer | |
| JPH01280051A (ja) * | 1988-04-28 | 1989-11-10 | Ckd Corp | 織機の綜絖等の分離装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE688493C (de) * | 1939-02-12 | 1940-02-22 | App & Maschinenfabriken Uster | Verfahren und Einrichtung zum Abteilen einzelner magnetisierbarer Glieder von einem Stapel, insbesondere von einem aus Kettenfadenwaechterlamellen bestehenden Stapel |
| FR943930A (fr) * | 1946-05-03 | 1949-03-22 | Zellweger Uster Ag | Dispositif de pose des lamelles des casse-chaîne |
| GB709424A (en) * | 1951-02-02 | 1954-05-26 | Tmm Research Ltd | Improvements in means for separating the endmost member from a stack or bank of metal drop-pins for loom warp stop-motions |
| GB781937A (en) * | 1954-03-22 | 1957-08-28 | Zellweger Uster Ag | Improvements relating to devices for arranging healds |
| JPS4822145B1 (de) * | 1970-05-14 | 1973-07-04 | ||
| US4047270A (en) * | 1974-09-04 | 1977-09-13 | Lindauer Dornier Gesellschaft Mbh. | Apparatus for separating objects |
| DE3139626C2 (de) * | 1981-10-06 | 1983-10-06 | Lindauer Dornier Gmbh, 8990 Lindau | Vorrichtung zum Vereinzeln von Weblitzen, Lamellen o.dgl |
| JPS6420359A (en) * | 1987-07-10 | 1989-01-24 | Teijin Seiki Co Ltd | Heald transfer apparatus |
-
1990
- 1990-08-20 CH CH2699/90A patent/CH682576A5/de not_active IP Right Cessation
-
1991
- 1991-07-04 CA CA002046190A patent/CA2046190A1/en not_active Abandoned
- 1991-07-08 KR KR1019910011482A patent/KR920004630A/ko not_active Application Discontinuation
- 1991-07-31 JP JP3278991A patent/JPH04263651A/ja active Pending
- 1991-08-12 EP EP19910113484 patent/EP0481183A3/de not_active Withdrawn
- 1991-08-19 PT PT98715A patent/PT98715A/pt not_active Application Discontinuation
- 1991-08-20 US US07/747,345 patent/US5174000A/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2746119A (en) * | 1954-03-22 | 1956-05-22 | Zellweger Uster Ag | Device for arranging wire heddles on rods in warp drawing machines |
| CH479735A (de) * | 1968-12-20 | 1969-10-15 | Zellweger Uster Ag | Webketteneinziehmaschine |
| DE1919743A1 (de) * | 1969-02-17 | 1970-09-03 | Guido Herrmann Maschf | Vorrichtung zum Abteilen von Kettenfadenwaechterlamellen aus einem Stapel und Hinreichen derselben zum Einziehen der Kettfaeden |
| FR2239548A1 (de) * | 1973-08-04 | 1975-02-28 | Dornier Gmbh Lindauer | |
| JPH01280051A (ja) * | 1988-04-28 | 1989-11-10 | Ckd Corp | 織機の綜絖等の分離装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1993018215A1 (de) * | 1992-03-11 | 1993-09-16 | Zellweger Uster Ag | Lamellensepariervorrichtung für kettfadeneinziehmaschinen |
| US5448811A (en) * | 1992-03-11 | 1995-09-12 | Zellweger Luwa Ag | Drop-wire separation device for warp drawing-in machines |
| US5459913A (en) * | 1993-09-13 | 1995-10-24 | Staubli Ag | Heald carrier rails having control clamps for holding rails and limiting movement of healds |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0481183A3 (de) | 1992-05-06 |
| US5174000A (en) | 1992-12-29 |
| CH682576A5 (de) | 1993-10-15 |
| PT98715A (pt) | 1993-09-30 |
| KR920004630A (ko) | 1992-03-27 |
| JPH04263651A (ja) | 1992-09-18 |
| CA2046190A1 (en) | 1992-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0500848B1 (de) | Vorrichtung zur handhabung von litzen oder lamellen in einer kettfadeneinziehmaschine | |
| CH653065A5 (de) | Vorrichtung zum vereinzeln von weblitzen oder lamellen. | |
| EP0646668B1 (de) | Litzensepariervorrichtung für Kettfadeneinziehmaschinen | |
| EP0448957B1 (de) | Vorrichtung zum Vereinzeln von Litzen für Kettfadeneinziehmaschinen | |
| EP0481183A2 (de) | Vorrichtung zum Vereinzeln von Lamellen in Kettfadeneinziehmaschinen | |
| DE2127310C3 (de) | Fördereinrichtung für Flaschen oder ähnliches Fördergut | |
| EP0501222A1 (de) | Vorrichtung zum Einziehen von Kettfäden in ein Webblatt | |
| EP0460129B1 (de) | Vorrichtung zum einziehen von kettfäden | |
| EP0510140B1 (de) | Maschine zum automatischen einziehen von kettfäden | |
| EP0646669B1 (de) | Vorrichtung zur selektiven Übergabe von Litzen | |
| DE2230644B2 (de) | Vorrichtung zum automatischen Zuführen von Textilfaserbändern aus Behältern zu Verarbeitungsmaschinen | |
| EP0646667B1 (de) | Vorrichtung zur Handhabung von Litzen für Kettfadeneinziehmaschinen | |
| EP0457145B1 (de) | Vorrichtung zur Handhabung von Lamellen für Kettfadeneinziehmaschinen | |
| EP0584308B1 (de) | Lamellensepariervorrichtung für kettfadeneinziehmaschinen | |
| EP0496232B1 (de) | Vorrichtung zur Handhabung von Lamellen in einer Kettfadeneinziehmaschine | |
| DE2547114C2 (de) | ||
| EP1177339B1 (de) | Vorrichtung und verfahren zur übergabe von vereinzelten webgeschirrelementen an eine transporteinrichtung | |
| DE10133533A1 (de) | Verfahren zum Beschicken eines Magazins oder einer Schablone mit streifen- oder plattenförmigen Bauteilen sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE1222866B (de) | Vorrichtung zum Ordnen von Schussspulen mit Fadenresten | |
| DE1114747B (de) | Vorrichtung zum Ordnen von Spulen, insbesondere von mit Garnresten behafteten Schussspulen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE DK ES FR GB IT |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE DK ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19921103 |
|
| 17Q | First examination report despatched |
Effective date: 19940504 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19940915 |