EP0406532B1 - Verfahren zum Anwerfen einer Webmaschine - Google Patents
Verfahren zum Anwerfen einer Webmaschine Download PDFInfo
- Publication number
- EP0406532B1 EP0406532B1 EP90107483A EP90107483A EP0406532B1 EP 0406532 B1 EP0406532 B1 EP 0406532B1 EP 90107483 A EP90107483 A EP 90107483A EP 90107483 A EP90107483 A EP 90107483A EP 0406532 B1 EP0406532 B1 EP 0406532B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine
- parameters
- standstill
- rotational speed
- starting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 14
- 238000009941 weaving Methods 0.000 claims description 34
- 230000007704 transition Effects 0.000 claims description 2
- 238000010586 diagram Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 239000004744 fabric Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 238000013473 artificial intelligence Methods 0.000 description 1
- 230000009193 crawling Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/002—Avoiding starting marks
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/007—Loom optimisation
Definitions
- the invention relates to a method for starting looms equipped with an electromotive main drive, in which the starting energy is applied essentially by electrically drivable flywheel masses which can be coupled to the weaving machine, the flywheel masses having an opposite to that for which the clutch is to be initiated by a switching command the operation of the weaving machine, the nominal rotational speed is increased and the flywheel masses are separated from the electromotive drive for a transition phase after engaging the clutch, the electromotive drive being temporarily released by the switching command that controls the engagement and then the regular supply of the electromotive drive with a delay when The momentary rotational speed of the flywheel masses falls into the range of the nominal rotational speed of the weaving machine.
- Such a method is the subject of the applicant's earlier patent application DE-A-37 33 590.1-26.
- the machine is started up after the shutdown via an adjustable time delay.
- the present invention is therefore based on the object of developing a method for controlling the starting of a weaving machine with the features mentioned at the outset in such a way that the errors in the weaving goods which occur in the prior art during downtimes are avoided.
- the invention is characterized in that the machine control determines the downtime, the cause of the downtime and the type of at the time of Standstill in the machine processed binding that these parameters are forwarded to a processor (microprocessor), which processes the parameter data and, in accordance with the result of the processing from a library for starting up the machine, selects a program associated with the result that the startup of the Machine controls.
- a processor microprocessor
- the invention is therefore based on the new and surprising finding that the parameters specified above are sufficient and necessary to determine the correct downtime of the machine and to regulate the run-up of the machine.
- the method according to the invention thus gives excellent weaving quality, regardless of the particular downtime of the weaving machine.
- the parameters mentioned are fed to the microprocessor arranged outside the weaving machine, which in turn has an input via which the type of article which is used in the WM is processed, the WM type with its machine parameters, the yarn parameters, the regulator type and the type of binding are entered.
- this microprocessor cooperates in data exchange with a read-only memory library.
- This library stores the parameters which are used for input into the microprocessor and which the microprocessor needs to regulate the start-up of the machine.
- a shutdown weaving machine therefore outputs the four parameters mentioned above to the microprocessor and the microprocessor searches from its program library for the optimal startup program provided for the startup.
- This run-up program is therefore varied depending on the length of the downtime, depending on the cause of the downtime (weft break or warp break) and, moreover, on the type of binding which was just being processed at the time of the downtime.
- the microprocessor fetches the parameters required for the startup program and then searches for the startup program responsible.
- the run-up program now selected by the microprocessor now influences the goods take-off regulator, the warp regulator and, moreover, the run-up of the machine in such a way that the machine is to reach a certain predetermined selection speed (overspeed) regardless of the machine-typical parameters.
- the machine-typical parameters which, as mentioned above, naturally also include the parameters typical of the environment, such as, for. B. Temperature and humidity in the area of the warp threads or in the area of the shed.
- a further development of the present invention therefore provides for regulation of the run-up speed, i.e. the actual speed of the weaving machine is constantly measured, the microprocessor according to the invention is entered taking into account the variables entered, and the microprocessor then searches for the optimum selection speed required for the variables and reaches this selection speed with the aid of the control according to the invention within a very short time.
- the weaving machine works with an internal one in a manner known per se Control together.
- the present invention i.e.
- the present control device serves to interact with all types of weaving machines.
- weaving machines work together with the regulation according to the invention.
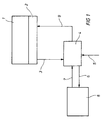
- a number of parameters are fed to a microprocessor 4 via the bus line 3. These parameters are, the length of the downtime of the weaving machine, the cause of the standstill (weft break, warp break or hand stop or power failure).
- the weaving machine also determines what type of weave was being processed at the time of the standstill.
- the microprocessor 4 also has an input via a further bus line 5 which is designed as a manual input.
- the ambient parameters in the area of the warp threads or in the area of the shed can be detected by hand input or automatically as temperature and air humidity.
- the microprocessor processes these inputs from bus lines 3 and 5 and sends a corresponding signal via bus lines 6 to a program library 8.
- control programs are fed via the bus line 7 to the microprocessor 4, which in turn acts via the bus line 9 of the controller 2 of the weaving machine 1 and now executes and executes the corresponding startup program.
- the overspeed (select speed) of 420 rpm should be reached after a run-up time of about 5 seconds (point 16).
- a selection speed of 420 rpm is not always ideal in order to avoid the errors mentioned at the beginning, but the selection speed also depends on the type of standstill, namely whether a shot break was the cause of the standstill or a warp break or whether a high warp or a low warp was just taking place at the time of the standstill.
- the choice of the selected speed is not predetermined and rigid, but also depends more on the operating temperature, the oil temperature and the like. Parameters.
- FIGS. 3 and 4 are used to explain these various types of parameters which influence the selection speed during startup.
- Figure 3 shows that depending on the downtime, i.e. depending on the time after which the machine starts up again after a standstill, the selection speed must also be set depending on this.
- Figure 3 shows that, moreover, this selected speed depends not only on the length of the downtime, but also on the type of article that is woven with the machine.
- FIG. 3 shows an article 1 with a curve 19, which results in points 20, 21, 22 during various downtimes.
- a completely different ideal rotational speed results depending on the downtime in curve 17 or curve 18.
- the selection speed depends not only on the above-mentioned parameters according to FIG. 2, but also on the duration of the downtime and on the type of article processed.
- Figure 2 shows that you should change the speed in the direction of arrow 15, the direction of arrow 15 also the cause of the Standstill includes, namely the question of whether a weft break or a chain break occurred or other causes for the stoppage.
- FIG. 2 shows that there are various ideal curves 10, 11, 12, depending on the oil temperature, the chain lifting path, the type of binding and the number of shafts the machine has.
- the regulation according to the invention is provided.
- FIG. 4 also shows that the curves 23, 24, 25 have a completely different shape than the curves 17, 18, 19 of FIG. 3 if another cause for the standstill has been determined, such as, for example, B. a shot break or a different type of binding compared to the curves of Figure 3.
- the weaving machine according to the present invention thus receives artificial intelligence with regard to the startup program of this weaving machine.
- These different types of parameters can only be mastered by determining the downtime, without the tissue defects described at the beginning occurring.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3921318 | 1989-06-29 | ||
| DE3921318A DE3921318A1 (de) | 1989-06-29 | 1989-06-29 | Verfahren zum anwerfen einer webmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0406532A1 EP0406532A1 (de) | 1991-01-09 |
| EP0406532B1 true EP0406532B1 (de) | 1994-03-23 |
Family
ID=6383870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90107483A Expired - Lifetime EP0406532B1 (de) | 1989-06-29 | 1990-04-19 | Verfahren zum Anwerfen einer Webmaschine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0406532B1 (ja) |
| JP (1) | JPH0340841A (ja) |
| DE (2) | DE3921318A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4123671A1 (de) * | 1991-07-17 | 1993-01-21 | Berger Lahr Gmbh | Webmaschine |
| DE19914131A1 (de) * | 1999-03-27 | 2000-10-05 | Dornier Gmbh Lindauer | Verfahren zum Anwerfen von mit einem elektromotorischen Hauptantrieb ausgerüsteten Webmaschinen |
| IT1312165B1 (it) * | 1999-04-01 | 2002-04-09 | Somet Soc Mec Tessile | Dispositivo e metodo di controllo della velocita' di rotazione delmotore principale di un telaio di tessitura. |
| DE102005023929B3 (de) * | 2005-05-24 | 2006-09-14 | Lindauer Dornier Gesellschaft Mit Beschränkter Haftung | Verfahren zum Betreiben einer Projektilwebmaschine |
| DE102007020907B4 (de) * | 2007-04-26 | 2020-04-23 | Picanol | Verfahren und Vorrichtung zum Anfahren einer Webvorrichtung |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1066936A (en) * | 1965-04-09 | 1967-04-26 | Btr Industries Ltd | A releasable pipe coupling |
| DE3247066A1 (de) * | 1982-02-25 | 1983-09-01 | Veb Kombinat Textima, Ddr 9010 Karl-Marx-Stadt | Antriebssystem fuer textilmaschinen mit einer stufenlosen drehzahlregelung |
| JPS59157355A (ja) * | 1983-02-28 | 1984-09-06 | 株式会社豊田自動織機製作所 | 織機の運転開始方法 |
| JPH06102861B2 (ja) * | 1984-09-25 | 1994-12-14 | 津田駒工業株式会社 | 織機の電動送り出し装置におけるキツクバツク制御方法およびその装置 |
| JPS6221845A (ja) * | 1985-07-22 | 1987-01-30 | 株式会社豊田自動織機製作所 | 織機における止段発生防止方法 |
| DE3542650A1 (de) * | 1985-12-03 | 1987-06-04 | Stromag Maschf | Verfahren und vorrichtung zur steuerung und/oder regelung des anfahrvorganges einer webmaschine |
| CH668997A5 (en) * | 1985-12-16 | 1989-02-15 | Zellweger Uster Ag | Re-start working parameter control - for weaving loom by warp tension sensor and microcomputer with memory |
| DE3733590A1 (de) * | 1986-12-27 | 1988-07-07 | Dornier Gmbh Lindauer | Verfahren und schaltungsanordnung zum anwerfen von mit einem elektrischen hauptantrieb ausgeruesteten webmaschinen |
| JPS63175144A (ja) * | 1986-12-27 | 1988-07-19 | リンダウェル、ドルニエ、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング | 主電動駆動装置が装備されている織機の始動方法とその電気回路 |
-
1989
- 1989-06-29 DE DE3921318A patent/DE3921318A1/de not_active Withdrawn
-
1990
- 1990-04-19 EP EP90107483A patent/EP0406532B1/de not_active Expired - Lifetime
- 1990-04-19 DE DE90107483T patent/DE59005062D1/de not_active Expired - Fee Related
- 1990-06-25 JP JP2166554A patent/JPH0340841A/ja active Granted
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0380903B2 (ja) | 1991-12-26 |
| DE3921318A1 (de) | 1991-01-10 |
| EP0406532A1 (de) | 1991-01-09 |
| JPH0340841A (ja) | 1991-02-21 |
| DE59005062D1 (de) | 1994-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0350447B1 (de) | Verfahren zur Kettspannungssteuerung und Webmaschine mit Kettspannungsorgane | |
| DE3435049A1 (de) | Regeleinrichtung fuer den drehantrieb einer abwickelvorrichtung, insbesondere eines kettbaumes einer webmaschine | |
| EP0406532B1 (de) | Verfahren zum Anwerfen einer Webmaschine | |
| EP1048769B1 (de) | Verfahren zum Anwerfen von mit einem elektromotorischen Hauptantrieb ausgerüsteten Webmaschinen | |
| WO2012130519A2 (de) | Verfahren und webmaschine zur webfachbildung | |
| EP0648875B1 (de) | Verfahren zur Vermeidung von Anlassstellen im Gewebe in einer Webmaschine | |
| DE4325038C2 (de) | Regeleinrichtung für den Vorschub von Wickelgut einer Webmaschine | |
| WO2003071017A1 (de) | Verfahren zum betreiben einer antriebsanordnung einer webmaschine und fachbildemaschine mit getrennter antriebstechnik | |
| DE3247066A1 (de) | Antriebssystem fuer textilmaschinen mit einer stufenlosen drehzahlregelung | |
| DE3520244A1 (de) | Warenabzugseinrichtung an einer webmaschine | |
| DE19913398C2 (de) | Verfahren zur Bestimmung der Startzeit des Schusseintrags bei Drehzahlwechsel des Hauptantriebs einer Luftdüsenwebmaschine | |
| EP1335052B1 (de) | Verfahren und Vorrichtung zur Einstellung und Überwachung der Kettfadenspannung an Webmaschinen | |
| EP2683862B1 (de) | Schaftwebmaschine und entsprechendes webverfahren | |
| EP0715010A1 (de) | Verfahren zur Vermeidung von Gewebefehlern in Glatt- und Polgeweben | |
| EP2142692B1 (de) | Verfahren und vorrichtung zum anfahren einer webvorrichtung | |
| DE10000146A1 (de) | Verfahren und Vorrichtung zur Steuerung einer Komponente einer eine Vielzahl gleichartiger Arbeitssteilen nebeneinander aufweisenden Textilmaschine | |
| DE102005023929B3 (de) | Verfahren zum Betreiben einer Projektilwebmaschine | |
| WO2005095694A1 (de) | Verfahren zur bestimmung der kinetischen energie einer webmaschine | |
| DE2716282A1 (de) | Verfahren und vorrichtung zur fadenbeeinflussung bei der herstellung von florgeweben | |
| EP2118350B1 (de) | Verfahren zum ansteuern von antriebsmotoren und steuerung für antriebsmotoren einer webmaschine | |
| DE102023206380B3 (de) | Verfahren zum betreiben einer luftdüsenwebmaschine und luftdüsenwebmaschine | |
| DE69934151T2 (de) | Vorrichtung und Verfahren zur Regelung der Drehzahl des Hauptmotors einer Webmaschine | |
| EP0567428B1 (de) | Verfahren zum Starten einer Webmaschine und Webmaschine zur Durchführung des Verfahrens | |
| DE102018216803B3 (de) | Verfahren zum Wechsel der Betriebsdrehzahl einer Webmaschine sowie entsprechende Webmaschine | |
| EP0629725A1 (de) | Verfahren zum Starten einer Webmaschine und Webmaschine zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910604 |
|
| 17Q | First examination report despatched |
Effective date: 19930705 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 59005062 Country of ref document: DE Date of ref document: 19940428 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940816 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040302 Year of fee payment: 15 Ref country code: FR Payment date: 20040302 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040309 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20040402 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040728 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050419 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 |
|
| BERE | Be: lapsed |
Owner name: LINDAUER *DORNIER G.M.B.H. Effective date: 20050430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051230 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051230 |
|
| BERE | Be: lapsed |
Owner name: LINDAUER *DORNIER G.M.B.H. Effective date: 20050430 |