EP0362538A1 - Verfahren zum Mischen von Textilfasern - Google Patents
Verfahren zum Mischen von Textilfasern Download PDFInfo
- Publication number
- EP0362538A1 EP0362538A1 EP89115630A EP89115630A EP0362538A1 EP 0362538 A1 EP0362538 A1 EP 0362538A1 EP 89115630 A EP89115630 A EP 89115630A EP 89115630 A EP89115630 A EP 89115630A EP 0362538 A1 EP0362538 A1 EP 0362538A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fiber
- mixture
- component
- fibers
- card
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000002156 mixing Methods 0.000 title claims abstract description 19
- 238000000034 method Methods 0.000 title claims description 40
- 239000004753 textile Substances 0.000 title claims description 3
- 239000000835 fiber Substances 0.000 claims abstract description 161
- 239000000203 mixture Substances 0.000 claims abstract description 41
- 239000000047 product Substances 0.000 claims abstract description 16
- 239000013067 intermediate product Substances 0.000 claims abstract description 7
- 239000007795 chemical reaction product Substances 0.000 claims description 8
- 238000004590 computer program Methods 0.000 claims description 2
- 238000005259 measurement Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims 2
- 238000002679 ablation Methods 0.000 claims 1
- 239000012467 final product Substances 0.000 abstract 1
- 238000004140 cleaning Methods 0.000 description 21
- 230000032258 transport Effects 0.000 description 13
- 238000005303 weighing Methods 0.000 description 13
- 238000012360 testing method Methods 0.000 description 6
- 238000003860 storage Methods 0.000 description 5
- 230000001419 dependent effect Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 230000008021 deposition Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G99/00—Subject matter not provided for in other groups of this subclass
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G13/00—Mixing, e.g. blending, fibres; Mixing non-fibrous materials with fibres
Definitions
- the invention relates to a method for mixing textile fibers according to the preamble of the first claim.
- the previous methods of mixing consist either in that fiber bales from different provenances are placed in a row and removed by means of a removal device which moves back and forth over them, in which fiber flakes are removed from the surface and transferred to a means of transport, or therein that parts of fiber bales are lifted manually or mechanically and fed one after the other on a conveyor belt to an opening machine in which these parts are broken down into fiber flakes and transferred to a means of transport.
- Such means of transport can be mechanical or pneumatic and convey the fiber flakes into so-called mixing boxes, in which the delivered fibers are filled in as a flake mixture.
- This mixing box becomes the fiber flake mixture placed on a collective transport at different speeds in order thereby to obtain a doubling effect in order to strive for homogenization of the fiber fluff mixture.
- the disadvantage of the first mentioned removal and mixing process is, however, that the mixture, due to the stationary rows of bales, is unchangeable until such a row has been completely removed, so that the mixing ratio remains the same throughout this time, during the second removal and mixing process additionally has the inaccuracy of the quantity withdrawn. It was therefore the task to create precise and homogeneous fiber mixtures, which can also be changed quickly as required.
- the object is achieved according to the invention in that fiber mixture components are formed, each with predetermined different fiber properties, which are each mixed together with controllable, variable component proportions to form a component mixture and in that this component mixture is dependent on predetermined or determined, changed properties of a subsequent intermediate product, e.g. a card sliver or an end product, e.g. of a yarn is determined or corrected.
- a subsequent intermediate product e.g. a card sliver or an end product, e.g. of a yarn is determined or corrected.
- fiber properties which are obtained in advance by taking samples from the fiber ball len be determined, mixed exactly in the desired mass in order to obtain the desired properties of an intermediate product, for example a card sliver or an end product, for example a yarn.
- FIG. 1 shows a number of conveyor belts 1 for receiving fiber bales 2 which are removed by fiber bale removal elements 3.
- the respective fiber bale removal member moves on stationary rails which are arranged, for example, in the diagonal direction of the fiber bales 2 located on the conveyor belt.
- Such a device is known in principle from the applicant's Swiss Patent No. 503809.
- the device shown and described in the applicant's Swiss patent application with the number 00399 / 88-8 could be used, in which the removal member 3 is attached to a removal device (not shown) that can be moved back and forth along horizontal bales 2 along the bale 2, can be moved up and down, as well as tilted for diagonal removal.
- the removal rate in both removal devices can be controlled by changing the displacement speed of the fiber bale removal member 3 along the above-mentioned diagonal path, as well as by changing the feed speed of the fiber bale 2 by means of a variable speed of the individual conveyor belt 1.
- the fiber flakes detached from the removal drum 4 are pneumatically in a manner known per se cal delivery line 5, which is not described here, transported away.
- the fiber flakes are conveyed into a mixer 6 and mixed therein to form a uniform mixture.
- the quantities conveyed into the mixer 6 by means of these individual pneumatic conveying lines 5 are referred to hereinafter as fiber flake components or simply components.
- Batch mixers or continuous mixers can be used as mixers; depending on the quantities mentioned are individual weight batches (kg) or a running quantity per unit of time (kg / h).
- the delivery lines 5 in FIG. 1 schematically open directly into the mixer 6, which is also shown schematically, but in practice this can vary depending on the type of mixer.
- air-fiber separators can be used to separate the respective fiber-air mixture from one another, so that the fiber flakes can fall into the mixer in free fall, while the air can be led into an exhaust air line.
- Such separators are well known from practice and are therefore not shown here in particular.
- the stated quantities of the aforementioned individual fiber flake components which are added to the mixer 6 are controlled by a controller 7 on the basis of a control program.
- Such a control program can be a computer program be, which has a component mixing program that adapt to adapt to changes in the mixture, respectively. is changeable.
- Another variant would be a digital control for each component, in which the performance of the individual components was selected manually. could be changed.
- the functions relevant to the removal performance of the components e.g. the feed speed of the respective conveyor belt 1 or the removal movement of the fiber bale removal member 3 is controlled by one or the other controller.
- the pneumatic conveying lines do not have to convey the removed product directly into the mixer, but that mechanical conveying elements are interposed, for example conveyor belts.
- the fiber air separators mentioned place their fiber product in such mechanical conveying elements.
- Each fiber removal member 3 is connected to the controller 7 via a control line 8 and each conveyor belt 1 via a control line 19.
- Figure 2 shows a variant of Figure 1, but in which the same elements have the same reference numerals.
- the pneumatic conveyor lines 5 promote the removed fibers.
- Fiber flakes, also called product, are not directly in the mixer 6 but in component cells 9, from which the product filled therein is in each case discharged by means of a discharge device 10 and is fed into the mixer 6 by means of a subsequent metering device 11.
- the discharge rate from the individual component cells 9 is controlled by a controller 7.1, which controls the individual metering devices 11 and 11 by means of control lines 12. as a variant, the discharge apparatus 10 controlled.
- the metering devices 11 can each be controlled by means of a control line 13 via the dispensing devices 10 in order to coordinate the dispensing with the metering.
- the discharge devices could also be controlled directly by the controller 7.1.
- the component cells 9 are filled by the elements 1 to 5 already mentioned for FIG. 1, the use of two rows of fiber bales, each with the elements 1 to 4, being chosen only as an example. In practice, several rows of fiber bales or just a single row per component cell 9 could also be selected. Such a decision depends on the number or mix of provenances per row of bales, which are to form a mixed component to be placed in a corresponding cell 9.
- the filling up of the component cells 9 is, for example, by full provided in each cell level indicator 14 and controlled by vacancy indicator 15 by means of a controller 16.
- the control 16 for the reciprocating movement of the removal elements 3 is connected by control lines 17 each to the fiber bale removal elements 3 and by control lines 18 each to the drive motors of the conveyor belts 1.
- FIG. 3 shows a further embodiment in which the same elements already shown and described with FIG. 2 have the same reference numerals. This applies to the fiber bales 2, the component cells 9, the discharge apparatus 10, the metering apparatus 11, the mixer 6 as well as the control 7.1 and the control lines 12 and 13.
- the fiber bales 2 which are here directly on the floor, these are also set up in groups which correspond to the respective provenance of the fiber bales.
- the removal is done by a mobile fiber bale removal device 20, which runs along the fiber bale groups and from the surface of fibers or. Removes fiber flakes.
- a mobile fiber bale removal device 20 which runs along the fiber bale groups and from the surface of fibers or. Removes fiber flakes.
- Such a device is known in the spinning industry under the name "Unifloc" and is sold by the applicant worldwide.
- this fiber bale removal device 20 conveys the removed fibers via a pneumatic conveying line 21 into the corresponding component cells 9.
- This control is via a control line 24 connected to the fiber bale removal device 20 and controls the removal of the corresponding fiber bale groups of fiber flakes for filling up the corresponding component cells 9.
- the fiber bale removal device 20 has a fiber removal member 23 which is known per se from the Unifloc and which removes the fibers from the bale surfaces by means of a removal drum (not shown) rotating therein.
- the fiber bale removal member 22 can be rotated by 180 degrees indicated by the arrows M, so that the fiber bale removal member can remove the fiber bale group 2 on the opposite side. This enables either one of the opposite fiber bale groups to be used as a reserve fiber bale group, or that with an automatic rotation of the fiber bale removal device 20 mentioned above, both opposite bale rows can be removed with a predetermined variation.
- FIG. 4 shows a variant of FIG. 3, so that the elements already described and shown with FIG. 3 have the same reference numerals.
- control is with 22.1 instead of with 22 characterized, since four individual fiber bale removal devices 20 are each to be controlled separately by means of the corresponding control line 24.
- a pneumatic conveying line is provided for each fiber bale removal device 20, which is accordingly identified with 21.1 instead of 21 and each opens into a component cell 9.
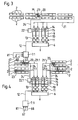
- FIG. 5 shows an arrangement similar to FIG. 1, in which instead of the single conveyor belt 1 per bale group of FIG. 1, a conveyor belt 30 with a purely conveying function and a conveyor belt 31 with a conveying / weighing function is provided per fiber bale group.
- the weighing function of the latter conveyor belt can be provided, for example, by supporting the axes of the deflecting rollers of the conveyor belt 31 on pressure sockets 32 known per se, each of which emits a signal 33 corresponding to the weight, which signal is sent via a control line 33 to a controller 7.2 processing the signals is forwarded.
- the processing of the aforementioned signals consists in that the controller 7.2 uses these to generate the control signals which control the motors of the conveyor belts 30 and 31 mentioned and the removal elements 3 via control lines 34.
- controller 7.2 controls the fiber removal elements 3 and the conveyor belts 30 and 31 at predetermined speeds in order to remove fibers from the fiber bales 2, which are conveyed into the mixer 6 by means of pneumatic conveyor lines 5.
- Each fiber bale removal member 3 of the individual fiber bale groups conveys a predetermined amount, controlled by the control 7.2, into the mixer 6.
- This predetermined amount to be removed (bp / h) per bale group is monitored and monitored by the respective weighing conveyor belt 31 or by the pressure dose weighing device 31 converted into signals and delivered to the controller via the control lines 33. If the quantity (kg / h) removed per fiber bale group does not match the specified quantity, the control adjusts the quantity to be removed until it matches the specified quantity.
- Measurements are always made via the measuring device 32 when the fiber bale removal member is at a standstill for a brief moment at the turning point of the back and forth removal path.
- the fiber bale removal member 3 always moves back and forth on the same path, essentially lying in the diagonal of the fiber bale to be removed. back and forth.
- the amount (kg / h) of the fibers to be removed from the bales is generated by means of the feed speed of the conveyor belts 30 and 31 and removal member 3.
- the controller 7.2 can be an electronic controller be based on the analog technology or a microprocessor, by means of which the different quantities removed per bale group can be set and adapted by the signals of the control lines 33 and input signals explained later.
- FIGS. 6 and 7 show a weighing system similar to FIG. 5, FIG. 7 being a plan view of FIG. 6, in the direction of the arrow A.
- bale groups that are arranged side by side and each form a mixing component.
- the fiber bales 2 each lie on a conveyor belt 40 and a weighing conveyor 41 connected to it.
- Each weighing conveyor 41 can be supported, analogously to the weighing conveyor 31 in FIG. 5, on pressure measuring cells 42, of which a signal corresponding to the weight is used a control line 43 is delivered to a controller 44.
- the fiber bales 2 located on the weighing conveyor belt 41 are removed by fiber bale removal device 48 in accordance with Swiss Patent Application No. 00399 / 88-8, which has already been mentioned in connection with FIG.
- the difference essentially consists in a long fiber bale removal member 49, which extends over the predetermined number of bale rows, with a removal drum 51 which simultaneously removes fibers from all of the predetermined bale rows shown in FIG. 7.
- the fiber removal member 49 removes in an oblique removal path, which essentially corresponds to the diagonal of a predetermined number of fiber bales 2 lined up, for example, as shown in FIGS. 6 and 7, of four fiber bales 2.
- bales can also be removed obliquely in this way, for example only one, as is shown with FIGS. 1 and 2.
- the fiber material removed by the fiber removal member 49 is conveyed in a pneumatic conveying line 50 which, according to the invention, opens into a continuous mixer 45.
- the conveying line 50 can end in a separator (not shown) which discharges the product into the mixer 45 .
- the fiber bale removal device 48 is controlled by the controller 44 via the control line 46 with respect to the driving speed.
- Another control line 47 is used to control the drive motors of the deflection rollers of the control belts 40 and 41.
- the deflecting rollers of the conveyor belts 40 and 41 have a separate drive motor for each bale group sen, ie that each motor has a control line 47 to the controller 44 separately.
- the controller 44 controls the back and forth movement of the fiber bale removal device 48 along the bales located on the weighing conveyor 41 and the up and down movement of the fiber bale removal member 49 on the device 48 during the aforementioned back and forth movement, so that the fiber bale as shown in FIG. 6 be removed in an inclined direction substantially corresponding to the diagonal of the four bales 2.
- This removal movement always runs in the same path and at a predetermined speed, so that the removal amounts (kg / h) of the individual fiber bale groups can be selected differently by the individual feed speeds of the conveyor belts 40 and 41.
- These different feed speeds of the individual bale groups correspond to a removal program with different amounts (kg / h) of the individual bale groups to be removed in order to obtain the mixture mentioned.
- the drive motors for the conveyor belts 40 and 41 are advantageously drum motors which are installed in the deflection rollers of the conveyor belts. Such drum motors can be operated at different frequencies by means of frequency inverters, i.e. are driven at different speeds, which is part of the controller 44.
- the controller 44 can be an analog or digital controller by means of wel the quantities of the individual components are controlled. These quantities are corrected by means of the pressure measuring cell signals, which are input through the control line 43 of the control 44, if the individual component quantity does not correspond to the target specification.
- FIG. 8 shows an extension of the previously described method, in which it is shown that after the mixer 6, the product coming from this mixer is put into a so-called blowroom 60, in which cleaning machines known per se are used.
- the blowroom 60 can contain so-called coarse cleaning machines 61 and fine cleaning machines 62. This blowroom, like the previous one, is only shown schematically.
- the card 63 following the blowroom which can be a card known per se, for example the card C4 sold worldwide by the applicant.
- This card 63 is provided with a control 64, which is known per se and controls the card functions, which, among other functions, also has the function of ensuring the uniformity and the amount (kg / h) of the card sliver.
- the card sliver is checked by a color sensor 65 and by a sensor for measuring the fiber fineness 66.
- the color testing device 65 outputs a signal 67 corresponding to the color of the card sliver and the fiber fineness testing device 66 outputs a signal 68 corresponding to the fiber fineness to the control devices 7; 7.1; 7.2; 44 mentioned in connection with FIGS. 1 to 7 , which each control the control of the individual fiber components.
- a further signal 81 corresponding to the card sliver quantity (kg / h) is also sent from the card control 64 to the controls 7; 7.1; 7.2; 44 entered.
- the product discharged from the mixer 6 is conveyed to the blowroom 60 via a conveyor system 69 and to the card 63 from the blowroom 60 via a conveyor system 70.
- Such conveyor systems can be mechanical or pneumatic, it is also known per se that conveyor systems exist between fine cleaning and coarse cleaning machines.
- the method according to the invention is likewise not restricted to a single blowroom 60 and a single card 63 after the mixer 6, but a plurality of blowrooms 60 can either be after the mixer 6 and several cards 63 are loaded with the product of the mixer 6 or if a blowroom is provided after the mixer 6, several cards 63 can be loaded with the product of the blowroom 60.
- a color test device 65 and / or a fiber fineness test device 66 can optionally be provided after each card, or there is also the possibility if several cards process the same product, that only one so-called guide card has these latter two test devices.
- FIG. 9 shows the possibility of providing the blowroom 60 between the fiber removal and the component cells 9, so that an already cleaned fiber material in the component cells 9 is available for the mixture.
- the conveying device from the fiber bale removal device 20 to the blowroom 60 basically corresponds to the pneumatic conveying line 21, whereby in this case too pneumatic conveyance is not mandatory but can be mechanical.
- the conveyor between the blowroom 60 and the component cells 9 can also be a pneumatic conveyor line, as indicated at 21, but it can be any conveyor system.
- the method according to the invention is not restricted to any conveyor system.
- blowroom 60 is not restricted to the combination with the arrangement from FIG. 3. It is understood that everybody's fiber components arrangements shown in the figures, with the exception of FIGS. 6 and 7, can first be cleaned and then get into the mixer 6. It is only a matter of effort, since a cleaning shop must be provided for each of the components in FIGS. 1, 2, 4 and 5.
- FIG. 10 shows a variant of the method of FIG. 9, in that the blow room is divided into a rough cleaning with the cleaning machines 61 and one into a fine cleaning with the fine cleaning machines 71, each of which is preceded by a storage container 72 (for the sake of simplicity only one is marked).
- the fine cleaning machines 71 are started or stopped by a controller 73, namely stopped on the basis of a vacancy indicator 74 and started on the basis of a full status indicator 75 (only one identified in each case). These full and vacancy detectors emit their signals to the control 73 via the lines 76 and 77.
- the coarse cleaning machines 61 are fed by means of a fiber transport 78, which can correspond to the pneumatic conveying line 21 from FIG. 9 or to any fiber conveying known per se.
- the fine cleaning machines each pass their products on to a component mixing cell 9, as has already been described for FIGS. 2 to 4 and for FIG. 9.
- the components are cleaned individually, accordingly, the vacancy detectors 15 of the individual component cells 9 request the removal of fibers from the corresponding fiber bale group a or b or c or d in order to clean these removed fibers in the coarse cleaning machine and pass them on to the corresponding storage container 72 , which delivers the specified component to the subsequent fine cleaning machines 71.
- This product request by the empty detector 15 occurs because the corresponding fine cleaning machine no longer supplied a product, since the empty space detector 74 in the storage container 72 had also reported empty space.
- the corresponding group a to d is removed until the corresponding fullness indicator 75 reports fullness to the removed component.
- the corresponding fine cleaning machine can thus be put into operation again until the fullness detector 14 reports fullness again to the corresponding component cell 9.
- the fiber transport 80 between the mixer 6 and the card 63 can correspond to a fiber transport which is identified and described as 70 in FIG.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Mischen von Textilfasern gemäss Oberbegriff des ersten Anspruches.
- Die bisherigen Verfahren zum Mischen bestehen entweder darin, dass Faserballen von verschiedenen Provenienzen in einer Reihe aufgestellt werden und mittels einer, in einer Hin- und Herbewegung darüber fahrenden Abtragvorrichtung abgetragen werden, in dem Faserflocken aus der Oberfläche herausgelöst und einem Transportmittel übergeben werden, oder darin, dass Teile von Faserballen manuell oder maschinell abgehoben und nacheinander auf einem Förderband einer Auflösemaschine zugeführt werden, in welcher diese Teile zu Faserflocken aufgelöst und einem Transportmittel übergeben werden.
- Solche Transportmittel können mechanisch oder pneumatisch sein und fördern die Faserflocken in sogenannte Mischkasten, in welchen die angelieferten Fasern als Flockengemisch eingefüllt werden.
- Aus diesen Mischkasten wird das Faserflockengemisch mit unterschiedlichen Geschwindigkeiten auf einen Sammeltransport gegeben, um dadurch einen Doubliereffekt zu erhalten, um eine Homogenisierung des Faserflockengemisches anzustreben.
- Solche Homogenisiervorrichtungen sind beispielsweise in den deutschen Patentschriften Nr. 196 821 und 31 51 063 gezeigt und beschrieben.
- Der Nachteil des erstgenannten Abtrag- und Mischverfahrens besteht jedoch darin, dass die Mischung, infolge der stationären Ballenreihen, bis zum fertigen Abtragen einer solchen Reihe unveränderlich ist, so dass das Mischungsverhältnis während dieser ganzen Zeit das gleiche bleibt, während das zweite Abtrag- und Mischverfahren zusätzlich noch die Ungenauigkeit der abgehobenen Menge aufweist.
Es stellte sich deshalb die Aufgabe genaue und homogene Fasermischungen zu erzeugen, welche ausserdem nach Bedarf rasch verändert werden können. - Die Aufgabe wird erfindungsgemäss dadurch gelöst, dass Fasermischungskomponenten mit je vorbestimmten unterschiedlichen Fasereigenschaften gebildet werden, welche je mit steuerbaren variablen Komponentenanteilen zu einer Komponentenmischung zusammengemischt werden und, dass diese Komponentenmischung in Abhängigkeit von vorgegebenen, respektive festgestellten, veränderten Eigenschaften eines nachfolgenden Zwischenproduktes, z.B. eines Kardenbandes oder eines Endproduktes, z.B. eines Garnes bestimmt, respektive korrigiert wird.
- Durch diese Massnahme können Fasereigenschaften, welche im voraus durch Probenentnahmen aus den Faserbal len bestimmt werden, in gewünschtem Masse genau gemischt werden, um die gewünschten Eigenschaften eines Zwischenproduktes, z.B. eines Kardenbandes oder eines Endproduktes, z.B. eines Garnes zu erhalten.
- Im weiteren besteht die Möglichkeit, z.B. durch Messung von Fasereigenschaften am Kardenband oder am Garn Abweichungen festzustellen, welche unverzüglich eine Korrektur der Mischung ermöglichen, um die verlangten Eigenschaften des Kardenbandes oder des Garnes einzuhalten.
- Vorteilhafte Ausführungsformen der Erfindung sind in den abhängigen Ansprüchen aufgeführt.
- Die Erfindung wird anhand von lediglich Ausführungswege darstellenden Zeichnungen näher erläutert.
- Es zeigt:
- Figur 1 bis 5 je eine schematische Darstellung eines erfindungsgemässen Mischverfahrens,
- Figur 6 und 7 eine Variante der Ausführungsart des Mischverfahrens von Fig. 5,
- Figur 8 eine schematische Darstellung je einer Erweiterung der erfindungsgemässen Verfahren nach Fig. 1 bis 7,
- Figur 9 eine schematische Darstellung einer Variante des erweiterten erfindungsgemässen Mischverfahrens von Fig. 1 bis 8, beispielsweise mit einer in Fig. 3 dargestellten Faserabtragung,
- Figur 10 eine Variante des Verfahrens von Fig. 9.
- Figur 1 zeigt eine Anzahl Förderbänder 1, zur Aufnahme von Faserballen 2 welche durch Faserballenabtragorgane 3 abgetragen werden.
- Dabei bewegt sich das jeweilige Faserballenabtragorgan auf stationären Schienen, welche beispielsweise in diagonaler Richtung der sich auf dem Förderband befindlichen Faserballen 2 angeordnet sind. Eine solche Vorrichtung ist grundsätzlich aus der schweizerischen Patentschrift Nr. 503809 des Anmelders bekannt. Als Variante dazu könnte die in der schweizerischen Patentanmeldung des Anmelders mit der Nr 00399/88-8 gezeigte und beschrieben Vorrichtung verwendet werden bei welcher das Abtragorgan 3 an einem auf horizontalen Schienen, den Ballen 2 entlang hin und her fahrbaren Abtragvorrichtung (nicht gezeigt), auf und ab bewegbar, sowie für die diagonale Abtragung schräg stellbar ist.
- Dabei kann die Abtragleistung bei beiden Abtragvorrichtungen durch Veränderung der Verschiebegeschwindigkeit des Faserballenabtragorganes 3 entlang des genannten diagonalen Weges, sowie durch veränderliche Vorschubgeschwindigkeit der Faserballen 2 mittels veränderlicher Geschwindigkeit des einzelnen Förderbandes 1 gesteuert werden.
- Die von der Abtragtrommel 4 losgelösten Faserflocken werden in ansich bekannter Weise durch eine pneumati sche Förderleitung 5, welche hier nicht weiter beschrieben wird, wegtransportiert.
- Mit Hilfe dieser pneumatischen Förderleitung 5 werden die Faserflocken in einen Mischer 6 gefördert und darin zu einer gleichmässigen Mischung gemischt.
- Die mittels diesen einzelnen pneumatischen Förderleitungen 5 in den Mischer 6 geförderten Mengen werden im weiteren als Faserflockenkomponente oder einfach Komponenten bezeichnet.
- Als Mischer können Chargen-Mischer oder Durchlauf-Mischer verwendet werden; je nachdem sind die genannten Mengen einzelne Gewichtschargen (kg) oder eine laufende Menge pro Zeiteinheit (kg/h).
- Der einfachheithalber münden die Förderleitungen 5 in Figur 1 schematisch direkt in den ebenfalls schematisch gezeigten Mischer 6, was jedoch in der Praxis je nach Art des Mischers verschieden sein kann. Beispielsweise können Luft-Faserabscheider verwendet werden, um das jeweilige Faser-Luftgemisch voneinander zu trennen, so dass die Faserflocken im freien Fall in den Mischer fallen können, währenddem die Luft in eine Abluftleitung geführt werden kann. Solche Abscheider sind aus der Praxis bestens bekannt und deshalb hier nicht besonders gezeigt.
- Die genannten Mengen der vorgenannten einzelnen, in den Mischer 6 gegebenen Faserflockenkomponenten, werden durch eine Steuerung 7 aufgrund eines Steuerprogrammes gesteuert.
- Ein solches Steuerprogramm kann ein Computerprogramm sein, welches ein Komponentenmischprogramm aufweist, das zur Anpassung von Mischungsveränderungen anpass-, resp. veränderbar ist.
- Eine andere Variante bestünde in einer Digitalsteuerung pro Komponente, bei welcher die Leistung der einzelnen Komponenten manuell gewählt resp. verändert werden könnte.
- Dabei werden die für die Abtragleistung der Kompenten massgebenden Funktionen, wie z.B. die Vorschubgeschwindigkeit des jeweiligen Förderbandes 1 oder die Abtragbewegung des Faserballenabtragorganes 3 von der einen oder anderen Steuerung gesteuert.
- Es versteht sich, dass die pneumatischen Förderleitungen das abgetragene Produkt nicht direkt in den Mischer fördern müssen, sondern dass mechanische Förderelemente dazwischen geschaltet werden, beispielsweise Förderbänder. Die genannten Faser-Luftabscheider geben in einem solchen Falle ihr Faserprodukt in solche mechanische Förderelemente.
- Jedes Faserabtragorgan 3 ist über eine Steuerleitung 8 und jedes Förderband 1 über eine Steuerleitung 19 mit der Steuerung 7 verbunden.
- Die drei eingehenden Steuerleitungen in die Steuerung 7 werden später beschrieben.
- Die Figur 2 zeigt eine Variante zu Figur 1, in welcher jedoch dieselben Elemente dieselben Bezugszeichen haben. Darin fördern die pneumatischen Förderleitungen 5 die abgetragenen Fasern resp. Faserflocken,auch Produkt genannt, nicht direkt in den Mischer 6 sondern in Komponentenzellen 9, aus welchen das darin eingefüllte Produkt jeweils mittels eines Austragapparates 10 ausgetragen und mittels eines darauf folgenden Dosierapparates 11 in den Mischer 6 gegeben wird.
- Je nach Art des Austragapparates 10 kann als Variante, dieser ebenfalls die Dosierfunktion übernehmen.
- Die Austragleistung aus den einzelnen Komponetenzellen 9 wird durch eine Steuerung 7.1 gesteuert, welche mittels Steuerleitungen 12 die einzelnen Dosierapparate 11 resp. als Variante, die Austragapparate 10 angesteuert.
- In der erstgenannten Disposition können die Dosierapparate 11 je mittels einer Steuerleitung 13 via die Austragapparate 10 gesteuert werden, um die Austragung mit der Dosierung zu koordinieren. Die Austragapparate könnten aber auch von der Steuerung 7.1 direkt gesteuert werden.
- Die Komponentenzellen 9 werden von den bereits für Fig. 1 erwähnten Elementen 1 bis 5 gefüllt, wobei das Verwenden von zwei Faserballenreihen, mit je den Elementen 1 bis 4, lediglich beispielsweise gewählt ist. In der Praxis könnten auch mehrere Faserballenreihen oder auch nur eine einzige Reihe pro Komponentenzelle 9 gewählt werden. Ein solcher Entscheid hängt von der Anzahl oder Mischung der Provenienzen pro Ballenreihe ab, die eine in eine entsprechende Zelle 9 zu gebende Mischkomponente bilden sollen.
- Im weiteren ist das Auffüllen der Komponentenzellen 9 beispielsweise durch in jeder Zelle vorgesehene Voll standsmelder 14 und durch Leerstandsmelder 15 mittels einer Steuerung 16 gesteuert. Zu diesem Zweck ist die Steuerung 16 für die Hin- und Herbewegung der Abtragorgane 3 durch Steuerleitungen 17 je mit den Faserballen-Abtragorganen 3 und durch Steuerleitungen 18 je mit den Antriebsmotoren der Förderbänder 1 verbunden.
- Die Figur 3 zeigt eine weitere Ausführungsform, in welcher die bereits mit Figur 2 gezeigten und beschriebenen gleichen Elemente die gleichen Bezugszeichen aufweisen. Dies betrifft die Faserballen 2, die Komponentenzellen 9, die Austragapparate 10, die Dosierapparate 11, den Mischer 6 sowie die Steuerung 7.1 und die Steuerleitungen 12 und 13.
- Für das Abtragen der Faserballen 2, die hier direkt auf dem Boden stehen, werden diese ebenfalls in Gruppen aufgestellt, welche der jeweiligen Provenienz der Faserballen entsprechen. Die Abtragung geschieht durch eine fahrbare Faserballenabtragvorrichtung 20, welche entlang der Faserballengruppen fährt und von deren Oberfläche Fasern resp. Faserflocken abträgt. Eine solche Vorrichtung ist im Spinnerei-Fachgebiet unter dem Namen "Unifloc" bekannt und wird vom Anmelder weltweit vertrieben.
- Diese Faserballenabtragvorrichtung 20 fördert in ansich bekannterweise die abgetragenen Fasern über eine pneumatische Förderleitung 21 in die entsprechenden Komponentenzellen 9.
- Wie bereits für Figur 2 beschrieben, weisen die Komponentenzellen 9, Vollstandsmelder 14 und Leerstandsmelder 15 auf, welche ihre Signale einer Steuerung 22 eingeben. Diese Steuerung ist über eine Steuerleitung 24 mit der Faserballenabtragvorrichtung 20 verbunden und steuert das Abtragen von den entsprechenden Faserballengruppen Faserflocken für das Auffüllen der entsprechenden Komponentenzellen 9.
- Wie in Figur 3 schematisch gezeigt, weist die Faserballenabtragvorrichtung 20 ein ansich vom Unifloc her bekanntes Faserabtragorgan 23 auf, welches die Fasern mittels einer darin rotierenden Abtragtrommel (nicht gezeigt) aus den Ballenoberflächen abträgt.
- Ebenso ist es bekannt, dass das Faserballenabtragorgan 22 derart um mit den Pfeilen M gekennzeichneten 180 Grad gedreht werden kann, so dass das Faserballenabtragorgan die Faserballengruppe 2 auf der gegenüberliegenden Seite abtragen kann. Dadurch wird ermöglicht, dass entweder jeweils eine der gegenüberliegenden Faserballengruppen als Reservefaserballengruppe verwendet wird oder, dass bei einer automatischen, vorgenannten Drehmöglichkeit der Faserballenabtragvorrichtung 20 beide einander gegenüberliegenden Ballenreihen mit vorgegebener Abwechslung abgetragen werden können.
- Die Figur 4 zeigt eine Variante der Figur 3, so dass die mit Figur 3 bereits beschriebenen und gezeigten Elemente dieselben Bezugszeichen aufweisen.
- Der Unterschied zwischen dem mit Figur 3 und Figur 4 Gezeigten besteht darin, dass gesamthaft nicht nur eine einzige Faserballenabtragvorrichtung 20, sondern pro zwei einander gegenüberliegenden Faserballengruppen eine davon vorgesehen ist.
- Dementsprechend ist die Steuerung mit 22.1 statt mit 22 gekennzeichnet, da damit vier einzelne Faserballenabtragvorrichtungen 20 mittels der entsprechenden Steuerleitung 24 je separat anzusteuern sind. Ebenso ist pro Faserballenabtragvorrichtung 20 eine pneumatische Förderleitung vorgesehen, welche dementsprechend mit 21.1 statt 21 gekennzeichnet ist und je in eine Komponentenzelle 9 mündet.
- Die Figur 5 zeigt eine der Figur 1 ähnliche Anordnung, in welchem anstelle des einzigen Förderbandes 1 pro Ballengruppe der Figur 1 je Ballengruppe ein Förderband 30 mit reiner Förderfunktion und ein Förderband 31 mit Förder-/Verwiegefunktion, pro Faserballengruppe, vorgesehen ist.
- Die Verwiegefunktion des letztgenannten Förderbandes kann beispielsweise dadurch gegeben sein, dass die Achsen der Umlenkwalzen des Förderbandes 31 auf ansich bekannten Druckdosen 32 abgestützt werden, welche je ein dem Gewicht entsprechendes Signal 33 abgeben, welches je über eine Steuerleitung 33 an eine die Signale verarbeitende Steuerung 7.2 weitergeleitet wird. Die Verarbeitung der vorgenannten Signale besteht darin, dass die Steuerung 7.2 daraus die Steuersignale erarbeitet, welche über Steuerleitungen 35 die Motoren der genannten Förderbänder 30 und 31 und über Steuerleitungen 34 die Abtragorgane 3 ansteuert.
- Selbstverständlich können auch andere Verwiegesysteme verwendetet werden, welche mit Förderbändern kombiniert werden können.
- Im weiteren sind die bereits für Figur 1 beschriebenen und gezeigten Elemente mit gleichen Bezugszeichen versehen.
- Im Betrieb steuert die Steuerung 7.2 die Faserabtragorgane 3 sowie die Förderbänder 30 und 31, mit vorgegebenen Geschwindigkeiten um Fasern von den Faserballen 2 abzutragen, die mittels pneumatischer Förderleitungen 5 in den Mischer 6 gefördert werden.
- Dabei fördert jedes Faserballenabtragorgan 3 der einzelnen Faserballengruppen je eine vorgegebene, von der Steuerung 7.2 gesteuerte Menge in den Mischer 6. Diese vorgegebene, abzutragene Menge (kp/h) pro Ballengruppe wird durch das jeweilige Verwiegeförderband 31 respektive durch die Druckdosen - Verwiegevorrichtung 31 überwacht und in Signale umgewandelt und über die Steuerleitungen 33 an die Steuerung abgegeben. Stimmt die pro Faserballengruppe abgetragene Menge (kp/h) nicht mit der vorgegebenen Menge überein, so passt die Steuerung die abzutragende Menge an bis sie mit der vorgegebenen Menge übereinstimmt.
- Dabei wird immer dann über die Messvorrichtung 32 gemessen, wenn das Faserballenabtragorgan am Wendepunkt des Hin- und Her-Abtragweges für einen kurzen Moment still steht.
- In dieser Abtragart fährt das Faserballenabtragorgan 3 immer auf demselben, im wesentlichen in der Diagonalen der abzutragenden Faserballe liegende Weg hin und her, resp. auf und ab. Dabei wird die Menge (kp/h) der aus den Ballen abzutragenden Fasern mittels, der Vorschubgeschwindigkeit der Förderbänder 30 und 31 und Abtragorganes 3 erzeugt.
- Die Steuerung 7.2 kann eine elektronische Steuerung auf der Basis der Analogtechnik oder ein Mikroprozessor sein, mittels welcher die unterschiedlichen Abtragmengen je Ballengruppe eingestellt und durch die Signale der Steuerleitungen 33 sowie später erklärten Eingangssignalen angepasst werden können.
- Die Figuren 6 und 7 zeigen ein ähnliches Verwiegesystem wie Fig. 5, wobei Figur 7 eine Draufsicht von Figur 6 ist, entsprechend der Pfeilrichtung A.
- Aus Figur 7 ist ersichtlich, dass es sich dabei um eine Anzahl Ballenreihen resp. Ballengruppen handelt, welche nebeneinander angeordnet sind und je eine Mischkomponente bilden. Die Faserballen 2 liegen wie in Figur 6 gezeigt, je auf einem Förderband 40 und einem daran anschliessenden Verwiegeförderband 41. Dabei kann jedes Verwiegeförderband 41 analog zum Verwiegeförderband 31 der Fig. 5, auf Druckmessdosen 42 abgestützt sein, von welchen ein dem Gewicht entsprechendes Signal mittels einer Steuerleitung 43 an eine Steuerung 44 abgegeben wird.
- Die sich auf dem Verwiegeförderband 41 befindlichen Faserballen 2 werden durch Faserballenabtragvorrichtung 48 entsprechend der CH-Patentanmeldung Nr. 00399/88-8 abgetragen, welche bereits im Zusammenhang mit Figur 1 erwähnt wurde. Der Unterschied besteht im wesentlichen in einem langen, sich über die vorgegebene Anzahl Ballenreihen erstreckenden Faserballenabtragorgan 49 mit einer Abtragtrommel 51, welche von allen, in Fig. 7 gezeigten, vorgegebenen Ballenreihen gleichzeitig Fasern abträgt.
- Ein weiterer Unterschied dieser Abtragweise gegenüber derjenigen für Figur 1 beschriebenen besteht darin, dass das Faserabtragorgan 49 in einer schrägen Abtraglaufbahn abträgt, welche im wesentlichen der Diagonalen von einer vorgegebenen Anzahl aneinander gereihter Faserballen 2 entspricht, beispielsweise wie in Figur 6 und 7 gezeigt, von vier Faserballen 2.
- Es versteht sich jedoch, dass auch eine andere Anzahl Ballen in dieser Weise schräg abgetragen werden können, beispielsweise nur eine, wie dies mit den Figuren 1 und 2 gezeigt ist.
- Ebenso hängt es von der möglichen Länge des Abtragorganes 49 ab, wieviele Faserballen nebeneinander gereiht werden können, um gleichzeitig abgetragen werden zu können.
- Das vom Faserabtragorgan 49 abgetragene Fasermaterial wird in einer pneumatischen Förderleitung 50 gefördert, welche erfindungsgemäss in einen Durchlaufmischer 45 mündet Wie für Fig. 1 beschrieben, kann die Förderleitung 50 in einen genannten Abscheider (nicht gezeigt) münden, welcher das Produkt in den Mischer 45 abgibt.
- Im weiteren wird die Faserballenabtragvorrichtung 48 durch die Steuerung 44 über die Steuerleitung 46 bezüglich der Fahrgeschwindigkeit gesteuert.
- Eine weitere Steuerleitung 47 dient zur Steuerung der Antriebsmotoren der Umlenkwalzen der Steuerbänder 40 und 41.
- Es versteht sich, dass die Umlenkwalzen der Förderbänder 40 und 41 (nicht besonders gekennzeichnet) jeder Ballengruppe einen separaten Antriebsmotor aufwei sen, d.h. dass jeder Motor separat eine Steuerleitung 47 zur Steuerung 44 aufweist.
- Im Betrieb steuert die Steuerung 44 die Hin- und Herfahrbewegung der Faserballenabtragvorrichtung 48 entlang der sich auf dem Verwiegeförderband 41 befindlichen Ballen und die Auf- und abbewegung des Faserballenabtragorganes 49 an der Vorrichtung 48 während der vorgenannten Hinundherbewegung, so dass die Faserballen wie in Figur 6 gezeigt in einer geneigten, im wesentlichen der Diagonalen der vier Ballen 2 entsprechenden Richtung abgetragen werden.
- Diese Abtragbewegung verläuft immer in derselben Bahn und mit einer vorgegebenen Geschwindigkeit, so dass die Abtragmengen (kp/h) der einzelnen Faserballengruppen durch die individuellen Vorschubgeschwindigkeiten der Förderbänder 40 und 41 unterschiedlich gewählt werden können. Diese unterschiedlichen Vorschubgeschwindigkeiten der einzelnen Ballenguppen entsprichen einem Abtragprogramm mit unterschiedlichen abzutragenden Mengen (kg/h) der einzelnen Ballengruppen, um die genannte Mischung zu erhalten.
- Vorteilhafterweise sind die Antriebsmotoren für die Förderbänder 40 und 41 Trommelmotoren, welche in den Umlenkwalzen der Förderbänder eingebaut sind. Solche Trommelmotoren können mittels Frequenzinvertern mit unterschiedlicher Frequenz betrieben, d.h. mit unterschiedlichen Drehzahlen angetrieben werden, was ein Bestandteil der Steuerung 44 ist.
- Ebenso kann die Steuerung 44 wie in allen Fällen in dieser Anmeldung und für Fig. 5 besonder erwähnt, eine analoge oder digitale Steuerung sein, mittels wel cher die Mengen der einzelnen Komponenten gesteuert werden. Dabei werden diese Mengen mittels der Druckmessdosensignale, welche durch die Steuerleitung 43 der Steuerung 44 eingegeben werden, korrigiert wenn die einzelne Komponentenmenge nicht der Sollvorgabe entspricht.
- Die Figur 8 zeigt eine Erweiterung des bisher beschriebenen Verfahrens, in dem darin gezeigt ist, dass nach dem Mischer 6 das von diesem Mischer herkommende Produkt in eine sogenannte Putzerei 60 gegeben wird in welcher ansich bekannte Reinigungsmaschinen verwendet werden.
- Die Putzerei 60 kann sogenannte Grobreinigungsmaschinen 61 und Feinreinigungsmaschinen 62 enthalten. Diese Putzerei ist wie das bisherige lediglich schematisch dargestellt.
- Das Gleiche gilt für die der Putzerei nachfolgenden Karde 63, welche eine ansich bekannte Karde, beispielsweise die vom Anmelder weltweit vertriebene Karde C4, sein kann.
- Diese Karde 63 ist mit einer ansich bekannten, die Kardenfunktionen steuernden, Steuerung 64 versehen, welche unteranderen Funktionen auch die Funktion hat die Gleichmässigkeit und die Menge (kp/h) des Kardenbandes zu gewährleisten.
- Nach der Karde, in Bandförderrichtung gesehen, vor der nicht gezeigten Kardenbandablage, wird das Kardenband durch einen Farbsensor 65 und durch einen Sensor zur Messung der Faserfeinheit 66 geprüft.
- Es sei zum Vornherein erwähnt, dass wahlweise entweder beide Sensoren oder nur der eine oder der andere zur Anwendung kommen kann.
- In dem in Figur 8 gegebenen Falle gibt das Farbprüfgerät 65 ein der Farbe des Kardenbandes entsprechendes Signal 67 und das Faserfeinheitsprüfgerät 66 ein der Faserfeinheit entsprechendes Signal 68 an die, im Zusammenhang mit den Figuren 1 bis 7 erwähnten Steuergeräte 7;7.1;7.2;44 ab, welche jeweils die Steuerung der einzelnen Faserkomponenten steuern. Ein weiteres, der Kardenbandmenge (kg/h) entsprechendes Signal 81 wird von der Kardensteuerung 64 ebenfalls in die Steuerungen 7; 7.1; 7.2; 44 eingegeben. Diese drei Signale werden von den vorgenannten Steuerungen mit den in der Steuerung je eingegebenen Sollwert für die Faserbandfarbe dem Sollwert für die Faserfeinheit und dem Sollwert für die Leistung verglichen, so dass falls Abweichungen davon im Laufe des Betriebes entstehen, diese Abweichungen durch Veränderung der Komponentenmischung und der Leistung wieder behoben werden können.
- Das vom Mischer 6 abgegebene Produkt wird über ein Fördersystem 69 an die Putzerei 60 und von der Putzerei 60 über ein Fördersystem 70 an die Karde 63 gefördert. Solche Fördersysteme können mechanisch oder pneumatisch sein, ebenso ist es ansich bekannt, dass Fördersysteme zwischen Feinreinigungs- und Grobreinigungsmaschinen bestehen.
- Das erfindungsgemässe Verfahren ist ebenfalls nicht auf eine einzige Putzerei 60 und eine einzige Karde 63 nach dem Mischer 6 eingeschränkt, sondern es können entweder nach dem Mischer 6 mehrere Putzereien 60 und mehrere Karden 63 mit dem Produkt des Mischer 6 beschickt werden oder falls eine Putzerei nach dem Mischer 6 vorgesehen ist, können mehrere Karden 63 mit dem Produkt der Putzerei 60 beschickt werden.
- Wenn mehrere Karden vorgesehen sind. Kann wahlweise nach jeder Karde ein Farbprüfgerät 65 und/oder ein Faserfeinheitsprüfgerät 66 vorgesehen werden, oder es besteht auch die Möglichkeit falls mehrere Karden dasselbe Produkt verarbeiten, dass nur eine sogenannte Leitkarde diese beiden letzetgenannten Prüfgeräte aufweisen.
- Fig. 9 zeigt die Möglichkeit die Putzerei 60 zwischen der Faserabtragung und den Komponentenzellen 9 vorzusehen, so dass ein bereits gereinigtes Fasermaterial in den Komponentenzellen 9 für die Mischung zur Verfügung steht.
- Die Fördereinrichtung von der Faserballenabtragvorrichtung 20 bis zur Putzerei 60 entspricht grundsätzlich der pneumatischen Förderleitung 21, wobei auch in diesem Falle eine pneumatische Förderung nicht zwingend ist, sondern mechanisch sein kann.
- Die Förderung zwischen der Putzerei 60 und den Komponentenzellen 9 kann ebenfalls eine pneumatische Förderleitung sein, wie sie mit 21 gekennzeichnet ist, es kann jedoch irgend ein Fördersystem sein. Das erfindungsgemässe Verfahren ist nicht auf irgend ein Fördersystem eingeschränkt.
- Ebenso ist das Vorsehen der Putzerei 60 nicht auf die Kombination mit der Anordnung von Fig. 3 eingeschränkt. Es versteht sich das Faserkomponenten aller in den Figuren gezeigten Anordnungen, ausgenommen der Figuren 6 und 7, zuerst gereinigt und dann in den Mischer 6 gelangen können. Es ist lediglich eine Frage des Aufwandes, da für die Komponenten der Figuren 1, 2, 4 und 5 je eine Putzerei vorgesehen werden muss.
- Die Figur 10 zeigt eine Variante des Verfahrens von Figur 9, indem die Putzerei in eine Grobreinigung mit den Reinigungsmaschinen 61 und eine in eine Feinreinigung mit den Feinreinigungsmaschinen 71 aufgeteilt ist, denen je ein Vorratsbehälter 72 (der Einfachheit halber nur einer gekennzeichnet) vorgeschaltet ist.
- Die Feinreinigungsmaschinen 71 werden durch eine Steuerung 73 inganggesetzt oder gestoppt und zwar gestoppt aufgrund eines Leerstandsmelders 74 und inganggesetzt aufgrund eines Vollstandsmelders 75 (je nur einer gekennzeichnet). Diese Voll- und Leerstandsmelder geben ihre Signale über die Leitungen 76 und 77 an die Steuerung 73 ab.
- Die Beschickung der Grobreinigungsmaschinen 61 geschieht mittels eines Fasertransportes 78, welcher der pneumatischen Förderleitung 21 von Figur 9 oder irgend einer ansich bekannten Faserförderung entsprechen kann.
- Dasselbe gilt für den Fasertransport 79 zwischen der Grobreinigungsmaschine 61 und den Vorratsbehältern 72.
- Die Feinreinigungsmaschinen geben ihre Produkte je in eine Komponentenmischzelle 9 weiter, wie sie bereits für die Figuren 2 bis 4 und für die Figur 9 beschrieben wurde.
- Dementsprechend sind die weiteren, bereits beschriebenen Elemente mit denselben Bezugszeichen bezeichnet und für diese Figur nicht weiter beschrieben.
- Im Betrieb werden die Komponenten einzeln gereinigt, dementsprechend fordern die Leerstandsmelder 15 der einzelnen Komponentenzellen 9 das Abtragen von Fasern von der entsprechenden Faserballengruppe a oder b oder c oder d an, um diese abgetragenen Fasern in der Grobreinigungsmaschine zu reinigen und an den entsprechenden Vorratsbehälter 72 weiterzugeben, welcher die vorgegebene Komponente an daran anschliessende Feinreinigungsmaschinen 71 abgibt.
- Diese Produkteanforderung durch den Leerstansmelder 15 geschieht weil die entsprechende Feinreinigungsmaschine kein Produkt mehr nachlieferte, da der Leerstandsmelder 74 im Vorratsbehälter 72 ebenfalls Leerstand gemeldet hatte. Dementsprechend wird solange von der entsprechenden Gruppe a bis d abgetragen bis der entsprechende Vollstandsmelder 75 der abgetragenen Komponente Vollstand meldet. Damit kann die entsprechende Feinreinigungsmaschine wieder inbetrieb gesetzt werden, bis der Vollstandsmelder 14 der entsprechenden Komponentenzelle 9 wieder Vollstand meldet.
- Der Fasertransport 80 zwischen dem Mischer 6 und der Karde 63 kann einem Fasertransport entsprechen, welcher in Figur 8 mit 70 gekennzeichnet und beschrieben ist.
- Ebenfalls gilt auch für diese Variante, dass ein Mischer 6 mehrere Karden bedienen kann, so dass der Fasertransport 80 das vom Mischer abgegebene Produkt an die entsprechende Anzahl Karden transportiert.
- 1 Förderband
- 2 Faserballe
- 3 Faserballen-Abtragorgan
- 4 Abtragtrommel
- 5 pneumatische Förderleitung
- 6 Mischer
- 7
- 7.1) Steuerung
- 7.2)
- 8 Steuerleitung
- 9 Komponentenzellen
- 10 Austragapparat
- 11 Dosierapparat
- 12 Steuerleitung
- 13 Steuerleitung
- 14 Vollstandsmelder
- 15 Leerstandsmelder
- 16 Steuerung
- 17 Steuerleitung
- 18 Steuerleitung
- 19
- 20 Faserballenabtragvorrichtung
- 21 pneumatische Förderleitung
- 22 Steuerung
- 23 Faserballenabtragorgan
- 24
- 25
- 26
- 27
- 28
- 29
- 30 Förderband
- 31 Verwiegeförderband
- 32 Druckmessdose
- 33 Steuerleitung
- 34 Steuerleitung
- 35 Steuerleitung
- 36 Steuerleitung
- 37 Steuerleitung
- 38
- 39
- 40 Förderband
- 41 Verwiegeförderband
- 42 Druckmessdosen
- 43 Steuerleitung
- 44 Steuerung
- 45 Mischer
- 46 Steuerleitung
- 47 Steuerleitung
- 48 Faserballenabtragvorrichtung
- 49 Faserballenabtragorgan
- 50 pneumatische Förderleitung
- 51
- 52
- 53
- 54
- 55
- 56
- 57
- 58
- 59
- 60 Putzerei
- 61 Grobreinigungsmaschinen
- 62 Freireinigungsmaschinen
- 63 Karde
- 64 Kardensteuerung
- 65 Farbprüfgerät
- 66 Faserfeinheitsprüfgerät
- 67 Signal von 65
- 68 Signal von 66
- 69 Fördersystem
- 70 Fördersystem
- 71 Feinreingungsmaschinen
- 72 Vorratsbehälter
- 73 Steuerung
- 74 Leerstandsmelder
- 75 Vollstandsmelder
- 76 Leitung
- 77 Leitung
- 78 Fasertransport
- 79 Fasertransport
- 80 Fasertransport
- 81 Signal für Faserbandmenge (kg/h)
Claims (24)
welche je mit steuerbar variablen Komponentenanteilen zu einer Komponentenmischung zusammengemischt werden.
dass die Faserballen aufgrund solcher Analysen den Fasermischungskomponenten zugeteilt werden.
dass die dadurch abgetragenen Fasern zur Bildung der Komponentenmischung verwendet werden.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP94112175A EP0628646A3 (de) | 1988-09-06 | 1989-08-24 | Verfahren zum Mischen von Textilfasern. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH3335/88 | 1988-09-06 | ||
| CH333588 | 1988-09-06 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94112175.8 Division-Into | 1989-08-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0362538A1 true EP0362538A1 (de) | 1990-04-11 |
| EP0362538B1 EP0362538B1 (de) | 1995-03-01 |
Family
ID=4253747
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94112175A Withdrawn EP0628646A3 (de) | 1988-09-06 | 1989-08-24 | Verfahren zum Mischen von Textilfasern. |
| EP89115630A Expired - Lifetime EP0362538B1 (de) | 1988-09-06 | 1989-08-24 | Verfahren zum Mischen von Textilfasern |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94112175A Withdrawn EP0628646A3 (de) | 1988-09-06 | 1989-08-24 | Verfahren zum Mischen von Textilfasern. |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US5025533A (de) |
| EP (2) | EP0628646A3 (de) |
| JP (1) | JPH02139427A (de) |
| CN (1) | CN1041013A (de) |
| AU (1) | AU629231B2 (de) |
| CS (1) | CS505589A2 (de) |
| DD (1) | DD284705A5 (de) |
| DE (1) | DE58909054D1 (de) |
| RU (1) | RU2037572C1 (de) |
| ZA (1) | ZA896176B (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0402940A2 (de) * | 1989-06-16 | 1990-12-19 | Maschinenfabrik Rieter Ag | Verfahren zum Mischen von Textilfasern |
| WO1991016480A1 (de) * | 1990-04-25 | 1991-10-31 | Siegfried Peyer Ag | Verfahren zur optimierung der faserqualität |
| EP0483607A1 (de) * | 1990-11-02 | 1992-05-06 | Maschinenfabrik Rieter Ag | Verfahren zum Feststellen einer Eigenschaft eines Faserverbandes |
| US5329668A (en) * | 1991-06-12 | 1994-07-19 | Trutzschler Gmbh & Co. Kg | Method and apparatus for detaching and mixing fiber tufts |
| US5509179A (en) * | 1990-06-25 | 1996-04-23 | Mondini; Giancarlo | Autoleveller draw frame having process feed back control system |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4025908A1 (de) * | 1989-10-05 | 1991-04-18 | Hollingsworth Gmbh | Mehrballenoeffner |
| DE3933274A1 (de) * | 1989-10-05 | 1991-04-18 | Hollingsworth Gmbh | Mehrballenoeffner |
| JP3359935B2 (ja) * | 1991-08-28 | 2002-12-24 | ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 木綿、化学繊維などからなる繊維俵を準備する方法及び装置 |
| EP0810309B1 (de) | 1996-05-20 | 2004-09-29 | Maschinenfabrik Rieter Ag | Anlage zum Verarbeiten von Fasern |
| DE19630018A1 (de) * | 1996-07-25 | 1998-01-29 | Rieter Ag Maschf | Anlage zum Verarbeiten von Fasern |
| GB9800089D0 (en) * | 1998-01-06 | 1998-03-04 | Lockwood Keith M | Yarn manufacture and products |
| US6065277A (en) * | 1998-05-15 | 2000-05-23 | Tuscarora Yarns, Inc. | Process for producing dyed spun cotton yarns having improved uniformity, physical properties, and luster and yarns thus produced |
| US20090126119A1 (en) * | 2000-03-13 | 2009-05-21 | L&P Property Management Company, A Delaware Corporation | Fire resistant insulator pad |
| US20070202294A1 (en) * | 2000-03-13 | 2007-08-30 | L&P Property Management Company | Protective fire retardant component for a composite furniture system |
| EP1339898B1 (de) * | 2000-09-01 | 2007-06-20 | Raymond Keith Foster | Vorrichtung zum mischen von textilfasern |
| US6393665B1 (en) * | 2000-09-01 | 2002-05-28 | Raymond Keith Foster | Method and apparatus for mixing textile fibers and particulate materials |
| US6442803B1 (en) * | 2001-02-14 | 2002-09-03 | Raymond Keith Foster | Method of producing blends of cotton lint |
| US6715191B2 (en) | 2001-06-28 | 2004-04-06 | Owens Corning Fiberglass Technology, Inc. | Co-texturization of glass fibers and thermoplastic fibers |
| US7329043B2 (en) * | 2003-11-04 | 2008-02-12 | L&P Property Management Company | Thermal properties testing apparatus and methods |
| CN100402717C (zh) * | 2004-08-02 | 2008-07-16 | 吕恒正 | 混棉机组 |
| US20070006383A1 (en) * | 2005-07-06 | 2007-01-11 | Ogle Steven E | Mattress with substantially uniform fire resistance characteristic |
| CN100425747C (zh) * | 2006-01-06 | 2008-10-15 | 浙江华孚色纺有限公司 | 一种色纺专用混色机及其混合方法 |
| US8454795B1 (en) | 2006-12-05 | 2013-06-04 | Mark J. Henderson | System and method for producing bonded fiber/cellulose products |
| US7814623B2 (en) * | 2007-02-09 | 2010-10-19 | United Feather & Down, Inc. | Blended fiber containing silver, blended filling containing silver fibers, and method for making same |
| CN101358389B (zh) * | 2007-07-31 | 2010-12-15 | 浙江华孚色纺有限公司 | 色纺混纺专用预混机 |
| US8474115B2 (en) * | 2009-08-28 | 2013-07-02 | Ocv Intellectual Capital, Llc | Apparatus and method for making low tangle texturized roving |
| CN102041587B (zh) * | 2011-01-07 | 2013-03-20 | 青岛东佳纺机(集团)有限公司 | 联合混色机 |
| CN102978749B (zh) * | 2012-12-06 | 2015-10-28 | 绍兴国周纺织新材料有限公司 | 色纺纱混棉工艺 |
| BR112018006948B1 (pt) * | 2015-10-09 | 2022-07-19 | Ww Systems Ltda | Método para formar uma mistura homogeneizada de fardos de algodão para um processo de fiação |
| DE102015122807A1 (de) * | 2015-12-23 | 2017-06-29 | Temafa Maschinenfabrik Gmbh | Faserbearbeitungsanlage sowie Verfahren zum Öffnen und Mischen von Fasermaterial in einer Faserbearbeitungsanlage |
| CH712382A1 (de) * | 2016-04-21 | 2017-10-31 | Rieter Ag Maschf | Verfahren zum Betrieb eines Ballenöffners und Ballenöffner. |
| CN106637539B (zh) * | 2016-12-20 | 2018-10-23 | 绍兴柯桥南红纱业有限公司 | 多纤维混棉工艺 |
| DE102017102623A1 (de) * | 2017-02-09 | 2018-08-09 | TRüTZSCHLER GMBH & CO. KG | Verfahren und Anlage zur Bearbeitung von Fasern |
| CN108532033A (zh) * | 2018-06-01 | 2018-09-14 | 桐乡市建泰纺织有限公司 | 一种羊毛供料和毛机构 |
| CN108505148A (zh) * | 2018-06-01 | 2018-09-07 | 桐乡市建泰纺织有限公司 | 一种羊毛加料和毛装置 |
| CN108517586A (zh) * | 2018-06-01 | 2018-09-11 | 桐乡市建泰纺织有限公司 | 一种羊毛和毛装置 |
| CN110846745A (zh) * | 2019-12-14 | 2020-02-28 | 王其珍 | 一种纤维调色试制装置 |
| CN111764012A (zh) * | 2020-07-05 | 2020-10-13 | 安徽华茂纺织股份有限公司 | 一种差异化纤维品种防色差的方法 |
| CN115058798A (zh) * | 2022-06-23 | 2022-09-16 | 湖南津东云纺纺织有限公司 | 一种混纺均匀的色纺纱混棉装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH481230A (de) * | 1966-12-24 | 1969-11-15 | Schubert & Salzer Maschinen | Verfahren und Vorrichtung zum selbsttätigen Mischen von Faserstoffkomponenten |
| US4009663A (en) * | 1974-09-20 | 1977-03-01 | Alex Jacques Keller | Apparatus for positioning bales within a bale assembly area |
| US4100651A (en) * | 1977-06-22 | 1978-07-18 | Aldrich Machine Works | Apparatus and method for removing and blending fibers from a plurality of fiber bales |
| DE3335763A1 (de) * | 1983-10-01 | 1985-04-18 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und vorrichtung zum zuspeisen von fasermaterial zu einer mehrzahl von faserverarbeitungseinrichtungen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2897548A (en) * | 1953-01-02 | 1959-08-04 | Johns Manville | Method and apparatus for opening and cleaning fibers |
| US2885741A (en) * | 1955-03-15 | 1959-05-12 | James Hunter Inc | Method and system of blending fibers |
| US2964802A (en) * | 1957-08-05 | 1960-12-20 | Toyo Boseki | Continuous production of slivers from textile fibres |
| IT1009799B (it) * | 1974-04-10 | 1976-12-20 | Marzoli E C Spa Flli | Metodo ed impianto di dosaggio per fibre tessili |
| DE2658044C3 (de) * | 1976-12-22 | 1980-02-21 | Truetzschler Gmbh & Co Kg, 4050 Moenchengladbach | Verfahren und Vorrichtung zum Erzeugen eines gleichmäßigen Faserbandes |
| EP0044408B1 (de) * | 1980-07-23 | 1985-05-22 | Maschinenfabrik Rieter Ag | Verfahren zum Überwachen einer Mischanlage für textile Stapelfasern und Vorrichtung zu dessen Durchführung |
| DE3513295C2 (de) * | 1985-04-13 | 1998-05-14 | Truetzschler Gmbh & Co Kg | Vorrichtung zum Abtragen von Faserballen |
| GB8524304D0 (en) * | 1985-10-02 | 1985-11-06 | Rieter Ag Maschf | Flock delivery systems |
| EP0226430A3 (de) * | 1985-12-13 | 1988-03-23 | Unisearch Limited | Messung von Fremdmaterial in Faserzusammensetzungen |
-
1989
- 1989-08-04 AU AU39323/89A patent/AU629231B2/en not_active Ceased
- 1989-08-14 ZA ZA896176A patent/ZA896176B/xx unknown
- 1989-08-23 CN CN89106723A patent/CN1041013A/zh active Pending
- 1989-08-24 DE DE58909054T patent/DE58909054D1/de not_active Expired - Fee Related
- 1989-08-24 EP EP94112175A patent/EP0628646A3/de not_active Withdrawn
- 1989-08-24 EP EP89115630A patent/EP0362538B1/de not_active Expired - Lifetime
- 1989-08-30 US US07/400,693 patent/US5025533A/en not_active Expired - Fee Related
- 1989-08-31 CS CS895055A patent/CS505589A2/cs unknown
- 1989-09-05 RU SU894614967A patent/RU2037572C1/ru active
- 1989-09-05 DD DD89332380A patent/DD284705A5/de not_active IP Right Cessation
- 1989-09-06 JP JP1229478A patent/JPH02139427A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH481230A (de) * | 1966-12-24 | 1969-11-15 | Schubert & Salzer Maschinen | Verfahren und Vorrichtung zum selbsttätigen Mischen von Faserstoffkomponenten |
| US4009663A (en) * | 1974-09-20 | 1977-03-01 | Alex Jacques Keller | Apparatus for positioning bales within a bale assembly area |
| US4100651A (en) * | 1977-06-22 | 1978-07-18 | Aldrich Machine Works | Apparatus and method for removing and blending fibers from a plurality of fiber bales |
| DE3335763A1 (de) * | 1983-10-01 | 1985-04-18 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Verfahren und vorrichtung zum zuspeisen von fasermaterial zu einer mehrzahl von faserverarbeitungseinrichtungen |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0402940A2 (de) * | 1989-06-16 | 1990-12-19 | Maschinenfabrik Rieter Ag | Verfahren zum Mischen von Textilfasern |
| EP0402940A3 (de) * | 1989-06-16 | 1992-01-08 | Maschinenfabrik Rieter Ag | Verfahren zum Mischen von Textilfasern |
| WO1991016480A1 (de) * | 1990-04-25 | 1991-10-31 | Siegfried Peyer Ag | Verfahren zur optimierung der faserqualität |
| CH681228A5 (de) * | 1990-04-25 | 1993-02-15 | Peyer Ag Siegfried | |
| US5210909A (en) * | 1990-04-25 | 1993-05-18 | Siegfried Peyer Ag | Process for optimizing yarn quality |
| US5509179A (en) * | 1990-06-25 | 1996-04-23 | Mondini; Giancarlo | Autoleveller draw frame having process feed back control system |
| EP0483607A1 (de) * | 1990-11-02 | 1992-05-06 | Maschinenfabrik Rieter Ag | Verfahren zum Feststellen einer Eigenschaft eines Faserverbandes |
| US5329668A (en) * | 1991-06-12 | 1994-07-19 | Trutzschler Gmbh & Co. Kg | Method and apparatus for detaching and mixing fiber tufts |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0362538B1 (de) | 1995-03-01 |
| RU2037572C1 (ru) | 1995-06-19 |
| EP0628646A3 (de) | 1995-02-08 |
| ZA896176B (en) | 1991-01-30 |
| DD284705A5 (de) | 1990-11-21 |
| US5025533A (en) | 1991-06-25 |
| CN1041013A (zh) | 1990-04-04 |
| CS505589A2 (en) | 1991-09-15 |
| JPH02139427A (ja) | 1990-05-29 |
| EP0628646A2 (de) | 1994-12-14 |
| DE58909054D1 (de) | 1995-04-06 |
| AU629231B2 (en) | 1992-10-01 |
| AU3932389A (en) | 1990-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0362538B1 (de) | Verfahren zum Mischen von Textilfasern | |
| US7614121B2 (en) | Apparatus for measuring the mass of fibre material passing through a spinning preparation machine or system | |
| DE3233246C2 (de) | Verfahren zum Zuführen von abgewogenen Fasermengen zu einem Fördermittel | |
| CH659487A5 (de) | Verfahren und vorrichtung zum mischen von textilfasern. | |
| EP0402940B1 (de) | Verfahren zum Mischen von Textilfasern | |
| DE2532061C2 (de) | Vorrichtung zur Beschickung einer Mehrzahl von Karden | |
| DD296115A5 (de) | Verfahren und anlage zur optimierung der verarbeitung von baumwolle | |
| DE2335814B2 (de) | Verfahren zur mischung von bestandteilen fuer die herstellung von span- faser - o.dgl. -platten aus mischgut unterschiedlicher eigenschaften vor deren dosiertem zufuehren zu einer schuttvorrichtung | |
| DE2031788A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Dosieren von Fasermatenal zur Vorlage an Spinnereimaschinen | |
| EP3177758B1 (de) | Vorrichtung zum mischen von faserkomponenten | |
| EP1149196B2 (de) | Mischen von faserkomponenten | |
| EP0044408B1 (de) | Verfahren zum Überwachen einer Mischanlage für textile Stapelfasern und Vorrichtung zu dessen Durchführung | |
| US2851737A (en) | Blending of textile fibrous materials | |
| DE102015122807A1 (de) | Faserbearbeitungsanlage sowie Verfahren zum Öffnen und Mischen von Fasermaterial in einer Faserbearbeitungsanlage | |
| EP0149177A2 (de) | Vorrichtung zum Vorbereiten einer harte Textilabfälle (Hardwaste) enthaltenden Fasermischung für das Offenend-Spinnen | |
| DE2559475A1 (de) | Anordnung zum steuern von auswerfern in sortieranlagen | |
| EP2342982A1 (de) | Herstellung von Filtersträngen und Filterstrangmaschine | |
| DE2248522A1 (de) | Verfahren und vorrichtung zum direktspeisen von karden, krempeln u.dgl. mit spinngut | |
| EP0409772A1 (de) | Verfahren zur optimierten Aufbereitung von Textilfasern verschiedener Provenienzen | |
| EP3737555B1 (de) | Befülleinheit und verfahren zum befüllen von kavitäten einer tablettenpresse mit einem zu verpressendem füllmaterial sowie modul zur herstellung von tabletten | |
| SU111670A1 (ru) | Автоматическа поточна лини дл выработки чесаной ленты из кипного или разрыхленного волокна в шерстопр дильном производстве | |
| DE102008022817A1 (de) | Kontinuierliche Verwiegung von Faserflocken | |
| DE4213460A1 (de) | Verfahren und vorrichtung zum abtragen und mischen von textilfasern, z. b. baumwolle, chemiefasern u. dgl. | |
| DE8137585U1 (de) | Vorrichtung zum mischen von textilfasern | |
| DE1510277A1 (de) | Speisevorrichtung fuer vliesbildende Maschinen der Textil- bzw. Faserstoffindustrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19900504 |
|
| 17Q | First examination report despatched |
Effective date: 19911024 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| XX | Miscellaneous (additional remarks) |
Free format text: TEILANMELDUNG 94112175.8 EINGEREICHT AM 24/08/89. |
|
| REF | Corresponds to: |
Ref document number: 58909054 Country of ref document: DE Date of ref document: 19950406 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950330 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950714 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010724 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010726 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010801 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050824 |