EP0359786B1 - Verfahren zum herstellen von formteilen - Google Patents
Verfahren zum herstellen von formteilen Download PDFInfo
- Publication number
- EP0359786B1 EP0359786B1 EP89901708A EP89901708A EP0359786B1 EP 0359786 B1 EP0359786 B1 EP 0359786B1 EP 89901708 A EP89901708 A EP 89901708A EP 89901708 A EP89901708 A EP 89901708A EP 0359786 B1 EP0359786 B1 EP 0359786B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- insert
- nozzle
- nozzles
- moulded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000000465 moulding Methods 0.000 claims abstract description 5
- 238000005273 aeration Methods 0.000 claims abstract 3
- 238000004519 manufacturing process Methods 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 238000005266 casting Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000003054 catalyst Substances 0.000 description 6
- 239000004576 sand Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 4
- 239000003595 mist Substances 0.000 description 4
- 238000009423 ventilation Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000013022 venting Methods 0.000 description 2
- 229920001651 Cyanoacrylate Polymers 0.000 description 1
- 239000006004 Quartz sand Substances 0.000 description 1
- 239000004830 Super Glue Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C7/00—Patterns; Manufacture thereof so far as not provided for in other classes
- B22C7/06—Core boxes
- B22C7/065—Venting means
Definitions
- the invention relates to a method for the production of molded parts, in the interior of which a medium is introduced, in particular for the production of core boxes or core boxes for core shooting, ventilation and / or ventilation openings being provided in the mold space and being occupied, for example, with nozzles.
- the present invention relates primarily to the production of a core box in which a core is produced from a corresponding core sand mixture, it can also be used in other similar processes.
- Core mold material mixtures should therefore be aimed for, which, as cores, show as much burned-out mold material as possible after casting (detaching from the inner wall of the casting) and guarantee rapid residual body disintegration from the casting when shaken out.
- the corresponding bores for venting or the bores for letting in the flushing medium are usually occupied today with nozzles which have grid-shaped slots or small holes.
- the corresponding recesses for the nozzles are usually drilled today, which makes additional operations necessary since a core sleeve can have up to 100 or more nozzles, so that, for example, the core is properly ventilated everywhere or sand can flow in unfavorable positions or the core sleeve is filled with good and even compaction, this subsequent operation is very complex.
- the inventor has set itself the goal of developing a method of the type mentioned above, by means of which this disadvantage is eliminated and thus the manufacture of the core sleeves is made considerably easier and therefore cheaper.
- At least one insert is used in the former of the molded part (core), in particular the core sleeve, the shape of which corresponds to the nozzle, and this insert is removed after the core sleeve has been formed and replaced by the nozzle.
- the use can be, for example, a material that dissolves itself.
- the insert it is preferable to manufacture the insert from plastic or, to a limited extent, from metal.
- a pressure line which can later be used as a ventilation hose. If the pressure line is placed under the pressure of a pressure medium, the insert is shot out of its seat so that the nozzles can be inserted without further ado.
- the insert has a blind bore on the end face with an internal thread, into which a corresponding pin can be screwed and the insert is pulled out of its seat by means of this pin.
- the temporary attachment of the insert to the soul or the like is done by sticking with super glue or in some cases also self-adhesive.
- Both the method and the use according to the invention can also be used in other production processes in which molded parts are produced. These can also be ceramic parts or pourable or foamable plastic and casting compounds.
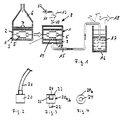
- FIG. 1 schematically shows the so-called cold box process, which is also referred to as the gas-fog process.
- a core 5, which is formed therein, is located in a core box 1 or a core sleeve comprising the upper part 2 and lower part 3.
- the shaping can also take place in a corresponding inlaid soul.
- the core box 1 is assigned a shooting head 6 of a core shooting machine (not shown in more detail), a suitable sand mixture, for example dry quartz sand and liquid two-component binder, being shot in via appropriate bullet holes 7.
- a suitable sand mixture for example dry quartz sand and liquid two-component binder
- a mixture of air and liquid catalyst is fed to this rammer 9 via a line 10, air and liquid catalyst being mixed with one another in a spray nozzle 11.
- air according to arrow 12 and catalyst according to arrow 13 reach the spray nozzle 11. This causes the sand mixture to harden.
- nozzles 19 are generally provided towards the core 5, it being possible for up to 100 or more such nozzles 19 to be provided in each core sleeve. These nozzles 19 serve to better distribute the catalyst mist. However, they also serve for venting, for example through the corresponding vent holes 14.
- the catalyst mist then passes through an exhaust line 15 into a container 16 with cleaning liquid 17.
- the cleaned mist can then escape into the atmosphere as indicated by the arrows 18.
- Nozzles 19 correspond.
- the insert 20 is connected to a compressed air line 21.
- compressed air is supplied via the compressed air line 21 and this insert 20 is thus virtually shot out of its seat in the core sleeve.
- FIG. 3 shows a further exemplary embodiment of an insert 20a which has a molded part 22.
- this molded part 22 protrudes from the shaped inner wall in the inner region of the core sleeve 1, so that the insert 20a is pulled out with a suitable tool or knocked out of its seat can be.
- FIG. 3 also shows another possible variation, in which case the molding 22 need not be present.
- this third exemplary embodiment of an insert 20b it has a blind hole 24 in its end face 23, which has an internal thread 25. A corresponding threaded rod can now be screwed into this blind hole 24 and the insert 20b can thus be pulled out of its seat.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Casting Devices For Molds (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen von Formteilen, in deren Innenraum ein Medium eingebracht wird, insbesondere zum Herstellen von Kernbüchsen bzw. Kernkästen zum Kernschießen, wobei Be- und/oder Entlüftungsöffnungen in dem Formraum vorgesehen und mit beispielsweise Düsen belegt werden.
- Die hier vorliegende Erfindung bezieht sich zwar vor allem auf die Herstellung einer Kernbüchse, in welcher ein Kern aus einer entsprechenden Kernsandmischung erzeugt wird, sie kann jedoch ebenso bei anderen ähnlichen Verfahren Anwendung finden.
- Ein wichtiges Kriterium für optimale Kernsandmischungen ist neben guter Oberfläche des Gusses und Standfestigkeit des Kernes bis zum Gießen der gute Zerfall des Formlings nach dem Gießen. Diese Eigenschaft beeinflußt wesentlich den Putzaufwand am Gußrohling. Anzustreben sind deshalb Kernformstoffmischungen, die als Kerne nach dem Gießen möglichst viel aubgebrannte Formstoffmenge zeigen (Ablösen von der Gußstückinnenwandung) und einen schnellen Restkörperzerfall aus dem Gußstück beim Ausrütteln garantieren.
- Für die Herstellung von Sandkernen nach den verschiedenen Kernherstellungsverfahren sind eine Anzahl moderner leistungsfähiger Kernschießmaschinen auf dem Markt. Bekannte Kernherstellüngsverfahren sind
- das Maskenform-Verfahren (Croning-Verfahren)
- das hot-box-Verfahren
- das cold-box-Verfahren
- das Kohlesäure-Erstarrungs-Verfahren und
- das SO₂-Verfahren.
- In jedem dieser Verfahren ist es notwendig, daß beim Einbringen der Sandmischung für den Kern Entlüftungsöffnungen da sind, aus welchen die Luft, die der Kernbildung Platz machen muß, entweichen kann In einigen weiteren Verfahren wird auch nach der Kernherstellung dieser mit beispielsweise Kohlensäure, einem Katalysatornebel oder CO₂ gespült, um beispielsweise seine Aushärrung zu bewirken.
- Die entsprechenden Bohrungen zum Entlüften bzw. die Bohrungen zum Einlassen des Spülmediums sind heute in der Regel mit Düsen belegt, welche gitterförmige Schlitze oder kleine Löcher aufweisen. Die entsprechenden Ausnehmungen für die Düsen werden heute in der Regel gebohrt, was zusätzliche Arbeitsgänge notwendig macht Da eine Kernbüchse bis zu 100 und mehr Düsen aufweisen kann, damit beispielsweise der Kern überall ordnungsgemäß entlüftet wird bzw. Sand auch in ungünstige Positionen fließen kann oder die Kernbüchse mit guter und gleichmäßiger Verdichtung gefüllt wird, ist dieser nachträgliche Arbeitsgang sehr aufwendig.
- Der Erfinder hat sich zum Ziel gesetzt, ein Verfahren der oben genannten Art zu entwickeln, mittels welchem dieser Nachteil beseitigt wird und damit das Herstellen der Kernbüchsen wesentlich erleichtert und somit verbilligt wird.
- Zur Lösung fieser Aufgabe führt, daß beim Former des Formteils (Seele), insbesondere der Kernbüchse, zumindest ein Einsatz eingesetzt wirf, dessen Form der Düse entspricht, und dieser Einsatz nach dem Formen der Kernbüchse entfernt und durch die Düse ersetzt wird.
- Es handelt sich somit im vorliegenden Fall quasi um ein Double für die Düse, das nur bei der Herstellung der Kernbüchse selbst Verwendung findet. Danach wird es entfernt und durch die eigentliche Düse ersetzt.
- Bei dem Einsatz kann es sich in Anwendungsfällen um beispielsweise ein Material handeln, das sich selbst auflöst. Vorzugsweise ist jedoch daran gefacht, den Einsatz aus Kunststoff oder bedingt aus Metall herzustellen.
- Zum Entfernen des Einsatzes ist vorgesehen, daß dieser an eine Druckleitung angeschlossen ist, welche später als Entlüftungsschlauch verwendet werden kann. Wird die Druckleitung unter den Druck eines Druckmediums gesetzt, so wird der Einsatz aus seinem Sitz herausgeschossen, so daß ohne weiteres die Düsen eingesetzt werden kann.
- Ferner ist auch daran gedacht, den Einsatz aus seinem Sitz herauszuschlagen, wobei im Rahmen der Erfindung dieser Einsatz eine Anformung besitzt.
- In einem weiteren Ausführungsbeispiel der Erfindung ist daran gedacht, daß der Einsatz eine stirnseitige Sacklochbohrung mit einem Innengewinde besitzt, in das ein entsprechender Stift eingedreht werden kann und mittels dieses Stiftes der Einsatz aus seinem Sitz gezogen wird.
- Die vorübergehende Befestigung des Einsatzes an der Seele od. dgl. geschieht durch Anleben mit Sekundenkleber oder in manchen Verwendungszwecken auch selbstklebend.
- Sowohl das Verfahren wie auch der erfindungsgemäße Einsatz können auch bei anderen Herstellungsverfahren Anwendung finden, bei denen Formteile hergestellt werden. Dabei kann es sich hier auch um Keramikteile oder um gießbaren oder schäumbaren Kunststoff und Gießmassen handeln.
- Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung bevorzugter Ausführungsbeispiele sowie anhand der Zeichnung; diese zeigt in
- Fig 1 eine schematische Darstellung einer Methode zum Herstellen von Formen und Kernen;
- Fig 2 eine vergrößert dargestellte Draufsicht auf einen erfindungsgemäßen Einsatz;
- Fig. 3 eine Seitenansicht eines weiteren Ausführungsbeispiels eines erfindungsgemäßen Einsatzes;
- Fig. 4 eine Stirnansicht des Einsatz nach Fig. 3.
- In Figur 1 ist schematisch das sogennante cold-box-Verfahren dargestellt, welches auch als Gas-Nebel-Verfahren bezeichnet wird. In einem Kernkasten 1 bzw. einer Kernbüchse aus Oberteil 2 und Unterteil 3 befindet sich ein Kern 5, welcher darin geformt wird. Das Formen kann auch in einer entsprechenden eingelegren Seele erfolgen.
- Dem Kernkasten 1 ist ein Schießkopf 6 einer nicht näher gezeigten Kernschießmaschine zugeordnet, wobei über entsprechende Einschußlöcher 7 eine geeignete Sandmischung, beispielsweise trockener Quarzsand und flüssiger Zweikomponenten-Binder, eingeschossen wird. Danach gelangt der Kernkasten 1 in eine weitere Station 8, in welcher er von einer nur schematisch dargestellten Kammer 9 aufgenommen wird.
- Dieser Rammer 9 wird über eine Leitung 10 ein Gemisch aus Luft und flüssigem Katalysator zugeleitet, wobei Luft und flüssiger Katalysator in einer Sprühdüse 11 miteinander vermischt werden. Im vorliegenden Ausführungsbeispiel gelangt Luft entsprechend dem Pfeil 12 und Katalysator entsprechend dem Pfeil 13 zur Sprühdüse 11 Hierdurch findet ein Aushärten der Sandmischung statt.
- Damit jedoch die Kernbüchse 1 ausreichend mit dem entsprechenden Katalysatornebel versorgt wird, sind in der Regel zum Kern 5 hin Düsen 19 vorgesehen, wobei in jeder Kernbüchse sogar bis zu 100 und mehr solcher Düsen 19 vorgesehen sein können. Diese Düsen 19 dienen zum besseren Verteilen des Katalysatornebels. Sie dienen aber auch zum Entlüften beispielsweise durch die entsprechenden Entlüftungsbohrungen 14.
- Im cold-box-Verfahren gelangt dann der Katalysatornebel durch eine Ablufleitung 15 in einen Behälter 16 mit Reinigungsflüssigkeit 17. Der gereinigte Nebel kann dann wie durch die Pfeile 18 in die Atmosphäre entweichen.
- Nach dem Formen der Kernbüchse 1, jedoch vor dem Befüllen, müssen die Düsen 19 in die Kernbüchse 1 eingesetzt werden Um deren Einsatz zu erleichrern, werden in die herzustellende Kernbüchse 1 bzw. an die Kernseele Einsätze 20 plaziert oder geklebt, welche in ihren Abmessungen den Düsen 19 entsprechen.
- In dem in Figur 2 gezeigten Ausführungsbeispiel ist der Einsatz 20 an eine Druckluftleitung 21 angeschlossen Zum Entfernen des Einsatzes 20 wird über die Druckluftleitung 21 Druckluft zugeführt und so dieser Einsatz 20 quasi aus seinem Sitz in der Kernbüchse herausgeschossen.
- In Figur 3 ist ein weiteres Ausführungsbeispiel eines Einsatzes 20a gezeigt, welcher eine Anformung 22 besitzt In Gebrauchslage steht diese Anformung 22 im inneren Bereich der Kernbüchse 1 von der geformten Innenwandung hervor, so daß der Einsatz 20a mit einem geeigneten Werkzeug herausgezogen oder aus seinem Sitz herausgeschlagen werden kann.
- Figur 3 zeigt aber auch noch eine andere Variationsmöglichkeit, wobei die Anformung 22 nicht vorhanden sein muß. In diesem dritten Ausführungsbeispiel eines Einsatzes 20b besitzt dieser dan in seiner Stirnfläche 23 eine Sacklochbohrung 24, welche ein Innengewinde 25 besitzt. In diese Sacklochbohrung 24 kann nun eine entsprechende Gewindestange eingeschraubt und so der Einsatz 20b aus seinem Sitz herausgezogen werden.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89901708T ATE74300T1 (de) | 1988-02-02 | 1989-01-30 | Verfahren zum herstellen von formteilen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3802970 | 1988-02-02 | ||
| DE3802970A DE3802970A1 (de) | 1988-02-02 | 1988-02-02 | Verfahren zum herstellen von formteilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0359786A1 EP0359786A1 (de) | 1990-03-28 |
| EP0359786B1 true EP0359786B1 (de) | 1992-04-01 |
Family
ID=6346413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89901708A Expired - Lifetime EP0359786B1 (de) | 1988-02-02 | 1989-01-30 | Verfahren zum herstellen von formteilen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5056580A (de) |
| EP (1) | EP0359786B1 (de) |
| CA (1) | CA1338547C (de) |
| DE (2) | DE3802970A1 (de) |
| WO (1) | WO1989007024A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7681576B2 (en) * | 2003-05-06 | 2010-03-23 | Mallinckrodt Inc. | Multiple cannula systems and methods |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU121759A1 (ru) * | 1958-12-01 | 1959-11-30 | П.И. Буковский | Способ обезгоречивани пивных дрожжей |
| US3099868A (en) * | 1960-10-10 | 1963-08-06 | Howe Sound Co | Method for manufacturing cast welding rods |
| GB1269202A (en) * | 1968-02-14 | 1972-04-06 | Fordath Ltd | Improvements in the production of cores for use in the production of metal castings |
| DE1965121A1 (de) * | 1969-12-27 | 1971-07-01 | Continental Gummi Werke Ag | Form,insbesondere Vulkanisierform mit Entlueftungsoeffnungen |
| US3888293A (en) * | 1973-04-20 | 1975-06-10 | American Motors Corp | Method of making a foundry core |
| FR2232376A1 (en) * | 1973-06-05 | 1975-01-03 | Scholler Andre | Injecting catalyst gas into moulding boxes - using jet-pipes which penetrate moulding sand |
| DE2516997A1 (de) * | 1975-04-17 | 1976-10-28 | Gottfried Zimmermann | Duese fuer formen in der giessereitechnik und in der kunststoffverarbeitung |
| JPS5514183A (en) * | 1978-07-17 | 1980-01-31 | Nippon Gakki Seizo Kk | Molding method of casting mold |
| US4284288A (en) * | 1979-09-24 | 1981-08-18 | Fulton Roger G | Folding bicycle structure |
| JPS579559A (en) * | 1980-06-19 | 1982-01-19 | Takaoka Kogyo Kk | Production of mold |
| DE3026146C2 (de) * | 1980-07-10 | 1984-09-13 | Gottfried 6335 Lahnau Zimmermann | Düse zum Entlüften, Belüften, Bedampfen oder Besprühen von Formen |
| US4467855A (en) * | 1981-11-12 | 1984-08-28 | Sintokogio Ltd. | Method of making mold |
| US4540531A (en) * | 1984-05-04 | 1985-09-10 | Ashland Oil, Inc. | Vapor generator and its use in generating vapors in a pressurized gas |
| FR2566687B1 (fr) * | 1984-06-27 | 1986-08-22 | Air Liquide | Dispositif de fabrication de moules ou de noyaux de moulage congeles |
-
1988
- 1988-02-02 DE DE3802970A patent/DE3802970A1/de not_active Withdrawn
-
1989
- 1989-01-30 EP EP89901708A patent/EP0359786B1/de not_active Expired - Lifetime
- 1989-01-30 US US07/427,832 patent/US5056580A/en not_active Expired - Fee Related
- 1989-01-30 DE DE8989901708T patent/DE58901081D1/de not_active Expired - Lifetime
- 1989-01-30 WO PCT/DE1989/000049 patent/WO1989007024A1/de not_active Ceased
- 1989-02-01 CA CA000589808A patent/CA1338547C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE58901081D1 (de) | 1992-05-07 |
| EP0359786A1 (de) | 1990-03-28 |
| CA1338547C (en) | 1996-08-27 |
| DE3802970A1 (de) | 1989-08-10 |
| WO1989007024A1 (fr) | 1989-08-10 |
| US5056580A (en) | 1991-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0393315B1 (de) | Verfahren zum Spritzgiessen fluidgefüllter Kunststoffkörper und Vorrichtung zur Durchführung des Verfahrens | |
| DE3872132T2 (de) | Verfahren und vorrichtung zum spritzgiessen. | |
| DE2934354A1 (de) | Verfahren zum fuellen von hohlraeumen, insbesondere solcher von formwerkzeugen, mit einem reaktionsfaehigen, fliessfaehigen gemisch | |
| DE102013114946A1 (de) | Druckgussform zur Herstellung eines Gießlings | |
| EP0281752B1 (de) | Vollformverfahren und -vorrichtung | |
| DE1948999C3 (de) | Vorrichtung zum Herstellen von massiven oder geschäumten Formteilen aus schnell miteinander reagierenden chemischen Komponenten | |
| EP0359786B1 (de) | Verfahren zum herstellen von formteilen | |
| DE1604425A1 (de) | Metallene Gussform mit Abdampfstoepseln zum Formen von Plastikgegenstaenden und zum Vulkanisieren von Gummigegenstaenden | |
| DE2210099A1 (de) | Verfahren und vorrichtung zur ausformung von gegenstaenden aus waermehaertenden werkstoffen, insbesondere von fahrzeugluftreifen | |
| DE2933869C2 (de) | Verfahren und Vorrichtung zum Herstellen eines unteren Formteils | |
| DE2346181C3 (de) | Verfahren zur Herstellung eines Leistens für die Schuhherstellung, sowie Gießform hierfür | |
| DE4319078C2 (de) | Verfahren und Formherstellungsmaschine zur Herstellung von Gußformen oder Gußformteilen aus Formsand | |
| DE2042825A1 (de) | Vorrichtung zur Herstellung von Gieß formen | |
| DE102009030315B4 (de) | Vorrichtung zum Bilden eines Sandkernes | |
| DE1239437B (de) | Verfahren zur Herstellung von Giessformen und verlorenes Modell zu seiner Durchfuehrung | |
| DE2428885A1 (de) | Blinder, verlorener kopf fuer giessformen | |
| EP0319453B1 (de) | Verfahren zum Verdichten von Formsand | |
| DE2700732C3 (de) | Verfahren zum Herstellen von zweischichtigen Kernen oder Formen sowie Einrichtung zur Durchführung des Verfahrens | |
| DE4134637A1 (de) | Verfahren und vorrichtung fuer die begasung einer in eine hohlkammer eines werkzeugs eingefuellten kunststoffschmelze | |
| DE10258822B3 (de) | Verfahren und Vorrichtung zum Herstellen von Kernen und/oder Formen für Gießereizwecke | |
| DE1155883B (de) | Verfahren zur Herstellung von Kernen und Formen fuer Giessereizwecke | |
| DE3238802A1 (de) | Vorrichtung zur herstellung von sandformen und sandkernen | |
| DE2822437C2 (de) | Verfahren zum Herstellen eines Speisermodells | |
| DE2042824A1 (de) | Verfahren zur Herstellung einer Gießform in geschlossenen Modellformen und Vorrichtung zum Einblasen von Sand in Modellformen | |
| CH676809A5 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900206 |
|
| 17Q | First examination report despatched |
Effective date: 19910422 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19920401 Ref country code: BE Effective date: 19920401 Ref country code: SE Effective date: 19920401 Ref country code: NL Effective date: 19920401 |
|
| REF | Corresponds to: |
Ref document number: 74300 Country of ref document: AT Date of ref document: 19920415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58901081 Country of ref document: DE Date of ref document: 19920507 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921208 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19921229 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19930130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19930131 Ref country code: LI Effective date: 19930131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940130 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950207 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19961001 |