EP0315961A2 - Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. - Google Patents
Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. Download PDFInfo
- Publication number
- EP0315961A2 EP0315961A2 EP88118599A EP88118599A EP0315961A2 EP 0315961 A2 EP0315961 A2 EP 0315961A2 EP 88118599 A EP88118599 A EP 88118599A EP 88118599 A EP88118599 A EP 88118599A EP 0315961 A2 EP0315961 A2 EP 0315961A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- metal strips
- drum
- metal strip
- connecting element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
- D21F5/182—Drying webs by hot air through perforated cylinders
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B23/00—Component parts, details, or accessories of apparatus or machines, specially adapted for the treating of textile materials, not restricted to a particular kind of apparatus, provided for in groups D06B1/00 - D06B21/00
- D06B23/02—Rollers
- D06B23/025—Perforated rollers
Definitions
- the invention relates to a device for flowing through treatment of textile goods, nonwovens or in particular paper with a gaseous or liquid treatment agent circulated in the device with a permeable drum under suction, which has bottoms on the front side as a transport element, which is covered on its circumference with a sieve-shaped covering is arranged between the bottoms of the drum honeycomb-like sheet metal strips and connected to each other at the points of contact, the width of which extends essentially in the radial direction.
- a device of this type is known from DE-PS 14 60 525.
- it In contrast to the usual sieve drum designs with perforated sheet metal, it is characterized by a high permeability, even if the production is associated with increased costs. These arise during the manufacture of the honeycomb grid, in which the metal strips have to be firmly connected to one another at a myriad of points of contact. In general, the connection is made by a welding process, reference being made to DE-OS 19 46 376.
- the honeycomb grid is produced by welding, but only the axially aligned, non-bent sheet metal strips are made from one piece there, while the honeycomb grid arranged between them consists of short sheet metal pieces.
- the welding of the sheet metal strips has the major disadvantage that the material undergoes structural changes during the heat that results, which lead to material stresses which can have an immediate or later effect on the concentricity of the drum.
- the zigzag-shaped sheet metal strips are also made from a narrower sheet metal strip, so that on the outer circumference a doubling or tripling of the cross section of the axially aligned sheet metal strip and thus a hindrance to the flow through the drum is avoided .
- this advantage must be compensated for by an additional grille that is to be pushed radially outward onto the axially aligned, non-bent metal strips.
- DE-PS 19 46 376 Another state of the art is DE-PS 19 46 376.
- the sheet metal strips connect spacers assigned to each sheet metal strip, which are U-shaped and are welded to the sheet metal strip with their rear side.
- the two arms of the respective spacers overlap in the middle between two sheet metal strips arranged next to each other and are welded together there depending on the desired distance or depending on the respective diameter of the drum.
- a drum of this type is considerably easier to manufacture than the constructions according to, for example, DE-PS 12 94 178 or US-PS 3 590 453, the drum body of which is formed from zigzag-shaped metal strips running in the axial direction and connected to one another by welding, such that the sieve-shaped Covering has a honeycomb-like construction.
- the invention has for its object to further develop a device of the type mentioned in such a way that the production costs of such a honeycomb-shaped screen drum are considerably reduced, but the stability of the drum must not be impaired and in particular a structural change in the metal when producing the connections of the honeycomb structure is avoided is.
- the invention provides that the connection of the sheet metal strips is effected by means of fasteners which are moved transversely through the points of contact of the sheet metal strips and are clamped thereon.
- the inventor essentially provides rivets as fasteners, which are preferably to be hot-pressed.
- a screw connection is also conceivable, in which case no heat would be generated during the manufacture of the honeycombs.
- honeycomb structure is the structure known from, for example, US Pat. No. 3,590,453.
- a sheet metal strip straight from floor to floor.
- Sheet metal strips bent in the form of a zigzag honeycomb are arranged in mirror image on both sides thereof and are firmly connected to the axially aligned sheet metal strip.
- these strips of metal should pass through at the intersections eg a rivet can be connected to each other.
- connection to the bottoms on both sides is made by riveting, specifically by the axially aligned sheet metal strip being bent at a right angle at its bottom end and then connected to the respective floor by a rivet or the like.
- the axially directed sheet metal strip is alternately fastened only to the left bottom and the next one only to the right bottom in order to at least partially achieve elasticity of the honeycomb structure.
- This elasticity is advantageous, for example, in the case of a single-drum device whose rotation through 360 ° results in a cooling of the drum jacket at the inlet due to the application of the cold material by at least 100-150 ° C.
- the honeycomb structure at the points of intersection of the metal strips is doubled or tripled in the material cross section.
- this is done by producing the honeycomb structure by means of sheet metal strips of different widths, namely the zigzag-shaped sheet metal strips are made narrower than the axially aligned ones.
- this has the disadvantage that the fine-mesh sieve to be applied to the outer circumference of the axially aligned sheet metal strip now has too little contact surface on the sheet metal strip, which is why, in US Pat. No. 3,590,453, an additional grid of particularly narrow sheet metal strips in slots in the axial direction aligned sheet metal strip is inserted.
- the invention further proposes that over the entire length, but only the directly connected, parallel to each other legs of the honeycomb bent sheet metal strips at their radially outer edge by an example Punched, preferably U-shaped recess are reduced in the outer diameter compared to the inclined legs.
- Punched preferably U-shaped recess are reduced in the outer diameter compared to the inclined legs.
- the metal strips have slanted out on the legs still have the same outer diameter as the axially aligned unbent metal strips, so that the sieve-shaped fabric to be placed on the outer edges of the metal strips has enough support surfaces to lie evenly all around.
- the device defined above comprises, as part of the outer surface, a honeycomb structure in which part of the sheet metal strip has to be bent alternately before assembly.
- the weld-free connection of these metal strips is advantageous.
- a drum construction is to be found which dispenses with the known honeycomb structure, but rather works with easily mountable spacers according to the above-mentioned type between the metal strips, but which should also be designed in such a way that a welded connection can be avoided and yet an optimal one Permeability up to 90% for the flowing fluid is given.
- the invention provides in an embodiment of the device according to DE-PS 19 46 376 that a) the connecting elements in one piece and b) are designed to be correspondingly wide to the desired spacing of the immediately adjacent metal strips, and c) are firmly connected on both sides to the adjacent metal strips.
- This fixed connection can be made by means of bolts fastened to the connecting elements, which have a thread on the outside, or expediently by means of screws or rivets pushed transversely through the connecting elements, which are pushed through at least two of the adjacent sheet metal strips and clamped to them from the outside.
- the spacers according to the invention have a special cross section, which is specially designed for reasons of the strength of the overall drum construction and also for reasons of good air permeability of the drum and ultimately for a sufficient seal from the inside of the drum. This construction is apparent from the description of the figures and is the immediate subject of this application.
- the invention provides that screw head and adjacent nut between two adjacent sheet metal strips are made in one piece. So that the screws do not have a conventional screw head, but this is screwed into the nut of the associated screw following in the circumferential direction. As a result, the drum is equally stable over the entire lateral surface of each connecting element, although there is no welded construction, but rather the drum consists of individual screw elements.
- connection according to the invention is even more advantageous if the nuts are arranged within such a connecting element, so that a web holding the screen fabric is also present at the screwing points.
- the screen drum device consists of a rectangular housing 1, which is divided by an intermediate wall 2 into a treatment room 3 and a fan room 4.
- a sieve drum 5 is mounted in the treatment room and a fan 6 is rotatably mounted concentrically to this in the fan room.
- the fan space can also be arranged in a separate fan housing, which is separated from it and is not shown here. In any case, the fan draws the inside of the drum 5.
- the drum construction on a wet treatment device, which can also only be used to aspirate liquid, is also the subject of the application. The overall construction must then be adjusted accordingly.
- heating units 7 are arranged above and below the fan 6, which consist of pipes through which heating medium flows.
- the drums with the sheet metal strip structure of interest here are built with a very large diameter, and the drum is covered over almost the entire circumferential surface with the textile material to be treated.
- the drum In the area of the support and the removal of the textile material, however, the drum is to be shielded from the inside against the suction that prevails from the inside, which is why the inner cover 8 is shown in FIG. 1, which, however, in this exemplary embodiment could also be arranged in the height of the drum axis.
- a fine-meshed sieve 9 is wound on the outside, which is attached to the two floors on the end face of the drum.
- a honeycomb structure of the screen drum 5 can be seen from the top view in FIG. It consists of axially aligned metal strips 10, 13, the width of which extends essentially in the radial direction.
- a strip of sheet metal extends here fen 10 each straight from floor 11 to floor 12.
- Sheet metal strips 13 which are bent in a zigzag shape and which are firmly connected to the axially aligned sheet metal strip 10 are then arranged on both sides of this straight sheet metal strip.
- the fixed connection is effected by rivets 14.
- the rivets are expediently hot-pressed, so that a 100% connection is made without the sheet metal strips being able to move against one another.
- bores 15 are necessary for pushing the rivets 14 through the sheet metal strips, which holes can advantageously be punched in during the bending process of the zigzag-shaped sheet metal strips 13.
- two of these rivets 14, 16 are arranged one above the other, so that in any case a permanent connection is created even for many years of use.
- the just aligned sheet metal strips 10 are bent at right angles at their respective bottom ends 17 and fastened to the associated base 11, 12 by a rivet 18.
- the axially aligned sheet metal strip 10 is alternately fastened only to the left floor 12 and the next one only to the right floor 11.
- the designated rivets 14, 14 ' can advantageously be replaced by screws 21, 21'.
- a fine-mesh sieve 9 is to be placed on the outer surface of the honeycomb structure.
- this must have a sufficient contact surface so that it does not bend over the long term.
- the metal strips 10, 13 of the wa ben-shaped structure all of the same width, as can be seen from Figure 3.
- the total cross section of the three sheet metal strips 13, 10, 13 arranged next to one another is reduced at the crossing points, so that uniform air permeability is also possible at these crossing points with sheet metal strips of the same width.
- the screen-shaped covering 9 also lies only on the radially outer edges of the metal strips 10.
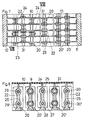
- the metal strips 10 are fastened next to one another at a defined distance on the two floors 11, 12 by screws or rivets. So that this distance is maintained over the width of the drum 5 when the textile goods to be treated, paper or the like are supported, serving as spacers, generally designated 20 connecting elements are provided, which are connected by means of screws 21, 21 'to the sheet metal strips 10 are.
- the connecting elements 20 can each be arranged with a gap to one another, as is shown in the left part of FIG. 4.
- This construction has the disadvantage that a larger number, but shorter screws with nuts in the overall construction tion of the drum are provided or must be installed.
- a construction is shown in which two of the connecting elements are aligned one behind the other and are only connected to the metal strips 10 by a screw 21 passing through both of these connecting elements.
- These connecting elements which are also arranged in a gap with respect to one another, then have a greater free distance from one another, so that there is also greater air permeability over the entire surface of the drum. One screw less is then used, which is only noticeable in connection with the head and the necessary nut of the screw.
- three or more of the connecting elements as shown in the middle part of FIG. 4, can also be installed one behind the other, but care must be taken that the strength of the drum is also achieved.
- the connecting elements 20 are approximately double T-shaped according to FIG. 4 or 6. This cross section results from the necessary firm contact of the connecting elements 20 on the sheet metal strip 10.
- the double-T cross section requires a more stable and warp-resistant overall construction of the drum.
- the connecting elements are not formed over their entire height with the flanges 22, 23, but only in the area of the screws 21 penetrating them, as can be seen from FIG. 5 or 6.
- the radially outer areas of the connecting element only consist of the narrow web 24, on which the sieve-shaped covering 9 then lies, in addition to the metal strips 10. This results in an extremely small total contact area, namely 10% of the total peripheral area of the drum. This means that the drum jacket surface is 90% permeable to air.
- the radial cross section of the connecting elements 20 can be seen from FIG.
- the double T-shaped cross section according to FIG. 4 or 6 can be seen in FIG. 5 by the rectangular flange 22.
- This flange does not extend to the radially outer edge or to the radially inner edge of the sheet metal strip 10.
- the connecting element 20 is made very thin overall, and only so solid that the necessary strength is achieved and the screws 21 penetrating the connecting element 20, 21 'are kept sufficient.
- the material thickness in the area of the sieve-shaped covering 9 is extremely thin due to the web 24.
- a tubular part 25 then connects to receive the first screw 21. Further radially inward is up to the next screw 21 'a wall 26 which is made narrower in cross section for weight reasons.
- the sheet metal strips 10 are also fastened next to one another at a defined distance on the two bases 11, 12 by screws or rivets. So that this spacing is maintained across the width of the drum when the textile goods, paper or the like to be treated are in each case used as spacers, generally designated 20 connecting elements which are connected to the sheet metal strips 10 by means of other screws 29, 30 are.
- the connecting elements 20 are the same as shown in Figure 6.
- a screw usually consists of an integrated screw head and - on the other side - a screw nut.
- the nuts 31 are surrounded by a connecting element 20 '.
- the nuts are screwed onto the screw ends and tightened.
- the special connecting elements 20 ' are pushed onto the nuts 31, another "rod" 29, 29'; 30, 30 'screwed into the nut 31 to the end and then the further metal strips 10 plus connecting elements 20 lined up.
- the drum looks as shown in Fig. 7, right detail. Fastening elements around the drum are no longer recognizable.
Abstract
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zum durchströmenden Behandeln von Textilgut, Vliesen oder insbesondere Papier mit einem gasförmigen oder flüssigen in der Vorrichtung umgewälzten Behandlungsmittel mit einer unter Saugzug stehenden, stirnseitig Böden aufweisenden durchlässigen Trommel als Transportelement, welche an ihrem Umfang mit einem siebförmigen Belag bedeckt ist, wobei zwischen den Böden der Trommel wabenartig sich berührende und an den Berührungsstellen miteinander verbundene Blechstreifen angeordnet sind, deren Breitenausdehnung sich im wesentlichen in radialer Richtung erstreckt.
- Eine Vorrichtung dieser Art ist durch die DE-PS 14 60 525 bekannt. Sie zeichnet sich im Gegensatz zu den üblichen Siebtrommelkonstruktionen mit gelochtem Blech durch eine hohe Durchlässigkeit aus, wenn auch die Herstellung mit erhöhten Kosten verbunden ist. Diese entstehen bei der Herstellung des wabenförmigen Gitters, bei dem die Blechstreifen an einer Unzahl von Berührungsstellen miteinander fest verbunden werden müssen. Im allgemeinen erfolgt die Verbindung durch einen Schweißvorgang, wobei zunächst einmal auf die DE-OS 19 46 376 hingewiesen werden soll. Auch bei der US-PS 4 050 131 wird das wabenförmige Gitter durch Schweißen hergestellt, jedoch sind dort nur die axial ausgerichteten, ungebogenen Blechstreifen aus einem Stück hergestellt, während das dazwischen angeordnete wabenförmige Gitter aus kurzen Blechstückchen besteht. Das Verschweißen der Blechstreifen hat den wesentlichen Nachteil, daß bei der dabei entstehenden Wärme das Material Gefügeveränderungen erfährt, die zu Materialspannungen führen, die sich sofort oder aber auch erst später in der Rundläufigkeit der Trommel negativ auswirken können.
- Um die Aufwendigkeit des Schweißvorganges und auch die Gefügeveränderungen zu umgehen, ist es durch die DE-PS 12 94 178 bekannt, die Verbindung an den Kreuzungsstellen des wabenförmigen Gitters durch zwischen diese Kreuzungsstellen angeordnete Epoxydharz-Schichten zu ermöglichen, wobei jedoch auch diese Kunststoffschichten erwärmt werden müssen, um die benachbarten Metallflächen miteinander zu verkleben. Außerdem hat sich herausgestellt, daß diese Klebeverbindung auf die Dauer nicht fest genug ist und insbesondere den wechselnden Temperaturansprüchen beim kalt auflaufenden und dann wärmebehandelten Textilgut nicht standhält. Dies gilt auch für die Verbindung der wabenartig sich kreuzenden Blechstreifen mit Hilfe z.B. eines Silberlotes, das auf die Kreuzungsstellen radial außen aufgelegt wird und beim Erwärmen zwischen die Flächen der unmittelbar benachbarten Blechstreifen fließt. Auch hier ist die Festigkeit auf die Dauer unbefriedigend.
- Man ist infolgedessen wieder zurückgegangen zu der altbekannten Schweißverbindung, wobei auf die US-PS 3 590 453 verwiesen werden soll. Dieser Patentschrift nach werden die Schweißnähte jedoch nicht über die ganze Länge der unmittelbar benachbarten Schenkel gezogen, sondern an den axial zueinander ausgerichteten Blech streifen der zickzackförmig gebogenen Art werden radial außen und radial innen kreisförmige Ausnehmungen in die Blechstreifen gegeben, an denen allein die Schweißnaht zwischen also dem wabenartig gebogenen Blechstreifen und dem axial ausgerichteten Blechstreifen gezogen wird. Wie aus der Zeichnung der US-PS 3 590 453 zu erkennen, sind außerdem die zickzackförmig gebogenen Blechstreifen aus einem schmäleren Blechstreifen hergestellt, damit am Außenumfang eine Doppelung bzw. Verdreifachung des Querschnittes des axial ausgerichteten Blechstreifens und damit eine Behinderung der Durchströmfähigkeit der Trommel vermieden ist. Dieser Vorteil muß jedoch durch ein zusätzliches Gitter, das radial außen auf die axial ausgerichteten, ungebogenen Blechstreifen aufzuschieben ist, wieder gutgemacht werden.
- Als weiterer Stand der Technik ist die DE-PS 19 46 376 zu nennen. Dort verbinden die Blechstreifen jedem Blechstreifen zugeordnete Abstandhalter, die U-förmig ausgebildet sind und mit ihrer Rückseite an den Blechstreifen verschweißt sind. Die beiden Arme der jeweiligen Abstandshalter überlappen sich im Bereich der Mitte zwischen zwei nebeneinander angeordneten Blechstreifen und sind dort je nach dem gewünschten Abstand bzw. je nach dem jeweiligen Durchmesser der Trommel miteinander verschweißt. Eine Trommel dieser Art ist erheblich einfacher herstellbar als die Konstruktionen nach z.B. der DE-PS 12 94 178 oder der US-PS 3 590 453, deren Trommelkörper aus zickzackförmig in Achsrichtung verlaufenden und miteinander durch Verschweißen verbundenen Metallstreifen gebildet ist, derart, daß der siebförmige Belag eine bienenwabenartige Konstruktion aufweist. Einzelne Abstandshalter sind demgegenüber leichter herstellbar, auch läßt sich der gewünschte Trommelmantel leicht montieren. Nachteilig ist nach wie vor die Notwendigkeit des Verschweißens der Abstandhalter untereinander und mit den Blechstreifen, was Materialspannungen erzeugt, die für die geforderte Rundlaufgenauigkeit der Trommel von großem Nachteil sind.
- Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung anfangs genannter Art derart weiter auszubilden, daß die Herstellungskosten einer solchen wabenförmigen Siebtrommel erheblich vermindert werden, wobei jedoch die Stabilität der Trommel nicht beeinträchtigt werden darf und insbesondere eine Gefügeveränderung des Metalls beim Herstellen der Verbindungen der Wabenstruktur vermieden ist.
- Zur Lösung dieser Aufgabe sieht die Erfindung vor, daß die Verbindung der Blechstreifen durch quer durch die Berührungsstellen der Blechstreifen bewegte und an diesen verklemmte Befestigungsmittel erfolgt. Als Befestigungsmittel sieht der Erfinder im wesentlichen Nieten vor, die vorzugsweise warm verpreßt werden sollen. Es ist jedoch auch eine Schraubverbindung denkbar, bei der dann überhaupt keine Wärme beim Herstellen der Waben entstehen würde.
- Die beste Wabenstruktur ist die aus z.B. der US-PS 3 590 453 her bekannte Struktur. Dort erstreckt sich ein Blechstreifen von Boden zu Boden ungebogen gerade. An diesem sind beidseitig spiegelbildlich zickzackwabenförmig gebogene Blechstreifen angeordnet und mit dem axial ausgerichteten Blechstreifen fest verbunden. Wie gesagt, sollen hier diese Blechstreifen an den Kreuzungsstellen durch z.B. eine Niet miteinander verbunden werden. Es ist auch vorteilhaft, wenn die Verbindung mit den beidseitigen Böden durch Nieten erfolgt, und zwar indem der axial ausgerichtete Blechstreifen an seinem bodenseitigen Ende rechtwinklig umgebogen und dann mit dem jeweiligen Boden durch eine Niet od. dgl. verbunden ist. Dabei ist es vorteilhaft, wenn - in Umfangsrichtung gesehen - abwechselnd der axial gerichtete Blechstreifen nur an dem linken Boden und der nächstfolgende nur an dem rechten Boden befestigt ist, um zumindest teilweise noch eine Elastizität der wabenförmigen Struktur zu erzielen. Diese Elastizität ist vorteilhaft z.B. bei einer Eintrommelvorrichtung, bei deren Drehung um 360° eine Abkühlung des Trommelmantels am Einlauf durch das Auflegen des kalten Materials um mindestens 100 - 150° C entsteht.
- Wie bekannt, ist es zu vermeiden, daß die Wabenstruktur an den Kreuzungsstellen der Blechstreifen eine Verdoppelung oder Verdreifachung des Materialquerschnitts erfährt. Dies erfolgt beim Stand der Technik durch Herstellen der Wabenstruktur durch unterschiedlich breite Blechstreifen, und zwar werden die zickzackförmig gebogenen Blechstreifen schmäler ausgeführt als die axial ausgerichteten. Dies hat jedoch den Nachteil, daß das auf dem Außenumfang der axial ausgerichteten Blechstreifen aufzubringende, feinmaschige Sieb nun zu wenig Auflagefläche auf den Blechstreifen hat, weswegen bei der US-PS 3 590 453 noch ein zusätzliches Gitter aus besonders schmal ausgebildeten Blechstreifen in Schlitze der axial ausgerichteten Blechstreifen eingelassen ist. Diese Struktur des Gitters ist jedoch sehr aufwendig und teuer in der Herstellung, weswegen die Erfindung weiterhin vorschlägt, daß über die ganze Länge, aber nur die unmittelbar miteinander verbundenen, parallel zueinander ausgerichteten Schenkel der wabenförmig gebogenen Blechstreifen an ihrem radial außen liegenden Rand durch eine z.B gestanzte, vorzugsweise U-förmige Ausnehmung gegenüber den schräg verlaufenden Schenkeln im Außendurchmesser reduziert sind. Damit ist vermieden, daß an den Verbindungsstellen der Wabenstruktur eine Verdoppelung bzw. Verdreifachung des Materialquerschnitts der Blechstreifen im Bereich des Außendurchmessers der Trommel entsteht. Jetzt haben aber die Blechstreifen an den schräg ausge richteten Schenkeln nach wie vor den gleichen Außendurchmesser wie die axial ausgerichteten ungebogenen Blechstreifen, so daß das auf die Außenkanten der Blechstreifen aufzulegende, siebförmige Gewebe genügend Stützflächen hat, um gleichmäßig rundum aufzuliegen.
- Die oben definierte Vorrichtung umfaßt als Bestandteil der Mantelfläche eine Wabenstruktur, bei der ein Teil des Blechstreifens vor der Montage wechselseitig gebogen werden muß. Dabei ist vorteilhaft die schweißfreie Verbindung dieser Blechstreifen. In Ausgestaltung dieser Grundidee soll weiterhin eine Trommelkonstruktion gefunden werden, die auf die bekannte Wabenstruktur verzichtet, vielmehr mit leicht montierbaren Abstandshaltern gemäß oben genannter Art zwischen den Blechstreifen arbeitet, die aber zusätzlich so ausgebildet sein sollen, daß eine Schweißverbindung vermieden werden kann und dennoch eine optimale Durchlässigkeit bis zu 90% für das durchströmende Fluid gegeben ist.
- Zur Lösung dieser Aufgabe sieht die Erfindung in Ausgestaltung der Vorrichtung nach der DE-PS 19 46 376 vor, daß
a) die Verbindungselemente jeweils einstückig und
b) dem Sollabstand der unmittelbar benachbarten Blechstreifen entsprechend breit ausgebildet sind und
c) beidseitig mit den angrenzenden Blechstreifen fest verbunden sind. - Diese feste Verbindung kann durch an den Verbindungselementen befestigte Bolzen, die außen ein Gewinde aufweisen, oder zweckmäßigerweise durch quer durch die Verbindungselemente geschobene Schrauben oder Nieten erfolgen, die zumindest durch zwei der benachbarten Blechstreifen geschoben und von außen mit diesen verklemmt sind.
- Die erfindungsgemäßen Abstandshalter weisen einen besonderen Querschnitt auf, der aus Gründen der Festigkeit der Trommelgesamtkonstruktion und auch aus Gründen der guten Luftdurchlässigkeit der Trommel und letztlich zu einer ausreichenden Abdichtung von der Innenseite der Trommel her besonders ausgebildet ist. Diese Konstruktion geht aus der Figurenbeschreibung im einzelnen hervor und ist unmittelbarer Gegenstand dieser Anmeldung.
- In weiterer Ausgestaltung dieser Vorrichtung sieht die Erfindung vor, daß Schraubenkopf und benachbarte Schraubenmutter zwischen zwei benachbarten Blechstreifen aus einem Stück hergestellt sind. Damit haben die Schrauben also keinen üblichen Schraubenkopf, sondern dieser ist in die Mutter der zugeordneten, in Umfangsrichtung folgenden Schraube eingeschraubt. Folglich ist die Trommel über die ganze Mantelfläche an jedem Verbindungselement gleich stabil, obgleich keine Schweißkonstruktion vorliegt, vielmehr die Trommel aus einzelnen Schraubelementen besteht.
- Die erfindungsgemäße Verbindung ist noch vorteilhafter, wenn die Muttern innerhalb eines solchen Verbindungselementes angeordnet sind, so daß auch an den Schraubstellen ein das Siebgewebe haltender Steg vorhanden ist.
- In der Zeichnung sind mehrere Ausführungsbeispiele der Vorrichtung nach der Erfindung dargestellt. Es zeigen:
- Figur 1: einen Schnitt längs durch eine übliche Siebtrommelvorrichtung, deren Blechmantel hier aus einer honigwabenförmigen oder allein aus einer streifenförmigen Blechstruktur hergestellt ist.
- Figur 2: in der Draufsicht hier die honigwabenförmige Blechstruktur,
- Figur 3: einen Schnitt entlang der Linie III-III nach Figur 2,
- Figur 4: in vergrößerter Darstellung in der Draufsicht eine Blechstreifenstruktur des Trommelmantels,
- Figur 5: weiterhin in vergrößerter Darstellung einen Schnitt entlang der Linie V - V nach Figur 4,
- Figur 6: in perspektivischer Darstellung ein Abstandshalter gemäß Figur 4 und 5.
- Figur 7: in vergrößerter Darstellung in der Draufsicht ebenfalls eine Blechstreifenstruktur des Trommelmantels mit anderer Anordnung des Abstandshalters und
- Figur 8: weiterhin in vergrößerter Darstellung einen Schnitt entlang der Linie VIII - VIII nach Figur 7.
- Die Siebtrommelvorrichtung nach Figur 1 besteht aus einem rechteckigen Gehäuse 1, das durch eine Zwischenwand 2 in einen Behandlungsraum 3 und einen Ventilatorraum 4 unterteilt ist. Im Behandlungsraum ist jeweils eine Siebtrommel 5 und konzentrisch zu dieser im Ventilatorraum ein Ventilator 6 drehbar gelagert. Selbstverständlich kann der Ventilatorraum auch in einem davon abgetrennten, hier nicht dargestellten, gesonderten Ventilatorgehäuse angeordnet sein. Jedenfalls setzt der Ventilator das Innere der Trommel 5 unter Saugzug. Auch ist die Trommelkonstruktion an einer Naßbehandlungsvorrichtung, die auch nur zum Absaugen von Flüssigkeit dienen kann, Gegenstand der Anmeldung. Die Gesamtkonstruktion ist dann entsprechend anzupassen.
- Gemäß der Figur 1 sind aber ober- und unterhalb des Ventilators 6 jeweils Heizaggregate 7 angeordnet, die aus mit Heizmedium durchflossenen Rohren bestehen. Im allgemeinen sind die Trommeln mit der hier nur interessierenden Blechstreifen-Struktur mit einem sehr großen Durchmesser gebaut, und die Trommel wird über fast die ganze Umfangsfläche mit dem zu behandelnden Textilgut bedeckt. Im Bereich der Auflage und der Wiederabnahme des Textilgutes ist die Trommel jedoch von innen gegen den von innen herrschenden Saugzug abzuschirmen, weswegen in der Figur 1 die Innenabdeckung 8 dargestellt ist, die jedoch bei diesem Ausführungsbeispiel auch in Höhe der Trommelachse ortsfest angeordnet sein könnte. Um die Blechstreifen-Struktur der Trommel ist außen ein feinmaschiges Sieb 9 geschlungen, das an der Stirnseite der Trommel an den beiden Böden befestigt ist.
- Eine wabenförmige Struktur der Siebtrommel 5 ist aus Figur 2 in der Draufsicht ersichtlich. Sie besteht aus axial ausgerichteten Blechstreifen 10, 13, deren Breitenausdehnung sich im wesentlichen in radialer Richtung erstreckt. Dabei erstreckt sich ein Blechstrei fen 10 jeweils ungebogen vom Boden 11 zum Boden 12 gerade. Beidseitig dieses gerade ausgerichteten Blechstreifens sind dann zickzackförmig wabenartig gebogene Blechstreifen 13 angeordnet, die mit dem axial ausgerichteten Blechstreifen 10 fest verbunden sind. Die feste Verbindung ist durch Nieten 14 bewirkt. Die Nieten werden zweckmäßigerweise warm verpreßt, so daß eine 100%ige Verbindung hergestellt ist, ohne daß die Blechstreifen sich gegeneinander verschieben können. Selbstverständlich sind zum Durchschieben der Nieten 14 durch die Blechstreifen Bohrungen 15 notwendig, die mit Vorteil während des Biegevorganges der zickzackförmigen Blechstreifen 13 gleich hineingestanzt werden können. Gemäß Figur 3 sind zwei dieser Nieten 14, 16 übereinander angeordnet, so daß auf jeden Fall eine auch für eine vieljährige Benutzung dauerhafte Verbindung erzeugt ist.
- Es ist zweckmäßig, diese Wabenstruktur auch mittels Nieten an den stirnseitigen Böden 11 und 12 zu befestigen. Dazu sind die gerade ausgerichteten Blechstreifen 10 an ihrem jeweiligen bodenseitigen Ende 17 rechtwinklig umgebogen und mit dem zugeordneten Boden 11, 12 durch eine Niet 18 befestigt. Dabei ist es aus Gründen der Elastizität der wabenförmigen Struktur zweckmäßig, wenn - in Umfangsrichtung gesehen - abwechselnd der axial ausgerichtete Blechstreifen 10 nur an dem linken Boden 12 und der nächstfolgende nur an dem rechten Boden 11 befestigt ist. Um eine besonders stabile, aber dennoch elastische Trommelstruktur zu bekommen, ist nur der axial gerichtete Blechstreifen 10 am zugeordneten Boden 12 befestigt, bei dem unmittelbar benachbart eine Niet 14′ angeordnet ist, während der Blechstreifen 10 mit der entsprechend der Wabenform etwas entfernt angeordneten Niet 14˝ an dem gegenüber liegenden Boden 11 oder umgekehrt befestigt ist.
- Die bezeichneten Nieten 14, 14′ können mit Vorteil auch durch Schrauben 21, 21′ ersetzt werden.
- Wie gesagt, ist auf die Außenfläche der Wabenstruktur ein feinmaschiges Sieb 9 zu legen. Dieses muß selbstverständlich eine genügende Auflagefläche haben, damit es sich auf Dauer nicht durchbiegt. Um dies zu bewirken, sind die Blechstreifen 10, 13 der wa benförmigen Struktur alle gleich breit ausgebildet, wie es aus Figur 3 ersichtlich ist. An der Länge der parallel zueinander ausgerichteten Schenkel 13′ der wabenförmig gebogenen Blechstreifen 13 jedoch, die unmittelbar an den gerade ausgerichteten Blechstreifen 10 anliegen, sind diese Schenkel 13′ radial außen vorzugsweise durch U-förmig ausgestanzte Ausnehmungen 19 gegenüber den schräg verlaufenden Schenkeln 13˝ im Außendurchmesser reduziert. Dadurch ist der Gesamtquerschnitt der drei nebeneinander angeordneten Blechstreifen 13, 10, 13 an den Kreuzungsstellen vermindert, so daß eine gleichmäßige Luftdurchlässigkeit auch an diesen Kreuzungsstellen bei gleich breit ausgebildeten Blechstreifen möglich ist. Damit die Außenstruktur auch exakt rund verläuft, ist nach Herstellung der Wabenstruktur diese an der Außenfläche zu bearbeiten. Zweckmäßig erfolgt dies durch Schleifen. Selbstverständlich gilt dies auch am Innendurchmesser der wabenförmigen Struktur, die auch hier insgesamt mit einem gleichen Innendurchmesser versehen ist, so daß die Innenabdeckung 8 auch an einer größeren Fläche des Mantels anliegt.
- Eine im Gegensatz zu Figur 2 jetzt nur mit geraden Blechstreifen 10 versehene Blechstreifen-Struktur ist aus Fig. 4 und 7 zu sehen.
- Sie besteht aus den gleichen axial ausgerichteten Blechstreifen 10, deren Breitenausdehnung aus Figur 5 ersichtlich ist und sich wiederum im wesentlichen in radialer Richtung erstreckt. Damit liegt also gleichfalls der siebförmige Belag 9 nur auf den radial außen angeordneten Kanten der Blechstreifen 10 auf. Die Blechstreifen 10 sind mit einem definierten Abstand nebeneinander an den beiden Böden 11, 12 durch Schrauben oder Nieten befestigt. Damit bei Auflage des jeweils zu behandelnden Textilgutes, Papiers od. dgl. dieser Abstand über die Breite der Trommel 5 beibehalten wird, sind als Abstandshalter dienende, im ganzen mit 20 bezeichnete Verbindungselemente vorgesehen, die mittels Schrauben 21, 21′ mit den Blechstreifen 10 verbunden sind.
- Die Verbindungselemente 20 können jeweils auf Lücke zueinander angeordnet sein, so wie es in dem linken Teil der Figur 4 dargestellt ist. Diese Konstruktion hat den Nachteil, daß eine größere Anzahl, aber kürzerer Schrauben mit Muttern in der Gesamtkonstruk tion der Trommel vorgesehen sind, bzw. montiert werden müssen. Im rechten Teil der Figur 4 ist dagegen eine Konstruktion dargestellt, bei der jeweils zwei der Verbindungselemente fluchtend hintereinander angeordnet sind und nur durch eine durch beide dieser Verbindungselemente hindurchgehende Schraube 21 mit den Blechstreifen 10 verbunden ist. Diese auch hier wiederum auf Lücke zueinander angeordneten Verbindungselemente haben dann einen größeren freien Abstand voneinander, so daß sich auch eine grössere Luftdurchlässigkeit über die Gesamtfläche der Trommel ergibt. Es ist dann jeweils eine Schraube weniger verwendet, was sich aber nur im Zusammenhang mit dem Kopf und der notwendigen Mutter der Schraube bemerkbar macht. Selbstverständlich sind auch drei oder noch mehr der Verbindungselemente, wie es im mittleren Teil der Fig. 4 dargestellt ist, hintereinander montierbar, jedoch muß dabei beachtet werden, daß auch die Festigkeit der Trommel erzielt wird.
- Die Verbindungselemente 20 sind gemäß Fig. 4 oder 6 etwa doppel-T-förmig ausgebildet. Dieser Querschnitt ergibt sich aus der notwendigen festen Anlage der Verbindungselemente 20 an den Blechstreifen 10. Der Doppel-T-Querschnitt bedingt eine stabilere und verwindungssteifere Gesamtkonstruktion der Trommel. Die Verbindungselemente sind jedoch nicht über ihre ganze Höhe mit den Flanschen 22, 23 ausgebildet, sondern nur im Bereich der sie durchdringenden Schrauben 21, wie dies aus Fig. 5 oder 6 ersichtlich ist. Die radial außen liegenden Bereiche des Verbindungselementes bestehen lediglich aus dem schmalen Steg 24, auf dem dann zusätzlich - neben den Blechstreifen 10 - der siebförmige Belag 9 aufliegt. Dadurch ergibt sich nur eine äußerst geringe Gesamtauflagefläche, nämlich 10% der gesamten Umfangsfläche der Trommel. Damit ist die Trommelmantelfläche zu 90% luftdurchlässig. Wenn sich auch der Querschnitt der Verbindungselemente radial einwärts erweitert, so erhöht sich insofern nur die Luftdurchströmung in dem Raum zwischen den die Trommelstruktur bildenden Elementen. Dies hat jedoch keinen Einfluß auf die Luftdurchlässigkeit der Trommel und hat für den Durchströmeffekt, also für die Behandlung des jeweils aufliegenden Gutes keine Bedeutung.
- Aus der Figur 5 ist der radiale Querschnitt der Verbindungselemente 20 ersichtlich. Der doppel-T-förmige Querschnitt gemäß Figur 4 oder 6 ist in der Figur 5 durch den rechteckigen Flansch 22 erkennbar. Dieser Flansch erstreckt sich weder bis zur radial außen noch bis zur radial innen liegenden Kante des Blechstreifens 10. Das Verbindungselement 20 ist insgesamt sehr dünn ausgebildet, und zwar nur so massiv, daß die notwendige Festigkeit erzielt ist und die das Verbindungselement 20 durchdringenden Schrauben 21, 21′ ausreichend gehalten sind. Die Materialstärke im Bereich des siebförmigen Belages 9 ist durch den Steg 24 äußerst dünn. Es schließt sich dann zur Aufnahme der ersten Schraube 21 ein rohrförmiger Teil 25 an. Weiter radial einwärts ist bis zur nächsten Schraube 21′ eine Wandung 26, die im Querschnitt aus Gewichtsgründen schmaler ausgebildet ist. Es folgt dann der rohrförmige Teil 27 für die Schraube 21′, an den sich bis zur radial innen liegenden Kante des Blechstreifens 10 der Fuß 28 des Verbindungselementes 20 anschließt. Dieser Fuß 28 ist wiederum etwas breiter ausgebildet, damit eine ausreichende Abdichtung der luftdurch- und luftundurchlässigen Teile mit Hilfe der Innenabdeckung 8 möglich ist.
- Bei dem Ausführungsbeispiel nach Fig. 7 und 8 sind wie beim Beispiel nach Fig. 4 und 5 die Blechstreifen 10 ebenfalls mit einem definierten Abstand nebeneinander an den beiden Böden 11, 12 durch Schrauben oder Nieten befestigt. Damit bei Auflage des jeweils zu behandelnden Textilgutes, Papiers od. dgl. dieser Abstand über die Breite der Trommel beibehalten wird, sind wiederum als Abstandshalter dienende, im ganzen mit 20 bezeichnete Verbindungselemente vorgesehen, die mittels anderer Schrauben 29, 30 mit den Blechstreifen 10 verbunden sind. Die Verbindungselemente 20 sind die gleichen wie in Figur 6 dargestellt. Eine Schraube besteht normalerweise aus einem integrierten Schraubenkopf und - auf der anderen Seite - aus einer Schraubenmutter. Diese Tatsache hat bei der in Fig. 4 - 5 beschriebenen Trommelstruktur eine Schwächung der Trommelkonstruktion, der Halterung der Blechstreifen im Nachbarbereich dieser Schraubenköpfe bzw. -muttern zur Folge. Außerdem herrscht eine andere Fliehkraft an dem Schraubenkopf und der Schraubenmutter. Zur Vermeidung all dieser Nachteile werden nur noch "Stangen" 29, 29′; 30, 30′ mit Gewinden an den beiden Enden und Muttern 31 verwendet, die jeweils zwei dieser in einer Linie hintereinander angeordneten "Stangen" verbinden. Die neuen Muttern 31 sollten so lang sein wie ein Verbindungselement 20, womit es ein solches zumindest im Abstand vollständig ersetzt. Es ist zweckmäßig, wenn sich die Schraubenenden in der jeweiligen Mutter 31 berühren. Notfalls sind Distanzplättchen in den Muttern einzugeben.
- Es ist besonders vorteilhaft, wenn die Muttern 31 von einem Verbindungselement 20′ umfaßt sind. Bei der Montage werden also die Muttern auf die Schraubenenden aufgeschraubt und festgezogen. Anschließend werden die speziellen Verbindungselemente 20′ auf die Muttern 31 geschoben, eine weitere "Stange" 29, 29′; 30, 30′ in die Mutter 31 bis zum Ende geschraubt und dann die weiteren Blechstreifen 10 plus Verbindungselemente 20 aufgereiht. Abschliessend sieht dann die Trommel aus wie in Fig. 7, rechtes Detail, dargestellt. Damit sind Befestigungselemente rund um die Trommel nicht mehr erkennbar.
Claims (29)
a) die Befestigungsmittel als Verbindungselemente (20) und jeweils einstückig und
b) dem Sollabstand der unmittelbar benachbarten Blechstreifen (10) entsprechend breit ausgebildet sind und
c) beidseitig mit den angrenzenden Blechstreifen (10) fest verbunden sind.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19873738117 DE3738117A1 (de) | 1987-11-10 | 1987-11-10 | Vorrichtung zum durchstroemenden behandeln von textilgut od. dgl. |
| DE3738117 | 1987-11-10 | ||
| DE3802791 | 1988-01-30 | ||
| DE3802791A DE3802791A1 (de) | 1988-01-30 | 1988-01-30 | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. |
| DE19883821330 DE3821330A1 (de) | 1988-01-30 | 1988-06-24 | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. |
| DE3821330 | 1988-06-24 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0315961A2 true EP0315961A2 (de) | 1989-05-17 |
| EP0315961A3 EP0315961A3 (en) | 1989-12-20 |
| EP0315961B1 EP0315961B1 (de) | 1992-11-04 |
Family
ID=27196761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88118599A Expired - Lifetime EP0315961B1 (de) | 1987-11-10 | 1988-11-09 | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0315961B1 (de) |
| JP (1) | JP2605131B2 (de) |
| DE (1) | DE3875694D1 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0385208A1 (de) * | 1989-02-24 | 1990-09-05 | FLEISSNER Maschinenfabrik AG | Vorrichtung zum durchströmenden Behandeln von Textilgut, Papier od. dgl. |
| FR2644181A1 (fr) * | 1989-03-08 | 1990-09-14 | Fleissner Maschf Ag | Dispositif pour le traitement en continu de textiles, de papiers ou analogues |
| EP0753619A3 (de) * | 1995-07-14 | 1998-01-07 | Fleissner GmbH & Co. Maschinenfabrik | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. |
| WO2002093096A1 (de) * | 2001-05-16 | 2002-11-21 | Voith Paper Patent Gmbh | Durchströmzylinder |
| WO2005047587A1 (de) * | 2003-11-12 | 2005-05-26 | Fleissner Gmbh | Vorrichtung an einer von aussen nach innen durchströmten siebtrommel |
| EP1612328A1 (de) * | 2004-06-28 | 2006-01-04 | Andritz AG | Vorrichtung zum kontinuierlichen Trocknen einer Faserstoffbahn |
| EP1550768A3 (de) * | 2003-12-30 | 2006-03-22 | Kimberly-Clark Worldwide, Inc. | Durchlufttrockner |
| DE102018119570A1 (de) * | 2018-08-13 | 2020-02-13 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Verfestigung und/oder Strukturierung von einem Vlies sowie eine Strukturschale |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10035299A1 (de) * | 2000-07-18 | 2002-01-31 | Fleissner Gerold | Vorrichtung zum durchströmenden, kontinuierlichen Behandeln von Textilgut od. dgl. |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3276140A (en) * | 1964-05-19 | 1966-10-04 | Huyck Corp | Dryer cylinder |
| DE1460525A1 (de) * | 1965-12-11 | 1969-04-24 | Patentdienst Anstalt F | Vorrichtung zum Behandeln von Textilgut |
| DE1946376A1 (de) * | 1968-09-25 | 1970-04-02 | Kufferath Andreas Fa | Saugwalze |
| US3564686A (en) * | 1968-03-01 | 1971-02-23 | Metal Tech Inc | Helical pattern,bent node honeycomb roll |
| US3590453A (en) * | 1968-06-19 | 1971-07-06 | Metal Tech Inc | Honeycomb roll |
| US3755869A (en) * | 1972-03-31 | 1973-09-04 | Gaston County Dyeing Mach | Honeycomb roll |
| US4174664A (en) * | 1978-05-08 | 1979-11-20 | Milliken Research Corporation | Cylindrical screen having aperatures with geometric centers defined by arrays of equilateral triangles |
| DE3210320A1 (de) * | 1982-03-20 | 1983-09-29 | J.M. Voith Gmbh, 7920 Heidenheim | Saugwalze, insbesondere fuer doppelsieb-papiermaschinen |
-
1988
- 1988-11-09 DE DE8888118599T patent/DE3875694D1/de not_active Expired - Fee Related
- 1988-11-09 EP EP88118599A patent/EP0315961B1/de not_active Expired - Lifetime
- 1988-11-10 JP JP63282652A patent/JP2605131B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3276140A (en) * | 1964-05-19 | 1966-10-04 | Huyck Corp | Dryer cylinder |
| DE1460525A1 (de) * | 1965-12-11 | 1969-04-24 | Patentdienst Anstalt F | Vorrichtung zum Behandeln von Textilgut |
| US3564686A (en) * | 1968-03-01 | 1971-02-23 | Metal Tech Inc | Helical pattern,bent node honeycomb roll |
| US3590453A (en) * | 1968-06-19 | 1971-07-06 | Metal Tech Inc | Honeycomb roll |
| DE1946376A1 (de) * | 1968-09-25 | 1970-04-02 | Kufferath Andreas Fa | Saugwalze |
| US3755869A (en) * | 1972-03-31 | 1973-09-04 | Gaston County Dyeing Mach | Honeycomb roll |
| US4174664A (en) * | 1978-05-08 | 1979-11-20 | Milliken Research Corporation | Cylindrical screen having aperatures with geometric centers defined by arrays of equilateral triangles |
| DE3210320A1 (de) * | 1982-03-20 | 1983-09-29 | J.M. Voith Gmbh, 7920 Heidenheim | Saugwalze, insbesondere fuer doppelsieb-papiermaschinen |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0385208A1 (de) * | 1989-02-24 | 1990-09-05 | FLEISSNER Maschinenfabrik AG | Vorrichtung zum durchströmenden Behandeln von Textilgut, Papier od. dgl. |
| FR2644181A1 (fr) * | 1989-03-08 | 1990-09-14 | Fleissner Maschf Ag | Dispositif pour le traitement en continu de textiles, de papiers ou analogues |
| EP0753619A3 (de) * | 1995-07-14 | 1998-01-07 | Fleissner GmbH & Co. Maschinenfabrik | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. |
| WO2002093096A1 (de) * | 2001-05-16 | 2002-11-21 | Voith Paper Patent Gmbh | Durchströmzylinder |
| US7331120B2 (en) | 2001-05-16 | 2008-02-19 | Voith Paper Patent Gmbh | Throughflow cylinder |
| WO2005047587A1 (de) * | 2003-11-12 | 2005-05-26 | Fleissner Gmbh | Vorrichtung an einer von aussen nach innen durchströmten siebtrommel |
| EP1550768A3 (de) * | 2003-12-30 | 2006-03-22 | Kimberly-Clark Worldwide, Inc. | Durchlufttrockner |
| US7143525B2 (en) | 2003-12-30 | 2006-12-05 | Kimberly-Clark Worldwide, Inc. | Through-air dryer assembly |
| US7841103B2 (en) | 2003-12-30 | 2010-11-30 | Kimberly-Clark Worldwide, Inc. | Through-air dryer assembly |
| EP1612328A1 (de) * | 2004-06-28 | 2006-01-04 | Andritz AG | Vorrichtung zum kontinuierlichen Trocknen einer Faserstoffbahn |
| AU2005202714B2 (en) * | 2004-06-28 | 2010-04-15 | Andritz Ag | Device for continuous drying of a pulp web |
| DE102018119570A1 (de) * | 2018-08-13 | 2020-02-13 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung zur Verfestigung und/oder Strukturierung von einem Vlies sowie eine Strukturschale |
| US11788220B2 (en) | 2018-08-13 | 2023-10-17 | TRüTZSCHLER GMBH & CO. KG | Apparatus for compacting and/or structuring a nonwoven, and a structural shell |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0315961A3 (en) | 1989-12-20 |
| EP0315961B1 (de) | 1992-11-04 |
| JP2605131B2 (ja) | 1997-04-30 |
| JPH01250461A (ja) | 1989-10-05 |
| DE3875694D1 (de) | 1992-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2342422C3 (de) | Walzenmantel | |
| DE1601216A1 (de) | Plattenwaermeaustauscher | |
| DE4422508C1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. | |
| DE2657307A1 (de) | Rohrbuendel fuer einen waermetauscher | |
| DE2342421C3 (de) | Trommel mit einer ringförmigen Gitterkonstruktion | |
| DE2331563B2 (de) | Waermetauscher | |
| EP0315961A2 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. | |
| DE1185743B (de) | Hochbelastbarer Elektroheizkoerper | |
| DE3907421C2 (de) | ||
| EP0678613A2 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. Dgl. | |
| DE3802791A1 (de) | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. | |
| EP0385208B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut, Papier od. dgl. | |
| EP0753619B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. | |
| DE202004020899U1 (de) | Plattenwärmetauscher | |
| DE692476C (de) | Plattenwaermeaustauscher | |
| DE3821330A1 (de) | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. | |
| DE2016818A1 (de) | Abstandshalter für Rohre, insbesondere Wärmeaustauscher | |
| DE3738117A1 (de) | Vorrichtung zum durchstroemenden behandeln von textilgut od. dgl. | |
| DE2115156C3 (de) | Saugwalze, insbesondere für Papiermaschinen | |
| DE2225562C3 (de) | Schrumpfhülse zum Stabilisieren oder Färben von Textilfäden | |
| DE4012045A1 (de) | Waermetauscher | |
| AT400853B (de) | Sieb für papierzellstoff-splitterfänger und klassierer | |
| EP0937806B1 (de) | Vorrichtung zum durchströmenden, kontinuierlichen Behandeln von Textilgut o. dgl. | |
| EP1685287B1 (de) | Vorrichtung an einer von aussen nach innen durchströmten siebtrommel | |
| EP1301659B1 (de) | Vorrichtung zum durchströmenden, kontinuierlichen behandeln von textilgut od. dgl |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19891114 |
|
| 17Q | First examination report despatched |
Effective date: 19910604 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 3875694 Country of ref document: DE Date of ref document: 19921210 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19920205 |
|
| EN | Fr: translation not filed | ||
| EN | Fr: translation not filed |
Free format text: BO 12/93 PAGE 181: ANNULATION |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20061017 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20061127 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20061130 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070108 Year of fee payment: 19 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20071109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080603 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071109 |