EP0191397A2 - Transferpresse - Google Patents
Transferpresse Download PDFInfo
- Publication number
- EP0191397A2 EP0191397A2 EP86101398A EP86101398A EP0191397A2 EP 0191397 A2 EP0191397 A2 EP 0191397A2 EP 86101398 A EP86101398 A EP 86101398A EP 86101398 A EP86101398 A EP 86101398A EP 0191397 A2 EP0191397 A2 EP 0191397A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- crossmember
- gripping
- rack
- operatively connected
- racks
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/05—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work specially adapted for multi-stage presses
- B21D43/057—Devices for exchanging transfer bars or grippers; Idle stages, e.g. exchangeable
Definitions
- the invention relates to a device for intermediate storage of workpieces in empty stages of transfer presses, with gripping and holding devices arranged in the region of empty stages for support elements detachably attached to sliding tables or on tools carried by them and to be brought into the area of the next empty stage.
- step presses transfer presses, large part steps and the like.
- Presses in which large workpieces are processed in stages arranged one behind the other, have so-called empty stages between the press stands, in which no forming takes place.
- the empty stage must have a clipboard which corresponds to the shape of the underside of the workpieces to be supported in the support area.
- clipboards adapted to the new workpiece must be set up.
- DE-PS 33 34 021 a device for the intermediate storage of workpieces in empty stages of transfer presses has been shown and described.
- the device consists of a gripping and holding device arranged in the area of an empty stage.
- racks mounted on the gripping and holding device, movable in the direction of transfer and designed as a gripper, supporting elements which can be moved with the sliding table can be grasped and implemented in the area of the empty stage.
- the position of the support elements in the empty position, support position, in relation to the transport direction of the workpieces corresponds to the position of the support elements on the sliding table or on the tool.
- a clipboard can be set up for only one workpiece.
- the area of the space between the stands and the area of a Waste box cannot be bridged.
- the empty level must not exceed a width specified by the transfer movement.
- each gripping and holding device is assigned receptacles which can be acted upon and which can be operatively connected to a supporting element on the one hand and operatively connected to a rotary drive on the other.
- Advantages of the invention include in the fact that existing clipboard devices can be retrofitted, that the device is independent of the workpiece and serves to automate the press, since the device is absolutely reliable.
- the support elements can be turned automatically without any additional adjusting means.
- Shorter transfer movements can be set up for two workpieces with the same number of support elements in the transport direction of the workpieces one behind the other.
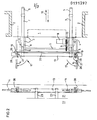
- the empty stage of a press is represented by a lock box 1 in the area of press stands 2.
- a bracket 3 with support arms 4 for mounting two toothed racks 7 aligned in the transport direction of the workpieces - arrows 16.
- the toothed racks 7 are stored in support bearings 6.
- An actuating motor 8 is fastened on the press side, possibly on the bracket 3, which acts rotatably on a shaft 11 via drive pulleys 10 and drive belts 9.
- the Shaft 11 is mounted in both support arms 4 and has gear wheels 12 which engage in the same toothing on the underside of the toothed racks 7.
- the support arms 4 are also rigidly connected to one another by a contact strip 20.
- the end parts 17 of the toothed racks 7 are, as is still to be described in relation to FIG. 3, designed to receive a crossbar 13 which is removably mounted on brackets 23 on a sliding table 21, possibly on a tool 22 carried by the sliding table 21.
- the sliding table 21 is interchangeable with solvent 24.
- the traverse 13 is drawn on the racks 7 with full lines, on the tool 22 in dash-dotted lines.
- this carries a locating pin 38 in a pivot bearing 26.
- a support 25 adapted to the shape of the supporting element 14 is attached.
- a torsion spring 18 is stretched out between the upper region of the locating pin 38 and the crossmember 13. Locating pin 38, support 25 and torsion spring 18 form the rotatable mount 15.
- racks 28 are loosely inserted in the crossmember 13 in the rotating area of the mounting bolts 38, which extend in the transport direction 16 and interact with teeth 27 on the mounting bolts 38.
- the toothed racks 28 are placed against the contact strip 20 by means of rotary lugs, stops 19.
- the energy stored in the torsion spring 18 during the movement of the traverse 13 into the empty position is released, as a result of which the locating pin 38 with the support 25 and the support element 14 is adjusted such that the support element 14 aligns itself in a direction transverse to the transport direction 16 of the workpieces.
- the toothed racks 28 move to the right in relation to the crossmember 13.
- the toothed racks 28 come to rest against the contact strip 20 via the stops 19, so that the toothed racks 28 move to the left with respect to the crossmember, the support elements 14 are rotated as a result of the serrations 27 and the torsion springs 18 are tensioned.
- each toothed rack 7 it has, according to FIG. 3, e.g. a centrally mounted shift rod 29, which is fixedly connected to the piston of a pressurizable working cylinder 5.
- the other end part of the displacement rod 29, which is displaceable in the direction of the double arrow 34, is connected to a bolt 30.
- the bolt 30 is rotatably mounted on the sliding rod 29 and has a thread-like circumferential groove 31 in which a pin 32 is guided.
- the pin 32 is fixed in the rack 7.
- the protruding from the rack 7 end of the bolt 30 carries a bolt 35 which can be fixed behind a recess 36 in the crossmember due to the rotation of the bolt 30.
- Double arrow 33 indicates the rotary movement of the bolt 35 for fixing the cross member 13 to the collar shoulder 37 on the rack 7 and for releasing it.
- the cross member 13 firmly on the toothed racks 7 or to provide the toothed racks 7 with the receptacles 15 which can be loaded with rotation, the rotary drive of which can also take place via a controllable actuator.
- the support position of the support elements 14 can also be another, e.g. be in the middle of the press stands 2.
- the console 3 is to be equipped to accommodate two further toothed racks 7 to be arranged on the right as gripper elements for acceptance on a second sliding table or its supporting elements.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Warehouses Or Storage Devices (AREA)
- Specific Conveyance Elements (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Die Erfindung betrifft eine Einrichtung zur Zwischenablage von Werkstücken in Leerstufen von Transferpressen, mit im Bereich von Leerstufen angeordneten Greif- und Haltevorrichtungen für an Schiebetischen oder an von diesen getragenen Werkzeugen lösbar angebrachte und in den Bereich der nächstliegenden Leerstufe zu verbringende Tragelemente.
- In Stufenpressen, Transferpressen, Großteilstufen- u.dgl. Pressen, in denen große Werkstücke in hintereinander angeordneten Stufen bearbeitet werden, sind zwischen den Pressenständern sogenannte Leerstufen vorhanden, in denen keine Umformung erfolgt. Als Folge der festliegenden Umsetzbewegung für die Werkstücke muß die Leerstufe eine Zwischenablage aufweisen, die der Form der Unterseite der abzustützenden Werkstücke im Abstützbereich entspricht. Mit jedem Werkzeugwechsel sind dem neuen Werkstück angepaßte Zwischenablagen einzurichten.
- In der DE-PS 33 34 021 ist eine Einrichtung zur Zwischenablage von Werkstücken in Leerstufen von Transferpressen gezeigt und beschrieben worden. Die Einrichtung besteht aus einer im Bereich einer Leerstufe angeordneten Greif- und Haltevorrichtung. Mit Hilfe an der Greif- und Haltevorrichtung angebrachter, in Transferrichtung beweglicher und als Greifer ausgebildeter Zahnstangen sind mit dem Schiebetisch verfahrbare Tragelemente erfaßbar und in den Bereich der Leerstufe umsetzbar. Die Lage der Tragelemente in der Leerstufe, Abstützlage, in Bezug auf die Transportrichtung der Werkstücke, entspricht der Lage der Tragelemente am Schiebetisch bzw. an dem Werkzeug. Es ist so eine Zwischenablage für nur ein Werkstück einrichtbar. Der Bereich des Zwischenraumes zwischen den Ständern und der Bereich eines Abfallkastens kann nicht überbrückt werden. Die Leerstufe darf eine durch die Umsetzbewegung vorgegebene Breite nicht überschreiten.
- Es ist Aufgabe der Erfindung, die Einrichtung zur Zwischenablage von Werkstücken in Leerstufen derart weiterzubilden, daß die Tragelemente bei deren Einbringen in Richtung des Transportes der Werkstücke gedreht werden, um so einen größeren Leerstufenbereich zu überbrücken.
- Diese Aufgabe ist dadurch gelöst, daß jeder Greif- und Haltevorrichtung drehbeaufschlagbare Aufnahmen zugeordnet sind, die einerseits mit je einem Tragelement wirkverbindbar und andererseits mit einem Drehantrieb wirkverbunden sind.
- Die Merkmale der weiteren Ansprüche stellen bevorzugte, vorteilhafte Ausgestaltungen innerhalb der Erfindung dar.
- Vorteile der Erfindung bestehen u.a. darin, daß vorhandene Einrichtungen zur Zwischenablage nachgerüstet werden können, daß die Einrichtung werkstückunabhängig ist und der Automatisierung der Presse dient, da die Einrichtung absolut funktionssicher ist. Das Verdrehen der Tragelemente kann selbsttätig erfolgen ohne ein zusätzliches Stellmittel. Für eine andere, z.B. kürzere Umetzbewegung sind bei gleicher Anzahl an Tragelementen in Transportrichtung der Werkstücke hintereinander liegende Zwischenablagen für zwei Werkstücke einrichtbar.
- Im folgenden soll die Erfindung anhand eines bevorzugten Ausführungsbeispieles beschrieben werden. In der Zeichnung ist dargestellt mit:
- Fig. 1 eine Einrichtung zur Zwischenablage in einer Vorderansicht,
- Fig. 2 die in Fig. 1 gezeigte Einrichtung in einer Draufsicht und
- Fig. 3 ein Verstelltrieb für die Festsetzung der Traverse an den Zahnstangen.
- Die Leerstufe einer Presse wird durch einen Schließkasten 1 im Bereich von Pressenständern 2 dargestellt. Hier befindet sich eine Konsole 3 mit Tragarmen 4 zur Lagerung von zwei in Transportrichtung der Werkstücke - Pfeile 16 - ausgerichteten Zahnstangen 7. Die Lagerung der Zahnstangen 7 erfolgt in Stützlagern 6. Pressenseitig, ggf. an der Konsole 3, ist ein Stellmotor 8 befestigt, der über Treibscheiben 10 und Treibriemen 9 auf eine Welle 11 drehbar wirkt. Die Welle 11 ist in beiden Tragarmen 4 gelagert und weist Zahnräder 12 auf, die in eine gleiche Verzahnung an der Unterseite der Zahnstangen 7 eingreifen. Die Tragarme 4 sind weiterhin durch eine Anlageleiste 20 starr untereinander verbunden. Die Endteile 17 der Zahnstangen 7 sind, wie es zu Fig. 3 noch zu beschreiben ist, zur Aufnahme einer an einem Schiebetisch 21, ggf. an einem von dem Schiebetisch 21 getragenen Werkzeug 22, abnehmbar über Halterungen 23 gelagerten Traverse 13 ausgebildet. Der Schiebetisch 21 ist über Laufmittel 24 austauschbar. Die Traverse 13 ist an den Zahnstangen 7 mit vollen Linien, an dem Werkzeug 22 in strichpunktierten Linien gezeichnet. Diese trägt für jedes Tragelement 14 einen Aufnahmebolzen 38 in einem Drehlager 26. In dem oberen Endbereich des Aufnahmebolzens 38 ist eine der Form des Tragelementes 14 angepaßte Auflage 25 angebracht. Zwischen dem oberen Bereich des Aufnahmebolzens 38 und der Traverse 13 ist eine Drehfeder 18 ausgespannt. Aufnahmebolzen 38, Auflage 25 und Drehfeder 18 bilden die drehbeaufschlagbare Aufnahme 15.
- Wie es aus Fig. 2 ersichtlich ist, sind in der Traverse 13 im Drehbereich der Aufnahmebolzen 38 Zahnstangen 28 lose eingesetzt, die sich in Transportrichtung 16 erstrecken und mit einer Zahnung 27 an den Aufnahmebolzen 38 zusammenwirken. Die Zahnstangen 28 sind über Drehansätze, Anschläge 19, gegen die Anlageleiste 20 gelegt.
- Bei dem Zurückbewegen der Traverse 13 zur Ablage in den Halterungen 23 am Werkzeug 22 oder dem Schiebetisch 21 wird die in der Drehfeder 18 während des Bewegens der Traverse 13 in die Leerstufe gespeicherte Energie frei, wodurch der Aufnahmebolzen 38 mit der Auflage 25 und dem Tragelement 14 sich derart verstellt, daß sich das Tragelement 14 in eine quer zur Transportrichtung 16 der Werkstücke liegende Richtung ausrichtet. Die Zahnstangen 28 bewegen sich nach rechts in Bezug auf die Traverse 13. Nach dem Werkzeugwechsel durch Einfahren eines neu eingerichteten Schiebetisches 21 bei zumindest etwas von der Traverse 13 zurückgezogenen Zahnstangen 7 werden die hier dem Werkzeug 22 zugeordneten Tragelemente 14 über die Traverse 13 von den in ihren Endbereichen 17 als Greiferelemente ausgebildeten Zahnstangen 7 erfaßt und in die Leerstufe bewegt. Vor dem Erreichen der Abstützlage kcmren die Zahnstangen 28 über die Anschläge 19 zur Anlage an der Anlageleiste 20, so daß sich die Zahnstangen 28 in Bezug auf die Traverse nach links bewegen, die Tragelemente 14 infolge der Zahnungen 27 gedreht und die Drehfedern 18 gespannt werden.
- Zur sicheren Halterung der Traverse 13 an jeder Zahnstange 7 weist diese entsprechend Fig. 3 z.B. eine zentralgelagerte Verschiebestange 29 auf, die mit dem Kolben eines druckbeaufschlagbaren Arbeitszylinders 5 fest verbunden ist. Der andere Endteil der so in Richtung des Doppelpfeiles 34 verschiebbaren Verschiebestange 29 ist mit einem Bolzen 30 verbunden. Der Bolzen 30 ist an der Verschiebestange 29 drehbar gelagert und weist eine gewindeähnliche Umfangsnut 31 auf, in der ein Stift 32 geführt ist. Der Stift 32 ist in der Zahnstange 7 festgesetzt. Das aus der Zahnstange 7 hervorstehende Ende des Bolzens 30 trägt einen Riegel 35, der infolge der bewirkten Drehung des Bolzens 30 hinter einer Ausnehmung 36 in der Traverse festsetzbar ist. Doppelpfeil 33 weist auf die Drehbewegung des Riegels 35 zum Festsetzen der Traverse 13 an dem Bundansatz 37 an der Zahnstange 7 und zum Lösen von diesem hin.
- Es liegt im Rahmen der Erfindung, die Traverse 13 fest an den Zahnstangen 7 anzuordnen oder die Zahnstangen 7 mit den drehbeaufschlagbaren Aufnahmen 15 zu versehen, wobei deren Drehantrieb auch über einen steuerbaren Stellantrieb erfolgen kann. Die Abstützlage der Tragelemente 14 kann auch eine andere, z.B. mittig zu den Pressenständern 2 gelegene sein. Für die in Fig. 1 gezeigte Ausführungsform ist die Konsole 3 zur Aufnahme von zwei weiteren, im Bild rechts anzuordnenden Zahnstangen 7 als Greiferelementen zur Übernahme an einem zweiten Schiebetisch oder dessen Werkzeug gelagerter Tragelemente auszurüsten.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3504765 | 1985-02-13 | ||
| DE19853504765 DE3504765A1 (de) | 1985-02-13 | 1985-02-13 | Transferpresse |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0191397A2 true EP0191397A2 (de) | 1986-08-20 |
| EP0191397A3 EP0191397A3 (en) | 1988-07-20 |
| EP0191397B1 EP0191397B1 (de) | 1991-04-10 |
Family
ID=6262310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86101398A Expired - Lifetime EP0191397B1 (de) | 1985-02-13 | 1986-02-04 | Transferpresse |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4713961A (de) |
| EP (1) | EP0191397B1 (de) |
| BR (1) | BR8600540A (de) |
| DE (2) | DE3504765A1 (de) |
| ES (1) | ES8703311A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0283810A3 (en) * | 1987-03-25 | 1989-07-19 | L. Schuler Gmbh | Transfer press |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3737556A1 (de) * | 1987-11-05 | 1989-05-18 | Mueller Weingarten Maschf | Mit dem werkzeugsatz umruestbare teileablagen fuer stufenpressen |
| DD280489A1 (de) * | 1989-03-13 | 1990-07-11 | Warnke Umformtech Veb K | Einrichtung zum wechseln der in der leerstufe des seitenstaenders angeordneten formmaske einer transferpresse bei werkzeugwechsel |
| DE3931081A1 (de) * | 1989-09-18 | 1991-03-28 | Schuler Gmbh L | Zwischenablage zwischen bearbeitungsstufen einer presse |
| EP0423749B1 (de) * | 1989-10-18 | 1993-03-03 | Maschinenfabrik Müller-Weingarten AG | Ablage für Werkstückteile in Stufenpressen |
| US5632181A (en) * | 1995-02-23 | 1997-05-27 | Verson, A Division Of Allied Products Corporation | System and method for transferring a work piece in a multi-station press |
| DE19721614A1 (de) * | 1997-05-23 | 1998-11-26 | Schuler Pressen Gmbh & Co | Pressenanlagen mit automatischem Toolingwechsel und Verfahren zum Toolingwechsel |
| US5875673A (en) * | 1997-12-30 | 1999-03-02 | Verson, A Division Of Allied Products Corporation | Orientation station for multi-station metal-forming machines |
| US7028527B2 (en) * | 2003-03-18 | 2006-04-18 | Aida Engineering Ltd. | Workpiece processing system and method of reconfiguring a workpiece processing system |
| US7199334B2 (en) * | 2004-11-30 | 2007-04-03 | Ford Global Technologies, Llc. | Apparatus and method for heating and transferring a workpiece prior to forming |
| GB2433457B (en) * | 2005-12-21 | 2009-07-15 | Ford Global Tech Llc | Heating And Transferring A Workpiece Prior To Forming |
| DE102006047109A1 (de) * | 2006-09-27 | 2008-04-03 | Ras Reinhardt Maschinenbau Gmbh | Bearbeitungsmaschine |
| US20090126545A1 (en) * | 2007-11-15 | 2009-05-21 | Advanced Foundry Specialist, Llc | Automated trim press and shuttle system |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1523063A (en) * | 1923-10-31 | 1925-01-13 | Joseph A Fuchs | Pick-up and transfer mechanism for bottle-making machines |
| US1744666A (en) * | 1929-01-22 | 1930-01-21 | Lewis W Newsom | Bench |
| US2118620A (en) * | 1936-10-16 | 1938-05-24 | Orsenigo Alfred | Adjustable table |
| US3456814A (en) * | 1967-10-16 | 1969-07-22 | Verson Allsteel Press Co | Transfer assembly for presses |
| SU573323A1 (ru) * | 1975-05-27 | 1977-09-25 | Московское Специальное Конструкторское Бюро Автоматических Линий И Агрегатов | Автооператор |
| FR2455931B1 (fr) * | 1979-05-07 | 1985-06-28 | Saunier Duval | Dispositif de retournement de pieces monte sur barre de transfert de presse |
| US4540087A (en) * | 1982-08-19 | 1985-09-10 | Kabushiki Kaisha Komatsu Seisakusho | Three-dimensional work transfer apparatus |
| DE3336082A1 (de) * | 1982-10-05 | 1984-04-05 | Kabushiki Kaisha Komatsu Seisakusho, Tokyo | Transferpresse |
| DE3245603C1 (de) * | 1982-12-09 | 1984-02-09 | Maschinenfabrik Müller-Weingarten AG, 7987 Weingarten | Ablage fuer Werkstueckteile in einer z.B.im Zwischenstaender vorhandenen sogenannten Leerstufe einer Grossteil-Stufenpresse |
| DE3334021C1 (de) * | 1983-09-21 | 1984-06-28 | Maschinenfabrik Müller-Weingarten AG, 7987 Weingarten | Ablage fuer Werkstueckteile in einer im Zwischenstaender vorhandenen sogenannten Leerstufe einer Grossteil-Stufenpresse |
-
1985
- 1985-02-13 DE DE19853504765 patent/DE3504765A1/de not_active Withdrawn
-
1986
- 1986-02-04 DE DE8686101398T patent/DE3678588D1/de not_active Expired - Lifetime
- 1986-02-04 EP EP86101398A patent/EP0191397B1/de not_active Expired - Lifetime
- 1986-02-07 BR BR8600540A patent/BR8600540A/pt not_active IP Right Cessation
- 1986-02-11 US US06/828,183 patent/US4713961A/en not_active Expired - Lifetime
- 1986-02-12 ES ES551904A patent/ES8703311A1/es not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0283810A3 (en) * | 1987-03-25 | 1989-07-19 | L. Schuler Gmbh | Transfer press |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3678588D1 (de) | 1991-05-16 |
| ES8703311A1 (es) | 1987-02-16 |
| US4713961A (en) | 1987-12-22 |
| EP0191397A3 (en) | 1988-07-20 |
| DE3504765A1 (de) | 1986-08-21 |
| ES551904A0 (es) | 1987-02-16 |
| EP0191397B1 (de) | 1991-04-10 |
| BR8600540A (pt) | 1986-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2359912C2 (de) | Transfervorrichtung für eine Transferpresse | |
| EP0191397B1 (de) | Transferpresse | |
| DE2440126C3 (de) | Stangenvorschubeinrichtung für einen Drehautomaten | |
| DE1284354B (de) | Vorrichtung zum Umsetzen von Gegenstaenden | |
| DE19843889B4 (de) | Stanzwerkzeug-Speicher-und Wechselsystem | |
| EP0138122A1 (de) | Vorrichtung zum Speichern und Wechseln von Werkzeugen des Werkzeugrevolvers einer Revolverstanze | |
| DE8124805U1 (de) | Einrichtung für das selbständige Zuführen und Abholen von Paletten eines Palettenmagazins in den bzw. aus dem Arbeitsraum einer Werkzeugmaschine | |
| DE1233696B (de) | Vorrichtung zur selbsttaetigen Zu- und Abfoerderung von Werkstuecken an Werkzeugmaschinen, insbesondere von Kolben an einer Drehbank | |
| DE3426895A1 (de) | Methode und vorrichtung fuer den automatischen werkzeugwechsel in abwaelzfraesmaschinen | |
| DE29713627U1 (de) | Festwalzmaschine für Kurbelwellen | |
| EP0129866A1 (de) | Stanzmaschine mit einer Vorrichtung zum Speichern und Wechseln von Werkzeugen | |
| DE2740042C2 (de) | Werkzeugwechseleinrichtung in einer Mehrstufen-Massivumformpresse | |
| DE3115481C2 (de) | Werkstückpaletten-Speicher für ein Bearbeitungszentrum | |
| DE3322960C2 (de) | Stanzmaschine mit einer Vorrichtung zum Speichern und Wechseln von Werkzeugen | |
| DE1552203B1 (de) | Einrichtung zum zufuehren der materialstange und abfuehren des stangenrestes an drehautomaten | |
| DE3876431T2 (de) | Auswechselgeraet fuer freitragende walzen in walzgeruesten. | |
| DE3709762A1 (de) | Transferpresse | |
| DE2427086C3 (de) | Maschine zur automatischen Her-Stellung von Holzrahmen | |
| EP0847818B1 (de) | Transferpresse | |
| DE2705376C3 (de) | Vorrichtung zum Zubringen und Ablegen von Werkstücken in Werkzeuge | |
| DE570161C (de) | Papierfalzmaschine | |
| DE4142298A1 (de) | Vorrichtung zur entnahme von doppelteilen aus der letzten bearbeitungsstufe einer presse | |
| DE1281990B (de) | Transportvorrichtung zum schrittweisen Vorschub von Werkstuecken | |
| DE3417006C2 (de) | ||
| DE8020954U1 (de) | Drueckbank |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19870115 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19900213 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3678588 Country of ref document: DE Date of ref document: 19910516 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86101398.5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000202 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000203 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000223 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000405 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010205 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010204 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86101398.5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050204 |